Результат интеллектуальной деятельности: ОХЛАЖДАЮЩЕЕ УСТРОЙСТВО С ОХЛАЖДАЮЩИМ ДЕЙСТВИЕМ, ЗАВИСЯЩИМ ОТ ШИРИНЫ
Вид РИД
Изобретение
Изобретение касается охлаждающего устройства для плоского проката,
- при этом плоский прокат проходит через охлаждающее устройство в направлении транспортировки на высоте линии прокатки,
- при этом участок охлаждения имеет некоторое количество форсуночных коллекторов, которые распространяются поперек направления транспортировки,
- при этом каждый форсуночный коллектор, если смотреть поперек направления транспортировки, имеет две наружные области и расположенную между этими двумя наружными областями среднюю область,
- при этом на плоский прокат посредством выпускных отверстий, расположенных в средней области, может подаваться средний количественный расход жидкой охлаждающей среды, который, если смотреть поперек направления транспортировки, в середине является максимальными и уменьшается в направлении края,
- при этом на плоский прокат посредством выпускных отверстий, расположенных в наружных областях, может подаваться соответствующих наружный количественный расход жидкой охлаждающей среды, который, если смотреть поперек направления транспортировки, на соответствующем крае является максимальными и уменьшается в направлении середины, так что эти наружные количественные расходы определяют каждый наружный треугольник, у которого по одной стороне проходит параллельно и поперек направления транспортировки.
Настоящее изобретение касается также прокатного стана для прокатки плоского проката,
- при этом прокатный стан имеет по меньшей мере одну черновую клеть и некоторое количество расположенных после черновой клети чистовых клетей,
- при этом такого рода охлаждающее устройство расположено непосредственно перед черновой клетью или между черновой клетью и расположенной непосредственно после нее чистовой клетью.
Такого рода охлаждающее устройство известно, например, под названием Mulpic. У этого охлаждающего устройства в среднюю область, с одной стороны, и в обе наружные области, с другой стороны, в каждую через собственное, индивидуально настраиваемое клапанное устройство может запитываться жидкая охлаждающая среда. Среднее количественный расход определяет симметричную трапецию, параллельные стороны которой проходят поперек направления транспортировки. Трапеция и два наружных треугольника дополняют друг друга, образуя прямоугольник. Настройка осуществляется таким образом, что количество охлаждающего средства, наносимое на плоский прокат через две наружные области, и количество охлаждающего средства, наносимое на плоский прокат через среднюю область, согласованы друг с другом таким образом, что температура кромочных областей плоского проката адаптируется к температуре средней области плоского проката.
В некоторых случаях плоский прокат, если смотреть по ширине этого плоского проката, может иметь температурный клин, т.е. что плоский прокат на одной стороне теплее, чем на другой стороне. В такого рода случае было бы предпочтительно, иметь возможность более сильного охлаждения одной стороны плоского проката, чем другой стороны. Для этого описанный выше метод не подходит.
Задача настоящего изобретения заключается в том, чтобы создать возможности устранения такого рода температурного клина.
Задача решается с помощью охлаждающего устройства с признаками п.1 формулы изобретения. Предпочтительные варианты осуществления предлагаемого изобретением охлаждающего устройства являются предметом зависимых пунктов 2-10 формулы изобретения.
В соответствии с изобретением охлаждающее устройство вышеназванного рода выполняется таким образом,
- что в указанные области в каждую через собственное, индивидуально настраиваемое клапанное устройство может запитываться жидкая охлаждающая среда,
- что средний количественный расход определяет средний треугольник, у которого одна сторона проходит поперек направления транспортировки, а две другие стороны имеют равную длину, и
- что средний треугольник и два наружных треугольника дополняют друг друга, образуя прямоугольник.
Тем самым при максимально возможных количествах охлаждающего средства, может оказываться противодействие температурному клину по всей ширине плоского проката. Тем не менее, сохраняется также возможность, путем соответствующей, однако, в противоположность уровню техники, индивидуальной, настройки более слабого охлаждения двух наружных областей двух кромок плоского проката, чем средней области плоского проката. Можно даже, при более слабом охлаждении обеих кромок плоского проката, чем средней области, также охлаждать эти две кромки с различной силой.
В одном из особенно простых вариантов осуществления охлаждающего устройства клапанные устройства включаются бинарно, то есть в определенный момент времени либо полностью открыты, либо полностью закрыты. В простейшем случае не существует никакой дальнейшей возможности влияния на количество жидкости, выпускаемое через соответствующую область. Однако предпочтительно количество жидкой охлаждающей среды, запитываемой в эти области, может регулироваться путем адаптации рабочего давления, генерируемого посредством каждого насоса, и/или путем адаптации нагнетаемого количества, обеспечиваемого посредством каждого насоса. Кроме того, клапанные устройства могут быть выполнены в виде сервоклапанов или в виде пропорциональных клапанов. В этом случае жидкое охлаждающее средство перед клапанными устройствами может находиться под постоянным давлением, например, потому что предыдущие насосы создают постоянное давление, или потому что снабжение осуществляется из напорного резервуара.
В минимальной конфигурации предлагаемого изобретением охлаждающего устройства имеется только один единственный форсуночный коллектор. В этом случае этот форсуночный коллектор, как правило, расположен над линией прокатки. В отдельных случаях форсуночный коллектор может быть альтернативно расположен под линией прокатки. Однако часто имеется больше одного форсуночного коллектора. Количество форсуночных коллекторов составляет, таким образом, по меньшей мере два. В этом случае предпочтительно по меньшей мере по одному форсуночному коллектору расположено над и под линией прокатки. Благодаря этому плоский прокат может равным образом охлаждаться с двух сторон.
