Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Предлагаемое изобретение относится к области способов изготовления пустотелых компонентов турбомашины и, более конкретно, изготовления заготовок (преформ), предназначенных для сборки и установки в заданном положении в оборудовании для литьевого формования пустотелых компонентов турбомашины.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Принимая во внимание особую конфигурацию и допуски по предмету изобретения, используемые в турбомашинах пустотелые компоненты отличаются сложностью в изготовлении.
Такие пустотелые компоненты изготавливают, как правило, способом литьевого формования, для чего обычно необходимо использовать заготовки, помещенные в форму для литья, причем изготовление этих заготовок обусловливает качество полученного таким образом готового изделия. Между тем, изготовление таких заготовок сложное и требует много различных этапов, каждый из которых влияет на качество готового продукта.
Предлагаемое изобретение имеет задачей разработать способ изготовления заготовок для получения пустотелых компонентов турбомашины, который обеспечивает позиционирование и соблюдение точных размеров, а также возможность промышленной эксплуатации.
Для решения задачи предлагается способ обработки с приданием формы заготовке для пустотелого компонента турбомашины, в котором
- позиционируют листовой материал тканого волокна на основание, которое снабжено продольной оформляющей полостью,
- позиционируют оправку в эту продольную оформляющую полость так, чтобы зажать указанный листовой материал между основанием и оправкой, при этом оправка имеет толщину, которая увеличивается между передним концом и задним концом, и содержит две продольные, по существу перпендикулярные основанию, боковые стороны,
- фиксируют положение заднего конца оправки,
- помещают передний блок с опорой на основание так, чтобы накрыть передний конец оправки и зафиксировать этот передний блок,
- обрабатывают и придают форму двум закрылкам (volets) листа вокруг боковых сторон оправки,
- позиционируют два боковых блока с опорой на основание с обеих сторон оправки так, чтобы зажать каждый закрылок между указанными боковыми блоками и боковой стороной оправки,
- фиксируют положение указанных боковых блоков,
- осуществляют просушку образованной таким образом сборки так, чтобы добиться отверждения формы листового материала и сформировать таким образом заготовку, которая содержит также плоское основание, от которого простираются перпендикулярно два закрылка,
- подгоняют закрылки по размерам оправки, обрезая излишний материал.
Как вариант, указанный способ имеет один или несколько следующих признаков, взятых по отдельности или в комбинации:
- подгонку закрылков по размерам оправки осуществляют путем позиционирования расходного клина (cale martyre) относительно краев оправки,
- фиксирование положений осуществляют посредством пассатижей и крепежных винтов,
- указанный листовой материал представляет собой плетеное углеродное волокно, и указанная заготовка адаптирована для изготовления платформы лопатки турбомашины.
Изобретение относится также к способу, в котором
- осуществляют два этапа формования заготовок способом, таким как определен выше, изготовлением первой заготовки, имеющей U-образную форму, и второй заготовки, имеющей ТТ-образную форму,
- соединяют полученные таким образом обе заготовки, помещая первую заготовку U-образной формы между двумя закрылками второй заготовки ТТ-образной формы так, чтобы основания двух указанных заготовок были противоположны друг другу и разделены соответствующими закрылками,
- помещают полученную таким образом сборку в литьевое оборудование.
Изобретение относится, кроме этого, к оборудованию для уплотнения, просушки и вырезки заготовки пустотелого компонента турбомашины, отличающемуся тем, что оно содержит:
- основание, адаптированное, чтобы служить подложкой листового материала, и содержащее продольную оформляющую полость,
- оправку, адаптированную для позиционирования в указанной продольной оформляющей полости так, чтобы прижать листовой материал к основанию и определить, таким образом, оба закрылка указанного листа, расположенные с обеих сторон оправки, причем указанная оправка имеет толщину, которая увеличивается между передним концом и задним концом, и содержит две продольные, по существу перпендикулярные основанию боковые стороны,
- два боковых блока, адаптированных для позиционирования с опорой на основание с обеих сторон оправки так, чтобы прижать закрылки листа к оправке, при этом
- указанные боковые блоки и/или оправка адаптированы для взаимодействия со средствами вырезки указанных закрылков так, чтобы подогнать их по размерам оправки или указанных боковых блоков, причем указанное оборудование содержит, кроме этого, передний блок, адаптированный для его позиционирования с опорой относительно конца оправки и его фиксации относительно основания.
