Результат интеллектуальной деятельности: ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ СЕТЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к технологической оснастке, используемой при переработке композиционных материалов методом намотки, и может быть применено для изготовления сетчатых изделий, например, в виде пластины с большим количеством малоразмерных ячеек с отверстиями, для звукопоглощающей многослойной панели.
Известна оправка для изготовления методом намотки сетчатых оболочек из композиционных материалов [авт. свид. СССР №1548069, опубл. 23.04.1991], содержащая цилиндрическую обечайку с формообразующей поверхностью для намотки сетчатой оболочки. Обечайка закреплена на силовом корпусе, состоящем из двух торцевых дисков, закрепленных на центральном валу. На внешнем ободе дисков имеются ограничительные штифты, равномерно расположенные по окружности.
Данная оправка предназначена для изготовления методом намотки ребристых оболочек, работающих при высоких нагрузках. Совокупность пересекающихся ребер образует сетчатую структуру с размерами ячеек в несколько десятков мм. Получить малоразмерные ячейки, необходимые для звукопоглощающей пластины, на данной оправке не представляется возможным.
По совокупности конструктивных элементов и назначению данная оправка является наиболее близкой к заявленному техническому решению, она взята в качестве прототипа.
Задача, на решение которой направлено заявляемое изобретение, - расширение технологических возможностей оправки в части получения изделия с большим количеством малоразмерных ячеек с отверстиями.
Поставленная задача была решена за счет того, что известная оправка для изготовления сетчатых изделий из композиционных материалов, содержащая силовой корпус, закрепленные на нем формообразующую обечайку, центральный вал, торцевые элементы с равномерно расположенными штифтами, согласно изобретению выполнена двухпозиционной, с силовым корпусом, состоящим из двух скрепленных прямоугольных рамок с выпуклым каркасом, имеет две взаимно перпендикулярные оси вращения, два центральных вала, четыре торцевых элемента, формообразующая обечайка состоит из двух одинаковых двояковыпуклых пластин, образующих совместно с торцевыми элементами замкнутую поверхность с осевыми сечениями в форме эллипса, при этом противоположно расположенные торцевые элементы со штифтами сдвинуты относительно друг друга в направлении оси оправки на полшага штифтов, а центральные валы состоят из двух съемных элементов в форме вилки и присоединены к силовому корпусу.
В предпочтительном варианте отношение длин большой и малой осей эллипсов осевых сечений оправки составляет 7…10 раз.
Целесообразно выполнение торцевых элементов съемными в виде прямых профильных стержней, с продольными канавками на боковых сторонах, а расположенным на них штифтам иметь форму конуса с притупленной вершиной, образуя в своей совокупности гребенку.
При широкой номенклатуре изделий целесообразно иметь комплект гребенок с разными шагами расположения штифтов, при этом величина шага определяет размер ячейки получаемого сетчатого изделия.
Отличительными признаками предлагаемой оправки от указанного выше прототипа является то, что она выполнена двухпозиционной, с силовым корпусом, состоящим из двух скрепленных прямоугольных рамок с выпуклым каркасом; имеет две взаимно перпендикулярные оси вращения, два центральных вала, четыре торцевых элемента; формообразующая обечайка состоит из двух одинаковых двояковыпуклых пластин, образующих совместно с торцевыми элементами замкнутую поверхность с осевыми сечениями в форме эллипса; противоположно расположенные торцевые элементы со штифтами сдвинуты относительно друг друга в направлении оси оправки на полшага штифтов; центральные валы состоят из двух съемных элементов в форме вилки и присоединены к силовому корпусу, отношение длин большой и малой осей эллипса осевого сечения по длине оправки составляет 7…10 раз; торцевые элементы выполнены съемными в виде прямых профильных стержней, с продольными канавками на боковых сторонах, а расположенные на них штифты имеют форму конуса с притупленной вершиной и в своей совокупности образуют гребенку; имеет комплект гребенок с разными шагами расположения штифтов, при этом величина шага определяет размер ячейки получаемого сетчатого изделия.
Отличительные признаки в совокупности с известными позволят получить изделия с большим количеством малоразмерных ячеек с отверстиями, что значительно расширяет технологические возможности оправки.
