Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ
Вид РИД
Изобретение
Изобретение относится к технологиям и технологическому оборудованию для производства композитной арматуры периодического профиля для армирования бетонов, дорожных плит и покрытий, фундаментов, подпорных стенок, опор мостов, столбов ЛЭП, бетонных конструкций гидротехнических сооружений, других строительных конструкций, работающих в экстремальных условиях под действием динамических, сейсмических, тепловых нагрузок.
Известна технологическая линия для изготовления неметаллической арматуры (Фролов Н.Л. «Стеклопластиковая арматура и стеклобетонные конструкции», Москва, Стройиздат, 1980 г., стр. 20-24), включающая шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел, устройство спиральной намотки, полимеризационные камеры, тянущее устройство, узлы резки и сматывания. Недостатком данного решения является сложность и недостаточно высокая производительность линии, а также невозможность получения композитной арматуры с высокими анкерующими свойствами.
Известна технологическая линия для изготовления неметаллической арматуры по патенту РФ №2075577 (опубл. 20.03.1997), включающая шпулярник с установленными на его осях бобинами с ровингом, камеру отжига, пропиточные камеры с натяжным устройством, формовочный узел с блоком фильер, камеру предварительной полимеризации и обмотчиком, полимеризационные камеры, узлы для сматывания и резки арматуры, тянущее устройство, натяжные блоки, смонтированные на шпулярнике после каждой бобины, выравнивающее устройство, установленное перед камерой отжига и взаимодействующее с натяжными блоками, модульное устройство, расположенное после пропиточной камеры, при этом оси шпулярника выполнены с возможностью вращения, а пропиточная камера имеет фторопластовое покрытие на внутренних стенках и днище, выполненном с уклоном к центру камеры, причем выравнивающее устройство выполнено в виде гребенки, снабженной фарфоровыми вставками. Блок фильер формовочного узла выполнен из фторопласта, камера отжига снабжена высокочастотным нагревателем и выполнена с возможностью работы в импульсном режиме. Технологическая линия снабжена узлом нанесения адгезионного или пленочного покрытия.
Декларируемая в изобретении скорость 0,5 м/мин не может считаться высокой. Кроме этого номенклатура выпускаемой арматуры на линии весьма ограничена.
Известна технологическая линия для изготовления неметаллической арматуры по патенту РФ №2287646 (опубл. 20.11.2006), включающая шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел, устройство поперечной намотки, полимеризационные камеры, узлы сматывания, резки арматуры и тянущее устройство, причем формовочный узел выполнен в виде матрицы с продольными каналами, установленной непосредственно перед зоной поперечной намотки, а отжимное устройство выполнено из эластичного упругого материала и установлено после пропиточной ванны с натяжным устройством, снабженным механизмом натяжного устройства и установленного в пропиточной ванне над поверхностью полимерного связующего, выравнивающее устройство выполнено в виде гребенки, у которой количество пазов не менее, чем количество каналов в матрице, отжимное устройство выполнено в виде пластины из эластичного упругого материала с прорезями, причем количество прорезей равно количеству каналов матрицы, выравнивающее устройство выполнено из металлической проволоки, механизм управления натяжного устройства расположен над пропиточной ванной, узел съема обмоточного жгута с несущего стержня установлен после полимеризационной камеры. Недостатком данного технического решения является сложность конструкции, ограниченность производства малыми диаметрами арматуры.
Известна технологическая линия для изготовления неметаллической арматуры по патенту РФ 2194517 (опубл. 20.12.2002), содержащая бобинодержатель, пропиточную камеру, формовочный узел, включающий блок фильер, камеру предварительной полимеризации и устройство формования профиля, выполненное в виде нагреваемого патрубка, разъемного по диаметральной плоскости, с углублением по внутренней поверхности, по форме соответствующим профилю арматуры, узел для сматывания арматуры и/или узел для резки арматуры. Нагреваемый патрубок выполнен из материала, обладающего низкой адгезией при нагревании. Линия снабжена камерой деполимеризации, установленной между устройством для формования профиля и узлом для сматывания арматуры и/или узлом для резки арматуры. Линия снабжена также выравнивающим устройством, установленным между бобинодержателем и пропиточной камерой. Недостатком данного решения является сложность и недостаточно высокая производительность линии, а также невозможность получения композитной арматуры большого диаметра с высокими анкерующими свойствами.