Независимо от количества форсуночных коллекторов, по меньшей мере один из форсуночных коллекторов может быть установлен на стационарной относительно линии прокатки крепежной раме. В этом случае для этого форсуночного коллектора может быть предусмотрено перестановочное устройство, посредством которого может регулироваться расстояние от этого форсуночного коллектора до линии прокатки. Этот вариант осуществления, в частности, может применяться для того, чтобы увеличить до максимума расстояние до линии прокатки, когда на форсуночном коллекторе и/или, например, на определяющем линию прокатки рольганге должны производиться работы по техническому обслуживанию. Диапазон регулирования, в котором может изменяться расстояние, может быть определен по потребности. Предпочтительно он составляет по меньшей мере 20 см, например по меньшей мере 30 см, в частности по меньшей мере 50 см. Возможны также еще б́ольшие значения.
Также существует возможность посредством перестановочного устройства поворачивать форсуночный коллектор, который установлен на стационарной относительно линии прокатки крепежной раме, на некоторый угол поворота вокруг оси поворота.
Оба приема, то есть перестановка расстояния и поворот, могут также комбинироваться друг с другом на одном и том же форсуночном коллекторе. В этом случае соответствующий форсуночный коллектор установлен на промежуточной раме, которая, со своей стороны, установлена на стационарной относительно линии прокатки крепежной раме. Для этого у форсуночного коллектора и промежуточной рамы предусмотрено по перестановочному устройству. Возможно, чтобы посредством предусмотренного для форсуночного коллектора перестановочного устройства могло регулироваться расстояние от форсуночного коллектора до промежуточной рамы. В этом случае промежуточная рама посредством перестановочного устройства, предусмотренного для промежуточной рамы, может поворачиваться на данный угол поворота вокруг оси поворота. Альтернативно может применяться обратный метод. В этом случае форсуночный коллектор может поворачиваться на данный угол поворота вокруг оси поворота посредством перестановочного устройства, предусмотренного для форсуночного коллектора. Посредством перестановочного устройства, предусмотренного для промежуточной рамы, в этом случае может регулироваться расстояние от промежуточной рамы до крепежной рамы.
В случае если поворот возможен, ось поворота, как правило, если смотреть поперек направления транспортировки, расположена на крае этого форсуночного коллектора и проходит параллельно направлению транспортировки. Угол поворота может быть определен по потребности. Предпочтительно он составляет по меньшей мере 20°. Например, угол поворота может составлять по меньшей мере 30°, по меньшей мере 45° или по меньшей мере 60°. Возможны также еще б́ольшие углы поворота, даже до 90° и больше.
Задача решается, кроме того, с помощью прокатного стана для прокатки плоского проката с признаками п. 11 формулы изобретения. В соответствии с изобретением прокатный стан вышеназванного рода выполняется таким образом, что охлаждающее устройство выполнено в соответствии с изобретением.
Описанные выше свойства, признаки и преимущества этого изобретения, а также способ их достижения становятся яснее и отчетливее понятны в связи с последующим описанием примеров осуществления, которые поясняются подробнее в связи с последующим описанием примеров осуществления, которые поясняются подробнее с помощью чертежей. При этом в схематичном изображении показано:
фиг. 1: охлаждающее устройство сбоку;
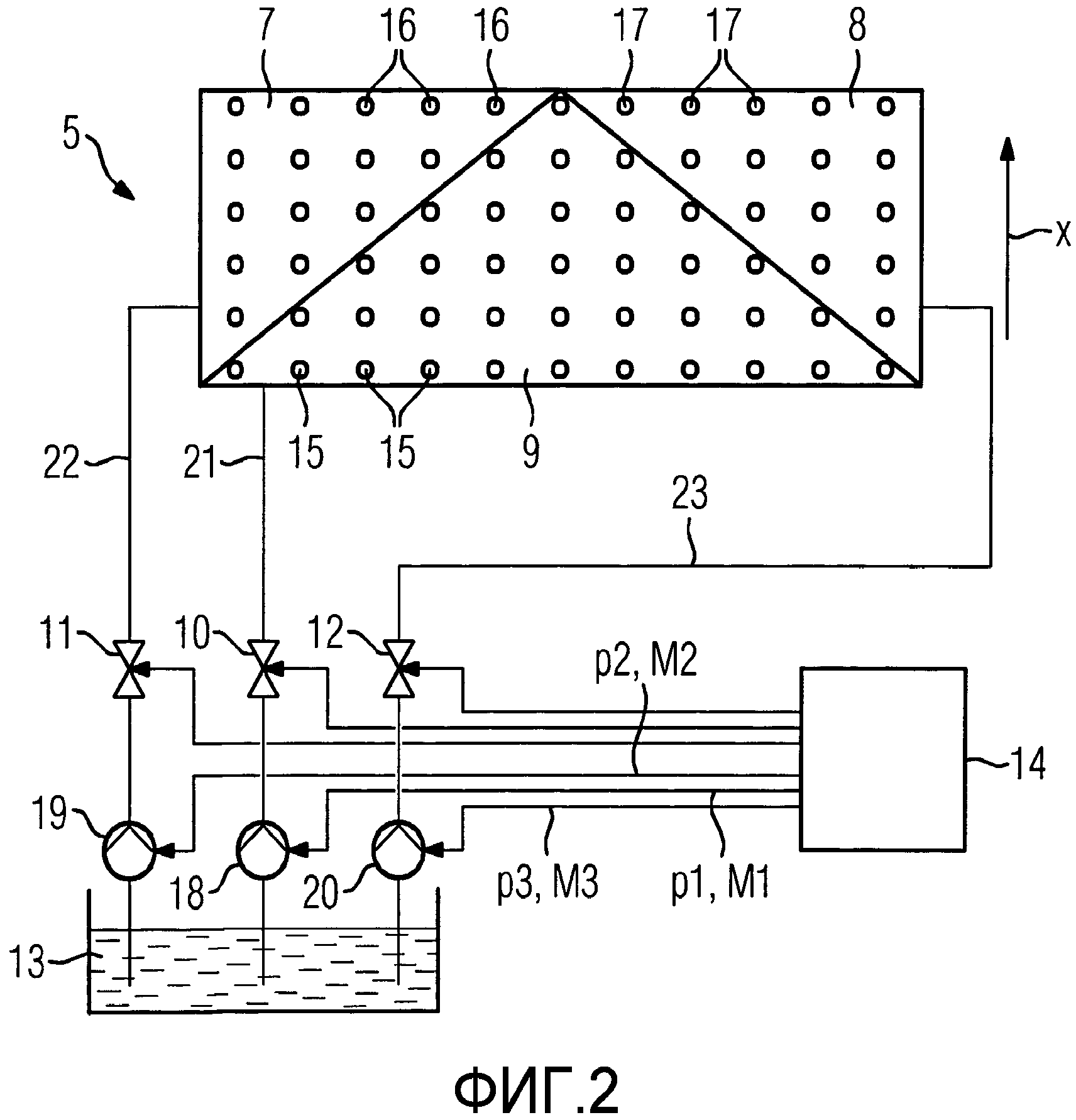
фиг. 2: охлаждающее устройство, если смотреть от линии прокатки;
фиг. 3: максимальные количественные расходы охлаждающего средства;
фиг. 4-7: в качестве примера возможные результирующие количественные расходы охлаждающего средства;
фиг. 8 и 9: возможности перестановки форсуночного коллектора;
фиг. 10: прокатный стан.