Изобретение поясняется чертежами.
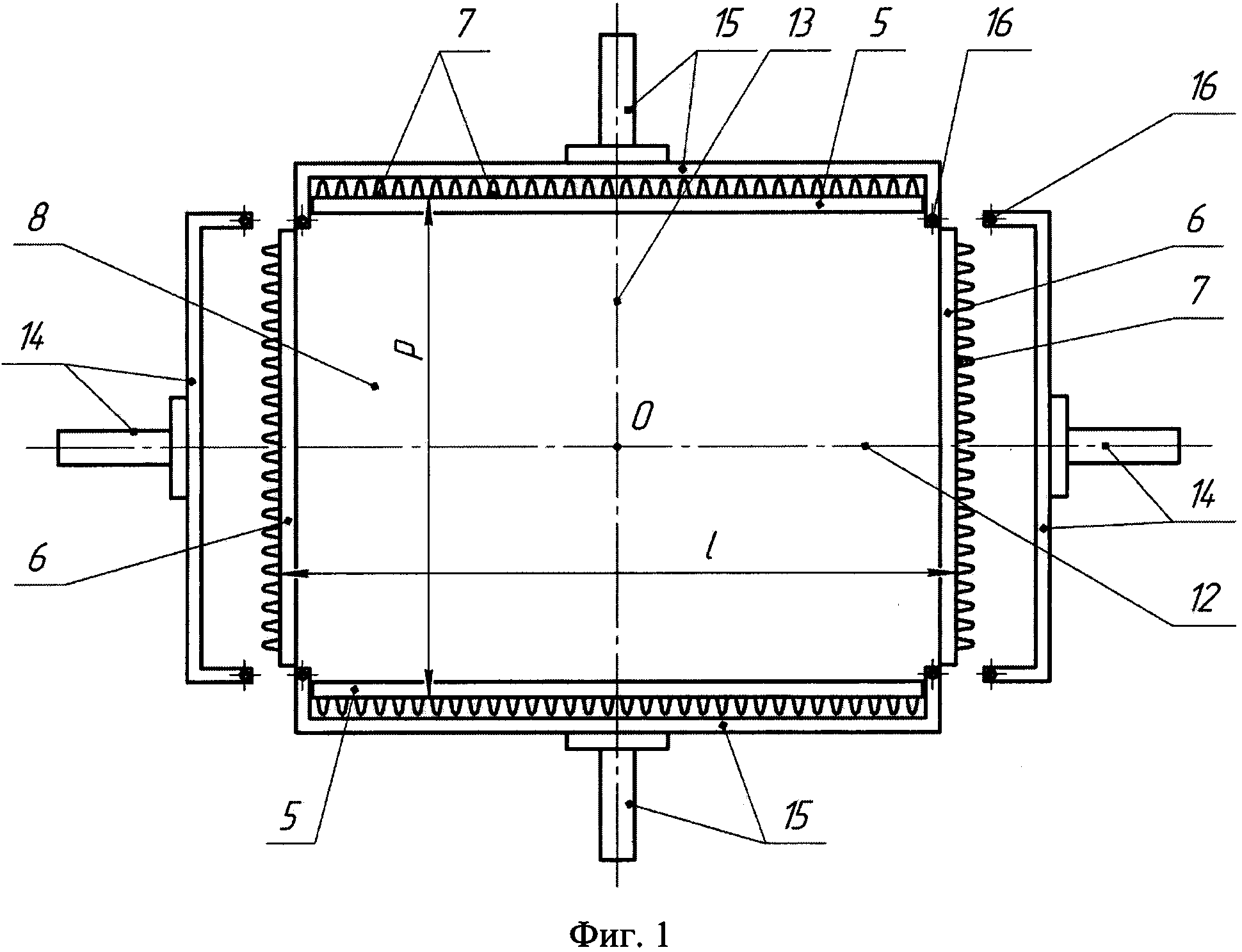
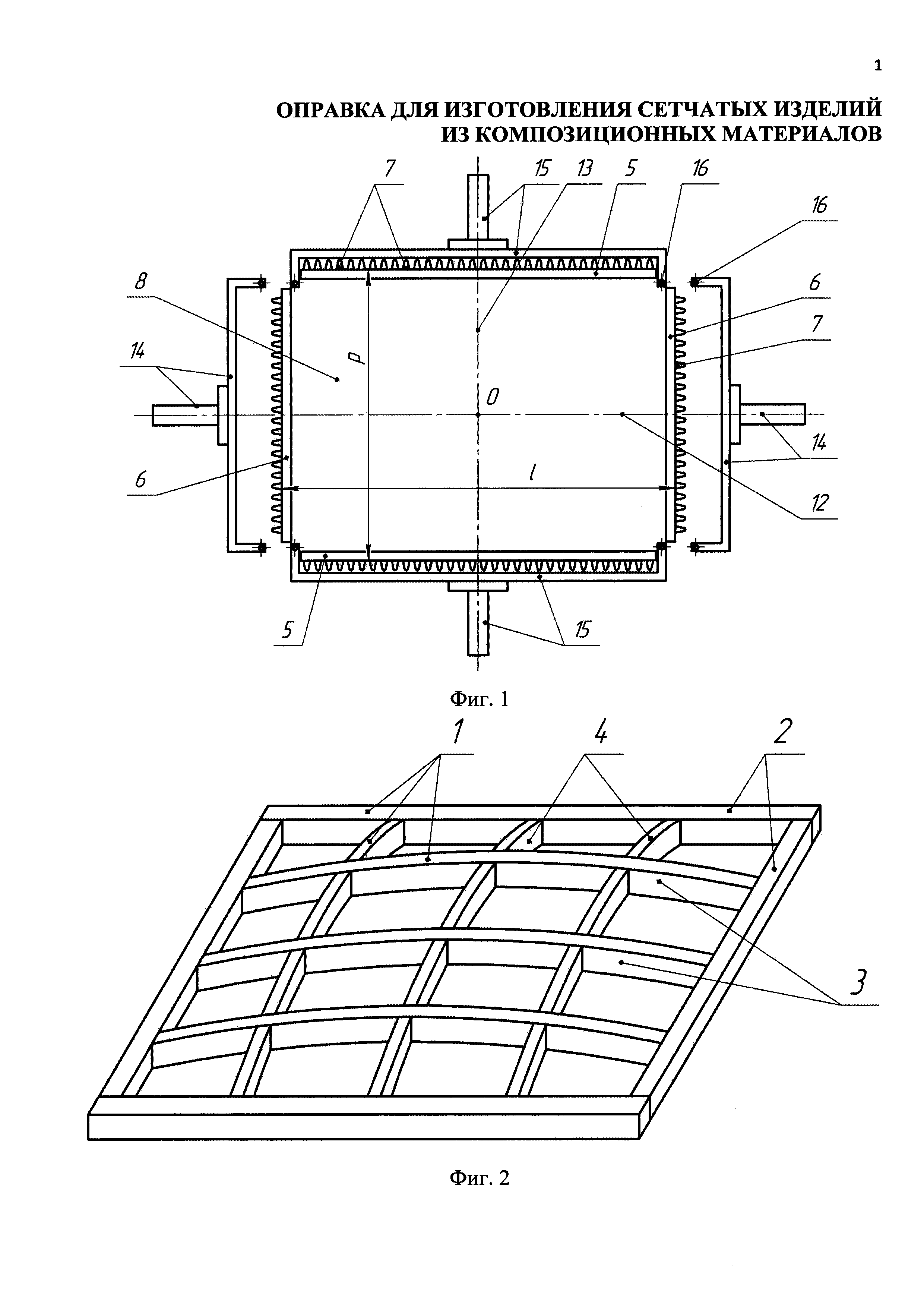
На фиг. 1 приведен общий вид двухпозиционной оправки.
На фиг. 2 - основной элемент силового корпуса - прямоугольная рамка с каркасом.
