Результат интеллектуальной деятельности: СВАЯ ВДАВЛИВАНИЯ ЖЕЛЕЗОБЕТОННАЯ И СПОСОБ ПОГРУЖЕНИЯ СВАИ ВДАВЛИВАНИЯ ЖЕЛЕЗОБЕТОННОЙ
Вид РИД
Изобретение
Изобретение относится к строительству зданий и сооружений промышленного и гражданского назначения, а также объектов использования атомной энергии в части устройства свайных оснований методом вдавливания.
Известна железобетонная забивная свая (1). Свая представлена в виде прямоугольного или квадратного сечения, внутри которого расположен арматурный каркас, по оси которого закреплена инъекционная труба, один конец которой открыт, а второй закрыт пробкой.
Недостатками данной сваи являются значительные материальные затраты при изготовлении свай, наличие сеток в оголовках свай для восприятия ударных нагрузок забивных агрегатов, наличие острия сваи (железобетонного), наличие стальной трубы на всю длину сваи, наличие железобетонного оголовка, который впоследствии разрушают и утилизируют.
Наиболее близкими по технической сущности являются сваи железобетонные (2) серии 1.01.1-10 выпуск 1. Сваи цельные сплошного квадратного сечения с ненапрягаемой арматурой.
Однако указанные сваи имеют существенные недостатки:
1. В тело сваи установлены сетки для восприятия ударного воздействия гидромолотов, дизель-молотов и других молотов, применяемых при забивке свай, - дополнительный расход стальных сеток.
2. Оголовок этих свай в большинстве случаев разбивают (пушат) для оголения рабочей арматуры и закладки в плиту или ростверк фундамента, что в свою очередь негативно сказывается на трудоемкости строительства. Также имеется излишний расход бетона в процессе изготовления свай, который впоследствии утилизируется как строительный мусор.
3. При изготовлении свай используется технология формирования в металлических формах, что значительно снижает производительность предприятия по изготовлению железобетонных изделий и конструкций.
Известен способ погружения свай вдавливанием (3), который включает загрузку в рабочий орган вдавливающей установки сваи, которую устанавливают вертикально и зажимают в механизме зажима, сваю погружают на величину хода поршня гидродомкратов механизма вдавливания (до 1,0 м), осуществляют разжим сваи в рабочем органе установки, поднимают штоки гидродомкратов механизма вдавливания в верхнее положение (холостой ход), вновь зажимают сваю и цикл повторяется сначала до погружения сваи на проектную глубину. В прослойках плотных грунтов при сопротивлении грунта погружению, превышающем максимальное усилие вдавливающей установки при достижении минимальной скорости погружения, движение сваи периодически останавливают за счет снижения усилия вдавливания до нулевого значения, извлекают сваю из грунта на величину, равную длине ее стороны, а затем сваю опускают до прежнего уровня при минимальном усилии вдавливания, после этого доводят усилие вдавливания до максимального значения и погружают сваю на принятый шаг технологического цикла попеременного вдавливания – извлечения - вдавливания.
Недостатками данного способа являются:
1. В процессе извлечения на величину, равную размеру ребра сваи, железобетонная свая может сломаться.
2. Более низкая производительность погружения сваи ввиду малой длины (до 1,0 метра) штоков гидроцилиндров, осуществляющих непосредственное погружение сваи, в сравнении с предлагаемой технологией, где используются гидроцилиндры с длиной штоков до 2,2 метров, что в свою очередь уменьшает количество операций зажима-разжима сваи в верхнем и нижнем положении штоков.
3. Более низкая производительность погружения сваи ввиду использования специального додавливателя, позволяющего погрузить сваю ниже механизма бокового зажима сваи, и дальнейшее перемещение установки в новое место погружения сваи.
Техническим результатом предлагаемой сваи является уменьшение материальных и технических затрат, связанных как с изготовлением сваи, так и с погружением ее на объектах строительства методом вдавливания и последующими работами по бетонированию фундаментных плит или ростверков.