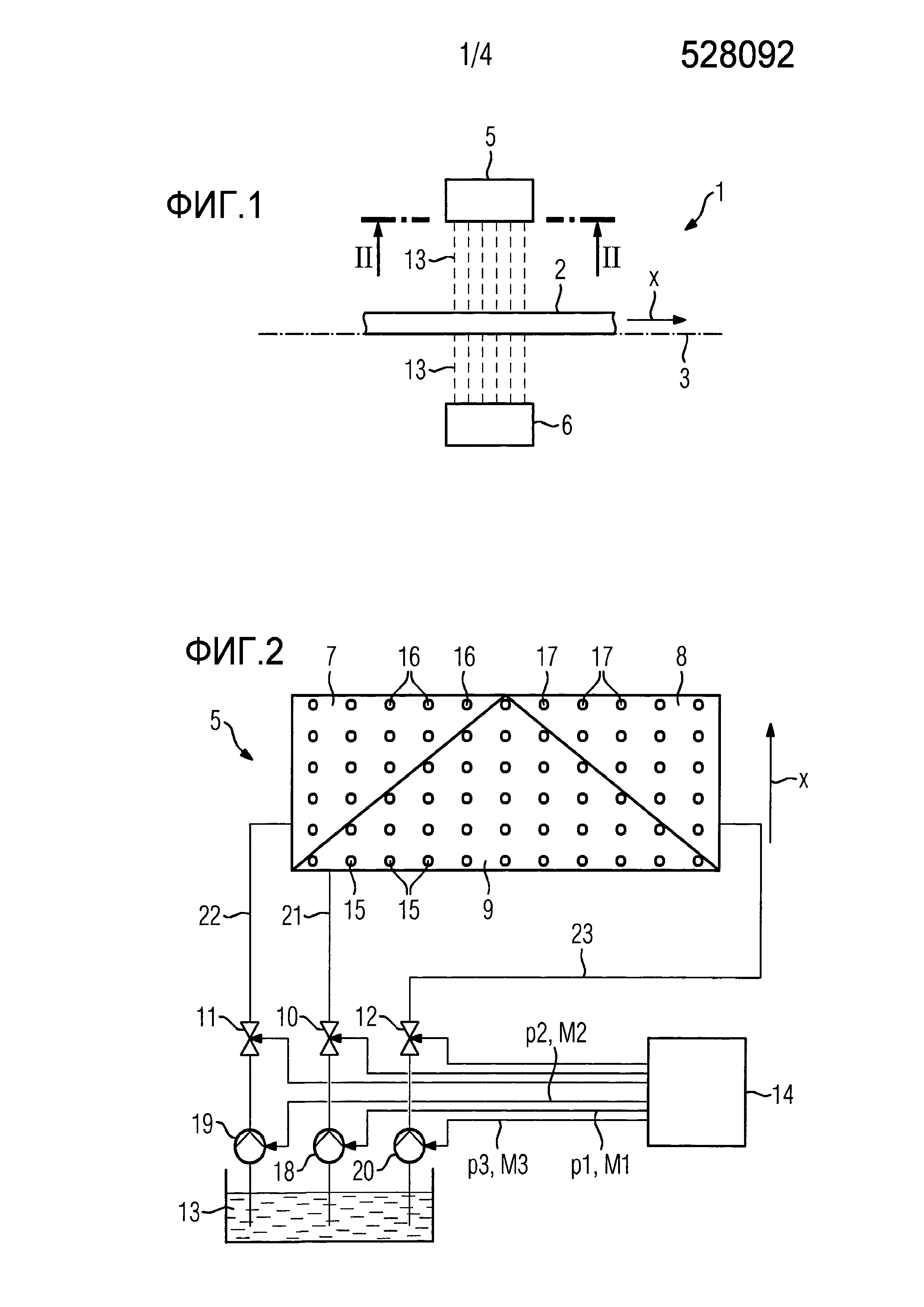
В соответствии с фиг. 1 через снабженное в целом ссылочным обозначением 1 охлаждающее устройство для плоского проката 2 проходит плоский прокат 2 на высоте линии 3 прокатки в направлении x транспортировки. Линия 3 прокатки может быть определена, например, расположением предыдущего устройства и/или последующего устройства. Предыдущее устройство может, например, представлять собой разливочное оборудование, печь или прокатную клеть. Последующее устройство может представлять собой, например, прокатную клеть, рольганг или участок охлаждения. Возможны также другие варианты осуществления.
