Результат интеллектуальной деятельности: НЕМЕТАЛЛИЧЕСКИЙ АРМАТУРНЫЙ ЭЛЕМЕНТ С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОГО АРМАТУРНОГО ЭЛЕМЕНТА С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ
Вид РИД
Изобретение
Настоящее изобретение относится к строительству, а именно к арматурным элементам для сборных и монолитных, ненапряженных и предварительно напряженных бетонных конструкций, для использования в конструктивных элементах зданий в виде отдельных стержней, плоских сеток и пространственных каркасов, для армирования оснований зданий, сооружений и свай, в том числе оснований автомагистралей и дорог; для армирования подпорных стен и сооружений.
Известен арматурный элемент для предварительно напряженных бетонных конструкций, направленный на создание высокотехнологичного неметаллического арматурного элемента для предварительно напряженных бетонных конструкций с возможностью натяжения его с усилием до 400-1000 МПа, с повышенным модулем упругости на растяжение, огнестойкостью и высокой степенью сцепления с матрицей бетона, а также снижение трудоемкости образования концевых анкерных захватов [1].
Недостатками известного способа изготовления арматурного элемента являются недостаточно высокие прочность и модуль на растяжение арматурного элемента, вызванные тем, что выполненный в виде собранных в ленточный жгут ровинг из непрерывных минеральных волокон не переплетен между собой, не скручен, а только склеен пропиточной эпоксидной массой или цементным связующим, не исключен момент возможности неравномерной работы ровингов внутри жгута.
Известен композитный арматурный элемент, арматура композитная (варианты). Арматура композитная содержит несущий стержень из высокопрочного полимерного материала, у которого рельеф поверхности создан обмоточным жгутом, причем соотношение площадей сечений несущего стержня и обмоточного жгута находятся в пределах от 3 до 25, обмоточный жгут в сечении имеет форму эллипса, большая ось которого расположена вдоль несущего стержня, а угол навивки составляет 30-70°, рельеф может быть образован также от вдавливания съемного обмоточного жгута в несущий стержень, причем канавки в сечении имеют обратный профиль обмоточного жгута, а соотношение площадей сечений несущего стержня и съемного обмоточного жгута находятся в пределах от 3 до 25 [2].
Недостатками известного способа изготовления арматурного элемента является низкая степень сцепления с бетоном ввиду отсутствия периодичного профиля самого стержня, которая должна компенсироваться дополнительной намоткой обмоточного жгута скрепленного полимерным связующим.
Наиболее близким к предлагаемому способу изготовления и арматурному элементу являются способ изготовления неметаллического арматурного элемента с периодической поверхностью и арматурный элемент с периодической поверхностью [3], состоящий из продольно расположенных жгутов, выполненных из длинномерных минеральных волокон или нитей из них, в виде ленты, располагают их в продольном направлении и сплетают в канат одинарным или двойным плетением.
Для обеспечения лучшей сцепляемости с бетонной матрицей на продольном стержне располагают с шагом 0,5-1,5 м анкерные устройства, которые в процессе плетения и прохождения по ним жгутов меняют угол расположения жгутов относительно продольной оси, делая сечение неравномерным.
Недостатком элемента является невозможность равномерного натяжения жгутов арматуры и создания равномерного сечения относительно оси элемента.
Задачей создания изобретения является повышение качества изделия, увеличение прочностных характеристик за счет дополнительного скручивания жгутов в процессе изготовления неметаллического арматурного элемента и получение максимальных значений сцепления неметаллической арматуры с бетонной матрицей за счет конфигурации самого профиля арматуры без дополнительной навивки различных жгутов на поверхность арматурного элемента.