Как вариант, указанное оборудование имеет один или несколько следующих признаков, взятых по отдельности или в комбинации:
- указанные боковые блоки и/или оправка содержат приемные гнезда, адаптированные под расходный клин, чтобы поглотить избыточный материал при подгонке закрылков по размерам оправки или указанных боковых блоков,
- основание, оправка, боковые блоки и, при определенных обстоятельствах, передний блок выполнены из смолы, термопластичного материала, алюминия или стали.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие признаки, цели и преимущества изобретения поясняются нижеследующим описанием неограничивающих вариантов его осуществления, приводимых со ссылкой на чертежи, на которых:
фиг. 1 изображает листовой материал, расположенный на основании оборудования, согласно одному аспекту изобретения,
фиг. 2 - вид сбоку оправки оборудования согласно одному аспекту изобретения,
фиг. 3 - вид в разрезе соединения основания, листового материала и оправки, показанных раньше,
фиг. 4 - вид соединения основания, показанного на фиг. 3, к которому добавлены дополнительные элементы оборудования, согласно одному аспекту изобретения,
фиг. 5 - детальный вид фиксации в заданном положении оправки,
фиг. 6 - вид в разрезе образованной таким образом сборки,
фиг. 7 - детальный вид зоны с фиг. 6,
фиг. 8 - пример заготовки, полученной посредством показанного раньше оборудования,
фиг. 9 - другой вариант оборудования согласно одному аспекту изобретения,
фиг. 10 - детальный вид зоны оборудования, показанного на фиг. 9,
фиг. 11 - другой вариант заготовки, полученной посредством этого оборудования,
фиг. 12 - сборку двух заготовок, показанных раньше,
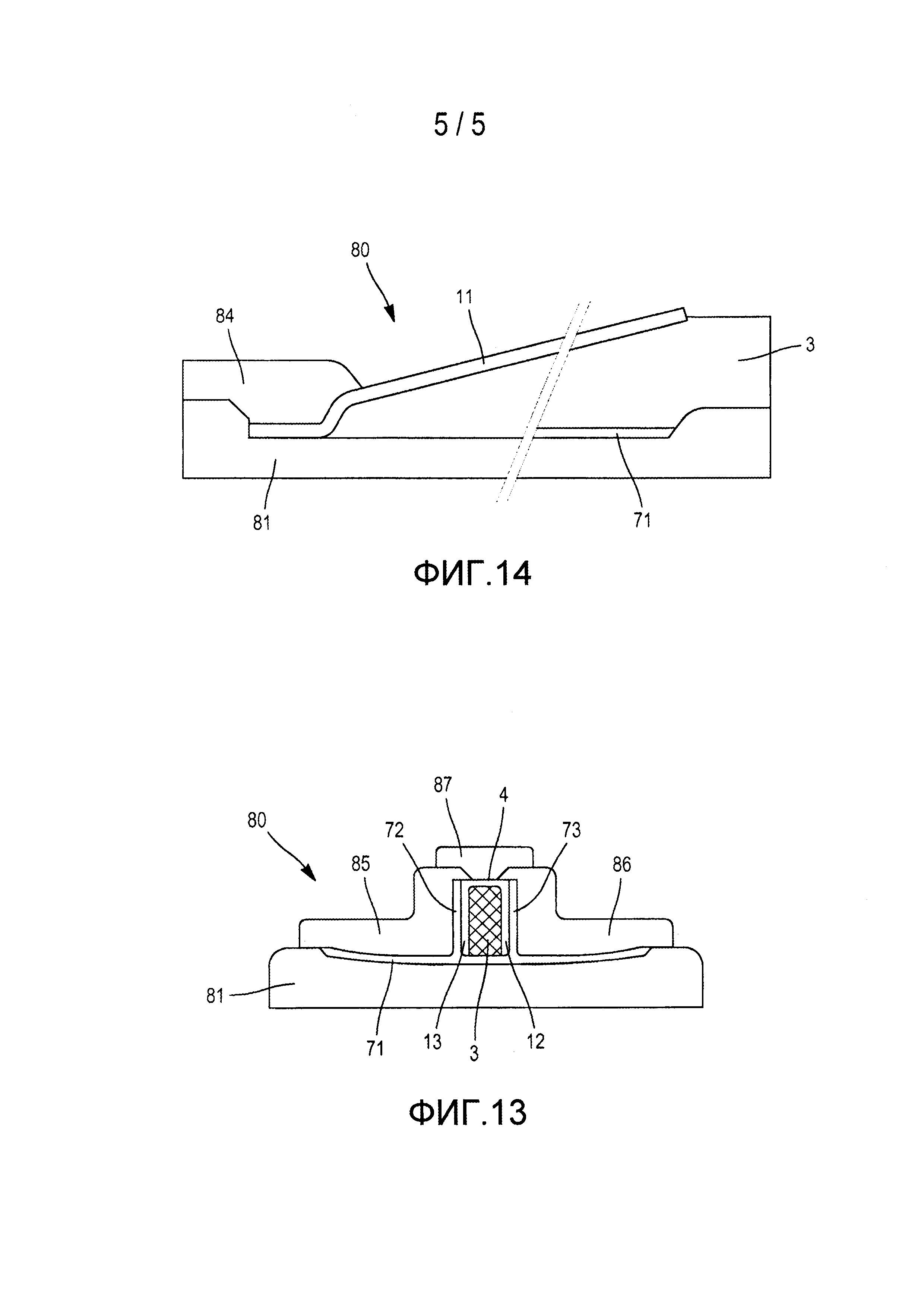
фиг. 13 и 14 - два изображения сборки, позиционированной в литьевой форме, согласно одному аспекту изобретения.
Общие в комплекте фигур элементы обозначены идентичными цифровыми позициями.
ДЕТАЛЬНОЕ ОПИСАНИЕ
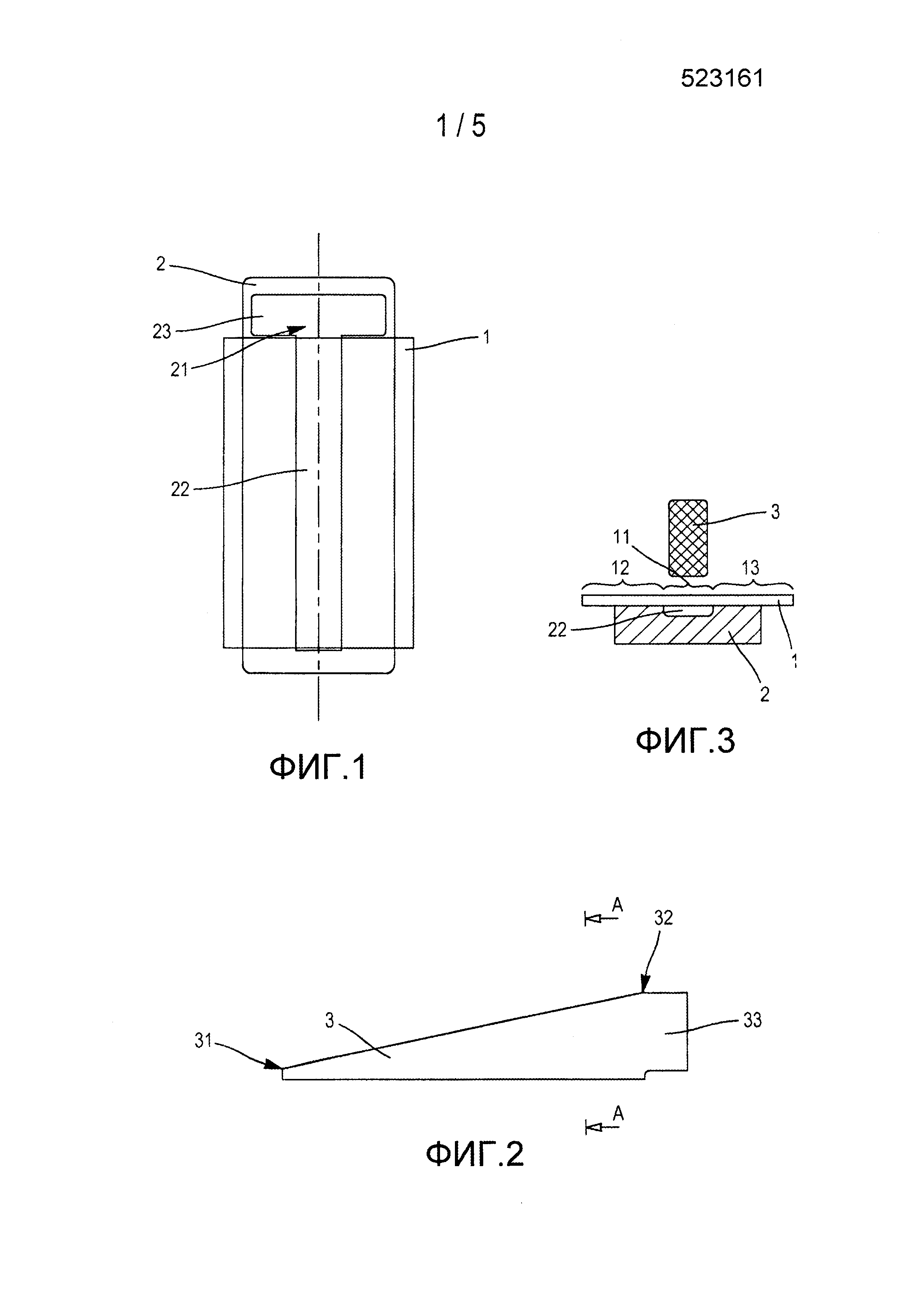
На фиг. 1 показан листовой материал 1, позиционированный на основании 2 оборудования для обработки и предания формы.
Листовой материал 1 представляет собой, как правило, изготовленный из тканого волокна лист 3D, обычно из углеродного волокна.
Основание 2 содержит Т-образную оформляющую полость 21, представляющую, таким образом, продольную оформляющую полость 22 и поперечную полость 23. Листовой материал 1 помещен так, чтобы накрыть продольную оформляющую полость 22 или, более конкретно, чтобы длина листа 1 была расположена между двумя концами продольной оформляющей полости 22.
На фиг. 2 показан вид сбоку оправки 3, адаптированной для соединения с основанием 2, показанным раньше.
Оправка 3 имеет, как правило, форму клина; ее толщина увеличивается между передним концом 31 и задним концом 32 и имеет две продольные, по существу перпендикулярные основанию стороны. Ее задний конец 32 продлевается по соединительной секции 33, как правило, в форме параллелепипеда, адаптированной, чтобы опереться на основание 2 и обеспечить фиксацию в заданном положении оправки 3 на основании 2.
Длина между передним концом 31 и задним концом 32 оправки 3 предпочтительно равна длине продольной оформляющей полости 22 основания 2.
На фиг. 3 показан вид в разрезе, по плоскости А-А, показанной на фиг. 2 оправки 3, а также основания 2 и листового материала 1.
Оправка 3 помещена таким образом, что входит в продольную оформляющую полость 22 основания 2, при этом соединительная секция 33 оправки опирается на основание 2, за пределами продольной оформляющей полости 22, в продолжении ее конца, противоположного концу, соединенному с поперечной оформляющей полостью 23.
