Результат интеллектуальной деятельности: АЭРИРОВАННЫЙ ЖЕВАТЕЛЬНЫЙ ПРОДУКТ ЛИТЬЕВОГО ФОРМИРОВАНИЯ ДЛЯ ДОМАШНИХ ЖИВОТНЫХ
Вид РИД
Изобретение
Настоящая заявка имеет приоритет заявки патент США Сер.№ 61/716913 от 22 октября 2012, которая полностью включена в настоящую заявку посредством ссылки.
Область изобретения
Настоящее изобретение в целом относится к съедобным жевательным продуктам для домашних животных и способам их получения и применения. Более конкретно, настоящее изобретение относится к съедобным жевательным продуктам для домашних животных, которые имеют структуру, содержащую пузырьки. Более конкретно, настоящее изобретение относится к питательному съедобному жевательному продукту или лакомству для домашних животных. Еще более конкретно, настоящее изобретение относится к аэрированному (или вспененному) питательному съедобному жевательному продукту или лакомству для домашних животных. Более конкретно, настоящее изобретение относится к лакомству или жевательному продукту, как описано выше, где жевательный продукт или лакомство обеспечивает снижение веса или способность контроля веса. В некоторых вариантах выполнения аэрирование или вспенивание лакомства осуществляют до, во время или после экструзии или литьевого формования.
Сущность изобретения
Настоящее изобретение, в общем, относится к аэрированной (или вспененной, поскольку эти термины используются взаимозаменяемо) жевательной композиции для домашних животных, содержащей 15-90 вес.% белка, 5-25 вес.% глицерина, 5-25 вес.% воды и достаточное количество сверхкритической жидкости, занимающее 5-55% от общего объема композиции при превращении сверхкритической жидкости в газ. В некоторых предпочтительных формах композиция дополнительно содержит до 40 вес.% пластификатора. В других предпочтительных формах композиция дополнительно содержит от 0,05 до 27,55 вес.% добавочного компонента, выбранного из группы, состоящей из усилителей вкусоаромата, жира, витаминов, минеральных веществ, красителей, консервантов и их комбинаций. Газ, образовавшийся из сверхкритической жидкости, предпочтительно образует пузырьки в композиции. Как правило, такие пузырьки имеют средний диаметр от 0,05 до 200 мкм. В предпочтительных формах пузырьки имеют плотность более чем 2×104 пузырьков/см3. Предпочтительно пузырьки по существу равномерно распределены по всей композиции. Однако в альтернативных вариантах выполнения пузырьки могут быть неравномерно распределены в композиции. В таких случаях пузырьки могут быть в большей степени сконцентрированы в одной области, чем в другой, и плотность композиции будет меняться. В предпочтительных формах распределение пузырьков будет целенаправленным.
Предпочтительно шероховатость поверхности жевательного продукта или лакомства по настоящему изобретению больше, чем жевательного продукта, не имеющего в своем составе сверхкритическую жидкость. Значение Ra (мкм) жевательного продукта для домашних животных по настоящему изобретению предпочтительно составляет от около 4 до 15.
Средний коэффициент трения жевательного продукта для домашних животных по настоящему изобретению предпочтительно составляет от около 0,136±0,001 до 0,235±0,049.
Предпочтительно твердость лакомства по методу Виккерса находится в диапазоне от около 0,003 до 0,02.
Прочность на разрыв продукта по настоящему изобретению, содержащего сверхкритическую жидкость, предпочтительно составляет от около 15% до 50% от прочности на разрыв жевательного продукта для домашних животных, не содержащего сверхкритическую жидкость. Предпочтительно соотношение максимальной длины к максимальной силе составляет от около 6:1 до 8:1 при сравнении жевательного продукта для домашних животных, содержащего сверхкритическую жидкость, с продуктом, не содержащим сверхкритическую жидкость.
Настоящее изобретение также относится к новым способам получения композиций по изобретению. Такие композиции предпочтительно являются полученными литьевым формованием или экструзией для получения готового жевательного продукта или лакомства для домашних животных из композиции. В некоторых предпочтительных формах при использовании литьевого формования сверхкритическая жидкость взаимодействует с композицией во время процесса литьевого формования. В некоторых предпочтительных процессах литьевого формования композицию экструдируют до проведения процесса литьевого формования. В некоторых формах сверхкритическую жидкость добавляют в композицию во время процесса экструзии и до процесса литьевого формования. Если для получения готового жевательного продукта для домашних животных композицию экструдируют, то сверхкритическая жидкость взаимодействует с композицией во время процесса экструзии.
Краткое описание чертежей
Фиг.1 - схема приведенного в качестве примера способа получения жевательного продукта для домашних животных по изобретению.
Фиг.2 - другая схема приведенного в качестве примера способа получения жевательного продукта для домашних животных по изобретению.
Фиг.3 - еще одна схема приведенного в качестве примера способа получения жевательного продукта для домашних животных по изобретению.
Фиг.4 - схематичное представление процесса литьевого формования, который может использоваться для получения жевательного продукта для домашних животных по изобретению.
Фиг.5 - вид особенно предпочтительного жевательного продукта для домашних животных по настоящему изобретению.
Фиг.6 - график, показывающий распределение размера ячеек на 1 см3 объема выборки жевательного продукта для домашних животных по настоящему изобретению.
Фиг.7 - график, показывающий кривую средней силы/длины для контрольного лакомства и одного варианта выполнения лакомства по настоящему изобретению.
Фиг.8 - график, показывающий результаты определения прочности на разрыв для контрольного лакомства и одного варианта выполнения лакомства по настоящему изобретению.
Фиг.9 - схема приведенного в качестве примера способа получения жевательного продукта для домашних животных по изобретению с добавлением сверхкритической жидкости.
Фиг.10 - другая схема приведенного в качестве примера способа получения жевательного продукта для домашних животных по изобретению с добавлением сверхкритической жидкости.
Фиг.11 - еще одна схема приведенного в качестве примера способа получения жевательного продукта для домашних животных по изобретению с добавлением сверхкритической жидкости.
Фиг.12 - схематичный вид процесса литьевого формования под давлением, который может использоваться для получения жевательного продукта для домашних животных по изобретению с добавлением сверхкритической жидкости; и
Фиг.13 - схема приведенного в качестве примера способа получения жевательного продукта для домашних животных по изобретению с добавлением сверхкритической жидкости.
Подробное описание изобретения
Варианты выполнения изобретения, описанные здесь, иллюстрируют настоящее изобретение и не предназначены для его ограничения.
Настоящее изобретение в целом относится к съедобному лакомству или жевательному продукту и способам получения питательного продукта, предназначенного для удаления зубного налета и зубного камня механическим абразивным действием, обеспечивая безопасное занятие и удовольствие. Жевательный продукт для домашних животных по изобретению обеспечивает быстрое расщепление продукта сразу после проглатывания животным и демонстрирует существенное снижение зубного налета и зубного камня по сравнению со стандартным испытуемым рационом. Состав жевательного продукта для домашних животных обеспечивает питательное и функциональное лакомство, которое будет способствовать здоровому образу жизни животного.
Съедобную жевательную композицию для домашних животных по настоящему изобретению обычно получают из термопластического материала, предпочтительно содержащего белок, влагопоглощающий полимер, пластификатор и воду. Жевательный продукт для домашних животных по изобретению предпочтительно представляет собой однокомпонентный/однотекстурный продукт. В том смысле, в котором здесь используется термин «однокомпонентный/однотекстурный продукт», он означает, что жевательный продукт по существу является однородной формованной массой, которая формируется в любую форму, требуемую для жевательного продукта или лакомства для домашних животных.
Жевательный продукт для домашних животных обладает пластичными свойствами, и таким образом при жевании зубы животного проникают в продукт, вызывая контролируемый размол продукта под действием повторяющейся нагрузки. Съедобный термопластичный материал можно формировать в различные формы с обеспечением хорошей прочности и упругости и других желательных физических свойств, которые повышают функциональные возможности продукта и обеспечивают удовольствие от его жевания.
Более мягкая, требующая более продолжительного жевания текстура настоящего жевательного продукта для домашних животных доставляет животному большее удовольствие и обладает повышенной эффективностью в отношении ухода за полостью рта. Жевательная композиция для домашних животных по изобретению обеспечивает сбалансированную смесь очень легко перевариваемых белков в матрице водорастворимого материала для повышения питательных свойств и безопасности животного.
Белок может включать любой белок, такой как волокнистый белок и/или желеобразующий белок. Волокнистый белок для жевательного продукта для домашних животных может быть получен из животных белков, и может быть составлен таким образом, чтобы он не включал мышечных белков, или может быть получен из растительных белков. Специалисту в данной области должно быть понятно, что могут присутствовать незначительные количества мышечного белка. Волокнистые белки обычно являются устойчивыми и практически нерастворимыми. Благодаря таким свойствам волокнистые белки играют важную роль в обеспечении структурной основы жевательного продукта для домашних животных. Примеры волокнистых белков включают, но не ограничиваются ими, пшеничный белок, пшеничную клейковину, белок кукурузного зерна, кукурузный глютен, соевый белок, арахисовый белок, казеин, кератин и их смеси. Особенно предпочтительные волокнистые белки включают, без ограничения, изолят пшеничного белка, изолят соевого белка, казеинат натрия и их смеси. Наиболее предпочтительный волокнистый белок представляет собой смесь изолята пшеничного белка, изолята соевого белка и казеината натрия.
Влагопоглощающий полимер, входящий в состав жевательного продукта для домашних животных, может представлять собой желеобразующий белок, гидроколлоид, съедобный гидрогель или их смеси. Желеобразующий белок, иногда называемый глобулярным белком, обычно содержит белки сферической формы относительно слаборастворимые в водных растворах, в которых они образуют коллоидные растворы или гели. Примеры желеобразующих белков включают, но не ограничиваются ими, желатин, альбумин, плазму, белок гороха, лактоглобулины, белки сурими (рыбные), сывороточный белок и их смеси. Наиболее предпочтительным желеобразующим белком является желатин.
Гидроколлоид можно использовать в жевательной композиции для домашних животных в качестве влагопоглощающего полимера. Гидроколлоид обычно определяется как макромолекула (например, углеводный полимер или белок), которая растворяется в воде и образует гель при взаимодействии с водой. Примеры гидроколлоидов включают, но не ограничиваются ими, пектины, альгинаты, агары, каррагинан, ксантановую камедь и гуаровую камедь.
Съедобный гидрогель можно использовать в жевательной композиции для домашних животных в качестве влагопоглощающего полимера. Съедобный гидрогель может представлять собой природный или синтетический материал, который разбухает в воде или какой-либо жидкости, удерживая большое количество жидкости без растворения. Примеры гидрогелей включают, но не ограничиваются ими, мальтодекстрины, цетиловый спирт, хитозан, лецитины, полипептиды, воски и пищевые полимеры.
В предпочтительном варианте выполнения влагопоглощающий полимер представляет собой желеобразующий белок. В более предпочтительном варианте выполнения желеобразующим белком является желатин, предпочтительно имеющий прочность геля по Блуму в диапазоне от около 100 до около 400. Наиболее предпочтителен желатин, имеющий прочность геля по Блуму в диапазоне от около 100 до около 200.
Пластификаторы растворяются в полимере, разделяя полимерные цепи и таким образом облегчая броуновское движение. Пластификаторы обычно используют для улучшения перерабатываемости, гибкости и растяжимости полимеров. Пластификаторы также снижают водную активность пищевых систем посредством связывания воды, которая в противном случае становится доступной для биологических реакций, таких как рост микроорганизмов. Примеры пластификаторов, обычно используемых в пищевой промышленности, включают, но не ограничиваются ими, воду, многоатомные спирты (например, сорбит, маннит, мальтит, глицерин и полиэтиленгликоль), аравийскую камедь, гидрогенизированный гидролизат крахмала и гидролизат белка. В предпочтительном варианте выполнения пластификатором является глицерин. В еще одном предпочтительном варианте выполнения пластификатором является гидрогенизированный гидролизат крахмала.
Еще один вариант выполнения настоящего изобретения относится к жевательной композиции для домашних животных, которая представляет собой смесь, содержащую волокнистый белок в количестве от около 15% до около 90%, предпочтительно от около 20% до около 80%, еще более предпочтительно от около 25% до около 60%, еще более предпочтительно от около 30% до около 50% от веса композиции, влагопоглощающий полимер в количестве от около 5% до около 35%, предпочтительно от около 10% до около 30%, более предпочтительно от около 15% до около 25% от веса композиции, пластификатор в количестве до около 40%, предпочтительно от около 5% до около 40%, предпочтительно от около 10% до около 35%, более предпочтительно от около 15% до около 30% от веса композиции и воду в количестве от около 1% до около 20%, предпочтительно от около 2% до около 18%, более предпочтительно от около 5% до около 15% от веса композиции. В предпочтительном варианте выполнения жевательная композиция для домашних животных содержит крахмал в количестве менее чем около 5%, предпочтительно менее чем около 4% и более предпочтительно менее чем около 3% от веса композиции. Такая композиция термопластифицируется, предпочтительно экструзией, и формуется с получением жевательного продукта для домашних животных. Жевательный продукт для домашних животных предпочтительно получают литьевым формованием. Специалист в данной области легко поймет, что жевательный продукт для домашних животных по настоящему изобретению может также быть получен способами формования прессованием, экструзией без формования или таблетированием.
Благодаря своим свойствам белковые материалы, используемые в жевательном продукте для домашних животных, подвергаются химическому и физическому взаимодействию (например, белок/белок, и с другими материалами, включая влагопоглощающий полимер), чтобы улучшить их растворимость и текстурные свойства для повышения эффективности ухода за полостью рта и безопасности животного. Безопасность животного достигается посредством обеспечения дизайна продукта, который сводит к минимуму возможный риск во всех областях. Контроль текстуры минимизирует риски переломов зубов; контролируемое уменьшение размера продукта при жевании снижает риск удушья; и повышенная растворимость/переваримость устраняет риск развития непроходимости кишечника.
Жевательная композиция для домашних животных может также содержать, по меньшей мере, один добавочный компонент, выбранный из группы, состоящей из жира, усилителей вкусоаромата, консервантов, питательных веществ и/или красителей. В том смысле, в котором здесь используется термин «жир», он включает пищевые масла и предпочтительно жир, который является жидким при комнатной температуре. Примеры жиров включают кукурузное масло, соевое масло, арахисовое масло, хлопковое масло, виноградное масло, подсолнечное масло, льняное масло (и другие источники жирных кислот омега-3 и омега-6), растительное масло, пальмоядровое масло, оливковое масло, говяжий или бараний жир, свиное сало, шортенинг, масло коровье и их комбинации. В предпочтительном варианте выполнения жиром является растительное масло. Если жир присутствует, то его количество обычно находится в диапазоне от около 1% до около 20%, предпочтительно от около 1,5% до около 10% и более предпочтительно от около 2% до около 5%, от веса жевательной композиции для домашних животных. Усилители вкусоаромата хорошо известны, и использование любого одного и всех таких усилителей вкусоаромата охватывается настоящим изобретением. Другие компоненты также могут быть включены в композицию, например, разделительные агенты, стабилизаторы и эмульгаторы.
Жевательный продукт для домашних животных по настоящему изобретению предпочтительно содержит количество сверхкритической жидкости, занимающее 5-55% от общего объема композиции после превращения сверхкритической жидкости в газ внутри матрицы жевательного продукта. Предусматриваются различия в количестве сверхкритической жидкости в зависимости от требуемой плотности получаемого жевательного продукта по настоящему изобретению. Предпочтительно общий объем жевательного продукта для домашних животных по настоящему изобретению, занимаемый сверхкритической жидкостью, может составлять, но не ограничиваться ими, любое из следующих количеств: 5-50% от общего объема, 10-50% от общего объема , 15-40% от общего объема, 20-35% от общего объема, 5-10% от общего объема, 10-15% от общего объема, 15-20% от общего объема, 20-25% от общего объема, 25-30% от общего объема, 30-35% от общего объема, 35-40% от общего объема, 40-45% от общего объема, 45-50% от общего объема и 50-55% от общего объема после превращения сверхкритической жидкости в газ внутри матрицы жевательного продукта.
В одном варианте выполнения жевательная композиция для домашних животных может содержать количество сверхкритической жидкости, которое составляет 0,05-0,25 вес.%, принимая во внимание, что такое количество может состоять из достаточного количества сверхкритической жидкости, занимающего 5-55% от общего объема композиции, при превращении сверхкритической жидкости в газ. Предполагаются различные количества сверхкритической жидкости, включающие, но не ограничивающиеся ими, от около 0,05% до 0,1 вес.%, от 0,05% до 0,15 вес.%, от 0,1 до около 0,15 вес.% и любые количества между ними, а также значения в более широком диапазоне, приведенном выше. В некоторых применениях количество сверхкритической жидкости может оказаться достаточным, чтобы занять объем около 25%; 0,10 вес.%, принимая во внимание, что такое количество может быть достаточным, чтобы занять объем около 15%; и около 0,05%, объем 5%, или любой диапазон между ними, а также значения в более широком диапазоне, приведенном выше. В этом варианте выполнения сверхкритическая жидкость предпочтительно представляет собой азот. В альтернативном варианте выполнения, где используется другая сверхкритическая жидкость, чем азот, например, CO2, но, не ограничиваясь им, количество сверхкритической жидкости может быть другим, чтобы занять определенный требуемый объем продукта по настоящему изобретению.
В одном варианте выполнения термопластичная композиция может также содержать активные вещества для удаления зубного налета и зубного камня, а также вещества для освежения дыхания и общей гигиены полости рта.
Жевательный продукт для домашних животных по настоящему изобретению демонстрирует высокую гибкость и эластичные свойства для повышения удовольствия от жевания и продолжительности действия. Продукт предназначен для расщепления контролируемым образом за счет повторяющихся жевательных движений. Текстура жевательного продукта для домашних животных обеспечивает подходящий баланс безопасности животного, эффективности ухода за полостью рта, удовольствия от жевания и продолжительности действия. Кроме того, расщепление или разлом жевательного продукта для домашних животных по изобретению в результате механического воздействия контролируется для предупреждения отщепления крупных кусочков, которые могут быть проглочены целиком и повысить риск удушья и развития непроходимости желудочно-кишечного тракта.