Охлаждающее устройство 1 имеет некоторое количество форсуночных коллекторов 5, 6. Возможно, чтобы имелся только один единственный форсуночный коллектор 5, 6. Однако, как правило, имеется несколько форсуночных коллекторов 5, 6, то есть по меньшей мере два форсуночных коллектора 5, 6. В этом случае соответственно изображению фиг. 1 предпочтительно по меньшей мере по одному форсуночному коллектору 5, 6 расположено над и под линией 3 прокатки. Форсуночный коллектор 5, расположенный над линией 3 прокатки, ниже коротко называется верхним форсуночным коллектором 5, форсуночный коллектор 6, расположенный под линией 3 прокатки, - нижним форсуночным коллектором 6.
Ниже с помощью фиг. 2-9 поясняются подробнее возможные варианты осуществления верхнего форсуночного коллектора 5. Однако такие же варианты осуществления, альтернативно или дополнительно, реализованы или, соответственно, реализуемы также для нижнего форсуночного коллектора 6.
Верхние форсуночный коллектор 5 распространяется, см. фиг. 2, поперек направления x транспортировки. Он имеет, если смотреть поперек направления x транспортировки, две наружные области 7, 8. Верхний форсуночный коллектор 5 имеет также среднюю область 9. Средняя область 9, если смотреть поперек направления x транспортировки, расположена между двумя наружными областями 7, 8. В обе наружные области 7, 8 и среднюю область 9 в каждую через собственное клапанное устройство 10, 11, 12 может запитываться жидкая охлаждающая среда 13. Клапанные устройства 10, 11, 12 обладают возможностью индивидуальной настройки с помощью устройства 14 управления. То есть настройка каждого из клапанных устройств 10, 11, 12, независима от настройки каждых двух других клапанных устройств 11, 12 или, соответственно, 10, 12 или, соответственно, 10, 11.
На плоский прокат 2 посредством выпускных отверстий 15, которые расположены в средней области 9, может подаваться количественный расход V1 жидкой охлаждающей среды 13. Аналогичным образом на плоский прокат 2 посредством выпускных отверстий 16, 17, которые расположены в двух наружных областях 7, 8, может подаваться соответствующий количественный расход V2, V3 жидкой охлаждающей среды 13. Ниже для терминологического различия количественные расходы V1, V2, V3 называются средним количественным расходом V1, левым наружным количественным расходом V2 и правым наружным количественным расходом V3. Термин «количественный расход» в контексте настоящего изобретения относится не к временн́ому расходу, а к локальному расходу. Это будет видно подробнее при последующих пояснениях к фиг. 3 и фиг. 4-7.
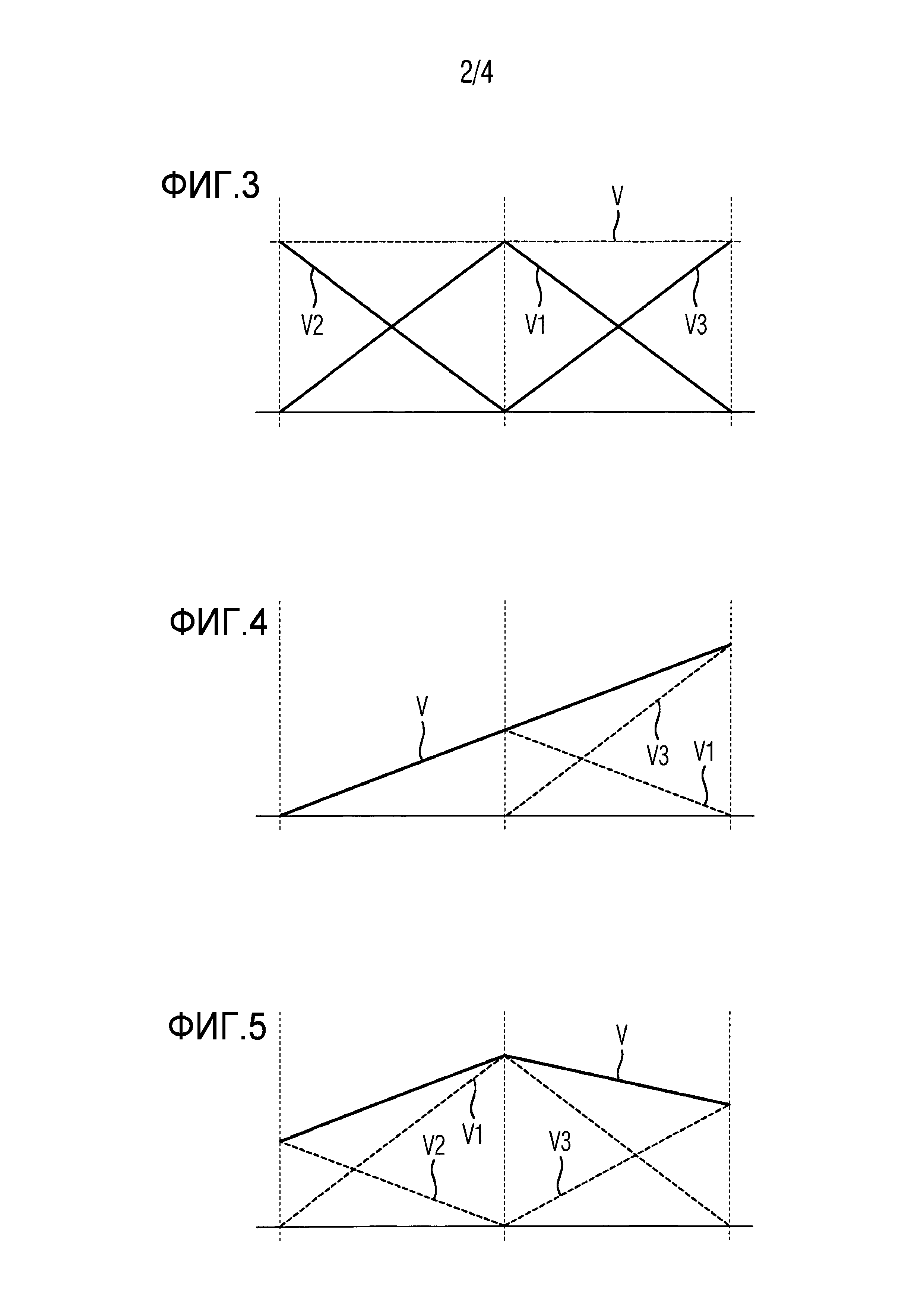
Когда предусмотренное для средней области 9 клапанное устройство 10 полностью открывается, на плоский прокат 2 подается средний количественный расход V1. Средний количественный расход V1 в соответствии с фиг. 3, если смотреть поперек направления x транспортировки, в середине является максимальным. В направлении края средний количественный расход V1 уменьшается. Уменьшение происходит линейно в направлении обоих краев. Таким образом, средний количественный расход V1 определяет средний треугольник. Одна сторона среднего треугольника проходит поперек направления x транспортировки. Две другие стороны среднего треугольника имеют равную длину. Средний треугольник представляет собой, таким образом, равнобедренный треугольник.
