Результат интеллектуальной деятельности: Способ изготовления упругих элементов микромеханических датчиков
Вид РИД
Изобретение
Изобретение относится к области приборостроения и может применяться при изготовлении упругих элементов, используемых в конструкциях кремниевых чувствительных элементов микромеханических датчиков - акселерометров, гироскопов, датчиков угловой скорости.
Известен способ [Патент Российской Федерации №2209489, H01L 21/308, опубл. 27.07.2003] изготовления упругого элемента микромеханического устройства, включающий фотолитографическое нанесение рисунка на исходный кристалл и последующее его анизотропное травление для получения заданной конфигурации упругого элемента. В процессе нанесения рисунка на маске в местах сопряжения упругого элемента с рамкой и чувствительной массой выполняют маскирующие области. В данном способе на исходном фотошаблоне в вышеуказанных местах сопряжения выполняются дополнительно маскирующие области, размер которых определяется глубиной травления и коэффициентом анизотропии. Далее рисунок с фотошаблона с помощью процесса фотолитографии переносится на кристалл. В итоге перед операцией глубокого анизотропного травления на кристалле образуются дополнительные маскирующие области, которые в процессе глубокого анизотропного травления устройства скругляют углы сопряжения упругого элемента с рамкой и чувствительной массой и таким образом ликвидируют концентраторы напряжений упругого элемента.
Недостатком известного способа является наличие концентраторов напряжения во внутренних и на внешних углах рамки кристалла, а также острых граней на рамке кристалла, образующихся после глубокого анизотропного травления, что снижает механическую прочность кристалла.
Известен способ [Патент Российской Федерации №2300823, H01L 21/308, опубл. 10.06.2007] изготовления упругого элемента микромеханического устройства, включающий окисление плоской пластины из монокристаллического кремния с ориентацией поверхности в плоскости (100), нанесение на нее с двух сторон защитного слоя фоторезиста, предварительное вскрытие окон в слое фоторезиста при помощи двухсторонней фотолитографии, травление окисла по вскрытым окнам шириной L1 в области формирования упругого элемента и анизотропное травление пластины до промежуточной глубины h. После травления окисла в месте формирования упругого элемента методом анизотропного травления формируют канавку шириной L1 и длиной М до самоторможения, вторично вскрывают окна в окисле для конечного формирования упругого элемента и производят анизотропное травление до получения требуемой толщины упругого элемента Н, толщина которого задается по формуле H=(T1-Tcam)⋅V, где Т1 - время травления выступающих углов канавки, Tcam - время формирования канавки, V - скорость анизотропного травления,
В данном способе при анизотропном травлении вначале происходит формирование самотормозящейся канавки за счет кристаллографических направлений. Повторно вскрывают окна по тому же слою окисла для формирования окончательной геометрии упругого элемента и производят окончательное анизотропное травление во вновь вскрытых окнах. При наличии механических дефектов на поверхности кремниевой пластины, роль которых играют выступающие углы, и при наличии окисного слоя сверху выступающих углов при анизотропном травлении происходит травление граней с более высокими индексами Миллера с замедлением травления при достижении плоскости травления с более плотной упаковкой атомов. Поэтому при анизотропном травлении выступающие углы канавки травятся с удвоенной скоростью по сравнению со скоростью травления самой пластины с ориентацией плоскости (100).
Недостатком указанного способа является необходимость предварительного формирования «самотормозящейся» канавки шириной L1 и длиной М, которая расположена в области формирования упругого элемента, что предполагает проведение фотолитографии и предварительного травления. Кроме того, из-за разнотолщинности кремниевых пластин возможно формирование упругих элементов разной толщины, что связано с процессами анизотропного травления кремния плоскости (100) - выявлению сходящихся плоскостей (111) - т.е. «самоторможения» канавок. Расположение канавок в области формирования упругих элементов при неизменной ширине L1 и разнотолщинности кремниевой пластины приведет к разнотолщинности получаемых упругих элементов. Вышеперечисленное снижает технологичность изготовления упругого элемента.