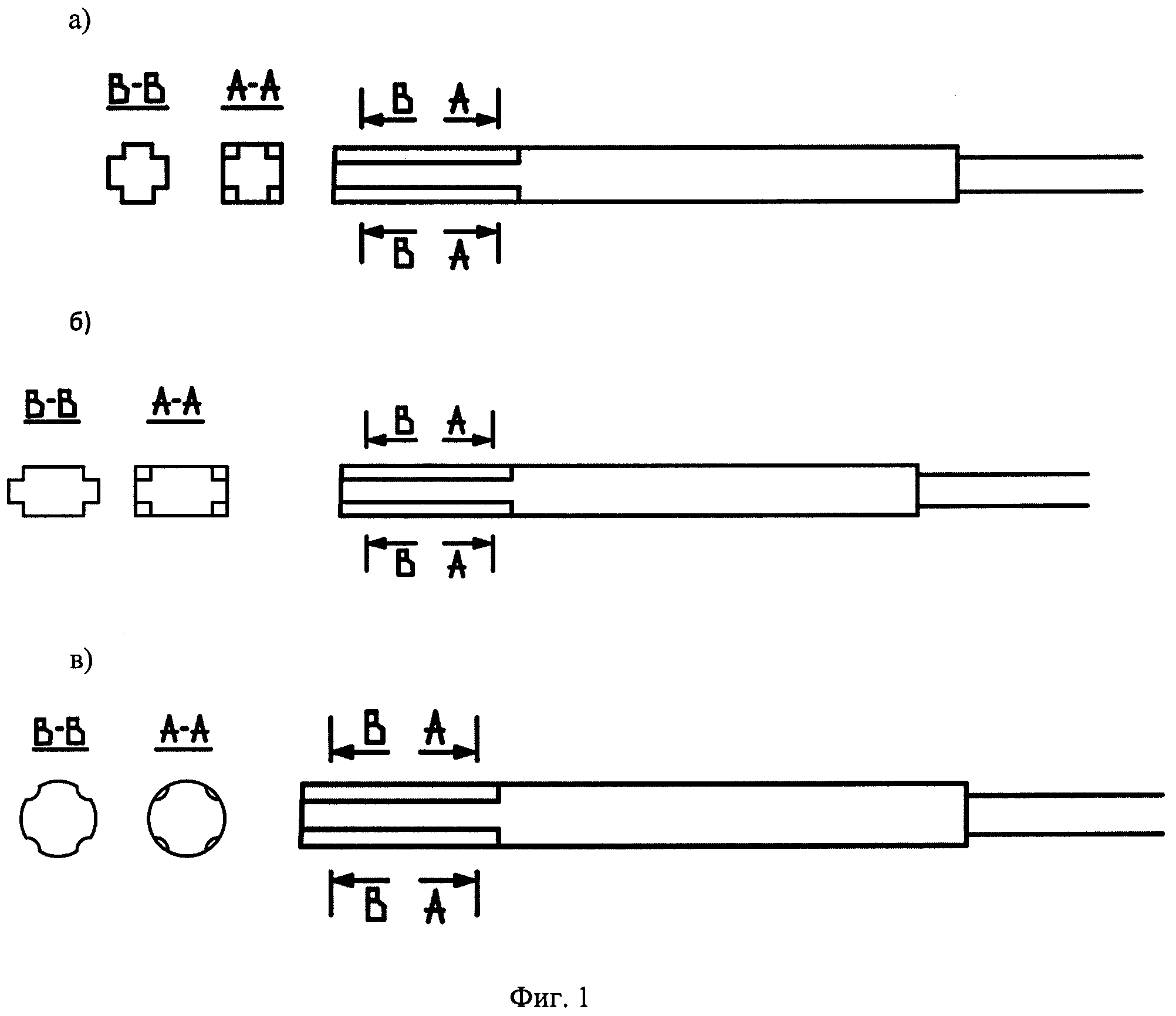
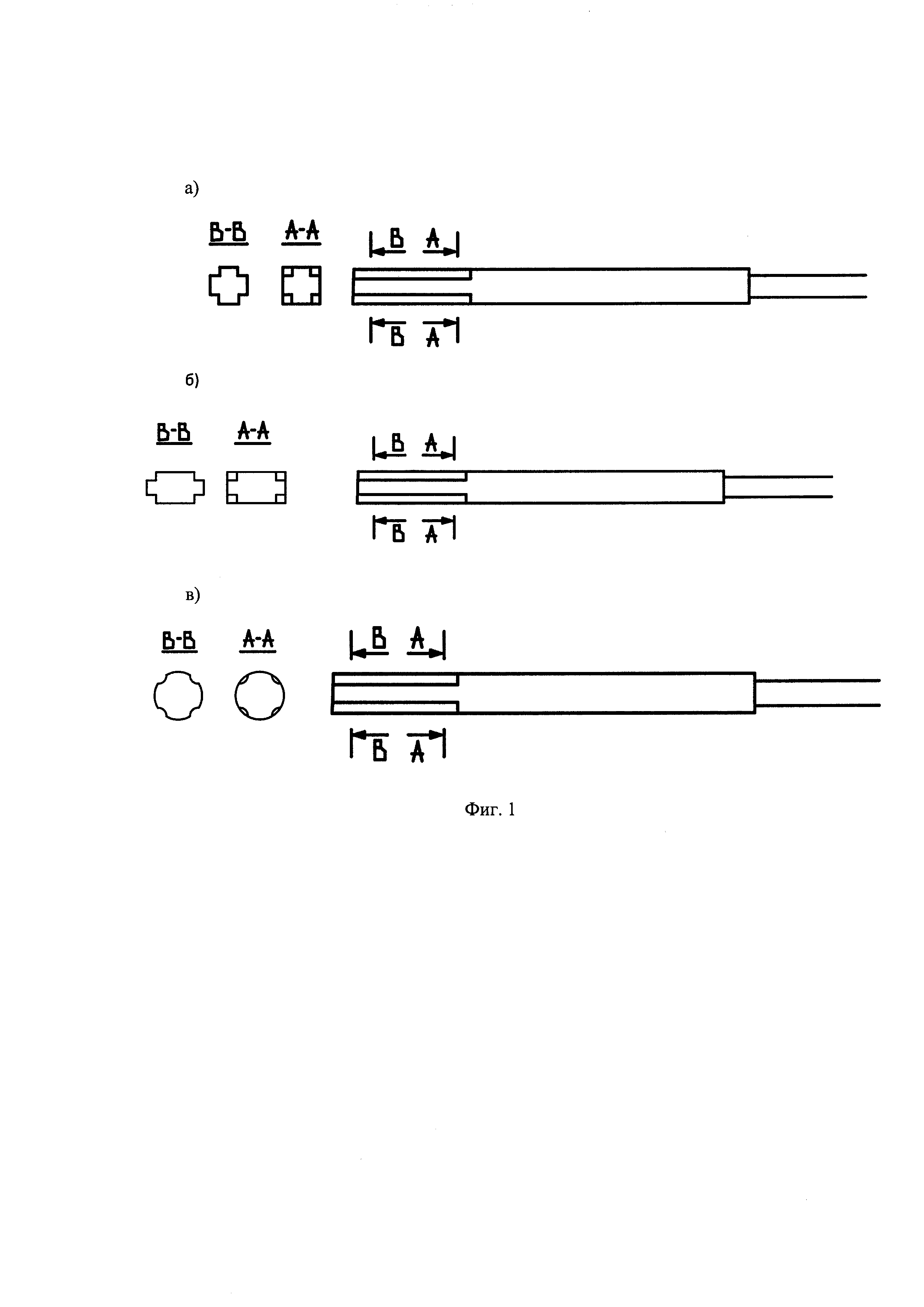
Предлагаемая конструкция сваи вдавливания железобетонной включает ствол, у которого отсутствует (острие). Со стороны оголовка обеспечены выпуски арматуры. Со стороны острия обеспечены углубления на длину выпусков арматуры. Торцы сваи строго перпендикулярны продольной оси сваи.
Предлагаемая железобетонная свая, сконструированная конкретно под технологию вдавливания, может быть изготовлена как с предварительно напряженной арматурой, так и с ненапряженной арматурой, с формированием в опалубке или путем контактного формования.
Конструкция железобетонной сваи вдавливания приведена на фигуре 1: а) квадратного сечения, б) прямоугольного сечения, в) круглого сечения, с выпусками арматуры. Благодаря имеющимся углублениям по углам в нижней части для прямоугольной и квадратной сваи или в теле круглой при додавливании арматура выпусков сваи не повреждается в процессе погружения и обеспечивается целостность тела сваи. Благодаря точным измерениям при помощи электронных средств измерения (возможно применение оптических приборов) погружение сваи осуществляется с точностью ±30 мм. Размер выпусков арматуры не менее 1 метра обусловлен возможностью регулирования параметров выхода сваи с арматурой на проектную заданную величину. Если после додавливания сваи выпуск арматуры превышает проектную величину, арматура спиливается до необходимого размера.
Способ погружения железобетонной сваи вдавливания включает загрузку в рабочий орган вдавливающей установки сваи, установку сваи вертикально, зажим в механизме зажима, погружение сваи на проектную глубину, додавливание сваи и отличается тем, что додавливание производится следующей в соответствии со схемой свайного поля сваей, установленной на сваю в зажимной коробке.
Таким образом, додавливание производится сваей, которая будет погружаться в грунт в новой точке расположения свай, следующей в соответствии со схемой свайного поля. Теперь операция додавливания имеет следующий вид: установка сваи на сваю в зажимной коробке, додавливание сваи. Отличительные особенности предлагаемой технологии позволяют исключить в процессе додавливания свай две операции.