Когда клапанное устройство 11, предусмотренное для левой наружной области 11, полностью открывается, на плоский прокат 2 подается левый наружный количественный расход V2. Левый наружный количественный расход V2 в соответствии с фиг. 3, если смотреть поперек направления x транспортировки, на левом крае является максимальным. В направлении середины левый наружный количественный расход V2 уменьшается. Уменьшение происходит линейно в направлении середины. Таким образом, левый наружный количественный расход V2 определяет левый наружный треугольник. Одна сторона левого наружного треугольника проходит параллельно направлению x транспортировки. Другая сторона левого наружного треугольника проходит поперек направления x транспортировки. Левый наружный треугольник представляет собой, таким образом, прямоугольный треугольник.
Когда клапанное устройство 12, предусмотренное для правой наружной области 8, полностью открывается, на плоский прокат 2 подается правый наружный количественный расход V3. Правый наружный количественный расход V3 в соответствии с фиг. 3, если смотреть поперек направления x транспортировки, на правом крае является максимальным. В направлении середины правый наружный количественный расход V3 уменьшается. Уменьшение происходит линейно в направлении середины. Таким образом, правый наружный количественный расход V3 определяет правый наружный треугольник. Одна сторона правого наружного треугольника проходит параллельно направлению x транспортировки. Другая сторона правого наружного треугольника проходит поперек направления x транспортировки. Правый наружный треугольник представляет собой, таким образом, тоже прямоугольный треугольник.
Очевидным образом средний треугольник и два наружных треугольника дополняют друг друга, образуя прямоугольник. Результирующий локальный количественный расход V, то есть сумма количественных расходов V1, V2 и V3, на чертеже фиг. 5 обозначена штриховой линией.
Для реализации каждого треугольного количественного расхода V1, V2, V3 выпускные отверстия 15, 16, 17, например, соответственно изображению на фиг. 2, могут быть расположены в несколько рядов, которые, если смотреть в направлении x транспортировки, следуют друг за другом. Альтернативно или дополнительно выпускные отверстия 15, 16, 17 могут быть выполнены соответственно, так чтобы количество охлаждающей среды 13, выходящей из каждого из выпускных отверстий 15, 16, 17, варьировалось.
Изображенные на фиг. 3 количественные расходы V1, V2, V3 представляют собой максимально возможные количественные расходы. То есть эти количественные расходы V1, V2, V3 подаются на плоский прокат 2, когда предусмотренные для областей 7, 8, 9 клапанные устройства 10, 11, 12 полностью открыты, и нагнетаемые количества M1, M2, M3, которые запитываются в области 7, 8, 9, являются максимальными. Нагнетаемые количества M1, M2, M3 могут быть постоянными. Однако предпочтительно они являются индивидуально непрерывно регулируемыми. Благодаря этому, в зависимости от установленных нагнетаемых количеств M1, M2, M3, в пределах регулирования может устанавливаться желаемый результирующий локальный количественный расход V. Некоторые возможные результирующие локальные количественные расходы V, только в качестве примера, поясняются подробнее ниже с помощью фиг. 4-7.
В соответствии с фиг. 4 клапанное устройство 11, предусмотренное для левой наружной области 7, закрыто. Поэтому соответствующее ему нагнетаемое количество M2 равно 0. В правую наружную область 8 через предусмотренное клапанное устройство 12 подается максимально возможное нагнетаемое количество M3 (или несколько меньшее количество). В среднюю область 9 через предусмотренное клапанное устройство 10 подается среднее нагнетаемое количество M1. Соответствующие количественные расходы V1, V3 на чертеже фиг. 4 показаны штриховой линией. Получающийся в целом результирующий количественный расход V показан на чертеже сплошной линией. Очевидным образом с помощью результирующего количественного расхода V в соответствии с фиг. 4 может корректироваться температурный клин в плоском прокате 2.