Наиболее близким к заявляемому техническому решению является способ [Патент Российской Федерации №2211504, H01L 21/306, опубл. 27.08.2003] изготовления упругих элементов из монокристаллического кремния путем окисления плоской круглой пластины с ориентацией базовой поверхности в плоскости (100), нанесения на нее защитного слоя фоторезиста, фотолитографии, вскрытия окон в окисном слое в области формирования упругих элементов на определенную ширину с учетом анизотропии травления монокристаллического кремния, анизотропного травления на глубину меньшую, чем необходимо для получения требуемой толщины упругих элементов, изотропного дотравливания до получения требуемой толщины упругих элементов с одновременным формированием галтельных переходов, пластины с определенной величиной клиновидности профиля для анизотропного травления на глубину меньшую, чем необходимо для получения требуемой толщины упругого элемента, подвешивают таким образом, что минимальная толщина находится в верхней части травильного раствора, с последующим одновременным извлечением их со скоростью:
где υ - скорость извлечения пластин из раствора травителя, d - диаметр исходной кремниевой пластины, TTP - расчетное время травления при максимальной толщине пластины, Т0TP - расчетное время травления при минимальной толщине пластины. В данном способе при изготовлении упругих элементов толщиной 20 мкм из пластины монокристаллического кремния с ориентацией плоскости (100), с диаметром 76 мм, толщиной 0,38 мм и с клином 1 мкм минимальное время травления составляет 6 часов при скорости травления 60 мкм/час. При этом пластины извлекают из раствора травителя со скоростью 1,27 мм/сек. Весь клин пластины составляет 6 мкм, скорость извлечения пластин составляет 0,25 мм/сек.
Недостатками данного способа является низкое качество изготовления, связанное со сложностью используемой установки, предполагающей извлечение пластин из раствора травителя с точно заданной скоростью. При таком извлечении пластин из раствора на пластинах продолжается взаимодействие травящего раствора с кремнием, так как раствор не удаляется с пластины. Это может привести к нарушению воспроизводимой геометрии упругих элементов из монокристаллического кремния. Кроме этого, способ предполагает изотропное травление при наличии на поверхности пластины окисного слоя, служащего защитой при анизотропном травлении. При последующем изотропном дотравлении окисный слой будет растворяться, что связано с механизмами растворения окисной пленки в изотропном травителе. При этом может нарушиться поверхность исходной кремниевой пластины за счет ее растравов, что также приведет к снижению качества изготовления упругих элементов.
Целью изобретения является повышение качества изготовления упругих элементов за счет повышения технологичности, обусловленной получением упругих элементов требуемой толщины на кремниевых пластинах анизотропным травлением с устранением концентраторов механических напряжений на всех внутренних и внешних углах формируемых кремниевых структур путем изотропного дотравливания с дополнительной защитой поверхности пластины.
Поставленная цель достигается тем, что в способе изготовления упругих элементов из монокристаллического кремния путем окисления плоской круглой пластины с ориентацией базовой поверхности в плоскости (100), нанесения на нее защитного слоя фоторезиста, фотолитографии, вскрытия окон в окисном слое в области формирования упругих элементов на определенную ширину с учетом анизотропии травления монокристаллического кремния, анизотропного травления на глубину для получения требуемой толщины упругих элементов, изотропного дотравливания с одновременным формированием галтельных переходов, согласно изобретению после анизотропного травления удаляют окисный слой, наносят защитную пленку, методом фотолитографии формируют рисунок для изотропного травления, после чего изотропно дотравливают кремний и удаляют защитную пленку. Нанесение защитной пленки на пластину после анизотропного травления на глубину и формирование в ней методами фотолитографии рисунка для изотропного травления позволяет проводить изотропное дотравливание пластин и получать кремниевые структуры, не имеющие концентраторов механических напряжений на всех внутренних и внешних углах с дополнительной защитой поверхности исходной кремниевой пластины, что особенно важно при изготовлении микромеханических датчиков. В этом способе имеются следующие технологические преимущества. При сквозном анизотропном травлении пластины боковые стенки формируемой кремниевой структуры представляют собой наклонные грани - кристаллографические плоскости (111), которые пересекаются между собой под углом 72°, угол пересечения плоскостей (111) с плоскостью (100) исходной пластины составляет 54,7°. Данные углы являются острыми и им свойственно наличие внутренних напряжений, т.е. они выступают в качестве концентраторов механических напряжений. Кроме этого, в качестве концентраторов механических напряжений выступают и внутренние углы формируемых структур.
В способе изготовления кремниевая пластина анизотропно травится до получения требуемой толщины упругих элементов, удаляется окисная пленка, после чего формируется защитная пленка и пластина изотропно дотравливается. При этом происходит травление кремния изотропно во всех направлениях, что позволяет сгладить острые внешние углы формируемых кремниевых структур, а также скруглить внутренние углы с одновременным формированием галтельных переходов. В данном случае формируемые структуры будут иметь закругленные области пересечения плоскостей (111) между собой и с плоскостями (100), внутренние углы структур также будут иметь закругления, т.е. концентраторы механических напряжений отсутствуют.