При позиционировании таким образом оправки 3 в продольной оформляющей полости 22 основания 2 участку 11 (показанному на фиг. 3) листового материала 1 придают форму так, чтобы он соответствовал продольной оформляющей полости 22 основания 2 вследствие действия оправки 3.
Таким образом, определяется местоположение обоих закрылков 12 и 13, расположенных с обеих сторон этого участка 11, то есть с обеих сторон оправки 3.
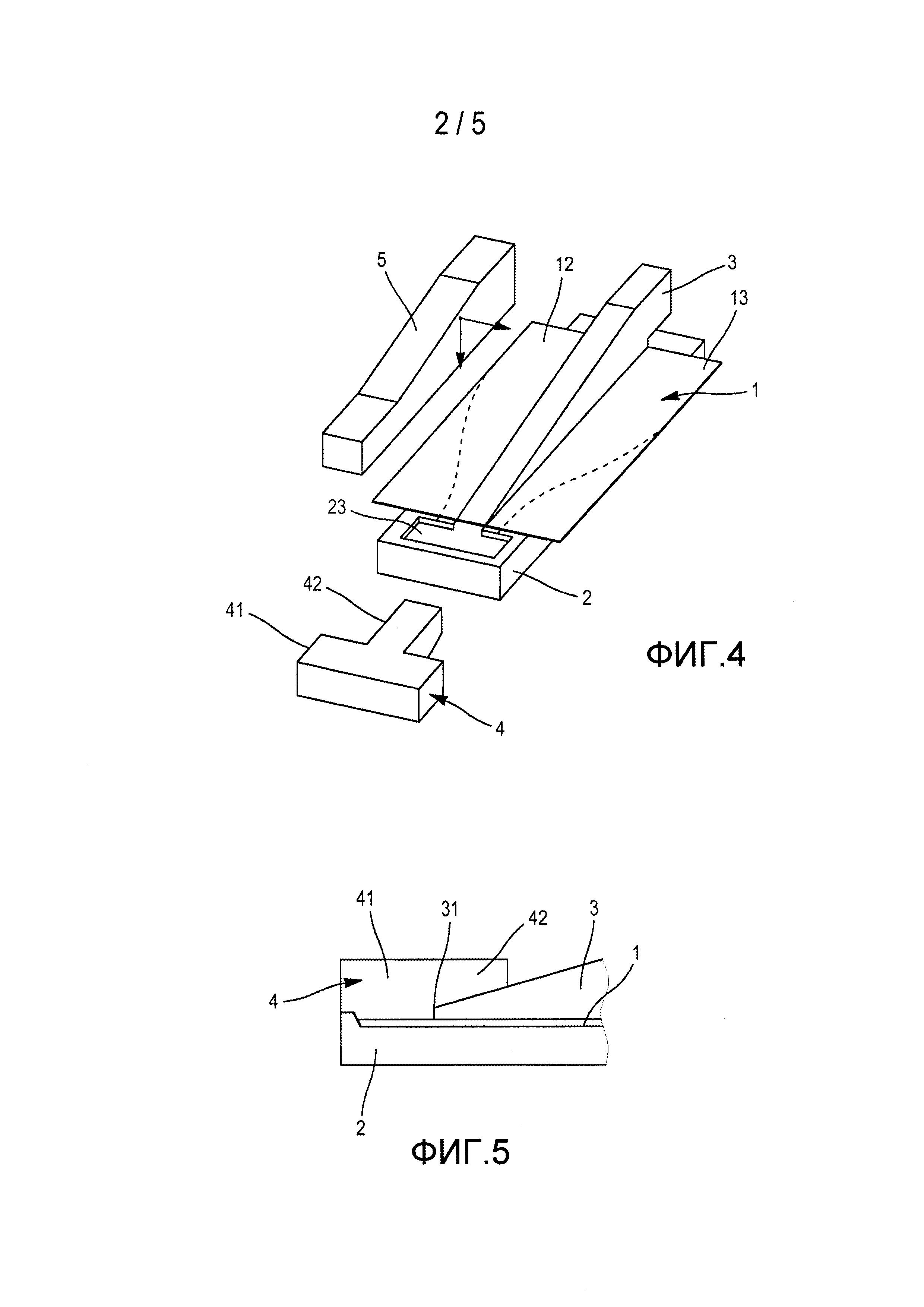
На фиг. 4 показан вид сборки, образованной основанием 2, листом 1 и оправкой 3, с которой соединяют передний блок 4, а также два боковых блока 5 и 6 (на этой фигуре показан лишь один боковой блок 5).