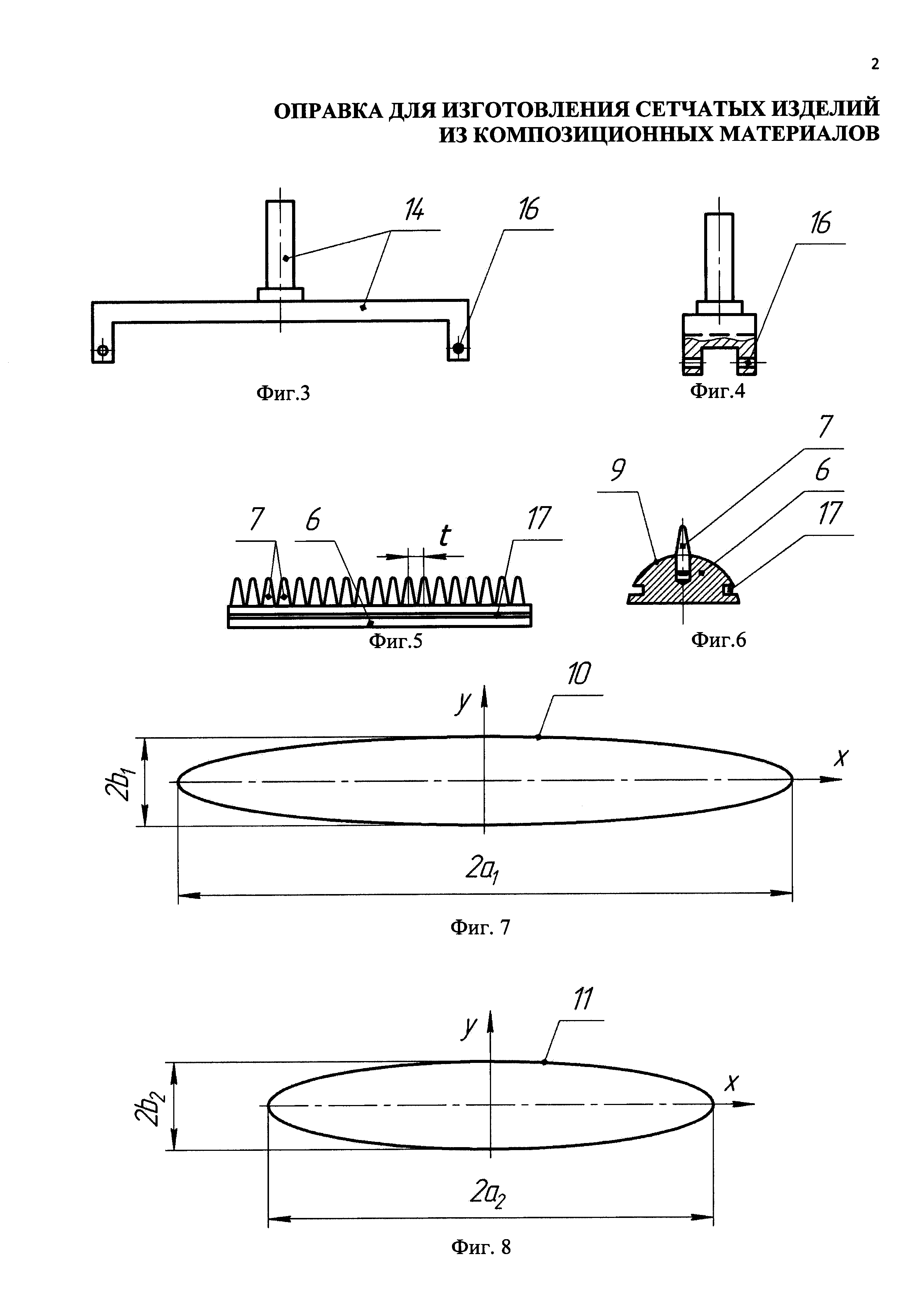
На фиг. 3 - эскиз съемного элемента центрального вала, вид спереди.
На фиг. 4 - эскиз съемного элемента центрального вала, вид сбоку.
На фиг. 5 - торцевой элемент - гребенка;
На фиг. 6 - поперечное сечение гребенки.
На фиг. 7 - эллипс осевого сечения формообразующей поверхности вдоль длины оправки;
На фиг. 8 показан эллипс осевого сечения формообразующей поверхности вдоль ширины оправки.