В одном варианте выполнения изобретения шероховатость поверхности жевательного продукта для домашних животных по настоящему изобретению больше по сравнению с жевательным продуктом для домашних животных, не содержащим в своем составе сверхкритическую жидкость. Шероховатость поверхности относится к текстуре поверхности внутренней части поперечного сечения, где данная область создает поверхностный контакт с зубами во время направленного вниз надкусывания и направленного вверх растяжения, связанных с жевательным движением. В одном варианте выполнения настоящего изобретения жевательный продукт для домашних животных по настоящему изобретению, содержащий сверхкритическую жидкость, демонстрирует аналогичную гибкость, твердость и эластичные свойства по сравнению с жевательным продуктом для домашних животных, не содержащим в своем составе сверхкритическую жидкость. Предпочтительно состав или рецептуру жевательного продукта для домашних животных по настоящему изобретению могут меняться таким образом, чтобы можно было изменить твердость, эластичность и гибкость. В другом варианте выполнения жевательный продукт для домашних животных по настоящему изобретению имеет более мягкие текстурные свойства по сравнению с жевательным продуктом для домашних животных, не содержащим в своем составе сверхкритическую жидкость.
Пример 1. Рецептура жевательной композиции для домашних животных по изобретению.
|
Водная активность готовых продуктов находится в диапазоне 0,2-0,85. Кроме того, можно изменять количества отдельных компонентов и соотношение жидкости к порошку для получения различных текстур готового продукта. Кроме того, замена компонентов альтернативными вариантами может также привести к различным текстурам готового продукта. Например, использование желатина 200 Блум вместо желатина 100 Блум приведет к получению более твердого продукта.
Пример 2. Рецептура жевательной композиции для домашних животных
|
Пример 3. Рецептура еще одной жевательной композиции для домашних животных:
|
|
Пример 4. Рецептура другой жевательной композиции для домашних животных
|
Пример 5. Рецептура другой предпочтительной жевательной композиции для домашних животных
Функциональные качества жевательного продукта для домашних животных определяются на соответствие ряду критериев, включающих снижение зубного налета и зубного камня, освежение дыхания, продолжительность времени, вкусовую привлекательность, которую определяют парой предпочтений, растворимость, характеристики текстуры, включающие твердость, плотность, эластичность, ломкость, водопоглощающую способность и скорость растворения.
Определение текстуры проводили с использованием анализатора текстуры TA.HDi (производства Texture Technologies Corp., Скарсдейл, Нью-Йорк), снабженного 250-500 кг датчиком массы. Цилиндрический зонд с диаметром 5 мм использовали для одноосного сжатия или испытания на прокол, и испытания проводили при комнатной температуре 25°C. Данные собирали с использованием программного обеспечения Texture Expert (версия 2.12) производства Texture Technologies Corp. Проводили два различных испытания: одноосное сжатие и испытание на прокол. Данные испытания были выбраны, поскольку они в наибольшей степени напоминают укус и жевание испытуемых образцов собаками.
Анализируемыми показателями сжатия являются следующие. Работа (W) определяется в форме оценивания значения работы, и, следовательно, показывает тягучесть продукта. Тягучий продукт имеет более высокое значение работы, чем менее тягучий продукта. Площадь показывает «силу» или нагрузку, которая должна быть приложена к продукту, чтобы вызвать его разрыв. Площадь под кривой представляет тягучесть. Единицы выражения «площади» происходят из умножения значений оси Y на значения оси X, как Н×мм. Для преобразования «площади» в работу W-(F/D) умножают на 0,1020408 м2/мм/с2.
Максимальная сила (Н) определяется как максимальное количество силы, необходимое для преодоления твердости продукта. Обычно для твердого продукта характерны высокие значения на оси ординат (оси Y). Единицы выражения «силы» происходят из прямой зависимости с массой, взвешенной в кг. Для преобразования «силы» в «максимальную силу» Н умножают на 9,81 м/с2 (ускорение свободного падения).
Перемещение (мм) представляется в виде точки (длины), на которой достигается максимальная сила. Таким образом, моделируется сопротивление продукта в виде комбинации тягучести и твердости, в дополнение к эластичности, относящейся к определению того, как далеко зонд перемещается для достижения максимальной силы. Большие значения перемещения свидетельствуют о более эластичных продуктах. Сопротивление разрыву прямо пропорционально значениям перемещений.
Линейное расстояние (мм) вычисляют определением длины воображаемой линии разрывающего натяжения, соединяющей все точки траектории. Этот показатель описывает ломкость в сравнении с когезивными свойствами продукта. Это прямая оценка хрупкости, где хрупкий продукт образует более острые пики, приводящие к более высокому линейному расстоянию.
Значения твердости, тягучести, эластичности, тягучести определяли с использованием образцов целостного продукта. Основную платформу, как установленную с TA.HDi, производства Texture Technologies, использовали для определения силы/длины. Пример образца продукта, который получили и испытали, показан на Фиг.5.
Образец помещали в центр платформы таким образом, чтобы нож соприкасался каждый раз с одним местом по длине образца кости. Выбранные места включали головку щетки. Нож соприкасается с местом под углом 90°, а образец находится на его стороне, расположенной на плоской поверхности платформы. Головка щетки, присоединение рукоятки к головке щетки и костяшка на конце рукоятки жевательного продукта для домашних животных четко видны на Фиг.5.
Растворимость
Результаты определения растворимости/переваримости жевательного продукта для домашних животных in vitro можно использовать для установления количества жевательного продукта для домашних животных, которое будет солюбилизироваться или перевариваться в желудочно-кишечном тракте домашнего животного, и в частности собаки. Испытание проводится на части или целом образце жевательного продукта для домашних животных. Можно использовать часть или образец определенного размера, например, часть жевательного продукта для домашних животных массой 32 г, для возможности точного сравнения различных рецептур. Результат выражается в виде процентной переваримости (%) in vitro (IVD). Определение растворимости проводят воздействием на определенное количество продукта рядом растворов, которые имитируют среду желудка и среду кишечника домашнего животного. Как правило, среда желудка является относительно кислой, а среда кишечника относительно более щелочной по сравнению со средой желудка. После воздействия на продукт такими средами любой оставшийся продукт отфильтровывают и сушат. Этот оставшийся продукт взвешивают и сравнивают с массой исходного продукта. IVD в процентах представляет собой процент массы растворенного продукта по отношению к массе исходного продукта. Испытание растворимости дополнительно описано ниже.
Используемые растворы
Раствор фосфатного буфера 0,1М, рН 6,0: 2,1 г двухосновного фосфата натрия безводного и 11,76 г одноосновного фосфата натрия моногидрата растворяли в мерной колбе вместимостью 1 л и доводили объем дистиллированной/деионизированной (дд) водой.
Раствор HCl: 17,0 мл концентрированной HCl добавляли в мерную колбу вместимостью 1 л, содержащую 500 мл дд воды, и доводили объем дд водой. При 100 мл HCl: к 250 мл фосфатного буфера добавляют пепсин, значение рН должно быть близким к 2,0. Одним из способов достижения этого является использование 850 мл 0,1 н HCl + 150 мл 1 н HCl для получения 1000 мл стокового раствора HCl. При 100 мл HCl: к 250 мл фосфатного буфера добавляют пепсин, значение рН раствора составляет около 1,9-2,0.
Раствор HCl:пепсин: соответствующее количество пепсина (Sigma Р-7000, количество пепсина зависит от размера испытуемого образца. В конечной смеси на стадии 6 процедуры должно быть получено 0,01 г пепсина на 1 г образца. Например, 0,3 г пепсина используется для образца массой 30 г) помещали в мерную колбу вместимостью 1 л и доводили объем раствором HCl, приготовленным как описано выше.
Раствор хлорамфеникола: 0,5 г хлорамфеникола (Sigma С-0378) доводили до объема в мерной колбе вместимостью 100 мл 95% этанолом.
Раствор гидроксида натрия, 0,5 н: 20 г NaOH доводили до объема в мерную колбу вместимостью 1 л дд водой.
Раствор фосфатного буфера 0,2 М, рН 6,8: 16,5 г двухосновного фосфата натрия безводного и 11,56 г одноосновного фосфата натрия моногидрата растворяли в мерную колбу вместимостью 1 л и доводили объем дистиллированной воды.
Раствор панкреатин:фосфатный буфер: соответствующее количество свиного панкреатина (Sigma Р-1750, количество фермента зависит от размера испытуемого образца. В конечной смеси на стадии 8 должно быть получено 0,05 г свиного панкреатина на 1 г образца. Например, 1,5 г панкреатина, используется для образцов массой 30 г) растворяли в мерной колбе вместимостью 500 мл и доводили объем раствором фосфатного буфера 0,2М, рН 6,8, приготовленным как описано выше.
Пример процедуры проведения испытания
1. Поместить пронумерованные кусочки волокна дакрон в термостат при температуре 57°C на ночь и взвесить на следующий день.
2. Взвесить образцы в колбах Эрленмейера. (Взвесить дополнительный образец в сухом состоянии в качестве контроля вместе с остатком для учета потери влаги во время расчета % IVD). Добавить 250 мл раствора фосфатного буфера 0,1М pH 6,8 в каждую колбу.
3. Добавить 100 мл раствора HCl:пепсин в каждую колбу. Проверить, чтобы рН смеси равнялось около 2. При необходимости значение рН доводят HCl.
4. Добавить 5 мл раствора хлорамфеникола в каждую колбу.
5. Закрыть колбы пробками. Осторожно перемешать. Инкубировать при температуре 39°C в течение 6 ч. Постоянно перемешивать на постоянной основе с использованием встряхивающей водяной бани, установленной на скорости, обеспечивающей непрерывное движение образцов в колбе при сохранении продукта, погруженным в раствор.
6. После инкубации добавить достаточное количество 0,5 н раствора гидроксида натрия в каждую колбу для достижения конечного значения рН смеси 6,8.
7. Добавить 100 мл раствора панкреатин:фосфатный буфер в каждую колбу. Осторожно перемешать.
8. Закрыть колбы пробками. Инкубировать при температуре 39°C в течение 18 ч. Постоянно перемешивать с использованием встряхивающей водяной бани, установленной на скорости, обеспечивающей непрерывное движение образцов в колбе при сохранении продукта, погруженным в раствор.
9. Отфильтровать образцы через взвешенные кусочки волокна дакрон со стадии 1. Промыть три раза дд водой. Выдержать при температуре 57°C до достижения постоянной массы.
10. Зарегистрировать значения рН на следующих стадиях:
a. на стадии 4;
b. через 6 ч переваривания;
c. после добавления раствора NaOH на стадии 7;
d. после дополнения раствора панкреатин:фосфатный буфер;
e. через 24 ч.
Расчеты:
В некоторых вариантах выполнения жевательная композиция для домашних животных обладает растворимостью не менее 60% IVD, предпочтительно не менее 70% IVD и более предпочтительно не менее 75% IVD, при использовании образца с максимальной массой 32 г (если масса жевательного продукта для домашних животных составляет меньше 32 г, то обычно используют один жевательный продукт с определенной массой в г. Не рекомендуется использовать образец с массой более чем 32 г для объективного считывания данных. Конечно, специалисту с общей подготовкой должно быть понятно, что массы анализированных образцов должны быть по существу одинаковыми для сравнения значений растворимости). Несмотря на то, что растворимость жевательного продукта для домашних животных по настоящему изобретению может быть близка к 100%, обычно она находиться в диапазоне от около 60% до около 95% IVD. Растворимость жевательного продукта для домашних животных, приготовленного по рецептуре примера 2, экструзией и литьевым формованием, как описано здесь, составляла около 85% IVD.
В предпочтительном варианте выполнения, где перерабатываемый материал подвергался воздействию сверхкритической жидкости, IVD полученного жевательного продукта для домашних животных были выше приблизительно на 5%-10% по сравнению с жевательным продуктом для домашних животных, не содержащим в своем составе сверхкритическую жидкость. Повышенное значение IVD жевательного продукта для домашних животных по настоящему изобретению также может находиться в диапазоне значений IVD, которые выше на 5-25%, включая диапазон значений, но, не ограничиваясь ими, которые выше на 5-15%, 5-20%, 5-25%, 10-25%, 15-25% и 20-25%. Как правило, IVD жевательного продукта для домашних животных по настоящему изобретению возрастает по мере повышения количества сверхкритической жидкости.
Экструзия
В предпочтительном варианте выполнения экструзию можно использовать для производства продуктов по настоящему изобретению, предпочтительно двухшнековую экструзию для производства гранул. Затем гранулы расплавляют и формируют в определенные формы формированием после экструзии, предпочтительно литьевым формованием. После литьевого формования отдельные образцы продуктов обрезают для удаления облоя с последующим охлаждением до упаковки.
На Фиг.1 показана схема приведенного в качестве примера способа получения жевательного продукта для домашних животных по изобретению. Как показано на Фиг.1, процесс производства от смешивания компонентов до упаковки готового продукта происходит на непрерывной основе. Порошкообразные компоненты смешивают в смесителе в течение около 5-30 мин. Однородную смесь из порошкообразных компонентов затем подают в экструдер, предпочтительно в двухшнековый экструдер. Ниже входного отверстия для порошкообразных компонентов добавляют жидкие компоненты для превращения смеси из порошкообразных и жидких компонентов в однородно пластифицированную, формуемую массу при нагревании и сдвигающей силе. Во время этого процесса формуемая масса также обрабатывается за счет увеличения температуры цилиндров экструдера. Температурный режим цилиндров экструдера определяется, среди прочего, составом, давлением, продолжительностью обработки в цилиндрах экструдера, профилем шнека, скоростью шнека и скоростью сдвигающей силы.
Температуру и сдвигающая сила в зонах экструдера устанавливают для обеспечения достаточного термопластифицирования. Такого результата можно достичь при температуре в диапазоне от около 88°C до около 141°C в средних зонах и при более низких температурах на обоих концах цилиндра. Конечно, в средних зонах могут быть использованы более высокие температуры.
Таким образом, температуру можно контролировать по всему цилиндру, чтобы обеспечить необязательный отвод энергии и влаги по всей длине экструдера. Принудительный отвод может достигаться использованием вентиляционного отверстия/вакуумных шприцов в конце технологической секции, где большая часть приготовляемой смеси доводится до формуемой массы внутри цилиндра экструдера.
На выходе из экструдера экструдат экструдируют через экструзионную головку с маленькими отверстиями. Непосредственно за головкой экструдера экструдат подвергается воздействию возрастающего давления и температуры, возникающих за счет сопротивления, создаваемого маленькими отверстиями головки экструдера, таким образом, использование дополнительного охлаждения становится очень важным для обеспечения качества гранул.
После выхода из головки экструдера пластифицированный экструдат нарезают на поверхности головки экструдера внешним режущим ножом, снабженным, по меньшей мере, одним лезвием, на небольшие гранулы. Скорость вращения режущего ножа можно регулировать в зависимости от требований к размеру гранул, а также свойствам текучести экструдата. Температура продукта на выходе из головки экструдера может находиться в диапазоне от около 82°C до около 95°C, и наиболее предпочтительной является около 85°С.
После нарезки гранулы помещают на движущиеся конвейеры для переноса гранул через выходное отверстие экструдера. Этот процесс также способствует охлаждению гранул для предупреждения слипания, что снижает в последовательности технологических операций необходимость в последующей стадии разделения гранул. Конвейеры могут находиться при температуре окружающей среды, однако, для уменьшения времени охлаждения может быть применена принудительная воздушная циркуляция с использованием охлажденного воздуха, чтобы вызвать быстрое охлаждение.
В зависимости от рецептуры, скорости и степени охлаждения гранулы могут слипаться вместе, образуя комки различных размеров. Размер таких комков необходимо уменьшить разделением гранул для обеспечения устойчивого и стабильного процесса литьевого формования.
После охлаждения и разделения гранулы передают на литьевое формование, где обеспечивается форма готового продукта.
Альтернативный процесс производства представлен на Фиг.2. На Фиг.2 показана схема приведенного в качестве примера другого способа получения жевательного продукта для домашних животных по изобретению, в котором гранулы тщательно произведены до использования литьевого формования.
Несмотря на то, что стадии смешивания, экструзии, охлаждения и разделения могут быть аналогичны описанным выше (смотри фигуру 1), в альтернативном процессе производства, показанном на Фиг.2, гранулы упаковывают в подходящие контейнеры после охлаждения или разделения. Для упаковки можно использовать транспортную тару, мешки, мягкие контейнеры, бочонки, коробки и тому подобное для хранения и транспортирования. Выбор упаковки зависит, среди прочего, от особенностей упаковки гранул, требований безопасности и защиты окружающей среды, требований в отношении обращения/транспортировки, периодичности использования и размеров.
Контейнеры для гранул должны соответствовать целевому назначению и быть достаточно инертными для защиты их содержимого от внешних факторов, таких как насекомые, птицы, пыль, колебания температуры и влажности, воздействия солнца, выделения/утечки аромата и вкуса из контейнеров.
До проведения литьевого формования может потребоваться процесс дополнительного разделения для повторного разрушения комков на отдельные гранулы, если наблюдается скопление или комкование гранул в контейнерах во время хранения или транспортировки. После разделения гранулам придают форму готового продукта литьевым формованием, как описано ниже.
В предпочтительных вариантах способов, показанных на фигурах 9 и 10, в экструдированный продукт добавляют сверхкритическую жидкость до или во время процесса литьевого формования. Более подробное пояснение различных способов, которые могут быть использованы в данном варианте выполнения, приведены ниже. Как можно видеть, использование сверхкритической жидкости и контроль параметров температуры и давления обеспечивают образование предпочтительных пузырьков или пены в готовом продукте.
На Фиг.3 показана еще одна схема приведенного в качестве примера способа получения жевательного продукта для домашних животных по изобретению. В способе, показанном на Фиг.3, порошкообразные и жидкие компоненты объединяются в смесителе с большими сдвиговыми усилиями с образованием однородной массы. Согласно способу, показанному на Фиг.3, стадия получения гранул также исключается при подаче однородной массы непосредственно в цилиндр литьевой формовочной машины.
В предпочтительном варианте способа, показанного на Фиг.11, к смешанному продукту добавляют сверхкритическую жидкость до или во время процесса литьевого формования. Как отмечено ниже, размер и плотность пузырьков предпочтительно контролируются таким образом, чтобы в конечном готовом продукте обеспечивалась требуемая концентрация и размер пузырьков.