Указанная задача решается тем, что неметаллический арматурный элемент с периодической поверхностью, включающий сплетенные между собой в виде косички длинномерные минеральные волоконные жгуты, пропитанные полимерным связующим, отличающийся тем, что косичка выполнена из трех, шести или девяти высокопрочных минеральных волоконных жгутов, с предварительным кручением жгута или без него. При этом косичка сплетена из высокопрочных арамидных или углеродных жгутов. Способ изготовления неметаллического арматурного элемента с периодической поверхностью, включает размещение, плетение между собой длинномерных минеральных волоконных жгутов способом косичка и пропитку их полимерным связующим, отличается тем, что плетение производится с углом расположения жгутов к продольной оси элемента в пределах 10°-85°, а пропитанный арматурный элемент при использовании термоустойчивых связующих подвергается термополимеризации и охлаждению
Неметаллический арматурный элемент с периодической поверхностью состоит из трех, шести или девяти высокопрочных минеральных волоконных жгутов (углеродное, арамидное волокно, а также возможно стекловолокно и базальтовое волокно). Количество жгутов ограничено числом, при котором периодическая поверхность арматурного элемента становиться близкой к ровной, т.е. поверхность арматурного элемента гладкая и не имеет выступов и впадин, опытным путем установлено, что применение более 9 жгутов, приводит к нежелательной гладкой поверхности арматурного элемента, такая поверхность имеет минимальное сцепление с бетоном, поэтому число жгутов используемых при плетении арматурного элемента определено тремя, шестью и девятью, при этом получение необходимого диаметра арматурного элемента определяется толщиной жгута плетения. Плетение жгутов производится особым способом типа «Косичка» с углом расположения жгутов к продольной оси элемента в пределах от 10° до 85°, данные углы обусловлены данными проведенных испытаний по результатам которых выявлено, что при угле расположения жгута меньше 10° к продольной оси происходит повреждение волокон в следствии чрезмерного загиба при плетении и недостаточное натяжение самих жгутов в процессе изготовления, в случае расположения жгутов с углом большим чем 85° к продольной оси арматурного элемента образовываются неровности периодического профиля не достаточные для обеспечения надежного сцепления с бетоном конструкции. При производстве неметаллического арматурного элемента используются следующие виды жгутов углеродные и арамидные, а также возможно стеклянные и базальтовые. В зависимости от поставленных задач и экономических составляющих (стоимости продукции на выходе) определяется вид использованного жгута, так самый доступный неметаллический арматурный элемент будет из стекловолокна, а самый прочный из углеродного волокна. В процессе изготовления неметаллического арматурного элемента после операции плетения происходит покрытие этого элемента связующим. Процесс пропитки смолой определяется в строгом соответствии с требованиями производителей этих связующих с обязательным подтверждением лабораторными испытаниями опытных образцов. В качестве связующего используется синтетические термореактивные смолы, кремнийорганические или фенольноальдегидные, эпоксидные, которые при полимеризации не выделяют никаких побочных продуктов. Также допустимо применять высокотермоустойчивые смолы - полиамидные, полибензимидазоловые и др., которые после температурной обработки твердеют. Пропитанный арматурный элемент подвергается при использовании термоустойчивых смол термополимеризации и охлаждению.
При плетении стержня образуется рельефная поверхность, которая обеспечивает максимальное сцепление с бетоном ввиду наличия периодического профиля. Отличительным признаком предлагаемой арматуры от известных, наиболее близких к ней, является то, что рельеф поверхности стержня создан путем плетения самого стержня, навивки на него дополнительного жгута. В результате на выходе получается арматурный неметаллический элемент, у которого образована рельефная поверхность благодаря переплетению жгутов. Такая конструктивная особенность предлагаемой композитной арматуры повышает прочность на разрыв и изгиб и увеличивает сцепление с бетоном.
Изготовление композитной арматуры с улучшенными показателями прочности на разрыв и на изгиб происходит и за счет скручивания жгутов в процессе плетения. Изготовление арматурного элемента производится с предварительным кручением жгутов путем вращения катушки со жгутом в процессе плетения, т.е. механизм плетения имеет специальное устройство, на котором крепится катушка со жгутом, которая вращается относительно своей оси перекручивая отдельные жгуты, при этом поперечное сечение жгута увеличивается пропорционально степени кручения, данный метод позволяет получить на выходе арматурный элемент с более высокими показателями предела прочности при растяжении до 1465 МПа и модулем упругости до 137 ГПа. Регулирование натяжения жгутов осуществляется при помощи регулируемого натяжного механизма и плетения самого элемента.