Защитная пленка на поверхности пластины позволяет исключить ее растравы, т.е. качество поверхности при изотропном травлении не нарушается. Это особенно важно при изготовлении микромеханических датчиков, таких как микромеханические акселерометры, датчики угловой скорости, датчики давления. Указанные датчики содержат кремниевые кристаллы со сформированными методами травления структурами. Кристаллы после травления соединяются со стеклом методами электростатического соединения. При этом качество соединения зависит от качества кремниевой поверхности, предназначенной для соединения, т.е. качество датчика будет определяться качеством поверхности кремниевой пластины после операций травления. В предлагаемом способе защитная пленка химически инертна по отношению к изотропному травителю, в отличие от оксида кремния, получаемому путем термического окисления кремниевых пластин, которому свойственно травление при применении изотропных травителей. Это свойство защитной пленки позволяет сохранить качество поверхности кремниевой пластины при изотропном травлении на уровне начальной полировки пластины, что особенно важно при дальнейших сборочных операциях микромеханических датчиков.
Удаление окисного слоя необходимо из-за его травления в изотропном травителе в боковом направлении при наличии на его поверхности защитного слоя. При этом возможно появление открытых незащищенных участков кремния, что приведет к их растраву и нарушению поверхности кремния. Получение требуемой толщины упругих элементов анизотропным травлением имеет преимущества перед чисто изотропным травлением, так как в последнем случае наблюдается сильный растрав кремния по всем направлениям, что не приведет к получению заданной геометрии формируемых кремниевых структур, содержащих упругие элементы.
Техническим результатом изобретения является получение упругих элементов требуемой толщины на кремниевых пластинах анизотропным травлением с устранением концентраторов механических напряжений на всех внутренних и внешних углах формируемых кремниевых структур путем изотропного дотравливания с дополнительной защитой поверхности пластины, что позволяет повысить качество изготовления упругих элементов.
На фиг. 1-5 показана последовательность операций, применяемых для реализации предложенного способа.
На фиг. 1 изображена плоская кремниевая пластина 1 с окисным слоем 2. На фиг. 2 показана пластина 1 с окисным слоем 2, анизотропно протравленная на глубину 3 до получения требуемой толщины упругих элементов. На фиг. 3 показана пластина 1, анизотропно протравленная на глубину 3, защитная пленка 4 со сформированным рисунком для изотропного травления. На фиг. 4 показана пластина 1 с защитной пленкой 4 после изотропного травления с одновременным формированием галтельных переходов 5. На фиг. 5 показана пластина 1 после удаления защитной пленки, упругий элемент 6 требуемой толщины.
Пример реализации предложенного способа.
На плоской кремниевой пластине 1 толщиной 300-400 мкм с ориентацией базовой поверхности в плоскости (100) создают окисный слой 2 (фиг. 1), наносят на пластину 1 защитный слой фоторезиста, проводят фотолитографию, вскрывают окна в окисном слое 2 в области формирования упругих элементов на определенную ширину с учетом анизотропии травления монокристаллического кремния, анизотропно травят на глубину 3 для получения требуемой толщины упругих элементов (фиг. 2), при этом толщина упругих элементов может находиться в диапазоне 18-50 мкм, удаляют окисный слой 2, наносят защитную пленку 4 толщиной 0,3-0,5 мкм, например нитрида кремния, методом фотолитографии формируют рисунок для изотропного травления (фиг. 3), при такой толщине защитная пленка 4 обеспечивает возможность изотропного дотравливания до сквозных отверстий без нарушения качества указанной пленки, изотропно дотравливают пластину 1 с защитной пленкой 4 с одновременным формированием галтельных переходов 5 (фиг. 4), при этом устраняются концентраторы механических напряжений на внешних и внутренних углах формируемых кремниевых структур, после чего удаляют защитную пленку 4 с кремниевой пластины 1, при этом формируется окончательный вид упругого элемента 6 (фиг. 5).
Таким образом, предлагаемое избретеие позволяет получать упругие элементы требуемой толщины на кремниевых пластинах анизотропным травлением с устранением концентраторов механических напряжений на всех внутренних и внешних углах формируемых кремниевых структур путем изотропного дотравливания с дополнительной защитой поверхности пластины.