Наиболее близкой конструкцией к заявляемому техническому решению является способ производства композитной арматуры (патент WO2013032416A2, опубл. 7.03.2013), который состоит в протягивании и пропитке отдельных жгутов ровинга полимерным связующим, их отжиме, объединении жгутов ровинга в общий жгут, выполнении спиральной намотки жгутом ровинга, полимеризации арматурного стержня, его резке на мерные отрезки, или сматывании в бухты, отличающийся тем, что для производства композитной арматуры используют непрерывные волокна минерального состава, преимущественно базальтовые, первичные волокна которых покрыты замасливателем, который со связующими образует прочный адгезивный слой «поверхность элементарных волокон - связующее», все жгуты ровингов сматывают с регулируемым одинаковым натяжением, просушивают и нагревают перед пропиткой связующим, после пропитки и отжима жгуты ровинга объединяют и пропускают через уплотнительное и формующее устройство, где равномерно распределяют связующее между волокнами, отжимают его излишки и формируют плотный стержень, в котором обеспечивают содержание волокон 72-88% и связующего 28-12%, непосредственно на выходе уплотнительного и формующего устройства на стержень накладывают бандаж жгутом пропитанного связующим ровинга спиральной, или перекрестной спиральной намоткой и формируют арматуру с выступающим периодическим профилем. Способ производства включает в себя устройство для производства композитной арматуры, которое состоит из последовательно соединенных шпулярника с бобинами ровингов, камеры сушки и нагрева ровинга, пропиточной ванны, отжимного устройства, устройства поперечной намотки, полимеризационных камер, тянущего устройства, узлов резки и сматывания арматуры, отличающееся тем, что шпулярник выполнен с осевыми вращающимися шпинделями, снабженными регулируемыми тормозными устройствами - натяжителями жгутов ровинга, на входе камера сушки и нагрева ровинга снабжена распределительной панелью, после отжимного устройства установлены узел распределения ровингов, за ним устройство уплотнения и формирования основного стержня, а устройство поперечной намотки установлено непосредственно после устройства уплотнения и формирования. Недостатком данной технологической линии, выполненной по бесфильерной технологии (метод «нидлтрузии»), является низкая производительность, а также ограниченный ассортимент изготовляемой неметаллической арматуры. При повышении скорости протягивания свыше 65 м/ч сформованный стержень в процессе обмотки закручивается, что приводит к ухудшению потребительских свойств изготавливаемой арматуры.
Заявляемое изобретение направлено на совершенствование технологий и оборудования для промышленного производства композитной арматуры, повышение ее прочностных характеристик, снижение расхода непрерывных волокон и связующего. Техническим результатом изобретения является повышение прочности на разрыв и изгиб арматурного стержня с высокими анкерующими свойствами за счет устранения несплошностей по сечению в виде трещин и расслоений на прутках диаметром 20-40 мм. Указанный эффект достигается путем создания однородного поля напряжений по сечению арматурного стержня в процессе полимеризации связующего. Технологическая линия конструктивно содержит ряд устройств, предназначенных для реализации градиентного принципа формирования свойств изделия за счет:
- управления величиной натяжения нити ровинга и распределения этого усилия по сечению стержня;
- управления значением температуры полимеризации и создания градиентного температурного поля;
- управлением реакционными характеристиками связующего и наполнителя (вязкость, проницаемость, капиллярный эффект).
Для достижения указанного технического результата в технологической линии для изготовления композитной арматуры, включающей шпулярник с бобинами ровингов, выравнивающее устройство, пропиточную ванну с предварительным натяжным устройством, обеспечивающее начальное, одинаковое для всех нитей, натяжение, отжимное устройство, устройство градиентного нагрева на базе инфракрасной лампы модель D35 CROWN с подвижными экранами, устройство градиентного натяга, формовочный узел, устройство спиральной намотки, полимеризационные камеры, устройство охлаждения, тянущее устройство, узлы резки и сматывания. Формовочный узел состоит из сепаратора, выполненного с равномерно расположенными по периферии сквозными отверстиями и фильерой, соответствующего диаметра D и длиной L=5D, установленной непосредственно перед зоной спиральной намотки на расстоянии (1-10)D, где D - диаметр арматуры. Выполнение данных условий исключают овальность и скручивание прутка в процессе производства. Механизм управления параметрами ровинга при протягивании предназначен для создания градиентных условий формирования структуры прутка ∅20-32 мм путем изменения и автоматического поддержания градиента натяжения и температуры нитей по сечению в соответствии с физико-механическими закономерностями при полимеризации связующего для устранения неоднородности деформаций при усадке. Появление в полимерных композициях усадочных внутренних напряжений связано с фазовым переходом композиции из жидкой в твердую в процессе отверждения и незавершенностью релаксационных процессов.
Полная усадка материала, определяющая неоднородность напряженного состояния в процессе формирования свойств изделия, складывается из двух составляющих - химической и термической:
- химическая усадка вдоль направления армирования близка к нулю, а поперек - достигает десяти процентов;
- коэффициент линейного термического расширения вдоль направления армирования в несколько раз меньше, чем поперек;
- для волокон стеклоровинга закономерности почти противоположные.