После литьевого формования продукт охлаждают и подвергают процессу обрезки облоя, где удаляется избыточный материал на продукте. Обрезка облоя может достигаться вибрацией продукта внутри вибробункеров, вибрационных стендов и/или барабанов.
Литьевое формование
На Фиг.4 представлено схематическое изображение процесса литьевого формования, который можно использовать для получения жевательного продукта для домашних животных по изобретению. Материал для литьевого формования может быть доставлен в контейнерах 1 в виде гранул. В некоторых случаях в результате транспортировки, давления нагрузки и особенностей состава гранулы имеют тенденцию к уплотнению друг с другом и образуют большие слипшиеся блоки. Таким образом, в случае необходимости каждый контейнер переносят в дробилку 2 для разбивки и разделения на отдельные гранулы, чтобы обеспечить подачу в литьевую формовочную машину 4. Отдельные гранулы накапливаются в контейнере 3 и затем подаются под вакуумом в загрузочное устройство 5, ведущее к литьевым формовочным машинам для формирования.
По мере того как гранулы перемещаются через шнек литьевой формовочной машины 6, высокие температуры, сдвигающая сила и давление, создаваемые шнеком, превращают твердые гранулы в расплавленный продукт, который отливается в пресс-форму 7 и принимает форму. Расплавленный продукт проходит через литник и/или коллекторы, питатели и/или форсунки, и затем полости с формированием конфигурации готового продукта. После завершения цикла формования шнек литьевой формовочной машины убирается и заполняется расплавленным продуктом для следующего цикла формования.
По мере того как литьевая формовочная машина заполняется, формованные продукты в полостях охлаждаются или нагреваются, в зависимости от того, что требуется для охлаждения и/или застывания продуктов. После достижения требуемого времени охлаждения или застывания пресс-форму открывают и продукты выгружают из полостей выталкивающими штифтами на заднюю сторону продукта. Формованные продукты попадают на механический конвейер, на котором затем они поступают на охлаждение. Если присутствуют питатели, то их удаляют, и формованные продукты выкладывают на охлаждающий стол для доведения температуры костей до температуры окружающей среды перед упаковкой. Пример формованного жевательного продукта для домашних животных показан на Фиг.5.
Как поясняется более подробно ниже, в предпочтительных вариантах способа, показанного на Фиг.12, сверхкритическая жидкость может быть добавлена в процесс в нескольких точках. Во-первых, в некоторых вариантах выполнения сверхкритическая жидкость добавляется в цилиндр экструдера во время процесса экструзии. Конечно, необходимо предпринять меры для обеспечения контроля параметров давления и температуры таким образом, чтобы поддерживать сверхкритическое состояние жидкости, как это требуется. В других вариантах выполнения сверхкритическая жидкость добавляется к смешанному материалу, проходящему из экструдера в устройство для литьевого формования. В других вариантах выполнения сверхкритическая жидкость добавляется к материалу в литьевой формовочной машине. Как можно заметить, образование пузырьков и вспенивание, возникающее в результате регуляции температуры и давления, можно проводить в любом требуемом месте или на любой требуемый момент времени для получения вспененных продуктов.
Примеры параметров процесса литьевого формования для получения формованных продуктов приведены в таблице 5.
|
Также можно просто смешать компоненты композиции и сразу подать их в литьевую формовочную машину при условии контроля параметров таким образом, чтобы достигалась термопластификация композиции.
В другом аспекте настоящего изобретения любую из рецептур, представленных в таблицах 1-4, используют для получения жевательного продукта или лакомства для домашних животных по настоящему изобретению. Во-первых, жидкие компоненты, кроме масла, смешивают друг с другом и выдерживают ниже требуемой температуры, предпочтительно ниже 50°F (-10°С). Сухие компоненты также добавляют в смеситель и смешивают друг с другом. Затем жидкие компоненты смеси и масло добавляют к сухим компонентам смеси в несколько стадий с получением мягкой массы. Несколько стадий используют для того, чтобы предупредить скапливание и равномерно распределить жидкость. После того как все компоненты добавлены и равномерно перемешаны друг с другом, полученную мягкую массу переносят в накопительную емкость для последующей транспортировки к литьевым формовочным машинам или непосредственно передают на литьевую формовочную машину после завершения процесса смешивания. Как здесь описано, при получении вспененного жевательного продукта или лакомства сверхкритическую жидкость добавляют или впрыскивают в расплавленный материал, и контролируют параметры температуры и давления для поддержания сверхкритического состояния жидкости до тех пор, пока требуется образование пузырьков и вспенивание, после чего параметры температуры и давления изменяют или регулируют для получения требуемого размера пузырьков и концентрации пузырьков в готовом продукте. Данное регулирование можно проводить до или во время фактического процесса литьевого формования.
Жевательные продукты или лакомства по настоящему изобретению можно формовать таким образом, чтобы они имели любой требуемый размер и/или форму. В предпочтительных формах объем находится в диапазоне 0,15-8 кубических дюймов, ширина находится в диапазоне 8-25 мм, высоты находится в диапазоне 14-40 мм, и длина находится в диапазоне 52-153 мм.
Стандартная водная активность находится в диапазоне 0,45-0,65, более предпочтительно 0,48-0,62 и еще более предпочтительно 0,52-0,59.
В особенно предпочтительных формах изобретения композиции, описанные выше, подвергаются взаимодействию со сверхкритической жидкостью, как описано ниже. Взаимодействие таких композиций со сверхкритической жидкостью придает продуктам по настоящему изобретению много полезных качеств. Например, лакомства и жевательные продукты, имеющие составы, описанные выше, но которые взаимодействуют со сверхкритической жидкостью, как описано ниже, демонстрируют улучшенные свойства в отношении ухода за полостью рта за счет увеличения взаимодействия со структурой поверхности, а также за счет фрагментированной внутренней поверхности вспененного продукта. Такое улучшение ухода за полостью рта становится очевидным по всей ротовой полости, включая зубы, десны, внутренние стороны щек и неба. Поверхность продукта имеет шероховатую или более разнообразную текстуру, чем аналогичная композиция лакомства, которая не подвергалась воздействию или контактировала со сверхкритической жидкостью. Это происходит за счет присутствия микропузырьков, образованных сверхкритической жидкостью. Кроме того, когда пузырьки лопаются, то они обеспечивают увеличенную площадь поверхности, с которой фрагменты продукта могут контактировать и взаимодействовать с ротовой полостью и ее отдельными участками. Концентрация и распределение пузырьков влияет на каждое из подобных качеств таким образом, что увеличение концентрации и распределения пузырьков также будет приводить к усилению положительного эффекта продукта. Кроме того, за счет улучшения структуры и механики надкуса, что имеет место при надкусывании и жевании продукта, как описано здесь, также увеличивается трение при направленном вниз надкусывании и направленном вверх растяжении.
Другие преимущества настоящего изобретения включают в себя высокую переваримость по сравнению с лакомствами и жевательными продуктами, имеющими аналогичный состав, но которые не взаимодействовали со сверхкритической жидкостью. За счет высокой переваримости, также улучшается работа кишечника. Наконец, лакомства и жевательные продукты являются более низкокалорийными по сравнению с аналогичными по размеру и составу лакомствами и жевательными продуктами за счет микропузырьков, образованных сверхкритической жидкостью.
В общем, ячейки (или пузырьки) имеют средний диаметр от 0,05 до 200 мкм, более предпочтительно от 0,1 до 150 мкм, еще более предпочтительно от 1 до 100 мкм и еще более предпочтительно от 2 до 80 мкм. Предпочтительно, чтобы распределение ячеек внутри лакомства было по существу однородным. В данном контексте по существу однородным обычно означает, что плотность ячеек не отличается более чем на 10% в любой части лакомства и жевательного продукта, которая составляет, по меньшей мере, 10% от общего объема лакомства и жевательного продукта. Более предпочтительно, плотность ячеек различалась не более чем на 7%, еще более предпочтительно не более чем на 5% и еще более предпочтительно не более чем на 3% в любой такой части продукта. Плотность ячеек обычно составляет более чем 2×104 ячеек/см3, предпочтительно от 2×106 до 2×1016 ячеек/см3, более предпочтительно от 2×107 до 2×1015 ячеек/см3, еще более предпочтительно от 2×108 до 2×1014 ячеек/см3, еще более предпочтительно от 2×109 до 2×1013 ячеек/см3 и наиболее предпочтительно от 2×1010 до 2×1012 ячеек/см3. Такая плотность ячеек и размеры ячеек приведут в результате к получению лакомства, имеющего меньше калорий и меньшую массу лакомства по сравнению с лакомством, которое не подвергалось взаимодействию со сверхкритической жидкостью, как описано здесь. Предпочтительно, параметры процесса разработаны для получения в результате лакомства, которое имеет пониженное содержание калорий и массы, по меньшей мере, на 5% по сравнению с обычными лакомствами, более предпочтительно, снижение составит, по меньшей мере, 10%, еще более предпочтительно, по меньшей мере, 15%, еще более предпочтительно, по меньшей мере, 20% и еще более предпочтительно, по меньшей мере, 25% или более.
Обеспечение чрезвычайно небольших размеров ячеек и их высокой плотности в аэрированном материале, что достигается использованием сверхкритической жидкости для проведения аэрирования, как описано при обращении к вариантам выполнения и аспектам изобретения, приводит к существенно улучшенным свойствам полученных аэрированных материалов, в частности, по сравнению со стандартными пористыми или микропористыми аэрированными материалами предшествующего уровня. Для целей настоящего изобретения термины «аэрированные» и «вспененные» используются взаимозаменяемо. Кроме того, менее формуемый в лакомство материал используется в процессе, и, соответственно, такой материал сохраняется, а затраты на него снижаются.
Согласно одному аспекту изобретения обеспечивается аэрированное лакомство для животных, полученное литьевым формованием. В общем, газы, такие как азот или углекислый газ, находящиеся в не критическом состоянии, подают в камеру высокого давления через клапан высокого давления. Давление в камере высокого давления устанавливается на значении выше критической точки используемого газа, или давление в камере повышается за счет использования компрессора в точке, расположенной выше критической точки. Аналогично температура в камере высокого давления устанавливается на значении выше критической точки для используемого газа, или камеру нагревают до такой точки. Как только давление и температура превысили соответствующие критические точки используемого газа, то газ превращается в сверхкритическую жидкость. Предпочтительно, температуру в камере можно контролировать обычными средствами, известными в данной области техники. Например, камеру высокого давления можно контролировать термостатически селективным нагреванием и охлаждением, таким образом, что температура в камере высокого давления регулируется и поддерживается для сохранения используемой жидкости/газа в сверхкритическом состоянии. Затем полимерное лакомство, например, полученное с использованием рецептур, аналогичных приведенным в таблицах 1-4, помещают в камеру высокого давления с находящейся в ней сверхкритической жидкостью. Затем лакомство оставляют в камере высокого давления на период времени, который зависит от толщины, плотности и твердости лакомства, а также от требуемого количества образования пузырьков и последующего вспенивания. По истечении требуемого количества времени камеру высокого давления открывают и вынимают из нее лакомство. Затем образование пузырьков и взрывание, или вспенивание происходят внутри лакомства в результате давления и температуры, быстро принимающих комнатные условия окружающей среды после удаления из камеры высокого давления. В общем, время вспенивания может находиться в диапазоне от 1 сек до 15 мин, более предпочтительно от 30 сек до 10 мин, еще более предпочтительно от 45 сек до 5 мин и наиболее предпочтительно от 1 мин до 3 мин. Следует иметь в виду, что размер и плотность или концентрацию ячеек внутри лакомства можно регулировать изменением времени пребывания лакомства в камере высокого давления, а также твердостью или проницаемостью лакомства. Специалистам в данной области также должно быть понятно, что требуемый уровень снижения калорий и массы будет непосредственно связан с количеством сверхкритической жидкости, используемой в процессе, твердостью лакомства, временем пребывания в камере высокого давления и температурой в камере высокого давления.
При использовании углекислого газа в качестве сверхкритической жидкости способы по настоящему изобретению должны быть проведены при температуре выше 31,1°C и при давлении выше 1071,3 фунтов/квадратный дюйм. Следует иметь в виду, что можно использовать более высокую температуру и давление в зависимости от требуемых характеристик лакомства и жевательного продукта. Важно, что температура и давление должны быть выше критической точки для поддержания жидкости в сверхкритическом состоянии. Критические температуры и давление для каждой жидкости являются известными в данной области.
При использовании азота в качестве сверхкритической жидкости процессы по настоящему изобретению должны проводиться при температуре выше -147°C и при давлении выше 493 фунтов/квадратный дюйм. Следует иметь в виду, что можно использовать более высокую температуру и давление в зависимости от требуемых характеристик лакомства. Важно, что температура и давление должны быть выше критической точки для поддержания жидкости в сверхкритическом состоянии. Критические температуры и давление для каждой жидкости являются известными в данной области.
В другом аспекте настоящего изобретения лакомство для собак по настоящему изобретению получают с использованием непрерывного процесса. В таком процессе экструдер используют для подачи количества экструдированного материала, формуемого в лакомство для животных, в камеру высокого давления, в которой материал взаимодействует со сверхкритической жидкостью. После выхода из экструдера материал подают в камеру, содержащую внутри сверхкритическую жидкость. Камера содержит внутри сверхкритическую жидкость, и среда внутри камеры поддерживается в условиях, необходимых для сохранения требуемого состояния сверхкритической жидкости. Затем материал перемещают через камеру со скоростью, которая обеспечивает требуемый уровень вспенивания материала, как описано выше. В некоторых вариантах выполнения поток продукта подают в камеру в виде непрерывного тонкослойного материала и со скоростью, при которой его прохождение через камеру будет регулироваться рядом валиков. Предпочтительно, валики находятся при постоянной температуре. В некоторых вариантах выполнения сверхкритическую жидкость подают в камеру после повышения давления и нагревания до сверхкритического уровня. Поскольку экструдат проходит через ряд валиков, то сверхкритическая жидкость и экструдат образуют систему жидкость/экструдат при условии подачи достаточного количества жидкости для эффективного насыщения экструдата жидкостью на выходе из камеры. После выхода экструдата из камеры его подвергают воздействию температуры и давления окружающей среды, что приводит к образованию и увеличению в объеме ячеек внутри материала жидкость/экструдат. Затем экструдат нагревают, если требуется дальнейшее увеличение в объеме ячеек, тем самым дополнительно вспенивания материал экструдата. Конечно, экструдат может быть еще дополнительно нагрет или обработан после процесса вспенивания. Как описано выше, процессом можно управлять для контроля плотности и размера ячеек для получения продуктов с требуемыми характеристиками.
В еще одном аспекте настоящего изобретения сверхкритическую жидкость подают в поток экструдата на выбранной точке таким образом, чтобы сверхкритическая жидкость была добавлена в материал по мере его продвижения в процессе экструзии с получением экструдата, который насыщается сверхкритической жидкостью до требуемого уровня. После выхода экструдата из цилиндра экструдера его подают на головку экструдера, и затем перемещают в камеру, где происходит вспенивание за счет субкритических условий, поддерживаемых в ней. Давление в камере поддерживают на уровне ниже, чем на выходе из цилиндра экструдера, и по мере того как давление снижается на входе жидкости/полимерного материала в камеру, происходит образование и увеличение в объеме ячеек внутри материала. Если требуется дальнейшее увеличение в объеме ячеек, то материал нагревают. Как и в случае других аспектов, описанных здесь, степень образования и увеличения в объеме ячеек можно контролировать изменением параметров таким образом, чтобы получить продукт, имеющий требуемые характеристики.
В еще одном аспекте настоящего изобретения формуемый в лакомство для животных материал может быть вспененным с использованием процесса формование штампованием. В общем, устройство для формования штампованием содержит пресс-форму или полость пресс-формы и корпус формы с возвратно-поступательным движением. В данном аспекте устройство для формования штампованием находится внутри камеры, поддерживающей давление. Условия в камере поддерживаются таким образом, чтобы обеспечить сверхкритическое состояние жидкости. Сверхкритическая жидкость поступает в камеру вместе с формуемым в лакомство для животных материалом, расположенным между полостью формы и корпусом формы с возвратно-поступательным движением. После взаимодействия сверхкритической жидкости и формуемого в лакомство для животных материала в течение периода времени, достаточного для соответствующего насыщения материала сверхкритической жидкостью, корпус формы с возвратно-поступательным движением вдавливает материал в полость формы с получением формованного продукта в виде полости пресс-формы. Давление и температуру внутри камеры можно регулировать/снижать до субкритических условий, предпочтительно условий окружающей среды непосредственно до, одновременно с или сразу после вдавливания материала в полость. Выбор времени изменения условий определяются на основе требуемого эффекта в отношении вспенивания материала. Если параметры давление и температура одновременно снижаются с получением формованного продукта вдавливанием материала в полость, то образование и увеличение в объеме ячеек внутри материала происходит одновременно с формованием продукта. В таком варианте выполнения продукт имеет супермикропористую структуру и продукт как вспенивают, так и формуют при комнатной температуре (температуре окружающей среды) в одной общей операции.
В предпочтительном варианте способа, показанном на Фиг.13, формуемый в лакомство для животных материал взаимодействует со сверхкритической жидкостью в процессе экструзии и внутри экструзионного цилиндра. Это можно осуществить инжекцией сверхкритической жидкости в экструдер во время процесса экструзии, при котором в экструдере создаются условия для поддержания жидкости в сверхкритическом состоянии. В таком варианте выполнения сверхкритические условия прекращаются на выходе из экструдера и образование и увеличение в объеме ячеек внутри происходит быстро. Как отмечалось выше, образование и увеличение в объеме ячеек можно контролировать управлением обоими параметрами давлением и температурой около выходного отверстия экструдера. Например, экструдер может быть связан с камерой, в которой контролируется и нагрев, и давление, таким образом, чтобы можно было медленно регулировать по отдельности изменение нагрева и/или давления для достижения требуемого уровня образование и увеличение в объеме ячеек. В другом аспекте газ, не находящийся в сверхкритическом состоянии, может быть инжектирован в экструдер во время процесса экструзии, в котором температуру и давление доводят до точки, которая превосходит уровни, требуемые для превращения газа в сверхкритическую жидкость. Газ может быть инжектирован в экструдер до или после точки, на которой температура и/или давление находились выше критического уровня. В этом случае образование и увеличение в объеме ячеек можно контролировать, как отмечалось выше. В еще одном аспекте экструдат со сверхкритической жидкостью в нем вводится в пресс-форму. Пресс-форма может быть предназначена для поддержания сверхкритических условий (например, сжатием воздуха или механическим сжатием пресс-формой) и при увеличении объема полости пресс-формы давление в ней быстро снижается, и происходит увеличение количества ячеек. Во всех указанных вариантах выполнения смесительный шнек экструдера способствует образованию раствора экструдата и сверхкритической жидкости. Сдвигающая сила, созданная вращением смесительного шнека, вытягивает пузырьки сверхкритической жидкости в направлении сдвига и разрушается вращением шнека с образованием более мелких пузырьков в возрастающем количестве. Использование аритмичных лопастей в смесительном шнеке может способствовать изменению ориентирования поверхности раздела газа/экструдата по отношению к направлению движения сдвига, тем самым повышая эффективность ламинарного смешивания, происходящего в нем.