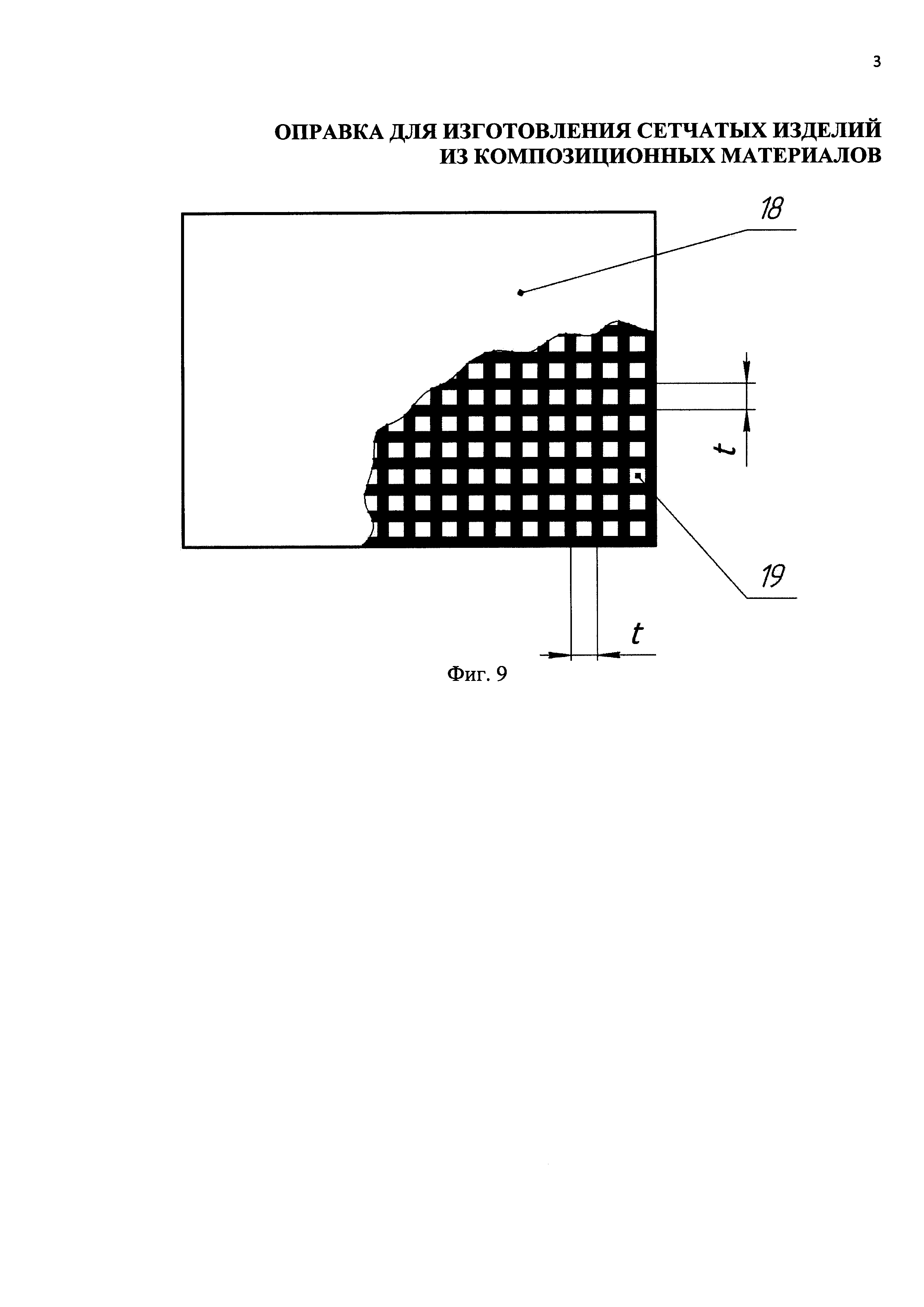
На фиг. 9 показано получаемое намоткой сетчатое изделие в виде пластины с большим количеством малоразмерных ячеек с отверстиями.