Способ получения арматуры прост, технологичен, не требует разработки специального оборудования и не требует дополнительных капитальных затрат.
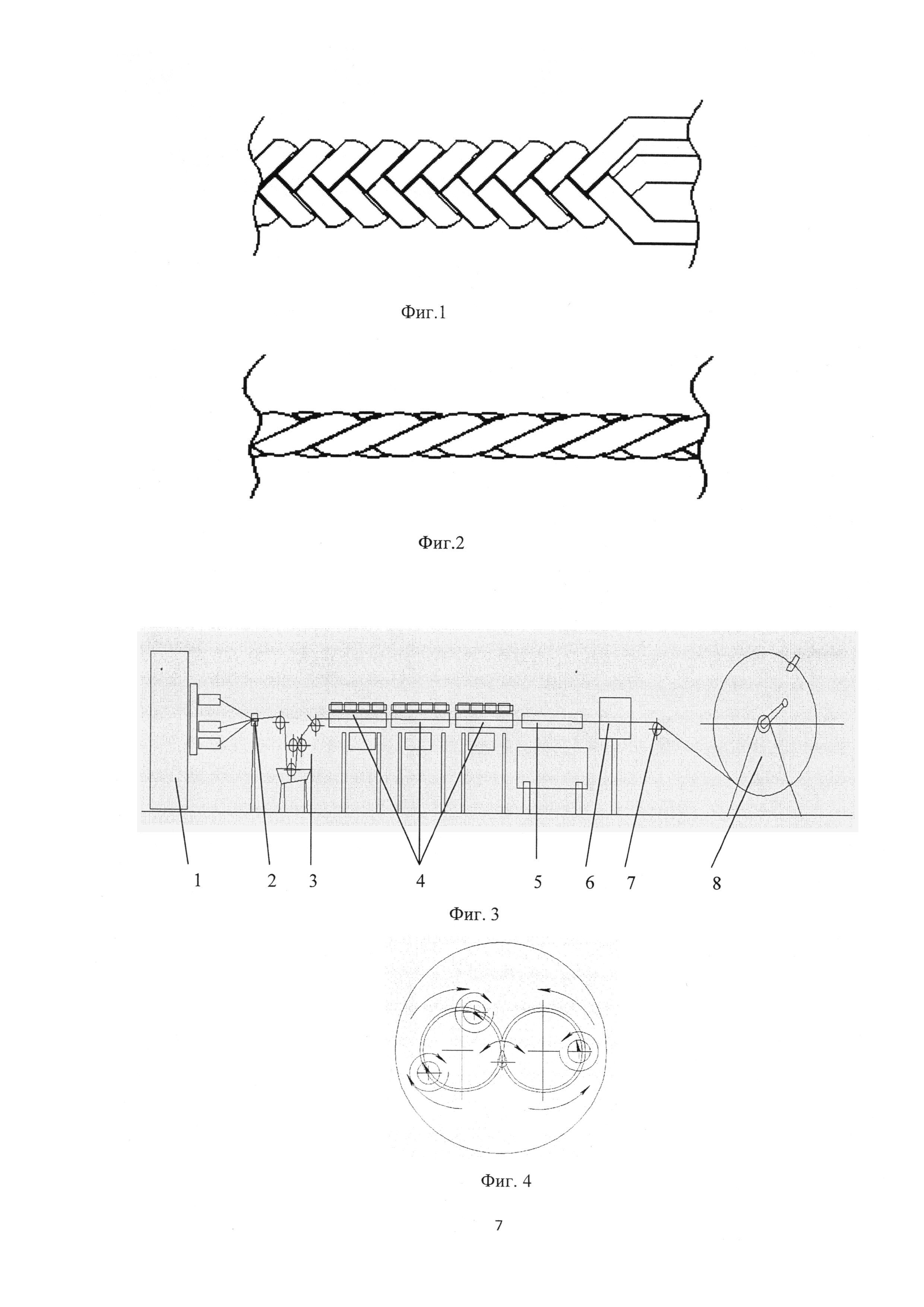
Изобретение поясняется фигурой 1, на которой изображен неметаллический арматурный элемент с рельефной поверхностью, полученный посредством плетения трех и более жгутов. На фиг. 2 изображен неметаллический арматурный элемент вид сбоку. На фиг. 3 изображена технологическая линия по производству неметаллического арматурного элемента. На фиг. 4 изображена схема движения и вращения катушек со жгутами в процессе плетения неметаллического арматурного элемента.