В соответствии с фиг. 5 в левую наружную область 7 через предусмотренное клапанное устройство 11 подается среднее нагнетаемое количество M2. В правую наружную область 8 через предусмотренное клапанное устройство 12 подается относительно большое, но не максимальное нагнетаемое количество M3. В среднюю область 9 через предусмотренное клапанное устройство 10 подается максимально возможное нагнетаемое количество M1 (или несколько меньшее количество). Соответствующие количественные расходы V1, V2, V3 на чертеже фиг. 5 показаны штриховой линией. Получающийся в целом результирующий количественный расход V показан на чертеже сплошной линией. Очевидным образом с помощью результирующего количественного расхода V в соответствии с фиг. 5 может осуществляться усиленное охлаждение средней области плоского проката 2, при этом, однако, два края охлаждаются с различной силой.
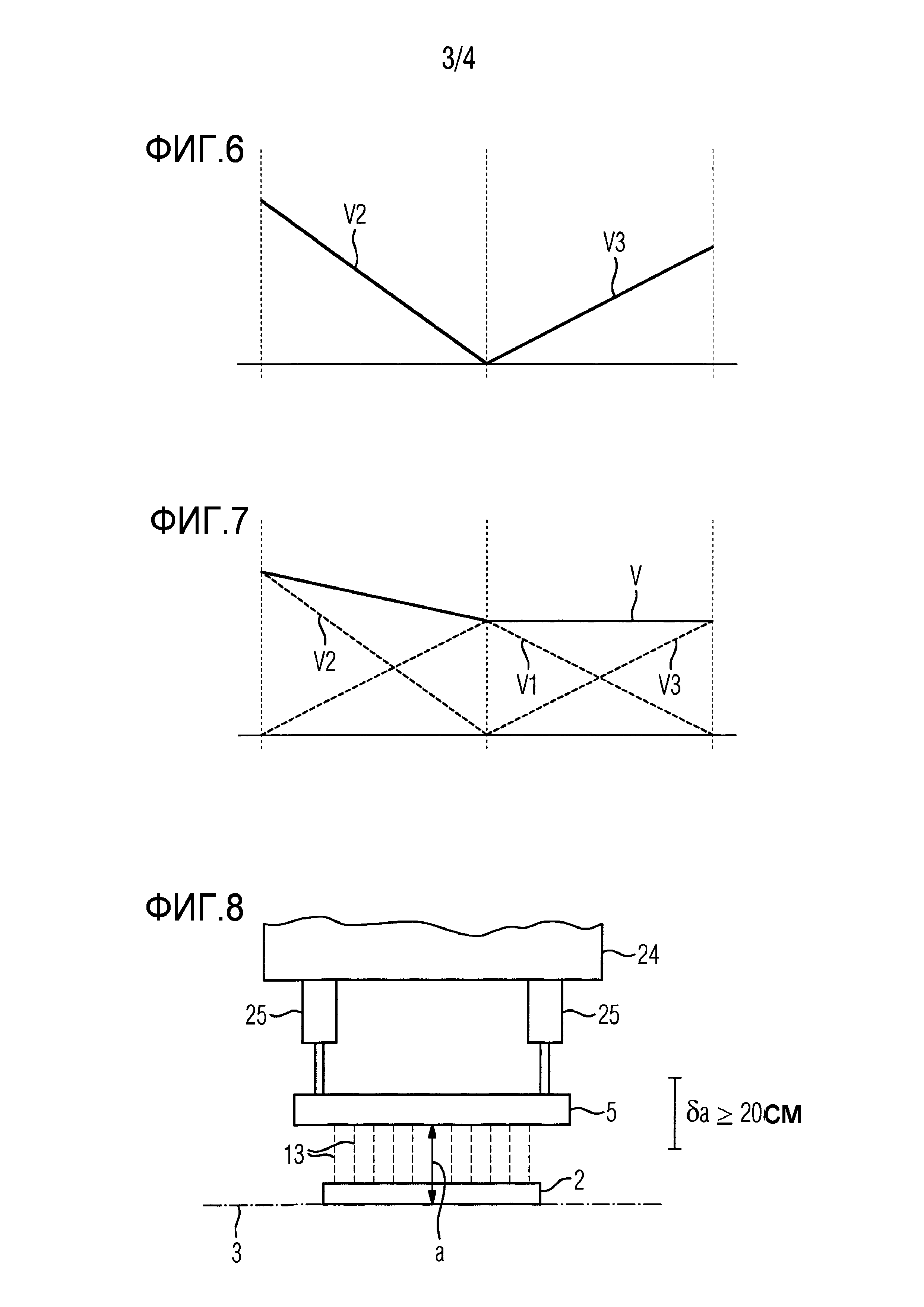
В соответствии с фиг. 6 в левую наружную область 7 через предусмотренное клапанное устройство 11 подается относительно высокое нагнетаемое количество M2. В правую наружную область 8 через предусмотренное клапанное устройство 12 подается несколько меньшее нагнетаемое количество M3. Предусмотренное для средней области 9 клапанное устройство 10 закрыто. Поэтому соответствующее нагнетаемое количество M1 равно 0. Соответствующие количественные расходы V2, V3 на чертеже фиг. 5 показаны сплошными линиями. Получающийся в целом результирующий количественный расход V соответствует в левой части количественному расходу V2, в правой части количественному расходу V3. Очевидным образом с помощью результирующего количественного расхода V в соответствии с фиг.6 может осуществляться охлаждение краев плоского проката 2 с различной силой.