В некоторых вариантах выполнения смесь газ/экструдат подают в статический смеситель, который непрерывно изменяет ориентирование поверхности раздела газа/экструдата по отношению к направлению движения сдвига, тем самым улучшая процесс смешивания. Как известно в данной области, диаметр статического смесителя должен быть небольшим, чтобы увеличить скорость потока и преодолеть эффект поверхностного натяжения пузырьков газа. В общем, также является предпочтительными большее количество смешивающих элементов, а также небольшие смешивающие элементы. Как известно в данной области, во время статического смешивания газа/экструдата, молекулы газа в пузырьках также имеют тенденцию диффундировать в некоторой степени в материал экструдата, который окружает каждый пузырек. Однако диффузия также может происходить в отдельной диффузионной камере, в которую вводят двухфазную смесь газа/экструдата. Затем смесь превращается в полностью однофазный раствор в диффузионной камере, поскольку в ней газ диффундирует в экструдат. Концентрация газа в однофазном растворе газ/экструдат, полученном таким образом, является по существу равномерной по всему раствору, а раствор практически однородным. Если сверхкритическая жидкость не диффундирует в и не насыщает равномерно и однородно экструдат, то вспененная структура, которая образуется в итоге, не будет равномерной, так как структура ячеек сильно зависит от локальной концентрации газа в растворе. В таком варианте выполнения однородный и равномерный раствор жидкость/экструдат в диффузионной камере затем нагревают в нагревательном блоке, где раствор быстро нагревается (например, в типичном случае температура может подняться от около 190°C до около 245°C в течение 1 сек), таким образом, формируя образовавшиеся ячейки в насыщенном растворе за счет термодинамической нестабильности, которая возникает в результате пониженной растворимости растворов жидкость/экструдат при более высокой температуре. Чем более выражено снижение растворимости, которое происходит, тем выше скорость образования ячеек и тем больше количество образовавшихся ячеек. Для предотвращения роста образовавшихся ячеек в экструзионном цилиндре поддерживают высокое давление цилиндра. Затем раствор с образовавшимися ячейками подают под давлением в полость пресс-формы, и рост ячеек во время процесса заполнения формы предотвращается использованием противодавления для контроля давления в полости пресс-формы. Как отмечено выше, противодавление может быть обеспечено введением воздуха под давлением от его источника через запорный клапан. Наконец, рост ячеек происходит внутри полости пресс-формы, если полость пресс-формы расширяется, и давление в ней быстро снижается, то в результате возникает нестабильность давления, которая усиливает рост ячеек.
Следовательно, расширение пресс-формы обеспечивает формованный и вспененный продукт, имеющий ячейки небольшого размера и требуемую высокую плотность ячеек. С использованием смесительного шнека для обеспечения поля сдвига, которое производит ламинарный поток смешанных материалов, и затем с использованием как статического смесителя, имеющего небольшой диаметр смешивающих элементов и выбранное количество таких смешивающих элементов, так и диффузионной камеры, происходит насыщение материала экструдата сверхкритической жидкостью. Период времени, требуемый для обеспечения такого насыщения, при необходимости может быть уменьшен в вариантах выполнения изобретения, рассмотренных ранее, таким образом, является возможным достижение непрерывной работы при относительно высоких объемах производства, что было бы невозможно при требуемом более длительном времени насыщения.
В еще одном аспекте настоящего изобретения лакомство для животных, полученное литьевым формованием, обеспечивается системой, которая включает экструдер, функционально связанный с камерой для литьевого формования. Полимерный формуемый в лакомство для животных материал подается на входное отверстие экструдера, перемещается через экструдер к замкнутому каналу, соединенному с формовочной камерой, и через канал в формовочную камеру. В предпочтительных вариантах выполнения в замкнутый канал поступает необразовавший пузырьки, однородный, жидкий, однофазный раствор полимерного материала и вспенивающее вещество, данный материал сохраняется таким образом, чтобы жидкость и вспенивающее вещество находились в жидком состоянии при повышенном давлении внутри канала, и раствор в виде жидкого потока внутри канала перемещается по направлению движения потока от входного конца к формовочной камере. Предпочтительно замкнутый канал дополнительно включает в себя линию образования пузырьков, в которой вспенивающее вещество в однофазном растворе, проходящем через него, образует пузырьки. Линия образования пузырьков сконструирована таким образом, чтобы она включала принимающий полимер конец, в который поступает однородная жидкость, однофазный раствор полимерного материала и необразовавшее пузырьков вспенивающее вещество, выпускающий образовавший пузырьки полимер конец, сконструированный и смонтированный для удаления образовавшего пузырьки полимерного материала, и линию жидкости, соединяющую принимающий конец с выпускающим концом. Необязательно, выпускающий полимер конец может определять границы отверстия головки экструдера формовочной камеры, или может соединяться по текучей среде с формовочной камерой. Линия образования пузырьков сконструирована таким образом, чтобы она имела такую длину и размеры поперечного сечения, чтобы система была способной подвергать жидкий полимер однородному смешению с вспенивающим веществом со скоростью падения давления при прохождении через линию, составляющей не менее чем около 0,1 гПа/сек, или не менее чем около 0,3 гПа/сек, или не менее чем около 1,0 гПа/сек, или не менее чем около 3 гПа/сек, или не менее чем около 10 гПа/сек, или не менее чем около 100 гПа/сек. Линия образования пузырьков также может быть сконструирована таким образом, чтобы размер поперечного сечения регулировался, чтобы жидкий полимер, протекающей через линию, подвергался падению давления с различной скоростью и/или повышению температуры.
В еще одном аспекте настоящего изобретения обеспечивается система, имеющая формовочную камеру, сконструированную и смонтированную таким образом, чтобы содержать образующий пузырьки полимерный материал при повышенном давлении для предотвращения роста ячеек при повышенном давлении. Формовочная камера под давлением может гидравлически или механически повышать давление для того, чтобы содержать образующий пузырьки полимерный материал при таком повышенном давлении. После снижения давления в формовочной камере под давлением полимерный материал может затвердеть в форме требуемого микропористого полимерного продукта, поскольку формовочная сконструирована и смонтирована таким образом, чтобы иметь такую внутреннюю форму.
В еще одном аспекте настоящего изобретения обеспечивается система, имеющая цилиндр с входным отверстием, предназначенным для приема предшественника экструдированного материала, выходное отверстие, предназначенное для выпуска жидкой не образовавшей пузырьки смеси вспенивающего вещества и предшественника вспененного полимерного продукта в предшественник, отверстие головки экструдера, соединенной с источником вспенивающего вещества, и шнек, установленный для возвратно-поступательного движения внутри цилиндра. Система экструзии может также иметь, по меньшей мере, два отверстия головки экструдера, соединенных с источником вспенивающего вещества, и отверстие головки экструдера может быть расположено в продольном направлении вдоль оси цилиндра с целью последовательного внесения необразовавшей пузырьки смеси, по меньшей мере, через два отверстия в цилиндре, поскольку шнек совершает возвратно-поступательное движение. Система также может включать второй цилиндр экструдера, соединенный последовательно с первым цилиндром, где второй цилиндр имеет входное отверстие, предназначенное для приема жидкой не образовавший пузырьки смеси, и имеет шнек, установленный для возвратно-поступательного движения внутри цилиндра.
В еще одном аспекте настоящего изобретения обеспечивается способ создания непрерывного потока не образовавшего пузырьки, жидкого, однофазного раствора полимерного предшественника и вспенивающего вещества, образования пузырьков потока для создания образовавшего пузырьки потока смеси, прохождение образовавшего пузырьки потока в полости и обеспечение затвердевания смеси в форме полости. Необязательно, в потоке может происходить непрерывное образование пузырьков в результате непрерывного воздействия на него падением давления со скоростью не менее чем около 0,1 гПа/сек при прохождении потока в полости для создания непрерывного потока образовавшего пузырьки материала. Альтернативно, способ включает периодическое образование пузырьков потока в результате воздействия на него падением давления со скоростью не менее чем около 0,1 гПа/сек при прохождении потока в полости, таким образом, чтобы не образовавший пузырьки материал проходил в полости сначала с последующим, образовавшим пузырьки материалом. С другой стороны, образовавший пузырьки поток может проходить в полости, таким образом, чтобы образовавший пузырьки материал проходил в полости сначала с последующим, не образовавшим пузырьки материалом. Способ также включает удаление затвердевшего микропористого продукта из полости, и в период менее чем около 10 мин обеспечение второй образовавшей пузырьки смеси в полости, позволяя второй смеси затвердеть в форме полости, и удаление второй затвердевшего микропористого продукта из полости.
В еще одном аспекте настоящего изобретения обеспечивается способ, включающий накопления загрузки предшественника вспененного полимерного материала и вспенивающего вещества, нагревание первой порции загрузки, составляющей, по меньшей мере, около 2% загрузки при температуре, по меньшей мере, на 10°C выше, чем средняя температура загрузки, и подачу загрузки под давлением в формовочную камеру.
В еще одном аспекте настоящего изобретения обеспечивается способ накопления в накопителе, соединенном по текучей среде с формовочной камеры, загрузки, включающей первую порцию, содержащую жидкий полимерный материал, практически без вспенивающего вещества, и вторую порцию, содержащую жидкий полимерный материал, смешанный со вспенивающим веществом, и подачи загрузки под давлением из накопителя в формовочную камеру.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает инжектирование жидкого, однофазного раствора предшественника вспененного полимерного материала и вспенивающего вещества в формовочную камеру из накопителя, соединенного по текучей среде с устройством для экструзии, во время образования пузырьков раствора для создания образовавшей пузырьки смеси и позволяет смеси затвердеть в виде полимерного микропористого продукта в формовочной камере.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает инжектирование вспенивающего вещества в цилиндр экструдера устройства для экструзии полимера, в то время как шнек экструдера движется в продольном направлении внутри цилиндра.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает инжектирование вспенивающего вещества из шнек экструдера в цилиндр устройства для экструзии полимера.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает создание в цилиндре устройства для экструзии жидкого предшественника полимерного продукта, удаление части жидкого предшественника из цилиндра, смешивание части жидкого предшественника со вспенивающим веществом для получения смеси вспенивающего вещества и части жидкого предшественника и введение смеси в цилиндр.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает введение полимерного материала, смешанного со сверхкритической жидкостью в пресс-форму, включая части, имеющие внутренний размер менее чем около 0,125 дюйма, и позволяет полимерному материалу затвердеть в пресс-форме.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает инжектирование однофазного раствора полимерного материала и вспенивающего вещества в открытую пресс-форму, затем закрытие пресс-формы и формирование микропористого продукта в форме пресс-формы.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает создание однофазного, не образовавшего пузырьки раствора полимерного материала и вспенивающего вещества, введение раствора в формовочную камеру при образовании пузырьков раствора, растрескивание пресс-формы, тем самым позволяя происходить росту ячеек, и получение микропористого полимерного продукта, имеющего форму, подобную формовочной камере, но более крупную, чем формовочная камера.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает формирование в экструдере не образовавшего пузырьки, однородного, жидкого, однофазного раствора предшественника микропористого полимерного материала и вспенивающего вещества, заполнение формовочной камеры раствором во время образовании пузырьков раствора с получением в формовочной камере предшественника образовавшего пузырьки микропористого полимерного материала.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает инжектирование смеси полимера/ вспенивающего вещества в формовочную камеру при температуре плавления ниже чем около 400°F, и формование в камере твердой пены полимерного продукта, имеющего объем ячеек не менее чем около 5% и соотношение длины к толщине не менее чем около 50:1. В некоторых вариантах выполнения настоящего способа температура плавления составляет ниже, чем около 380°F, в некоторых вариантах выполнения составляет ниже, чем около 300°F, в еще одних вариантах выполнения составляет ниже, чем около 200°F и в других вариантах выполнения составляет ниже, чем около 100°F.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает инжектирование невспененного полимерного материала в формовочную камеру и позволяет формировать полимерный материал в микропористый полимерный продукт, имеющий форму, по существу аналогичную формовочной камере. Продукт включает, по меньшей мере, одну часть, имеющую размеры поперечного сечения не менее чем около 1/2 дюйма в каждой из трех перпендикулярных пересекающихся в поперечном сечении осей и объем ячеек не менее 50%.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает инжектирование жидкого предшественника вспененного полимерного материала в формовочную камеру при температуре в формовочной камере ниже, чем около 100°C, и позволяет смеси затвердеть в формовочной камере в виде полимерного микропористого продукта. Продукт включает, по меньшей мере, одну часть, имеющую размеры поперечного сечения не менее 1/2 дюйма в каждой из трех перпендикулярных пересекающихся в поперечном сечении осей и объем ячеек не менее чем около 50%. Температура в формовочной камере может составлять ниже, чем около 75°C, 50°C или 30°C.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает инжектирование жидкого, однофазного раствора полимерного материала и вспенивающего вещества в формовочную камеру, подвергая раствор быстрому падению давления с первой скоростью падения давления, которая является достаточной, чтобы вызвать микропористое образование пузырьков. По существу сразу после этого обеспечивают и контролируют рост ячеек, подвергая материал второму паданию давления, которое является меньше чем первое падение давления, и с пониженной скоростью.
В еще одном аспекте настоящего изобретения обеспечивается система, которая включает накопитель, имеющий входное отверстие для приема предшественника вспененного полимерного материала и вспенивающего вещества, а также выходное отверстие; формовочную камеру, имеющую входное отверстие, соединенное по текучей среде с выходным отверстием накопителя; и нагревательное устройство, связанное с накопителем, сконструированное и смонтированное для нагрева во время работы системы, первой секции накопителя, расположенной непосредственно вблизи формовочной камеры, до температуры не менее чем приблизительно на 10°C выше средней температуры накопителя.
В еще одном аспекте настоящего изобретения обеспечивается система для получения микропористого материала литьевым формованием, которая включает экструдер, имеющий выходное отверстие на его выпускающем конце, предназначенное для выпуска не образовавшего пузырьки, однородного, жидкого, однофазного раствора полимерного материала и вспенивающего вещества, и формовочную камеру, имеющую входное отверстие, соединенное по текучей среде с выходным отверстием экструдера. Система сконструирована и смонтирована для доставки из выходного отверстия экструдера к входному отверстию формовочной камеры однофазного раствора и для образования пузырьков однофазного раствора во время заполнения формовочной камеры с формированием внутри камеры предшественника образовавшего пузырьки микропористого полимерного материала.
В еще одном аспекте настоящего изобретения обеспечивается система экструзии, которая включает цилиндр, имеющий входное отверстие, предназначенное для приема предшественника экструдированного материала, выходное отверстие, предназначенное для выпуска жидкой смеси не образовавшего пузырьки вспенивающего вещества и предшественника, отверстие головки экструдера, соединенное с источником вспенивающего вещества, и шнек, установленный для возвратно-поступательного движения внутри цилиндра.
В еще одном аспекте настоящего изобретения обеспечивается система для получения микропористого материала литьевым формованием, которая включает экструдер, имеющий выходное отверстие на его выпускающем конце, предназначенное для выпуска предшественника микропористого полимерного материала и вспенивающего вещества, и формовочную камеру, имеющую входное отверстие, соединенное по текучей среде с выходным отверстием экструдера. Система сконструирована и смонтирована для циклического литья предшественника микропористого полимерного материала и вспенивающего вещества в формовочную камеру.
В еще одном аспекте настоящего изобретения обеспечивается система экструзии, которая включает цилиндр, имеющей входное отверстие, предназначенное для приема предшественника экструдированного материала, и выходное отверстие, предназначенное для выпуска жидкой смеси не образовавшего пузырьки вспенивающего вещества и предшественника, и отверстие головки экструдера, соединенное с источником вспенивающего вещества. Шнек предпочтительно установлен для возвратно-поступательного движения внутри цилиндра.
В еще одном аспекте настоящего изобретения обеспечивается система для получения расплавленного полимерного микропористого материала, которая включает входное отверстие, сконструированное и смонтированное для приема предшественника расплавленного полимерного микропористого материала, формовочную камеру, и канал, соединяющий входное отверстие с формовочной камерой. Канал включает расширяющуюся часть между входным отверстием и формовочной камерой, которая увеличивается в ширину, по меньшей мере, приблизительно на 100%, сохраняя при этом площадь поперечного сечения, изменяющуюся не более чем приблизительно на 25%.
В еще одном аспекте настоящего изобретения система по изобретению включает входное отверстие, сконструированное и смонтированное для приема предшественника расплавленного полимерного микропористого материала, формовочную камеру и канал, соединяющий входное отверстие с формовочной камерой. Канал включает линию образования пузырьков, имеющую длину и размеры поперечного сечения, которые, когда жидкий, однофазный раствор полимерного материала и вспенивающее вещество проходит через линию со скоростью, для которой предусмотрена система, создает падение давления на линии жидкости со скоростью падения давления, достаточной, чтобы вызвать микропористое образования пузырьков. Канал включает область роста ячеек между линией образования пузырьков и формовочной камерой для увеличения размера поперечного сечения в направлении формовочной камеры.
В еще одном аспекте настоящего изобретения система, как описано непосредственно выше, но не обязательно, включающая область роста ячеек, которая увеличивается в размере поперечного сечения, включает линию образования пузырьков, имеющую соотношение ширины к высоте не менее чем около 1,5:1.