Температурный градиент, разница во времени по стадиям полимеризации, различие коэффициентов термического расширения составляющих приводит к возникновению сложно-напряженного состояния (системы нормальных и касательных напряжений), определяющего потенциальную возможность зарождения и распространения трещин отрыва и расслоения. Механизм градиентного натяжения и температурного градиента играют роль компенсатора в заявляемом устройстве с целью:
- снижения величины остаточных напряжений в промежуточном слое, возникающих вследствие усадочных явлений в процессе отверждения связующего;
- перераспределение напряжений в матрице и перенос их на волокна при механическом воздействии на композиционный материал.
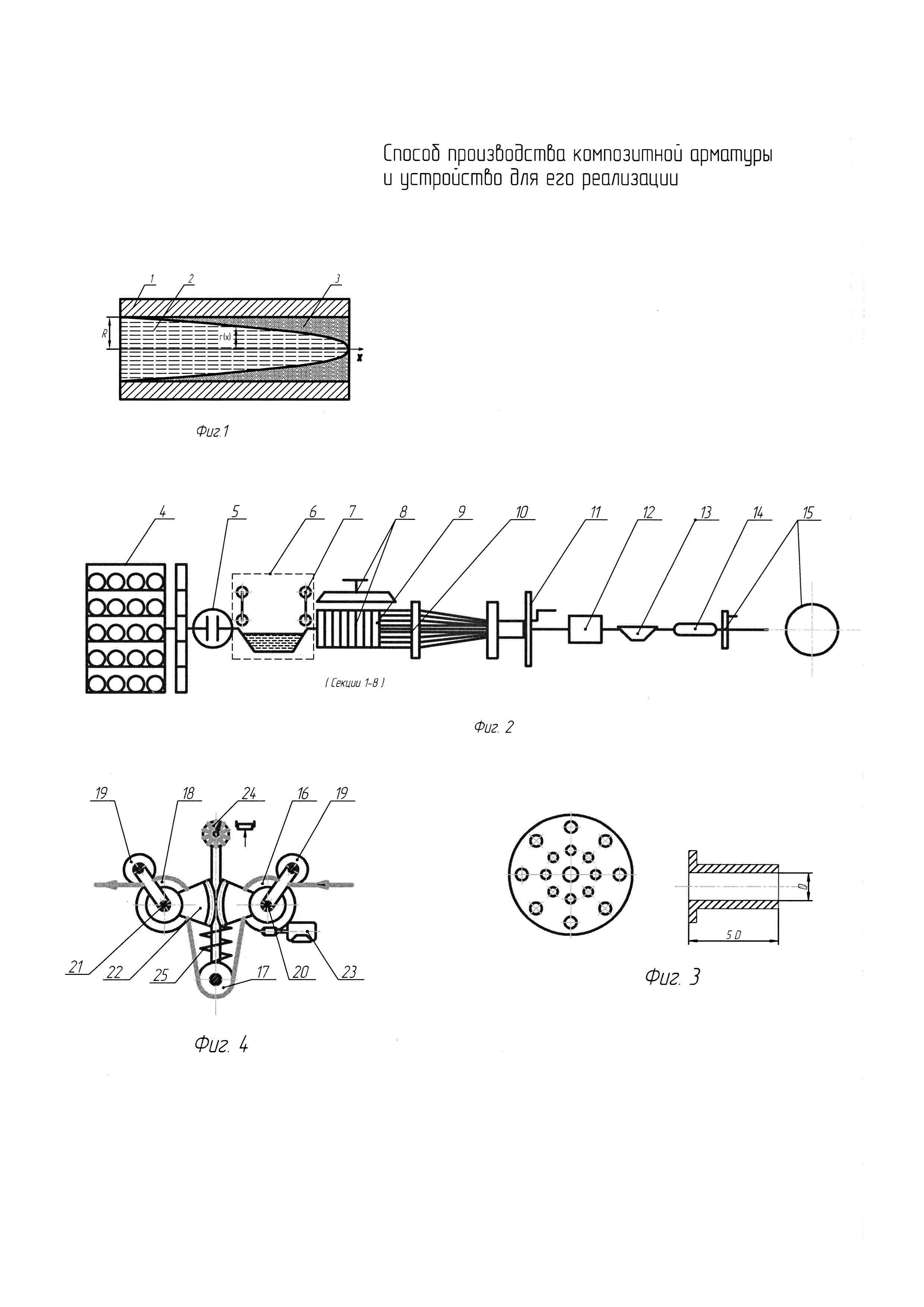
В общем случае процесс полимеризации во времени протекает по схеме (фиг.1), где 1 - пространство печи полимеризации; 2 - неотвержденный материал; 3 - отвержденный материал. Экспериментальная проверка показала, что изготовление арматурного прутка ∅20-40 мм по известным технологиям приводит к температурному градиенту в 15-25°С по сечению в зависимости от диаметра и в итоге к браку в виде расслоения и радиальных трещин.