Оправка выполнена двухпозиционной (фиг. 1). Ее основным элементом является силовой корпус 1, выполненный из двух скрепленных прямоугольных рамок 2 с выпуклым каркасом, состоящим из набора продольных 3 и поперечных 4 ребер (на фиг. 2 условно показана половина корпуса). Рамки 2 скреплены между собой выпуклостью каркасов наружу, на их боках закреплены две пары торцевых элементов 5 и 6 с равномерно расположенными штифтами 7 (фиг. 5). Торцевые элементы 5, 6 выполнены съемными в виде прямых профильных стержней, с продольными канавками на боковых сторонах, а расположенные на них штифты имеют форму конуса с притупленной вершиной (фиг. 6). В своей совокупности штифты образуют гребенку (фиг. 5). Противоположно расположенные гребенки сдвинуты относительно друг друга в направлении оси оправки на полшага t штифтов 7. Оправка может содержать комплект гребенок с различным шагом t расположения штифтов 7, при этом величина шага определяет размер ячейки получаемого сетчатого изделия.
К рамкам 2, поверх каркасов, прикреплена формообразующая обечайка, состоящая из двух одинаковых двояковыпуклых пластин 8, образующих совместно с профилем 9 (фиг. 6) торцевых элементов 5 и 6 криволинейную замкнутую поверхность, сечения которой по осям оправки имеют форму эллипсов (фиг. 7, 8): 10 - сечение по продольной оси; 11 - сечение по поперечной оси. Большие оси эллипсов отличаются (2a1>2а2), малые оси одинаковые (1b1=1b2), при этом  и
и  (фиг. 1), где
(фиг. 1), где  ,
,  - габаритные размеры формообразующей поверхности. Наиболее предпочтительное соотношение длин большой и малой осей эллипсов осевых сечений составляет 7…10 раз.
- габаритные размеры формообразующей поверхности. Наиболее предпочтительное соотношение длин большой и малой осей эллипсов осевых сечений составляет 7…10 раз.
Оправка имеет две взаимно перпендикулярные оси вращения: продольную 12 и поперечную 13 (фиг. 1), по ним установлены два центральных вала, состоящих из двух элементов 14, 15 в форме вилки, присоединенных к силовому корпусу 1 с возможностью съема 16 (фиг. 3, 4).
Для съема получаемых изделий с оправки на ее профильных торцевых элементах 5 и 6 выполнены технологические продольные канавки 17 (фиг. 5, 6). Позицией 18 обозначено получаемое сетчатое изделие (фиг. 9), позицией 19 - отверстия в ячейках. Отметим, что с оправки снимают два изделия.
Оправка работает следующим образом.
Поскольку сетчатое изделие формируется методом кольцевой намотки, то для ее осуществления оправку устанавливают на намоточный станок, используя при этом пару элементов 15 центрального вала поперечного направления, пара элементов 14 продольного направления снята с оправки. Перед намоткой формообразующую поверхность оправки и штифты покрывают антиадгезионным слоем.
При намотке сетчатого изделия применяют подкрученный жгут с волокнистым наполнителем (стекло-, углеволокна), пропитанный термореактивным связующим (например, ЭХД-МК).
На первом этапе намотки жгут закрепляют на конце торцевого элемента 6, устанавливают подачу Sc суппорта станка на один оборот оправки, равную шагу t штифтов 7 (например, Sc = t = 6 мм/об). При вращении оправки (например, со скоростью n=12 об/мин) и включенной подаче пропитанный связующим жгут с большой линейной плотностью (например, 1600 текс), с помощью раскладчика укладывают на формообразующие пластины 8 в направлении оси 12. Точность траектории укладки обеспечивается штифтами 7 торцевых элементов 6, технологическим натяжением жгута и выпуклостью формообразующих пластин 8. При формовании изделия двояковыпуклые формообразующие поверхности пластин в совокупности с технологическим натяжением жгута создают усилие прижатия жгута к формообразующей поверхности оправки, тем самым обеспечивая качество изготавливаемого изделия. Заметим, что вариант оправки с плоскими формообразующими поверхностями такого положительного эффекта не дает.
За один оборот оправки получается виток, смещенный относительно предыдущего витка на один шаг t. К концу первого этапа намотки получаем на каждой пластине 8 семейство жгутов, уложенных параллельно с промежутками с шагом t. Далее с выключенного станка снимают оправку, убирают пару элементов 15 и устанавливают пару элементов 14 продольного направления. Затем оправку поворачивают элементами 14 по оси станка и закрепляют в таком положении. Далее следует второй этап намотки, он аналогичен первому. В процессе намотки жгут укладывается в направлении оси 13 поверх ранее уложенных витков в направлении оси 12, в результате получаем сетчатую структуру (фиг. 9).