В соответствии с фиг. 7 в правую наружную область 8 и среднюю область 9 подаются нагнетаемые количества M1, M3, которые в правой части плоского проката 2 дополняют друг друга с получением постоянного количественного расхода V. В левую наружную область 7 подается нагнетаемое количество M2, которое больше, чем подаваемое в правую наружную область 8 нагнетаемое количество M3. Вследствие этого левый край плоского проката 2 от середины плоского проката 2 охлаждается сильнее. Таким образом, результирующий количественный расход V увеличивается в направлении левого края. Альтернативно подаваемое в левую наружную область 7 нагнетаемое количество M2 могло бы быть меньше, чем подаваемое в правую наружную область 8 нагнетаемое количество M3. В этом случае левый край плоского проката 2 с середины плоского проката 2 охлаждался бы слабее, то есть результирующий количественный расход уменьшался бы.
Поясненные выше с помощью фиг. 4-7 нагнетаемые количества M1, M2, M3 приведены только в качестве примера. В зависимости от потребности, возможны также другие комбинации.
Чтобы можно было регулировать нагнетаемые количества M1, M2, M3, возможно, чтобы клапанные устройства 10, 11, 12 были выполнены в виде сервоклапанов. Однако предпочтительно клапанные устройства 10, 11, 12 включаются бинарно. То есть они, в зависимости от состояния настройки, либо полностью открыты, либо полностью закрыты. Промежуточные положения не принимаются. В этом случае нагнетаемые количества M1, M2, M3, если они должны регулироваться, регулируются посредством насосов 18, 19, 20, который расположены каждый перед соответствующим клапанным устройством 10, 11, 12. Возможна непосредственная установка нагнетаемого количества M1, M2, M3, обеспечиваемого каждым насосом 18, 19, 20. Альтернативно или дополнительно может адаптироваться рабочее давление p1, p2, p3, которое создает каждый насос 18, 19, 20 в соответствующем нагнетательном трубопроводе 21, 22, 23.
В варианте осуществления в соответствии с фиг. 8 верхний форсуночный коллектор 5 установлен на крепежной раме 24. Эта крепежная рама 24 стационарна относительно линии 3 прокатки. Для верхнего форсуночного коллектора 5 предусмотрено перестановочное устройство 25. Это перестановочное устройство 25 может быть выполнено (например) в виде некоторого количества блоков гидравлических цилиндров. Например, могут иметься два блока гидравлических цилиндров, которые закреплены слева и справа на крепежной раме 24 и на верхнем форсуночном коллекторе 5. Посредством перестановочного устройства 25 может регулироваться расстояние a от верхнего форсуночного коллектора 5 до линии 3 прокатки. Диапазон δa регулирования, то есть разность между максимально возможным расстоянием a и минимально возможным расстоянием a, может выбираться по потребности. Предпочтительно диапазон δa регулирования составляет по меньшей мере 20 см. Он может также иметь большие значения, например 30 см (или больше) или 50 см. Возможны также еще большие значения.
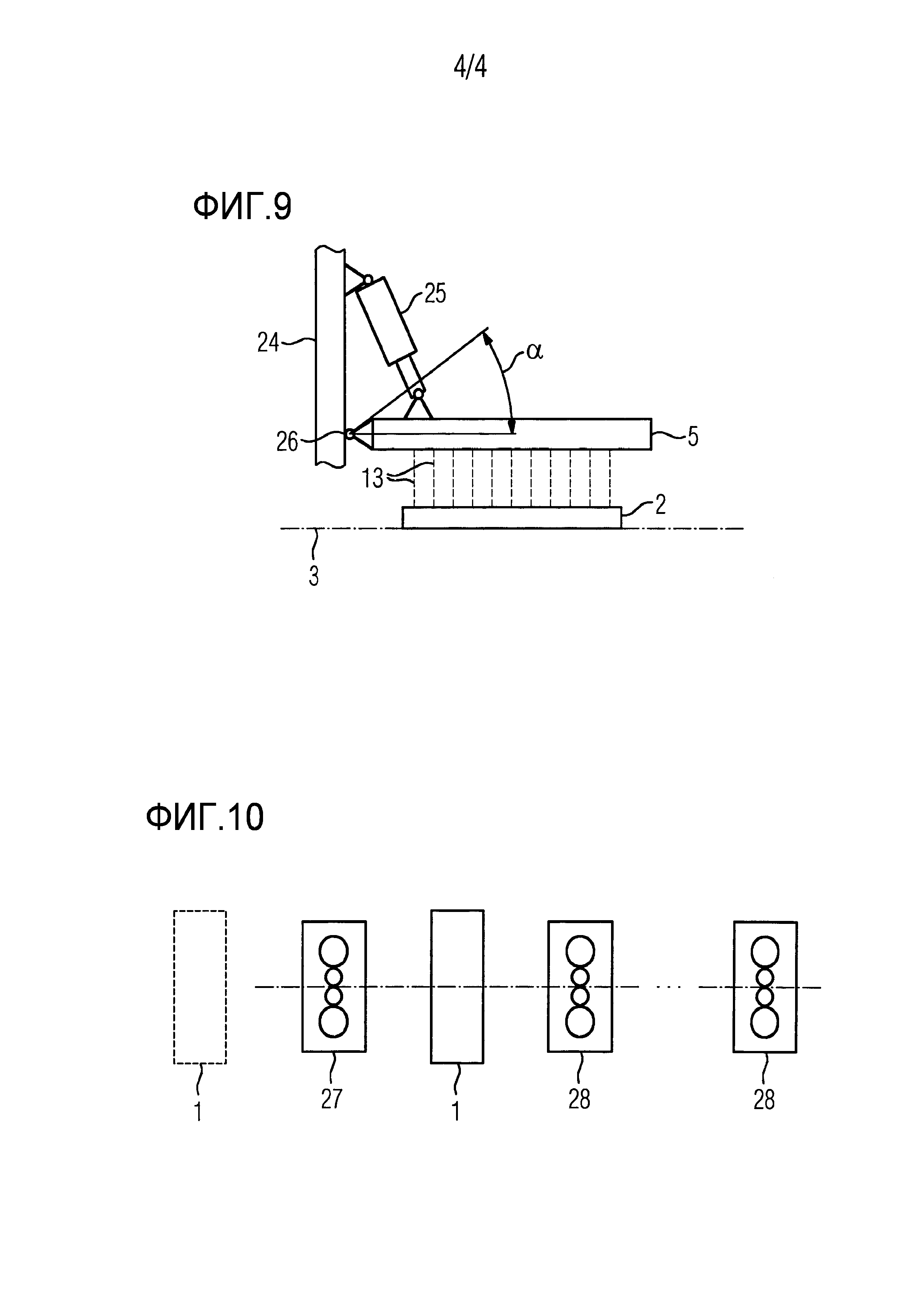
В варианте осуществления в соответствии с фиг. 9 верхний форсуночный коллектор 5 тоже установлен на стационарной относительно линии 3 прокатки крепежной раме 24. В варианте осуществления в соответствии с фиг. 9 для верхнего форсуночного коллектора 5 также предусмотрено перестановочное устройство 25. Здесь также перестановочное устройство 25 может быть выполнено (например) в виде некоторого количества блоков гидравлических цилиндров. Верхний форсуночный коллектор 5 обладает возможностью поворота вокруг оси 26 посредством перестановочного устройства 25. Ось 26 поворота соответственно изображению на фиг. 9, если смотреть поперек направления x транспортировки, расположена на крае этого форсуночного коллектора 5. Она проходит предпочтительно параллельно направлению x транспортировки.