Достижение результата осуществляется выполнением следующих условий: предварительный нагрев центральных нитей до температур 140-160°С, дополнительное натяжение крайних нитей в пределах 0.03-0.05 от усилия разрыва, оставляя центральные на исходном уровне.
Предлагаемый способ производства композитной арматуры и устройство для его реализации иллюстрируется чертежами, представленными на фиг. 2-4.
Технологическая линия (фиг 2) состоит из последовательно установленных: шпулярник с бобинами ровингов 4, выравнивающее устройство 5, пропиточная ванна с предварительным натяжным устройством 6, обеспечивающим начальное, одинаковое для всех нитей, натяжение, отжимное устройство 7, устройство градиентного нагрева 8 осуществляется в двух вариантах: 1) на базе инфракрасной лампы модель D35 CROWN с подвижными экранами; 2) прямым пропусканием электрического тока через элементы сопротивления, встроенные в детали устройства градиентного натяжения, устройство градиентного натяжения 9, формовочный узел 10, устройство спиральной намотки 11, полимеризационные камеры 12, устройство охлаждения 13, тянущее устройство 14, узлы резки и сматывания 15. Формовочный узел 10 (фиг 3) состоит из сепаратора с равномерно расположенными по периферии сквозными отверстиями и фильерой соответствующего диаметра D и длиной L=5D, установленной непосредственно перед зоной спиральной намотки на расстоянии (1-10)D, где D - диаметр арматуры. Устройство градиентного натяжения 9 выполнено в виде блочной конструкции, состоящей из восьми секций 1-8, чертеж отдельной секции представлен на фиг. 4. В центрально расположенных секциях (3-6) предусматривается дополнительный подогрев нитей ровинга до температур 140-160°С, в крайних секциях (1, 2, 7, 8) осуществляется дополнительное натяжение нитей в пределах 0.03-0.05 от усилия разрыва. Устройство встраивается в линию непосредственно за пропиточной ванной перед сепаратором. Блок нитей, состоящий из 256 нитей, предварительно разделен на 8 частей по 32 нити в каждом, обрабатывается в каждой из 8 секций по предварительно настроенному режиму, с помощью натяжного устройства подается на систему роликов: неподвижных 16, 18 и ролика 19, подвижного в вертикальной плоскости. Усилие натяжения регулируется синхронным перемещением роликов 19 вокруг неподвижных осей 20, 21. Синхронность перемещения роликов 19 обеспечивается движением зубчатых секторов 22 от привода 23 в случае автоматизированного управления или регулировки вручную с помощью специального ключа. Количественно усилие натяжения визуально измеряется с помощью индикатора 24, регулируется линейным датчиком перемещения (датчик сопротивления) в случае автоматизированной системы, за счет перемещения диска 17 по вертикали в функции сопротивления тарированной пружины 25.
Нагрев нитей ровинга осуществляется на роликах 16, 18 секций 3-6 прямым пропусканием тока через элементы сопротивления напряжением 3-6V, встроенные в тело ролика. Измерение и регулирование температуры нагрева проводится с помощью ХА-термопары, встроенной в каждый ролик секций 3-6 и многопозиционного ПИД-регулятора ТРМ -148.
Технической задачей, решаемой предлагаемым изобретением, является повышение производительности технологической линии, а также обеспечение возможности расширения диапазона размеров изготовляемой арматуры и исключение брака в виде расслоений и трещин.
Система плит сборного дорожного покрытия и способ её укладки
Устройство для одновременной трансляции сигналов в оптическом и радиочастотном диапазонах излучения
Антенный модуль с цифровым выходом
Устройство хранения и передачи данных с обнаружением и исправлением ошибок в байтах информации
Устройство пассажирского кресла с механизмом синхронизации
Клеевая композиция на основе порошкообразных термореактивных полимеров
Способ пассивного определения координат движущегося источника излучения
Устройство сигнализации ослабления затяжки резьбового соединения
Устройство сигнализации ослабления затяжки и блокировки самоотвинчивания резьбового соединения
Способ снижения потери эндотелиальных клеток роговицы после факоэмульсификации катаракты с фемтолазерным сопровождением при высокой степени плотности хрусталика
Модифицированная фенолоформальдегидная смола для производства древесных клеёных материалов и способ изготовления модификатора