Указанная последовательность намотки в два этапа обеспечивает плотную структуру в местах пересечения жгутов двух направлений. Далее оправка «работает» на этапе термообработки, в термошкафу проводят режим полимеризации связующего. После него следует этап снятия с оправки двух изделий: в местах канавок 17 делают восемь разрезов жгутов по всей длине торцевых элементов 5 и 6, а затем снимают с оправки два одинаковых сетчатых изделия 18 (фиг. 9). Полученные сетчатые изделия 18 в виде пластин с большим количеством малоразмерных ячеек с отверстиями 19 используют в качестве слоев звукопоглощающей многослойной панели. Технологические припуски с гребенок также снимают, освобождая от них оправку.
Контроль точности исполнения размеров готового сетчатого изделия 18, представляющего собой перфорированную пластину (фиг. 9), включая величину площади отверстий 19 Si=(0,9…1,1)*Sноминал. и координаты их относительных положений, следует выполнять с использованием бесконтактной оптической измерительной системы, что обеспечит высокую производительность контрольных операций и исключит силовое воздействие на изделие.
Обычно перфорированные пластины изготавливают в два этапа: сначала получают методом выкладки с прессованием и отверждением монолитную пластину из композиционного материала, а затем сверлят в ней большое количество отверстий. Такая технология весьма трудоемкая в части сверления отверстий, кроме этого ее недостатком является то, что при сверлении перерезаются армирующие волокна материала, что значительно снижает прочность пластины.
Эффективность заявляемой оправки подтверждена расчетами коэффициента перфорации
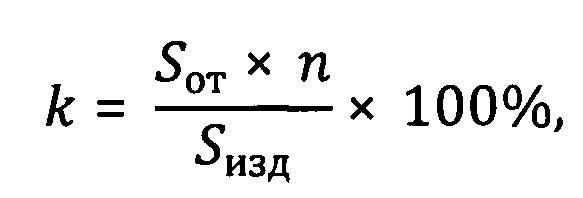
где Sот - площадь одного отверстия в ячейке;
Sпл - площадь изделия в виде пластины;
n - число отверстий в изделии.
Варьируя в расчетах величинами шага t расположения штифтов и толщиной наматываемых жгутов, определяли коэффициент перфорации k. Были получены значения k в диапазоне 15…20%, что свидетельствует о достигнутой высокой степени перфорации и подтверждает эффективность заявляемой оправки.
Таким образом, предлагаемая оправка позволяет получать сетчатые изделия в виде пластин, применяемых как элемент в многослойной звукопоглощающей панели. При этом получаемые пластины имеют высокий коэффициент перфорации, трудоемкость их изготовления намного меньше, а прочность выше, по сравнению с пластиной, полученной по традиционной технологии.
Устройство для экструдирования композиции из полимера и графита
Технологическая жидкость для глушения скважин на основе спиртов
Способ плазменной обработки металлов
Способ изготовления тонкостенных изделий из композиционного материала на основе углерод-керамической матрицы с градиентными по толщине свойствами
Способ подготовки бумажной массы для производства картона
Ультравысокотемпературный керамический материал и способ его получения
Резонансная ячейка для гашения акустических волн
Система управления шахтной энергетической установкой
Жидкость-песконоситель для реализации щелевой гидропескоструйной перфорации
Способ отбора пробы для последующего анализа твердой составляющей сварочного аэрозоля
Устройство для определения остаточных напряжений
Способ определения остаточных напряжений в поверхностных слоях детали
Способ определения остаточных напряжений в детали
Образец для определения остаточных напряжений в пере полнотелой лопатки турбины
Способ получения трубчатого плетеного изделия и устройство для его осуществления
Вентиляторная система башенной градирни
Устройство для определения остаточных напряжений
Устройство для магнитного контроля внутренней поверхности трубы
Способ получения иммуноглобулина против лихорадки эбола из сыворотки крови лошадей, жидкого