По существующему методу-прототипу в процесс додавливания входят следующие операции:
а) поворот крановой установки,
б) страповка додавливателя,
в) подъем додавливателя и поворот к свае,
г) установка додавливателя, додавливание сваи,
д) подъем додавливателя,
е) поворот крановой установки к месту хранения додавливателя,
ж) опускание и расстроповка додавливателя.
Благодаря предлагаемой конструкции сваи додавливания и способу ее погружения процесс додавливания имеет следующий вид:
а) поворот крановой установки к месту складирования свай,
б) страповка сваи,
в) подъем сваи,
г) поворот к погружаемой свае,
д) установка сваи на сваю для додавливания сваи.
Способ осуществляют следующим образом. При помощи крановой установки устанавливают сваю в зажимную коробку, в которой свая зажимается при помощи системы гидроцилиндров и прокладок переходников, после чего сваю при помощи гидроцилиндров погружения, расположенных вертикально, погружают в грунт, ввиду особенности конструкции установка для погружения не способна погрузить сваю так, чтобы можно было с нее съехать без использования специального додавливателя, которым сваю долавливают в грунт, тем самым высвобождая раму установки и обеспечивая возможность осуществления следующего маневра к новому месту погружения сваи.
Благодаря использованию сваи предлагаемой конструкции отсутствует необходимость применять специальный додавливатель, операция додавливания осуществляется при помощи другой сваи, которую после додавливания предыдущей сваи погрузят в новом месте в соответствии с проектом.
Пример осуществления способа. Сваю предлагаемой конструкции устанавливают в зажимную коробку вдавливающей установки. Выверяют точность расположения сваи в соответствии с проектом. Осуществляют погружение сваи. Далее после расстроповки сваи производят поворот крановой установки к месту складирования свай, осуществляют подъем сваи и установку в зажимную коробку на имеющуюся в раме сваю, производят додавливание сваи, далее без извлечения сваи, которой осуществляли додавливание, из зажимной коробки производят переезд к новому месту устройства сваи и после выверки правильности расположения сваи в плане осуществляют ее погружение.
Предлагаемые железобетонные сваи вдавливания обеспечивают высокую технологичность процесса погружения и додавливания сваи. Использование сваи предлагаемой конструкции обеспечивает сокращение времени протекания процесса погружения свай методом вдавливания за счет отсутствия операций, в которых был задействован инвентарный додавливатель. Применение свай предлагаемой конструкции позволяет увеличить производительность работ до 40%, снизить себестоимость готовой сваи в сравнении с существующими конструкциями, а также исключить последующие работы по срубке оголовков свай при соблюдении технологии производства работ.
Таким образом, реализация технических и технологических решений позволяет сократить материальные и технические затраты за счет применения сваи вдавливания описанной конструкции.
Источники информации
1. Патент РФ на полезную модель №113277, МПК E02D 5/30 от 10.02.2012 г.
2. Типовые строительные конструкции, изделия и узлы. Рабочие чертежи. «Сваи забивные железобетонные. Выпуск 1. Часть 1. Сваи цельные сплошного квадратного сечения с ненапрягаемой арматурой». Серия 1.01.1-10. Фундаментпроект.
3. Патент РФ №2500857, МПК E02D 7/20 от 10.12.2013 г.
Монолитный вкладыш опоры скольжения поворотной тележки пассажирских железнодорожных вагонов и электропоездов
Способ термической обработки углеродосодержащих волокнистых материалов
Резистивный композиционный корунд-углеродный материал
Композиция тонкостенных трубчатых элементов и способ получения тонкостенных трубчатых элементов
Способ обжига крупногабаритных заготовок мелкозернистого графита изостатического прессования
Углеродное высокомодульное волокно с модифицированной поверхностью для армирования композитов и способ ее модификации
Жаростойкая сотовая конструкция
Способ пакетировки крупногабаритных заготовок мелкозернистого графита изостатического прессования при графитации
Способ получения углерод-углеродного композиционного материала на основе углеродного волокнистого наполнителя и углеродной матрицы
Способ изготовления объемно армированного композиционного материала
Неметаллический арматурный элемент с периодической поверхностью и способ изготовления неметаллического арматурного элемента с периодической поверхностью
Штамп для устройства набивных свай методом вдавливания и способ устройства набивных бетонных, железобетонных и армобетонных свай методом вдавливания путем устройства набивной сваи с уширением, с помощью бетонолитного приспособления - штампа
Вдавливаемый инъектор
Способ уплотнения оснований, сложенных слабыми минеральными грунтами