В еще одном аспекте настоящего изобретения система, аналогичная описанной непосредственно выше, но в котором линия образования пузырьков необязательно должна иметь соотношение ширины к высоте не менее 1,5:1, имеет ширину, равную одному размеру формовочной камеры.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает инжектирование вспенивающего вещества в цилиндр экструдера устройства для экструзии полимера, в то время как шнек экструдера движется в продольном направлении внутри цилиндра. В одном предпочтительном варианте выполнения способ включает инжектирование вспенивающего вещества из шнека экструдера в цилиндр устройства для экструзии полимера. Данный способ литья может быть использован в сочетании с любой из широкого разнообразия микропористых и общепринятых технологий. В еще одном варианте выполнения шнек экструдера сконструирован и смонтирован с возможностью вращения внутри цилиндра устройства для экструзии полимера, который включает, внутри шнека полость, соединенную с отверстием головки экструдера на поверхности шнека. Полость может быть использована для литья вспенивающего вещества в цилиндр экструдера.
В еще одном аспекте настоящего изобретения обеспечивается система для получения продукта литьевым формованием. Система в целом включает экструдер, формовочную камеру, питатель, соединяющий по текучей среде экструдер и формовочную камеру, и устройство контроля температуры в тепловом контакте с питателем.
В еще одном аспекте настоящего изобретения изобретение включает создание жидкой смеси вспенивающего вещества и предшественника материала, полученного литьевым формованием, в экструдере, пропускание смеси через питатель в формовочную камеру, затвердевание части жидкой смеси в камере при одновременном сохранении части смеси в питателе в жидком состоянии и инжектирование дополнительной жидкой смеси в питатель, тем самым перегружая часть жидкой смеси и питателя в камеру.
В еще одном аспекте настоящего изобретения обеспечивается способ, который включает удаление части жидкого предшественника полимерного продукта из цилиндра экструдера, смешивание части жидкого предшественника со вспенивающим веществом для формирования смеси и повторное введение смеси в цилиндр.
В еще одном аспекте настоящего изобретения обеспечивается система, которая включает экструдер с цилиндром экструдера, формовочную камеру и смесительную камеру, соединенную по текучей среде с первым верхним отверстием головки экструдера, вторым нижним отверстием головки экструдера на цилиндре и источником вспенивающего вещества.
В еще одном аспекте настоящего изобретения обеспечивается формованный вспененный продукт, имеющий форму по существу аналогичную формовочной камере, включающий, по меньшей мере, одну часть, имеющую размер поперечного сечения не более чем около 0,125 дюйма.
В еще одном аспекте настоящего изобретения обеспечивается трехмерный полимерный вспененный продукт, имеющий три пересекающиеся основные оси, соответствующие трем измерениям, где одно из измерений, связанное с первой осью зависит от положения вдоль второй перпендикулярной оси. Продукт включает, по меньшей мере, одну часть, имеющую размер поперечного сечения не более чем около 0,125 дюйма, и имеет объем ячеек не менее чем около 20%.
Еще один аспект настоящего изобретения включает трехмерный полимерный вспененный продукт, имеющий три пересекающиеся основные оси, соответствующие трем измерениям, где одно из измерений, связанное с первой осью зависит от положения вдоль второй перпендикулярной оси. Продукт включает, по меньшей мере, одну часть, имеющую размер поперечного сечения не более чем около 0,125 дюйма.
В еще одном аспекте настоящего изобретения обеспечивается полимерная часть, полученная литьевым формованием, имеющая соотношение длины к толщине не менее чем около 50:1, полимер, имеющий индекс расплава менее чем около 10.
В еще одном аспекте настоящего изобретения обеспечивается полимерная часть, полученная литьевым формованием, имеющая соотношение длины к толщине не менее чем около 120:1, полимер, имеющий индекс текучести расплава менее чем около 40.
В еще одном аспекте настоящего изобретения обеспечивается полимерный вспененный материал, полученный литьевым формованием, имеющий объем ячеек не менее чем около 5%, и имеющий поверхность без скосов и воронок, видимых невооруженным человеческим глазом.
В еще одном аспекте настоящего изобретения обеспечивается продукт, имеющий толщину менее чем около 0,125 дюйма на объем ячеек не менее чем около 20%. Также обеспечивается способ получения такого продукта, который включает введение полимерного материала, смешанного со сверхкритической жидкости в пресс-форму, содержащую часть, имеющую внутренний размер менее чем около 0,125 дюйма, и затвердевание полимерного материала в пресс-форме, стадии введения и затвердевания происходят в течение периода времени менее чем 10 сек.
В еще одном аспекте настоящего изобретения обеспечивается формованный полимерный продукт, имеющий форму, по существу аналогичную формовочной камере, и содержащий, по меньшей мере, одну часть, имеющую размер поперечного сечения не менее 1/2 дюйма в каждой из трех перпендикулярных пересекающихся в поперечном сечении осей. Продукт предпочтительно имеет объем ячеек не менее чем около 50%, и определяется ячейками, включающими стенки ячеек со средней толщиной стенок ячеек. Продукт не содержит периодических твердых границ с толщиной, превышающей в пять раз среднюю толщину стенки ячейки.
В еще одном аспекте настоящего изобретения обеспечивается формованный полимерный вспененный продукт, который включает, по меньшей мере, одну часть, имеющую размер поперечного сечения не более чем около 0,075 дюйма и объем ячеек не менее чем около 5%.
В еще одном аспекте настоящего изобретения обеспечивается формованный полимерный вспененный продукт, который включает, по меньшей мере, одну часть, имеющую размер поперечного сечения от около 0,075 дюйма до около 0,125 дюйма и объем ячеек не менее чем около 10%.
В еще одном аспекте настоящего изобретения обеспечивается формованный полимерный вспененный продукт, который включает, по меньшей мере, одну часть, имеющую размер поперечного сечения от около 0,125 дюйма до около 0,150 дюйма и объем ячеек не менее чем около 15%.
В еще одном аспекте настоящего изобретения обеспечивается формованный полимерный вспененный продукт, который включает, по меньшей мере, одну часть, имеющую размер поперечного сечения от около 0,150 дюйма до около 0,350 дюйма и объем ячеек не менее чем около 20%.
В еще одном аспекте настоящего изобретения обеспечивается формованный полимерный продукт, который включает множество ячеек, где не менее 70% от общего количества ячеек имеет размер ячеек менее чем 150 мкм.
В еще одном аспекте настоящего изобретения обеспечивается система, которая включает цилиндр, имеющий входное отверстие на верхнем конце, предназначенное для приема предшественника полимерного продукта, и выходное отверстие на нижнем конце. Цилиндр содержит между верхним концом и нижнем концом отверстие для вспенивающего вещества, соединенное по текучей среде с источником вспенивающего вещества для введения вспенивающего вещества из источника в предшественник, находящийся в цилиндре, для формирования смеси материала предшественника и вспенивающего вещества в цилиндре. Система также включает дозирующее устройство, имеющее входное отверстие, соединенное с источником вспенивающего вещества, и выходное отверстие, соединенное с цилиндром. Дозирующее устройство сконструировано и смонтировано для дозирования массового расхода вспенивающего вещества из источника вспенивающего вещества в отверстие для вспенивающего вещества. Система дополнительно включает формовочную камеру, имеющую входное отверстие, соединенное по текучей среде с выходным отверстием цилиндра для приема смеси материала предшественника и вспенивающего вещества из цилиндра.
В еще одном аспекте настоящего изобретения обеспечивается способ формирования полимерного вспененного продукта. Способ включает перегрузку потока предшественника полимерного продукта, протекающего по направлению вниз внутри цилиндра устройства для экструзии. Способ дополнительно включает введение вспенивающего вещества в поток со скоростью дозирования потока по массе вспенивающего вещества для формирования смеси жидкого предшественника полимерного продукта и вспенивающего вещества. Способ дополнительно включает инжектирование смеси жидкого предшественника полимерного продукта в формовочную камеру, соединенную по текучей среде с цилиндром.
В еще одном аспекте настоящего изобретения обеспечивается система, которая включает цилиндр, имеющий входное отверстие на верхнем конце, предназначенное для приема предшественника полимерного продукта, и выходное отверстие на нижнем конце. Цилиндр содержит между верхним концом и нижним концом отверстие для вспенивающего вещества, имеющее множество отверстий головки экструдера. Отверстие для вспенивающего вещества соединяется по текучей среде с источником вспенивающего вещества для введения вспенивающего вещества из источника в предшественник, находящийся в цилиндре, через соответствующие отверстия головки экструдера для формирования смеси материала предшественника и вспенивающего вещества в цилиндре. Система дополнительно включает формовочную камеру, имеющую входное отверстие, соединенное по текучей среде с выходным отверстием цилиндра для приема смеси материала предшественника и вспенивающего вещества из цилиндра.
В еще одном аспекте настоящего изобретения обеспечивается способ формирования полимерного продукта. Способ включает перегрузку потока предшественника полимерного продукта, протекающего по направлению вниз внутри цилиндра устройства для экструзии. Способ дополнительно включает введение вспенивающего вещества из источника вспенивающего вещества в поток через множество отверстий головки экструдера в отверстии для вспенивающего вещества, соединяющее по текучей среде цилиндр с источником вспенивающего вещества для формирования смеси материала предшественника и вспенивающего вещества, и инжектирование смеси материала предшественника в формовочную камеру, соединенную по текучей среде с цилиндром.
В еще одном аспекте настоящего изобретения обеспечивается система для получения микропористого материала, полученного литьевым формованием. Система предпочтительно включает накопитель, сконструированный и смонтированный для накопления предшественника микропористого материала и вспенивающего вещества, и включающий выходное отверстие. Предпочтительно система дополнительно включает инжектор, сконструированный и смонтированный для циклического литья предшественника микропористого материала через выходное отверстие накопителя. Предпочтительно система дополнительно включает формовочную камеру, имеющую входное отверстие, соединенное по текучей среде с выходным отверстием накопителя. Формовочная камера предпочтительно сконструирована и смонтирована для приема предшественника микропористого материала.
В еще одном аспекте настоящего изобретения способ включает накопление загрузки предшественника микропористого полимерного материала и вспенивающего вещества, и инжектирование загрузки в формовочную камеру.
В еще одном аспекте настоящего изобретения продукт имеет среднее количество ячеек около 368976 ячеек на см3. Предпочтительно продукт по настоящему изобретению имеет не менее 50000 ячеек, более предпочтительно не менее 75000 ячеек, более предпочтительно не менее 100000 ячеек, еще более предпочтительно не менее 125000 ячеек, более предпочтительно не менее 150000 ячеек, еще более предпочтительно не менее 175000 ячеек, более предпочтительно не менее 200000 ячеек, более предпочтительно не менее 225000 ячеек, еще более предпочтительно не менее 250000 ячеек, более предпочтительно не менее 275000 ячеек, еще более предпочтительно не менее 300000 ячеек, более предпочтительно не менее 325000 ячеек, более предпочтительно не менее 350000 ячеек, более предпочтительно не менее 360000 ячеек, более предпочтительно не менее 375000 ячеек, более предпочтительно не менее 400000 ячеек, более предпочтительно не менее 500000 ячеек на см3, где наиболее предпочтительный диапазон составляет от 300000 до 400000 ячеек на см3. В предпочтительном варианте выполнения количество ячеек продукта по настоящему изобретению составляет, по меньшей мере, в 2 раза больше ячеек, чем в жевательном продукте для домашних животных, который не содержит в своем составе сверхкритическую жидкость, более предпочтительно, по меньшей мере, в 3 раза больше ячеек, более предпочтительно, по меньшей мере, в 5 раз больше ячеек, более предпочтительно, по меньшей мере, в 10 раз больше ячеек, более предпочтительно, по меньшей мере, в 15 раз больше ячеек, еще более предпочтительно, по меньшей мере, в 20 раз больше ячеек и наиболее предпочтительно, по меньшей мере, в 26 раз больше ячеек, чем в жевательном продукте для домашних животных, который не содержит в своем составе сверхкритическую жидкость.
Средний объем ячеек предпочтительно составляет от около 50000 до 200000 мкм3, с наиболее предпочтительным средним объемом ячеек, составляющим около 107000 мкм3. Предпочтительно средний объем ячеек составляет приблизительно на 86% меньше, чем объем ячеек в жевательном продукте для домашних животных, который не содержит в своем составе сверхкритическую жидкость. Однако средний объем ячеек может составлять на 80% меньше, на 70% меньше, на 60% меньше, на 50% меньше, на 40% меньше, на 30% меньше и на 20% меньше, чем объем ячеек в жевательном продукте для домашних животных, который не содержит в своем составе сверхкритическую жидкость.
В еще одном варианте выполнения настоящего изобретения продукт имеет шероховатость поверхности больше, чем жевательный продукт для домашних животных, который не содержит в своем составе сверхкритическую жидкость. Для целей настоящего изобретения шероховатость поверхности относится к текстуре поверхности внутренней части поперечного сечения, где данная область создает поверхностный контакт с зубами во время направленного вниз надкусывания и направленного вверх растяжения, связанных с жевательным действием. Шероховатость поверхности предпочтительно определяется в виде значение Ra (мкм), в то время как Ra представляет собой среднее арифметическое абсолютных значений отклонений профиля высоты от средней линии, установленной в пределах анализируемой длины. В другом выражении Ra представляет собой среднее значение из ряда отдельных измерений пиков и впадин поверхности.
Однако шероховатость поверхности может быть определена с использованием любого известного параметра, включающего, но, не ограничиваясь ими, Sq, стандартное отклонение высоты распределения или в другом выражении RMS шероховатости поверхности; Ssk, асимметрию распределения высот; Sku, эксцесс распределения высоты, который соответствует плоскостности; Sp (мкм), высоту между самым высоким пиком и средней плоскостью; Sv (мкм), глубина между средней плоскостью и самой глубокой впадиной; Sz (мкм), высоту между самым высоким пиком и самой глубокой впадиной; или Sa (мкм), среднее арифметическое высоты или в другом выражении среднюю шероховатость поверхности. Предпочтительно значение Ra продукта по настоящему изобретению составляет от около 4 до 15, где предусмотрены такие значения как, но, не ограничиваясь ими, 4,8, 5, 5,1, 5,5, 5,8, 5,9, 6, 6,3, 7, 7,6, 8, 9, 10, 11 и 11,8 в качестве значения Ra продукта по настоящему изобретению. Предпочтительно значение Ra продукта по настоящему изобретению больше, чем этот показатель для жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость. В предпочтительном варианте выполнения значение Ra продукта по настоящему изобретению, по меньшей мере, в 1,5-4 раза выше значения Ra жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость, более предпочтительно, по меньшей мере, в 2-3 раза выше значения Ra жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость.
В еще одном аспекте настоящего изобретения лакомство по настоящему изобретению предпочтительно имеет средний коэффициент трения от около 0,136±0,001 до 0,235±0,049, где средний коэффициент трения может также составлять 0,198±0,063, 0,138±0,001 и значения внутри данного диапазона. Состав жевательного продукта для домашних животных по настоящему изобретению можно изменять, как известно специалистам в данной области, таким образом, чтобы могли быть изменены коэффициент трения, эластичность, гибкость и твердость.
В еще одном аспекте настоящего изобретения твердость лакомства по настоящему изобретению предпочтительно ниже, чем этот показатель жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость. Твердость и/или упругость может быть выражена с использованием метода Виккерса, МПа, модуля Юнга (МПа) и максимальной глубины (нм). Предпочтительно, если твердость лакомства определяется с использованием метода Виккерса, то твердость находиться в диапазоне от около 0,003 до 0,02, более предпочтительно от около 0,005 до 0,1, где предусмотрены такие значения как, но, не ограничиваясь ими, 0,0061±0,0005, 0,0074±0,0005, 0,0099±0,0021 и 0,109±0,0005. В варианте выполнения с использованием модуля Юнга [МПа], значения упругости, данное значение для жевательного продукта для домашних животных по настоящему изобретению предпочтительно составляет 20 или ниже, более предпочтительно от около 2 до 20, где также предусмотрены такие значения как, но, не ограничиваясь ими, 3, 3,8, 4, 5, 6, 7, 8, 8,1, 8,5, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18 и 19. Предпочтительно, модуль Юнга продукта по настоящему изобретению составляет приблизительно на 20%-90% ниже, чем модуль Юнга [МПа] жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость, где предусмотрены такие значения, но, не ограничиваясь ими, которые на 30% ниже, на 40% ниже, на 50% ниже, на 60% ниже, на 70% ниже и на 80% ниже.
Прочность на разрыв продукта по настоящему изобретению предпочтительно меньше, чем этот показатель жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость. Предпочтительно среднее значение прочности на разрыв по всей площади продукта по настоящему изобретению предпочтительно составляет от около 15% до 50% от прочности на разрыв жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость. В наиболее предпочтительном варианте выполнения среднее значение прочности на разрыв по всей площади продукта по настоящему изобретению составляет около 34% от прочности на разрыв жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость. После старения среднее значение прочности на разрыв по всей площади продукта по настоящему изобретению составляет предпочтительно от около 30% до 60% от прочности на разрыв жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость. В наиболее предпочтительном варианте выполнения среднее значение прочности на разрыв по всей площади состаренного продукта по настоящему изобретению составляет около 47% от прочности на разрыв жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость. Предпочтительно, максимальная сила продукта по настоящему изобретению предпочтительно составляет около 4-10, где предпочтительное значение составляет около 5,5. Значение максимальной силы продукта по настоящему изобретению предпочтительно составляет около половины значения максимальной силы жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость. Предпочтительно, разрывная длина для продукта по настоящему изобретению составляет предпочтительно около 40-53, где наиболее предпочтительное значение составляет около 42. Предпочтительно разрывная длина приблизительно на 15-30% ниже, чем этот показатель жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость, наиболее предпочтительно разрывная длина приблизительно на 25% ниже, чем этот показатель жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость. Предпочтительно соотношение максимальной длины к максимальной силе выше для продукта по настоящему изобретению по сравнению с жевательным продуктом для домашних животных, который не содержит в своем составе сверхкритическую жидкость. Предпочтительно соотношение максимального длины к максимальной силе составляет от около 6:1 до 8:1 по сравнению с 4:1 жевательного продукта для домашних животных, который не содержит в своем составе сверхкритическую жидкость. Таким образом, один вариант выполнения настоящего изобретения обеспечивает более легкое проникновение зубов по сравнению с жевательным продуктом для домашних животных, который не содержит в своем составе сверхкритическую жидкость.