Способ изготовления упругих элементов из монокристаллического кремния путем окисления плоской круглой пластины с ориентацией базовой поверхности в плоскости (100), нанесения на нее защитного слоя фоторезиста, фотолитографии, вскрытия окон в окисном слое в области формирования упругих элементов на определенную ширину с учетом анизотропии травления монокристаллического кремния, анизотропного травления на глубину для получения требуемой толщины упругих элементов, изотропного дотравливания с одновременным формированием галтельных переходов, отличающийся тем, что после анизотропного травления удаляют окисный слой, наносят защитную пленку, методом фотолитографии формируют рисунок для изотропного травления, после чего изотропно дотравливают кремний и удаляют защитную пленку.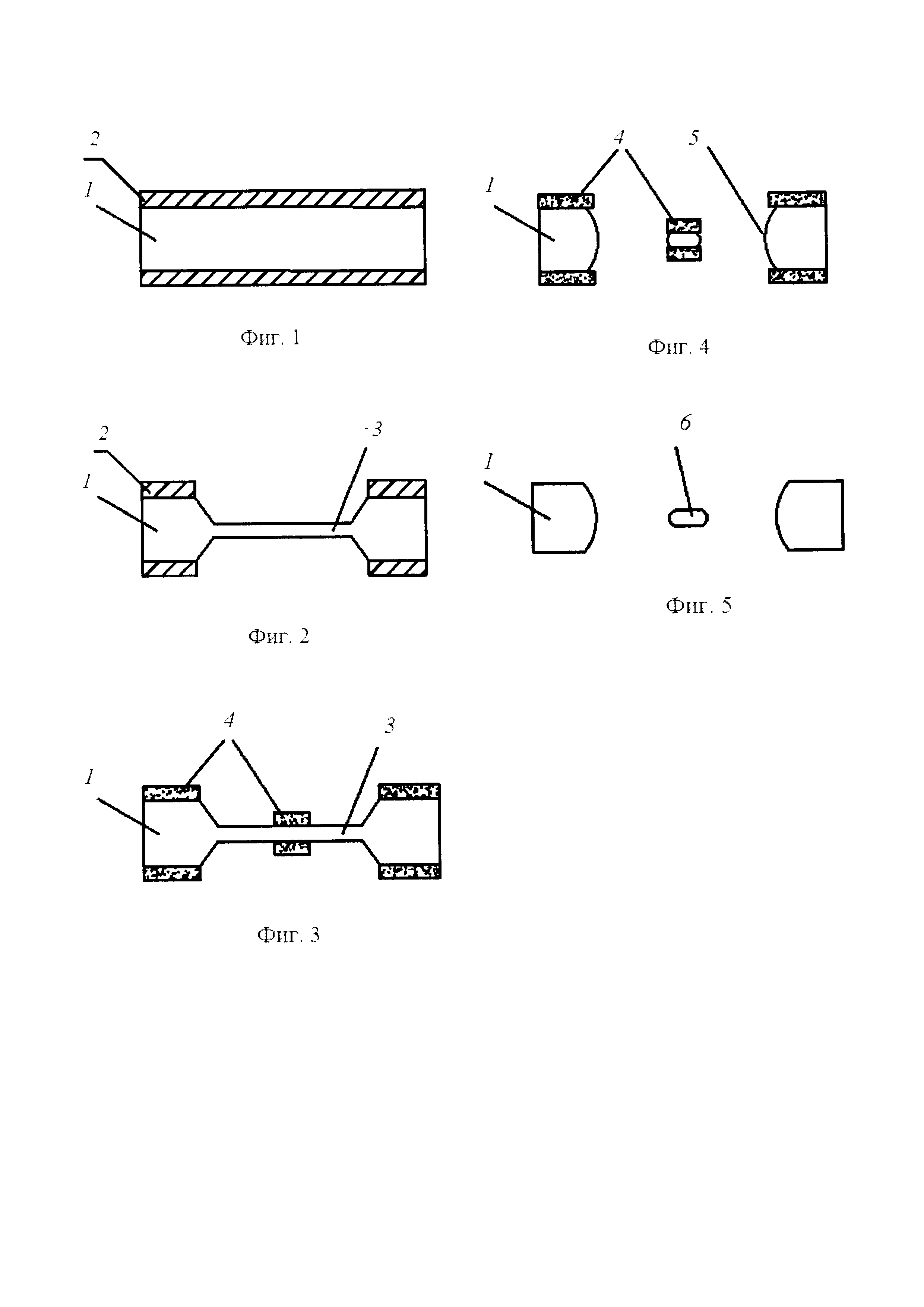
Твердотельный волновой гироскоп
Способ изготовления микрогироскопа
Способ изготовления сферического резонатора
Способ стабилизации резисторов
Способ диагностирования цепей измерения температур
Многофункциональный измерительный модуль
Способ получения рельефа в диэлектрической подложке
Способ изготовления интегральных преобразователей
Способ создания структуры - кремний на изоляторе
Способ изготовления микрогироскопа
Способ изготовления сферического резонатора