Угол α поворота, то есть угол, на который может поворачиваться верхний форсуночный коллектор 5, может выбираться по потребности. Предпочтительно угол α поворота составляет по меньшей мере 20°. Например, угол α поворота может составлять по меньшей мере 30°, по меньшей мере 45° или по меньшей мере 60°. Возможны также еще большие углы поворота, даже до 90° и больше.
Обе возможности перестановки, то есть регулирование расстояния a и поворот вокруг оси 26 поворота, могут быть также скомбинированы друг с другом.
Предлагаемое изобретением охлаждающее устройство 1 в соответствии с фиг. 10 предпочтительно применяется в прокатном стане, в котором прокатывается плоский прокат 2. Прокатный стан в соответствии с фиг. 10 имеет по меньшей мере одну черновую клеть 27. Кроме того, прокатный стан имеет некоторое количество чистовых клетей 28. Чистовые клети 28 расположены после черновой клети 27, если смотреть в направлении x транспортировки. Количество чистовых клетей 28, как правило, от четырех до восьми, чаще всего пяти, шести или семи. Возможно, чтобы охлаждающее устройство 1, как обозначено на фиг. 10 штриховой линией, было расположено непосредственно перед черновой клетью 27. Однако, как правило, охлаждающее устройство 1 расположено после черновой клети 27. То есть оно расположено между черновой клетью 27 и той чистовой клетью 28, которая расположена непосредственно после черновой клети 27. В редких отдельных случаях могут также иметься два охлаждающих устройства 1, при этом по одному из этих двух охлаждающих устройств расположено непосредственно перед черновой клетью 27 и непосредственно после нее.
Предлагаемое изобретением охлаждающее устройство 1 может применяться при так называемом ламинарном охлаждении. Однако предпочтительно оно применяется при так называемом интенсивном охлаждении. При интенсивном охлаждении рабочие давления p1, p2, p3 составляют, как правило, по меньшей мере 0,5 бар. Чаще всего они даже выше 1,0 бар. Например, они могут быть от 1,5 бар до 3,0 бар.
Предлагаемое изобретением охлаждающее устройство 1 обладает многими преимуществами. В частности, простым образом может реализовываться гибкое охлаждение плоского проката 2 по всей его ширине.
Хотя изобретение было подробно проиллюстрировано и описано в деталях на предпочтительном примере осуществления, изобретение не ограничено раскрытыми примерами и специалист может вывести отсюда другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 - Охлаждающее устройство
2 - Плоский прокат
3 - Линия прокатки
5 - Верхний форсуночный коллектор
6 - Нижний форсуночный коллектор
7, 8 - Наружные области
9 - Средняя область
10, 11, 12 - Клапанные устройства
13 - Жидкая охлаждающая среда
14 - Устройство управления
15, 16, 17 - Выпускные отверстия
18, 19, 20 - Насосы
21, 22, 23 - Нагнетательные трубопроводы
24 - Крепежная рама
25 - Перестановочное устройство
26 - Ось поворота
27 - Черновая клеть
28 - Чистовые клети
M1, M2, M3 - Нагнетаемые количества
p1, p2, p3 - Рабочие давления
V, V1, V2, V3 - Количественные расходы
x - Направление транспортировки
α - Угол поворота
δa - Диапазон регулирования
Пневматическая загрузка руды
Устройство и способ изготовления длинных металлических изделий
Металлургическая емкость
Способ быстрого переоборудования одноручьевой слябовой установки непрерывной разливки в многоручьевую сортовую установку непрерывной разливки и наоборот
Способ получения жидкого чугуна
Устройство и способ регулировки зазора между лезвиями у барабанных ножниц для поперечной резки металлической полосы
Барабан, система и способ для работы с длинными катаными изделиями, поступающими с разных участков прокатного стана
Способ перемешивания ванны металла и печная установка
Устройство и способ охлаждения рабочего валка
Система контроля для кольцевого скруббера
Не требующее частого обслуживания смесительное сопло для смазки зазора между валками
Участок охлаждения с нижней распылительной балкой
Удержание и транспортировка намотанной в рулон металлической полосы
Очищающее устройство для прокатной клети
Охлаждение валка прокатной клети