В еще одном аспекте настоящего изобретения добавки мяса, сухого мяса или мясной суспензии вносят в полимерное лакомство контролируемыми средствами.
Во всех описанных аспектах контроль температуры и давления имеет большое значение для действия сверхкритической жидкости. Такие системы контроля температуры и давления хорошо известны в области экструзии и формования прессованием. Например, можно использовать нагревательный и охлаждающий элементы, салфетки фильтр-пресса, ленты, кольца и тому подобное. Аналогично, можно контролировать условия давления любым общепринятыми способами, включающими регулирование скорости шнека экструдера, регулирование диаметров цилиндра, применение внешнего источника давления и тому подобное. В некоторых формах температуру и давление можно контролировать по отдельности независимо от процесса экструзии или формования. Альтернативно, температуру и давление можно контролировать как части общих процессов. Предпочтительно устройства контроля давления и температуры устанавливают в соответствующих местах, чтобы подтвердить, что сверхкритическая жидкость сохраняется в сверхкритическом состоянии при необходимости и выходит из сверхкритического состояния контролируемым и преднамеренным образом.
Вышеприведенное описание и чертежи только поясняют и иллюстрируют изобретение, и изобретение не ограничивается этим, поскольку специалисты в данной области, имеющие раскрытие перед собой, могут внести модификации и изменения без отступления от сущности и объема изобретения.
Пример 6
Анализ шероховатости поверхности
Материалы и методы:
Образцы получали удалением концов лакомства с использованием стандартного шерфовального ножа, обнажив площадь поперечного сечения контрольных и испытуемых лакомств. Длина составляла 2-3 см.
Оборудование: оптический профилометр Nanovea ST400
Измеряемые параметры:
Зонд = 300 мкм/MG7
Скорость сбора данных = 1000 Гц
Усреднение = 1
Площадь поверхности = 5 мм × 2 мм
Размер шага = 2,5 мкм × 2,5 мкм
Режим сканирования = Постоянная скорость
Время сканирования на линию = 00:40:19
Технические характеристики зонда:
Разрешение по оси Z = 12 нм
Точность по оси Z = 60
Разрешение по плоскости = 2,6 мкм
Метод и принцип измерения:
В технологии осевой хроматической аберрации использовали белый свет, где свет проходит через линзы объектива с высокой степенью хроматической аберрации. Показатель преломления объектива изменяется в зависимости от длины волны света. Фактически каждая отдельная длина волны падающего белого света рефокусируется на различном расстоянии от линзы (различная высота). Если испытуемый образец находится в диапазоне возможных высот, то одна монохроматическая точка будет фокусироваться с образованием изображения. За счет конфокальной конфигурации системы, только сфокусированная длина волны будет проходить через пространственный фильтр с высокой эффективностью, в то время как все другие длины волн будут находиться вне фокуса. Спектральный анализ проводили с использованием дифракционной решетки. В данной методике каждая длина волны отклоняется в различном положении, пересекая линию CCD, которая в свою очередь указывает на положение максимума интенсивности и обеспечивает прямое соответствие положению высоты Z.
В отличие от помех, вызванных контактом зонда или манипулятивной интерферометрической технологией, технология осевой хроматической аберрации белого свет измеряет высоту непосредственно по детектированию волны, которая падает на поверхность образца в фокусе. Это является прямым измерением без математической обработки с использованием программного обеспечения. Данный метод измерения использовали на ряде частей лакомства по настоящему изобретению для определения шероховатости поверхности лакомства.