Пример конкретного выполнения.
Арматура композитная состоит из трех шести или девяти волоконных жгутов высокопрочного полимерного материала (например, углеродный волокнистый материал марки УК-Аргон по ТУ 1916-214-51385208, арамидный волокнистый материал марки Руслан-СВМ-Н по ТУ 2272-018051605609) или стекловолокно ГОСТ 17139-79, марки СВМ по ТУ 6-06-1153-78, базальтовый волокнистый материал марки РБН 13-1250-4с или РБН 13-2500-4с по ТУ 5952-001-13308094-04).
Процесс изготовления неметаллического арматурного элемента (см. фиг. 3) состоит из следующих технологических операций:
Катушки со жгутом (углеволокно, арамидное а также, возможно, базальтовое и стекловолокно); располагают в местах крепления на плетельном станке 1. Жгуты от катушки со жгутом (углеволокно, арамидное а также возможно базальтовое и стекловолокно); располагают в местах крепления на плетельном станке 1. Жгуты от катушек пропускают через технологическое кольцо - зажимную оправку 2, далее через валы ванны пропитки и отжимные валы 3, пропускают в камеры нагрева 4, от камер нагрева жгуты поступают в камеру охлаждения 5 и далее мимо отрезного дискового инструмента 6 через натяжной вал 7, закрепляют на приемном барабане 8. Производят загрузку связующего в ванну пропитки, набирают необходимую температуру в камерах нагрева (отверждения) и запускают линию производства арматурных элементов. При этом плетельный станок начинает свое вращение по схеме восьмерка, чередуя катушки со жгутами, образовывается скелет арматурного элемента (фиг. 1). Далее переплетенные жгуты попадают в ванночку пропитки, где происходит смачивание жгутов вышеперечисленным связующим, а отжимные валы производят удаление излишков связующего. После пропитки, при необходимости, в зависимости от вида связующего, жгуты поступают в камеры нагрева, где под действием температуры происходит процесс полимеризации, после камер нагрева арматурный элемент проходит через камеру охлаждения, где происходит снижение температуры до нормальной (не более 30°C). Неметаллический арматурный элемент, проходя через отрезной дисковый инструмент, навивается на барабан, образуя бухты. По необходимости при помощи отрезного дискового инструмента делается нарезка необходимой длины. Неметаллический арматурный элемент готов к использованию.
На Фиг. 4 изображена схема перемещения катушек со жгутами (углеродное волокно, арамидное волокно, а также стекловолокно, базальтовое волокно) на плетельном станке, которые перемещаются по схеме восьмерка, при этом катушки со жгутом вращаются относительно своей оси с определенной частотой, тем самым скручивая жгут. Скрученный жгут далее переплетается в косичку, образуя «скелет» арматурного элемента.