Передний блок 4 имеет, как правило, Т-образную форму и содержит первую секцию 41, адаптированную для установки в поперечной оформляющей полости 23 основания 2, и вторую секцию 42, адаптированную для опоры на оправке 3, позиционированной на основании 2.
Фиг. 5 иллюстрирует относительное позиционирование листового материала 1, основания 2, оправки 3 и переднего блока 4, при этом вторая секция 42 переднего блока опирается на верхнюю поверхность оправки 3 так, что передний конец 31 оправки 3 установлен с опорой на основание 2.
На фиг. 4 показан также боковой блок 5, который позиционирован на основании 2 так, что опирается на боковую поверхность оправки 3.
Соответствующий закрылок 12 предварительно убран так, чтобы он простирался вдоль боковой поверхности оправки 3, по существу перпендикулярно основанию 2.
Таким образом, закрылок 12 зажат между оправкой 3 и боковым блоком 5.
Второй боковой блок 6 помещен аналогичным образом так, чтобы он опирался на другую боковую поверхность 3 и чтобы зажать другой закрылок 13 между оправкой 3 и вторым боковым блоком 6.
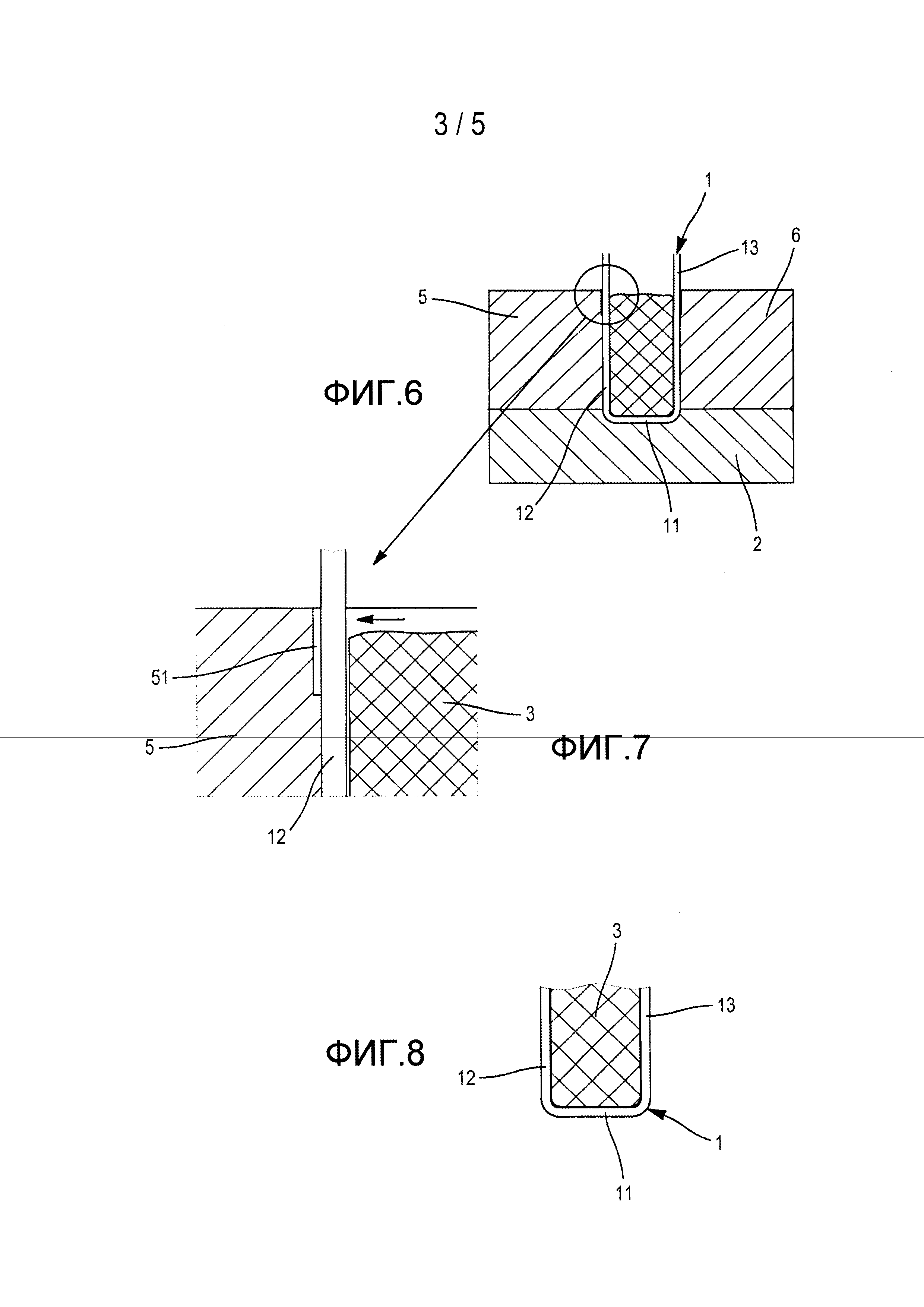
На фиг. 6 изображена в поперечном разрезе образованная таким образом сборка. Видна U-образная форма, которая придана листу 1, различные части которого зажаты между основанием 2, оправкой 3 и боковыми блоками 5 и 6.
На фиг. 7 представлен детальный вид части, заключенной в кружок на фиг. 6. На этой фигуре обозначен свободный конец закрылка 12, расположенный между оправкой 3 и боковым блоком 5.