Результаты и выводы:
|
Пример 7
В данном примере описано, как определяли коэффициент трения.
Материалы и методы:
Получение образца: концы лакомства срезали с использованием стандартного шерфовального ножа, обнажив площадь поперечного сечения контрольных и испытуемых лакомств. Длина составляла 2-3 см.
Оборудование: Nanovea TRB
Настройки:
Нагрузка = 15 Н
Продолжительность испытания = 20 мин
Скорость вращения = 100 об/мин
Длина = 5,5 мм
Обороты = 2000
Диаметр шарика = 6 мм
Материал шарика = сталь
Материал субстрата = образец
Условия окружающей среды:
Смазочный агент = N/A
Атмосфера = воздух
Температура = 24°C
Влажность = 40%
Метод и принцип измерения:
Сначала нивелировали основание инструмента в горизонтальном положении завинчиванием или отвинчиванием регулируемых резиновых ножек на каждом углу. Держатель шарика, содержащий шарик диаметром 3 или 6 мм, закрепляли плечом нагрузки и располагали на высоте, которая позволяет нивелировать горизонтально плечо трибометра при установлении образца для вертикально приложенной нормальной нагрузки. Затем плечо уравновешивали противовесом для подтверждения отсутствия в исходном положении прикладываемой плечом и держателем шарика силы к поверхности образца. Наконец, грузики, соответствующие нагрузке, необходимой для испытательного плеча, точно устанавливали на плечо над держателем шарика. Затем с использованием программного обеспечения начинали испытание, и испытание проводили с установленной скоростью в течение установленного периода времени, и сила трения регистрировалась постоянно.
Результаты и выводы:
Пример 8
В данном примере описано, как определяли твердость.
Материалы и методы:
Получение образцов: концы лакомства срезали с использованием стандартного шерфовального ножа, обнажив площадь поперечного сечения контрольных и испытуемых лакомств. Длина составляла 2-3 см.
Оборудование: Nanovea Nano Module
|
Метод и принцип измерения:
Испытание с использованием механического нанотвердомера Nano основано на стандартах по измерительному индентированию: ASTM E2546 и ISO 14577. Для испытания используется уже принятый метод, в котором наконечник индентора с известной геометрической формой вдавливается в определенном месте материала приложением возрастающей нормальной нагрузки. При достижении предварительно установленного максимального значения нормальную нагрузку снижают до тех пор, пока не происходит полная релаксация. Нагрузка прикладывается пьезоэлектрическим актюатором, и нагрузка измеряется в контролируемой петле с использованием высокочувствительного датчика нагрузки. Во время эксперимента положение индентора относительно поверхности образца точно контролируется высокоточным емкостным датчиком. Полученные кривые нагрузки/деформации предоставляют данные, специфические для механических свойств испытуемого материала. Принятые модели использовали для расчета количественной характеристики твердости и значения модуля для таких данных. Данный метод проводили на ряде образцов лакомства для определения твердости лакомства по настоящему изобретению.
Результаты и выводы:
|
Пример 9
В данном примере описано, как определяли прочность на разрыв.
Получение образца: основной материал подвергали литьевому формованию в форму растянутого арматурного стержня.