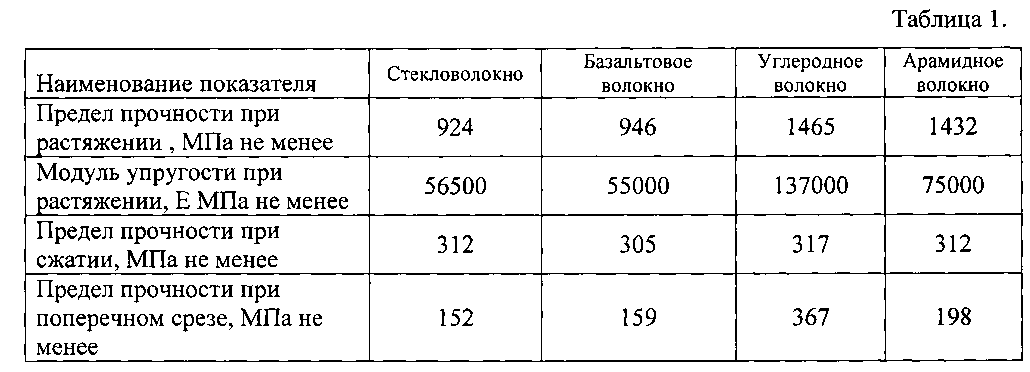
При проведении испытаний неметаллического арматурного элемента было выявлено увеличение физико-механических свойств, в сравнении с однонаправленными стержнями, а так же зависимость прочностных характеристик элемента от степени закручивания жгутов в процессе плетения. Предлагаемый неметаллический арматурный элемент обладает повышенной прочностью на разрыв, на изгиб и, как следствие, повышается несущая способность строительной конструкции. В результате, применяя одинаковое количество жгутов, в сравнении с однонаправленными арматурными стержнями, на выходе получаем арматурный элемент с прочностными показателями выше на 10-20% за счет скручивания жгутов относительно своей оси и, как следствие, увеличение площади поперечного сечения. Усредненные значения прочностных показателей композитной арматуры из разных типов волокон приведены в таблице 1.
В процессе плетения формируется структура периодического профиля, обеспечивающая максимальное сцепление поверхности с бетоном. По результатам испытаний в соответствии с ГОСТ 31938-2012 все образцы разрушались по стержню арматуры, вследствие чего было установлено, что сцепление композитной арматуры с бетоном превосходит показатели прочности самой арматуры.
Источники информации
1. Патент РФ №2455436, Е04С 5/07 от 15.12.2010 г., опубл. 10.07.2012 г.
2. Патент РФ №2287647, Е04С 5/07 от 21.03.2005 г., опубл. 20.11.2006 г.
З. Патент РФ №2482247, Е04С 5/07 от 26.05.2011 г., опубл. 20.05.2013 г.
Способ изготовления образцов для экспресс-оценки качества графитированного наполнителя при силицировании изделий на его основе
Способ получения высокоплотного графита
Установка карбонизации волокнистых вискозных материалов для получения комбинированных углеродных нитей
Клей
Углеродсодержащая композиция для получения реакционно-связанного карбида кремния
Способ карбонизации вискозных волокнистых материалов в процессе получения углеродных волокон
Способ связывания волокнистого пан материала при проведении стадий получения из него углеродного волокна
Способ получения углеродного материала многонаправленного армирующего каркаса из углеродного волокна
Способ получения окисленного графита
Способ получения углеродного волокнистого микродренажа для офтальмохирургических вмешательств и углеродный волокнистый микродренаж для офтальмохирургических вмешательств
Способ изготовления образцов для экспресс-оценки качества графитированного наполнителя при силицировании изделий на его основе
Способ получения высокоплотного графита
Установка карбонизации волокнистых вискозных материалов для получения комбинированных углеродных нитей
Клей
Углеродсодержащая композиция для получения реакционно-связанного карбида кремния
Способ карбонизации вискозных волокнистых материалов в процессе получения углеродных волокон
Способ связывания волокнистого пан материала при проведении стадий получения из него углеродного волокна
Способ получения углеродного материала многонаправленного армирующего каркаса из углеродного волокна
Способ получения окисленного графита
Способ получения углеродного волокнистого микродренажа для офтальмохирургических вмешательств и углеродный волокнистый микродренаж для офтальмохирургических вмешательств