Метод и принцип измерения:
Метод испытания проводили согласно стандартам ASTM D638, ISO 527.
Образец помещали в зажимы испытательной установки, которые разрывали образец на части со скоростью 1 мм/сек. Измеряли силу, необходимую для разрыва образца на части, и степень растяжения образца. Данные значения вместе с площадью поперечного сечения образца в области датчика использовали для расчета показателей прочности на разрыв. Данную процедуру повторяли несколько раз для определения общей прочности на разрыв лакомства по настоящему изобретению.
Результаты и выводы:
|
Такие данные показаны на Фиг.7.
|
Приведенные в таблице данные показаны на Фиг.8.
Пример 10
В данном примере описано, как определяли размер и распределение ячеек.
Получение образца: основной материал подвергали литьевому формованию в виде лакомства и подвергали анализу.
Оборудование: система NSI Imagix microCT
Настройка параметров
Размер ячейки небольшой
Напряжение 50,0 кВ
Сила тока 200 мкА
Число проекций 2160
Средние рамки 1
Кадр/с 1
Инструмент калибровки малый (0,762 мм)
Коррекция оси твердости 0
Режим шаг
Метод и принцип измерения:
Все образцы имели изображение в размере вокселя 18,2 мкм. Это означает, что имела место аэрация только выше значения 18,2 мкм и точно разбивается системой на сегменты. Испытывали целые образцы, но для каждого образца получали изображения, соответствующие только части ручки зубной щетки размером около 2,5-3 см.
Использовали рентгеновскую томографию, которая позволяет визуализировать внутренние структуры, которые имеют различную плотность, без разрезания или изменения образца. Более темная (более черная) область имеет более низкую рентгеновскую плотность материала в этой области. Чем белее выглядит область, тем выше рентгеновская плотность материала в этой области.
Аэрация в образцах продукта «Dog Care» выглядит черной. В этих условиях материал «Dog matrix» проявляется серым. Неизвестные яркие белые пятна, наблюдаемые во всех трех образцах, находятся выше плотности или атомного номера, чем материал «Dog matrix». Некоторыми типичными материалами с высокой плотностью являются костная мука, соль, карбонат кальция и бикарбонат натрия.
Аэрацию определяли переносом Y срезов, полученных рентгеновской томографией, в программное обеспечение Amira. Срезы реконструировали в трехмерной структуре. Пузырьки воздуха сегментировали и определяли их процент от общего объема.
Результаты и выводы:
|
Такие данные показаны на Фиг.6.
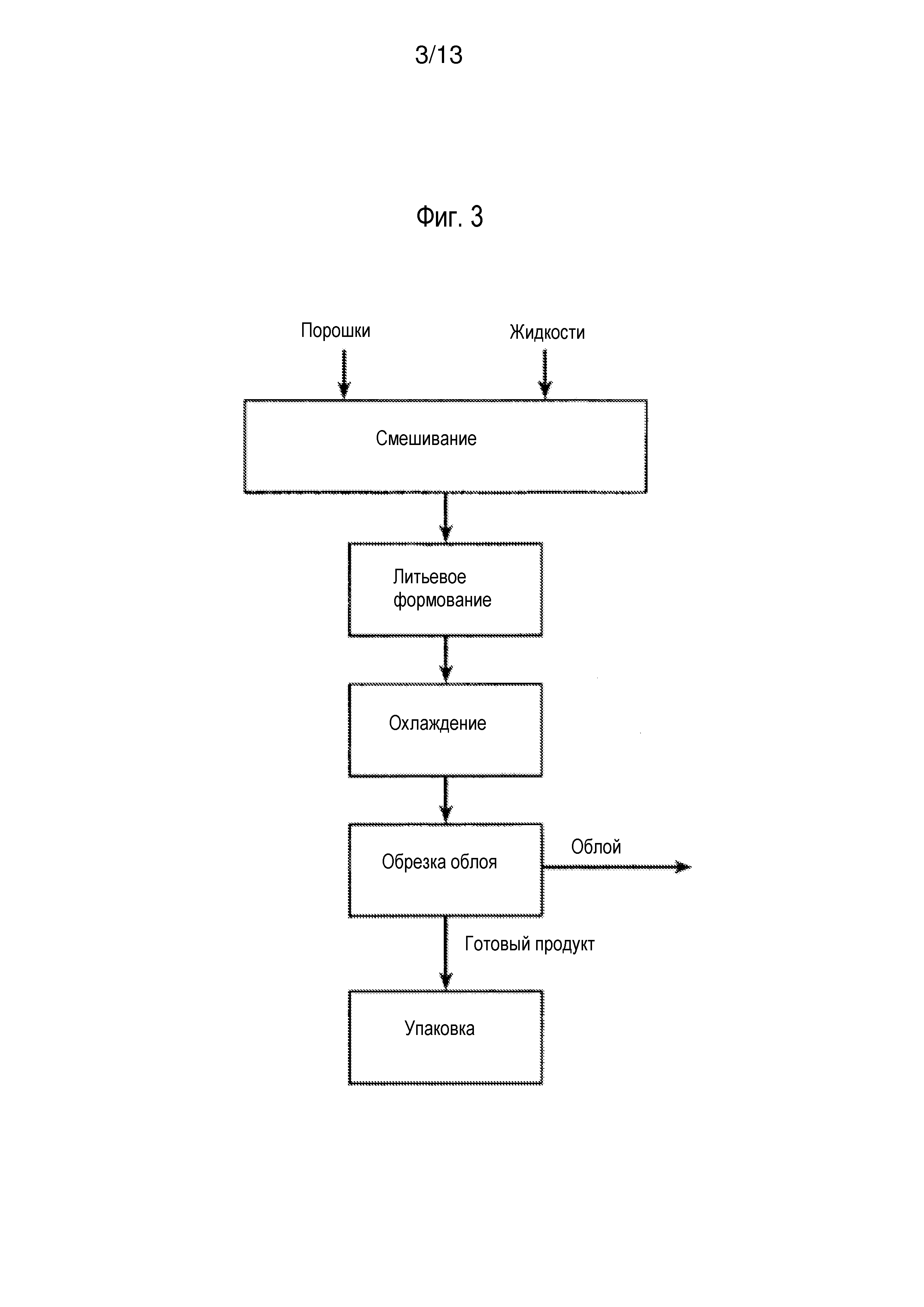
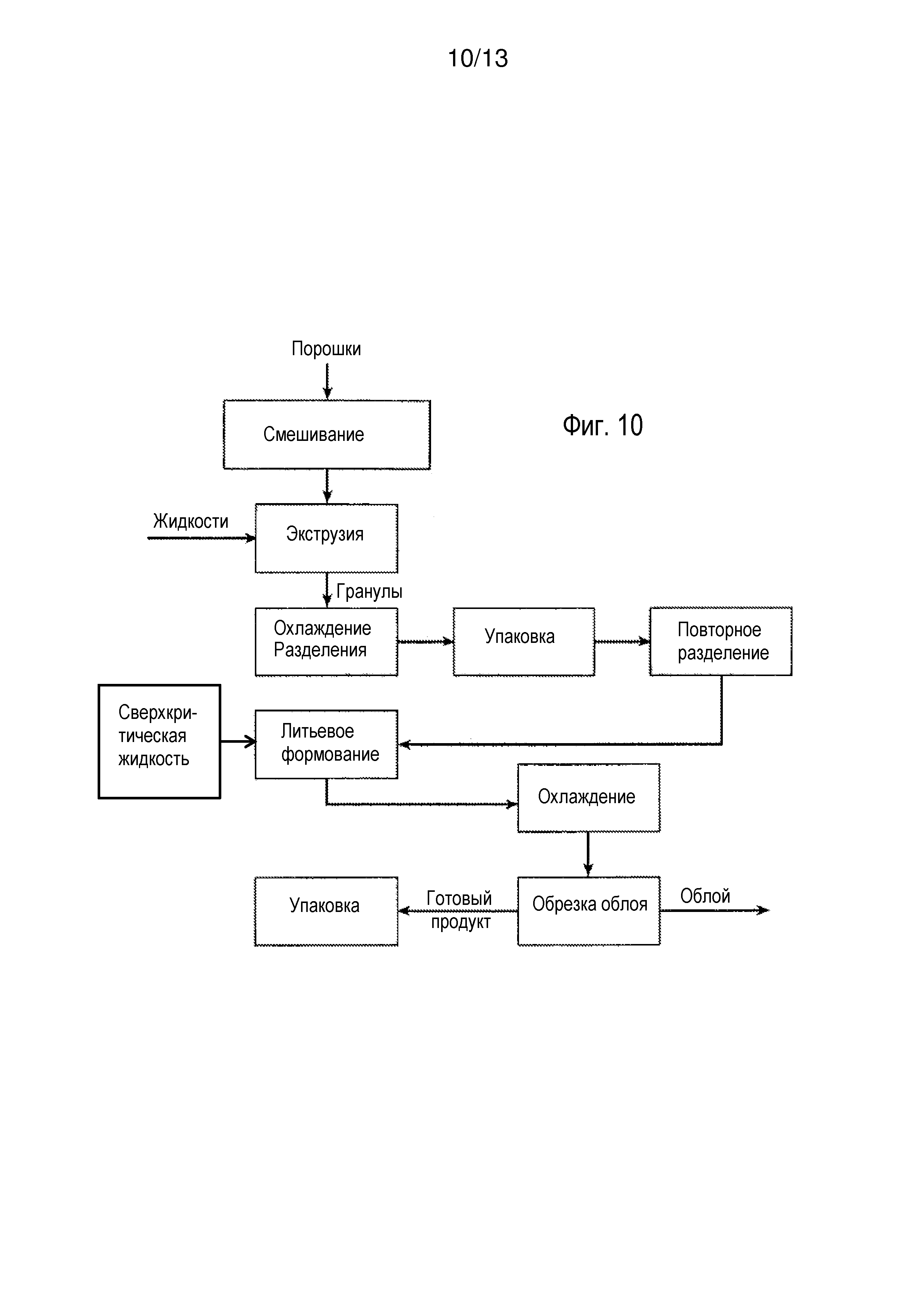
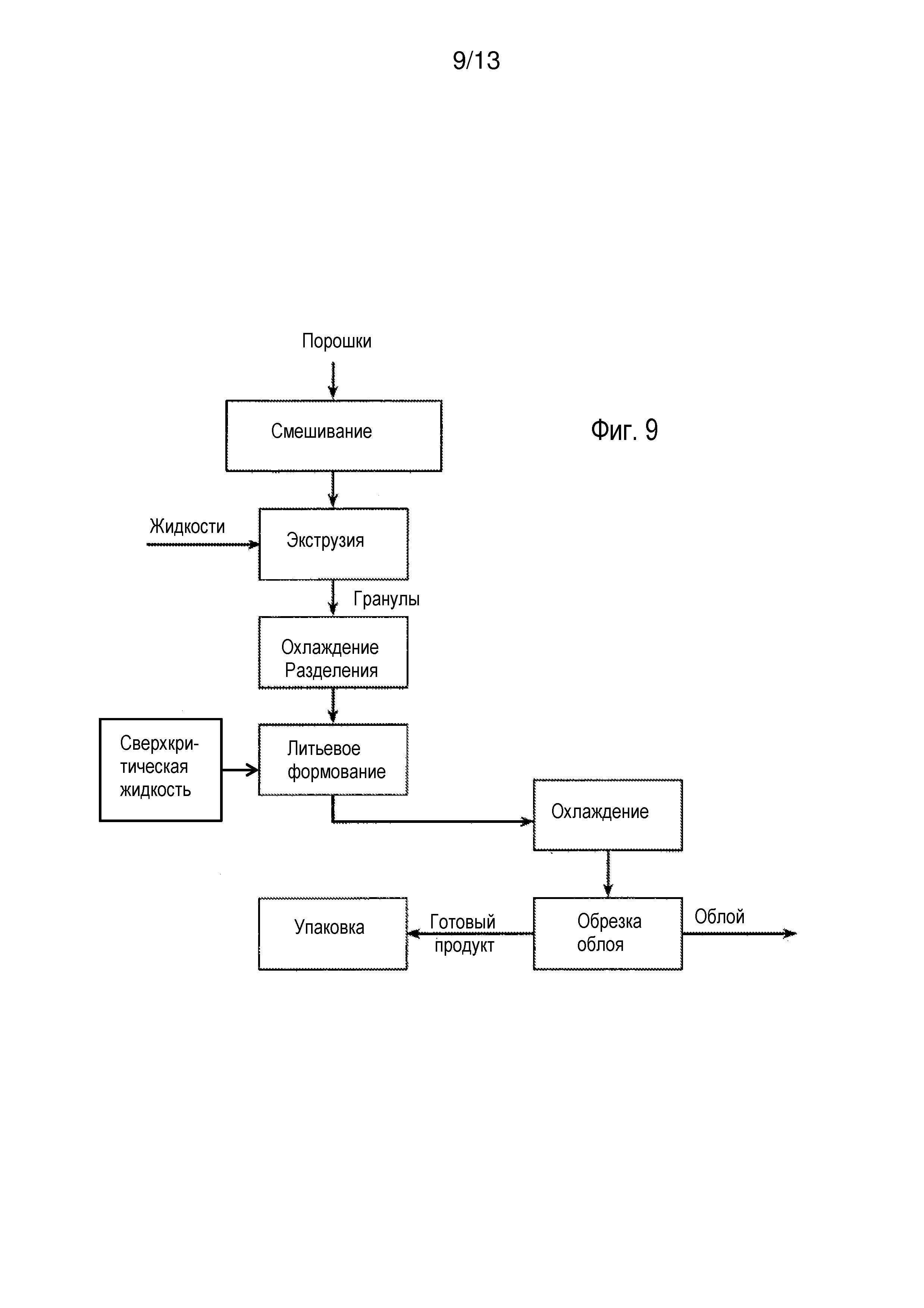
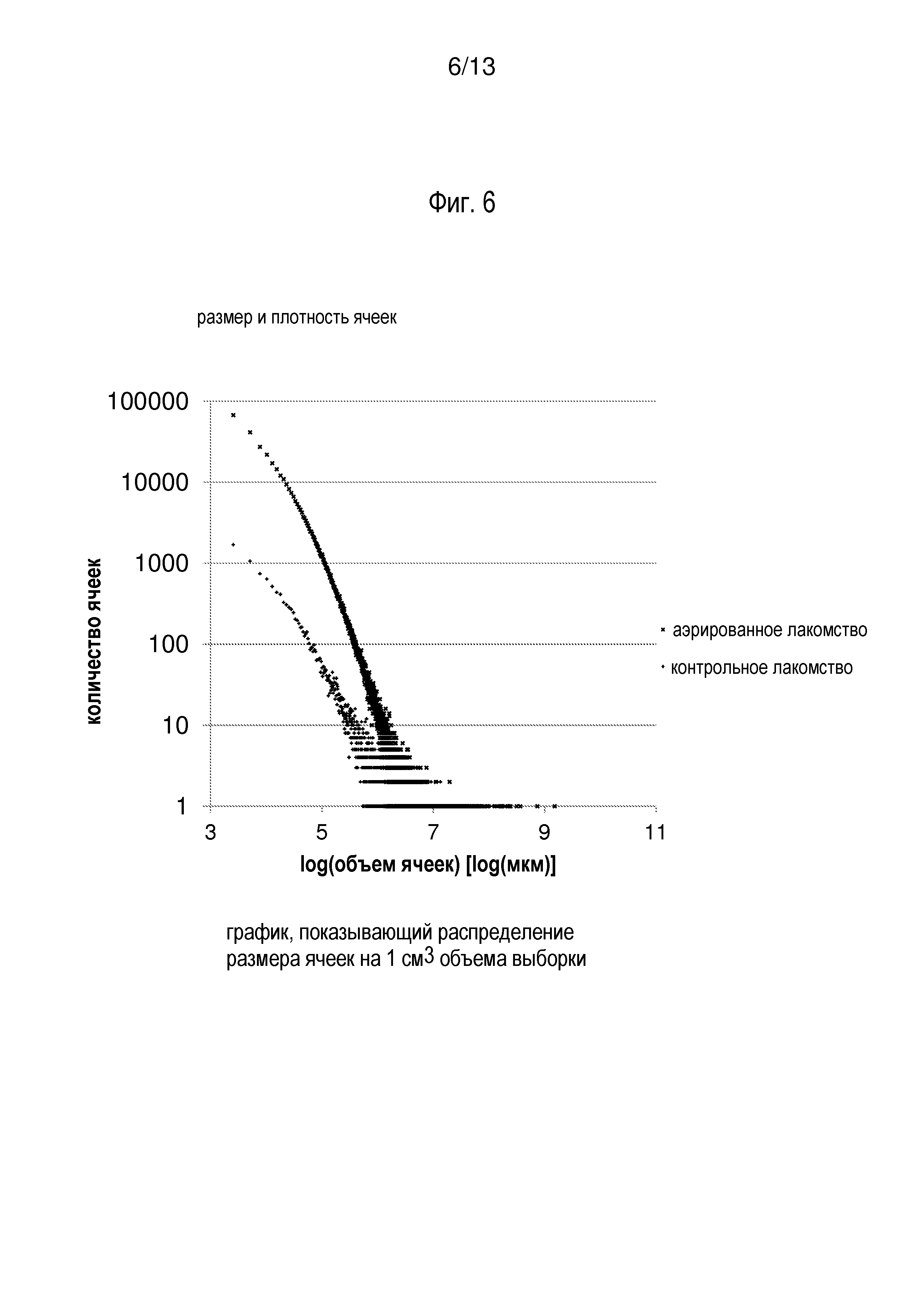
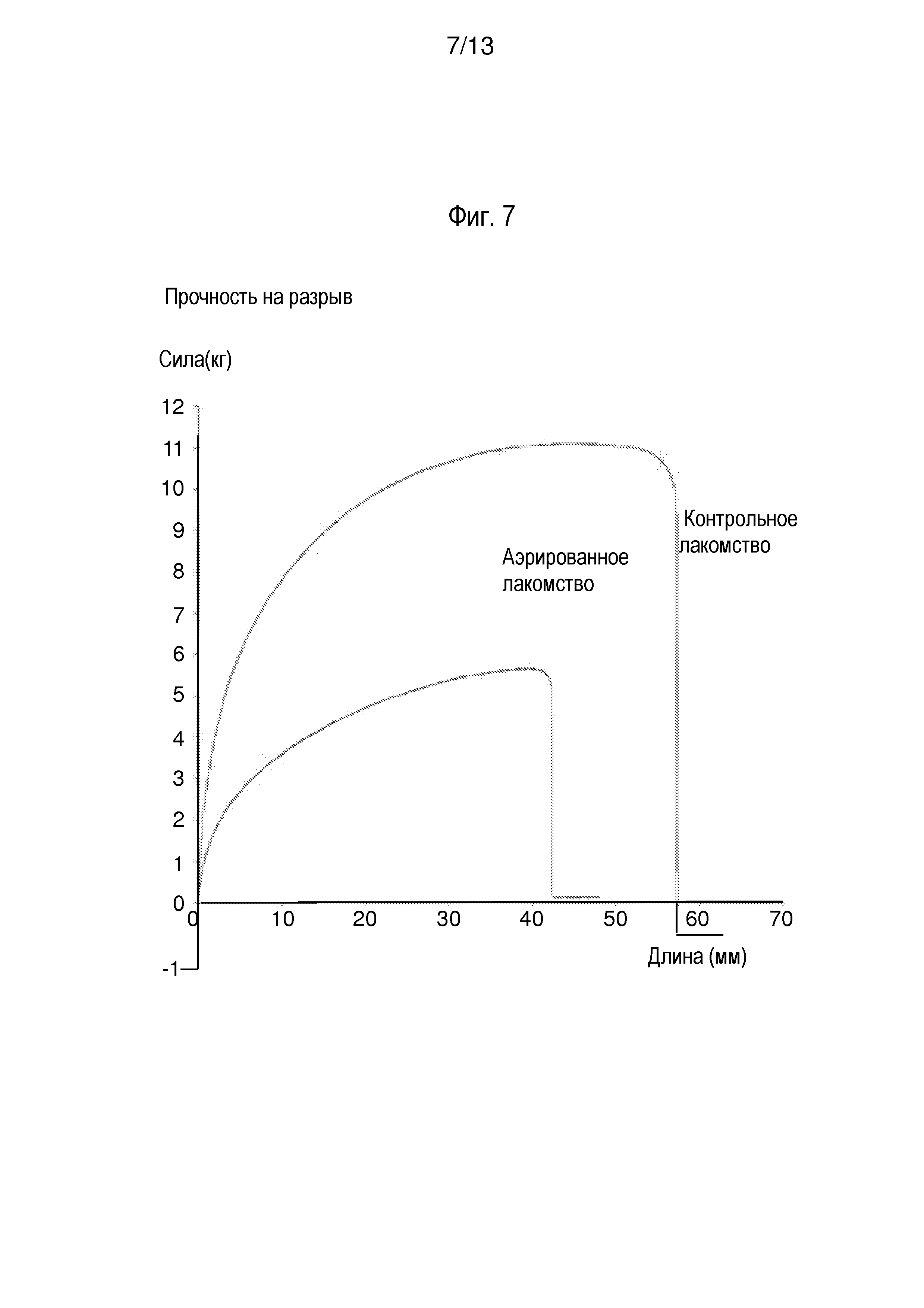
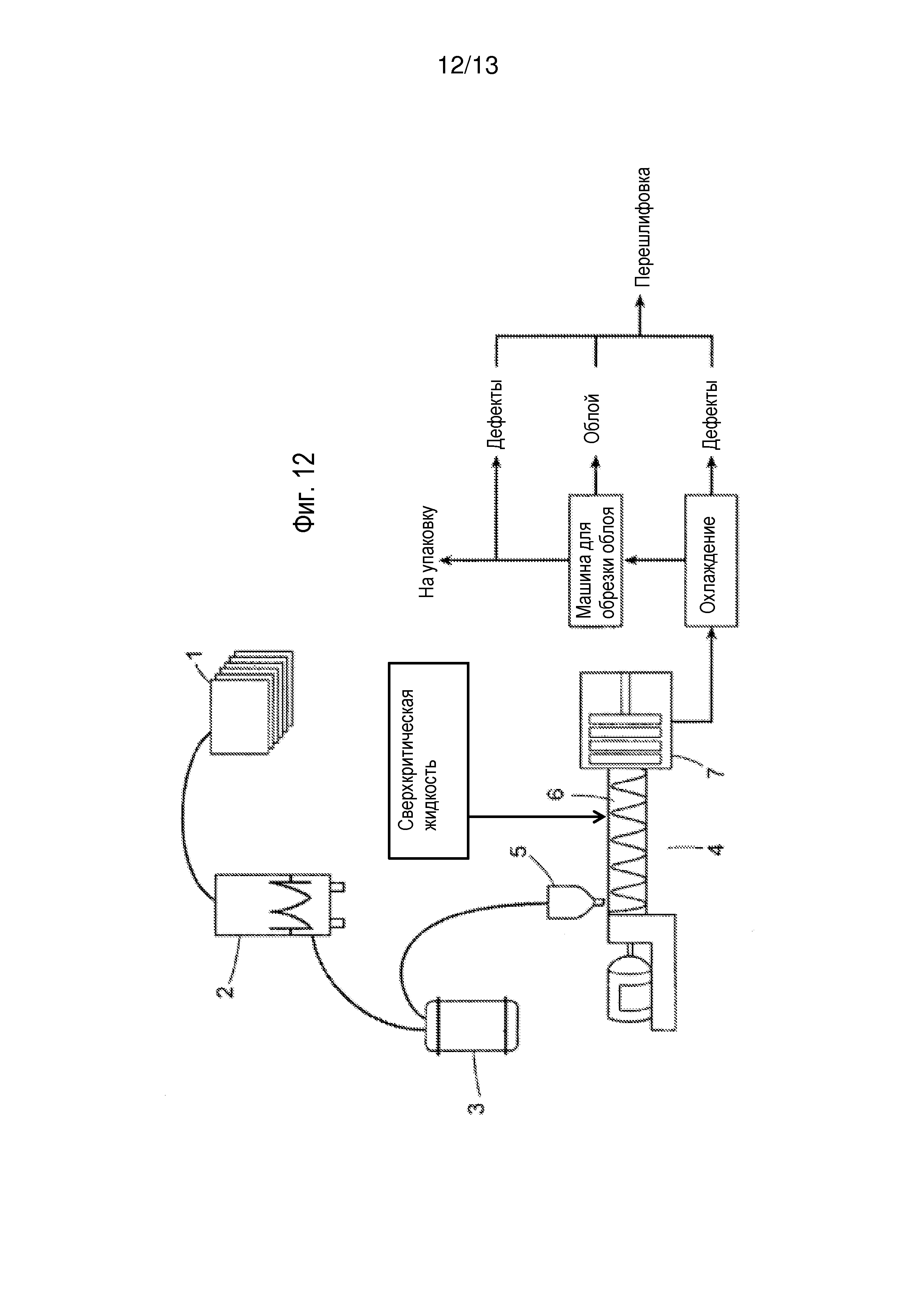
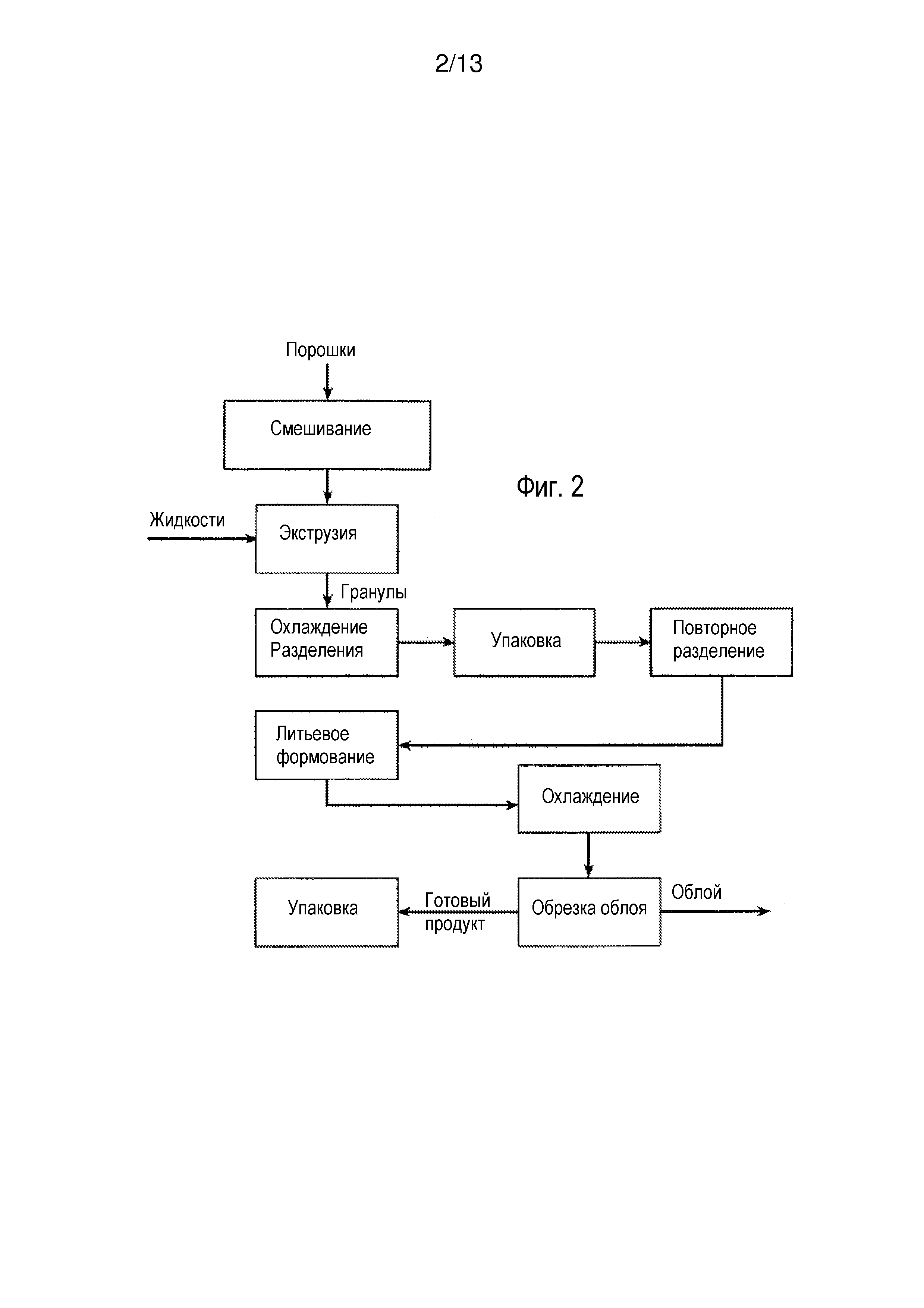
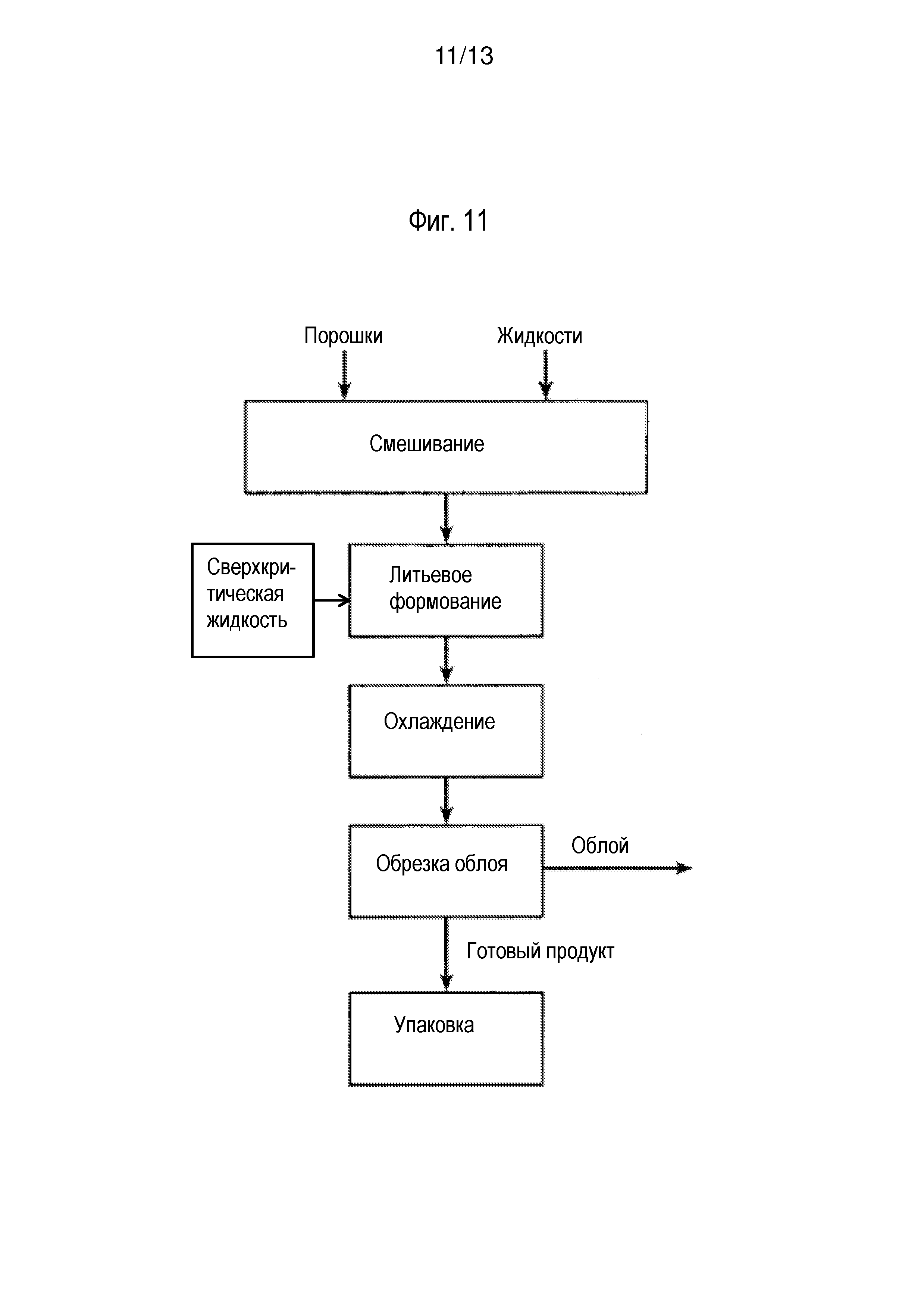
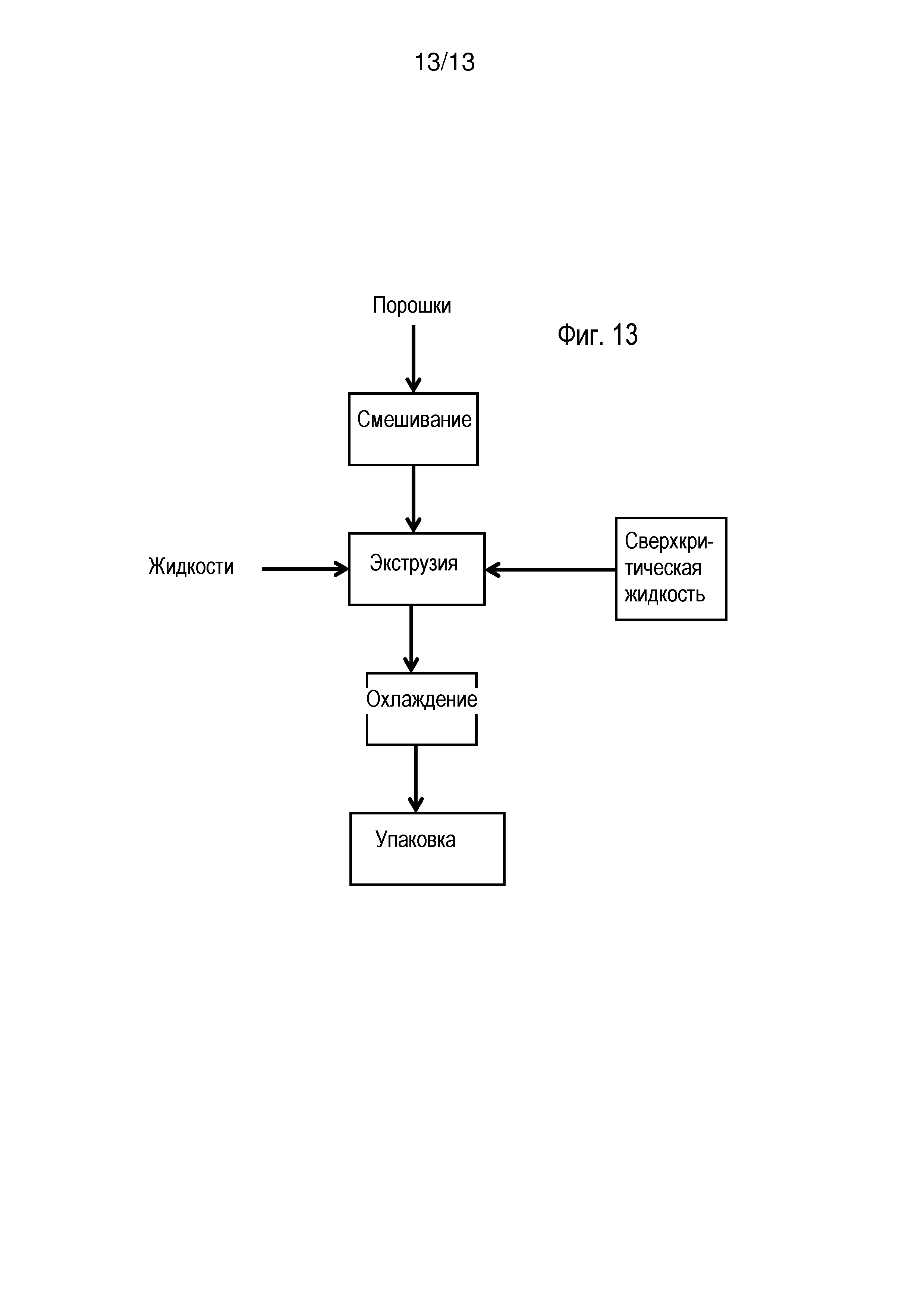
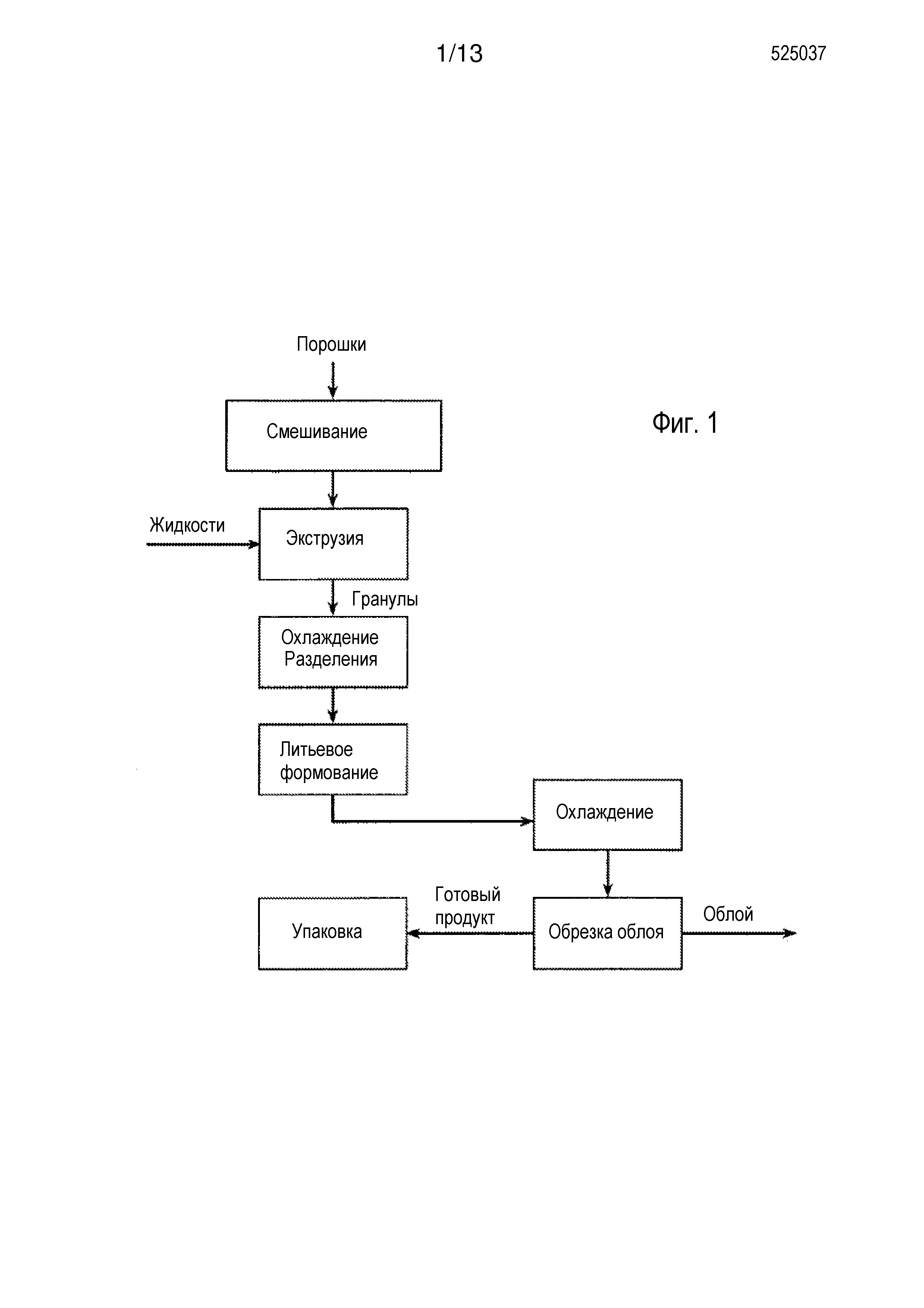
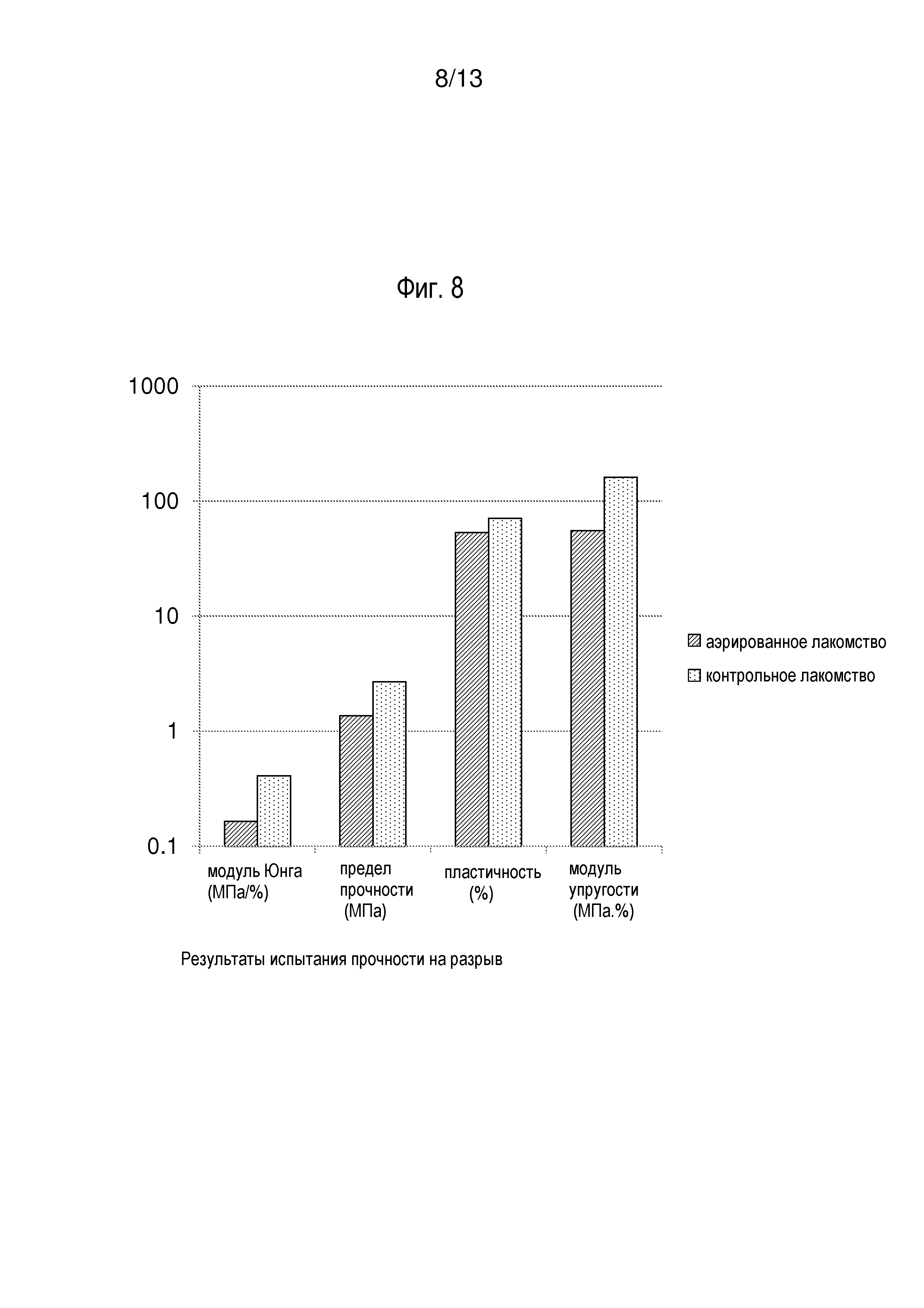
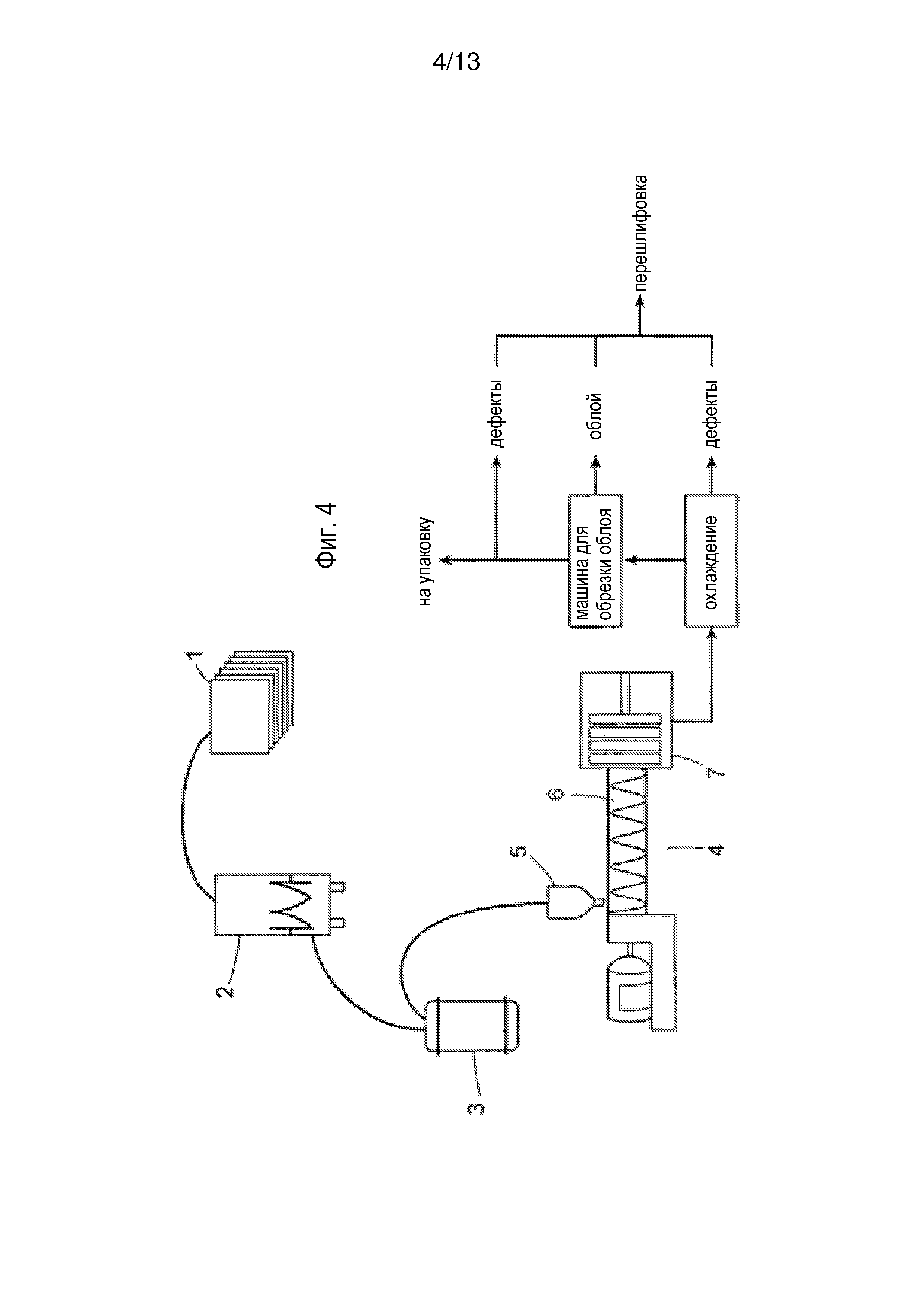
Органолептически улучшенный белый шоколад
Упакованные пищевые продукты
Способ и спиральное устройство для контакта газа с твердым веществом
Пищевые продукты с высоким содержанием полифенолов какао, улучшенным вкусом и ароматом и измельченными экстрактами какао
Однопорционный корм для кошек и способы его получения
Экструдер
Обогащенные волокном, покрытые белком зерновые продукты
Способы и композиции для улучшения когнитивной функции
Устройство и способ перемещения и маркировки
Шоколадные композиции, содержащие этилцеллюлозу