Чтобы избежать очень значительных напряжений позиционирования листа 1 на основании 2, листовой элемент 1 предпочтительно выполнен так, что он длиннее, чем нужно, что приводит к избыточному размеру закрылков 12 и 13 относительно оправки 3 после придания им U-образной формы, как видно на фиг. 7.
После придания U-образной формы оба закрылка 12 и 13 подгоняют соответственно по высоте оправки 3, обрезая и убирая избыточный материал.
Эту операцию осуществляют, как правило, когда сборка имеет конфигурацию, показанную на фиг. 6. При этом лезвием обрезают избыточный материал закрылков 12 и 13, проходя по верхнему краю оправки 3.
С этой целью боковые края 5 и 6 имеют предпочтительно приемное гнездо, адаптированное, таким образом, под расходный клин, то есть клин, выполненный из мягкого материала, предусмотренного, чтобы поглотить избыточный материал механической обработки при вырезке и, таким образом, исключить повреждение боковых краев 5 и 6. На фиг. 7 представлен также расходный клин 51, расположенный в приемном гнезде, выполненном в боковом крае 5, на высоте верхнего края оправки 3.
Наоборот, приемные гнезда могут быть выполнены в оправке 3 так, чтобы поместить в них расходные клинья и осуществить вырезку по краю боковых блоков 5 и 6.
Эти средства адаптированы для осуществления подгонки и вырезки закрылков 12 и 13 непосредственно в оборудовании, что позволяет получить точную вырезку, без деформации заготовки и без удаления волокна.
На фиг. 8 показан листовой материал 1 U-образной формы, помещенный вокруг оправки 3, после удаления боковых блоков 5 и 6, переднего блока 4 и основания 2. Отформованный таким образом лист 1 был просушен, как правило, перед удалением этих различных элементов для его отверждения в этой U-образной форме.
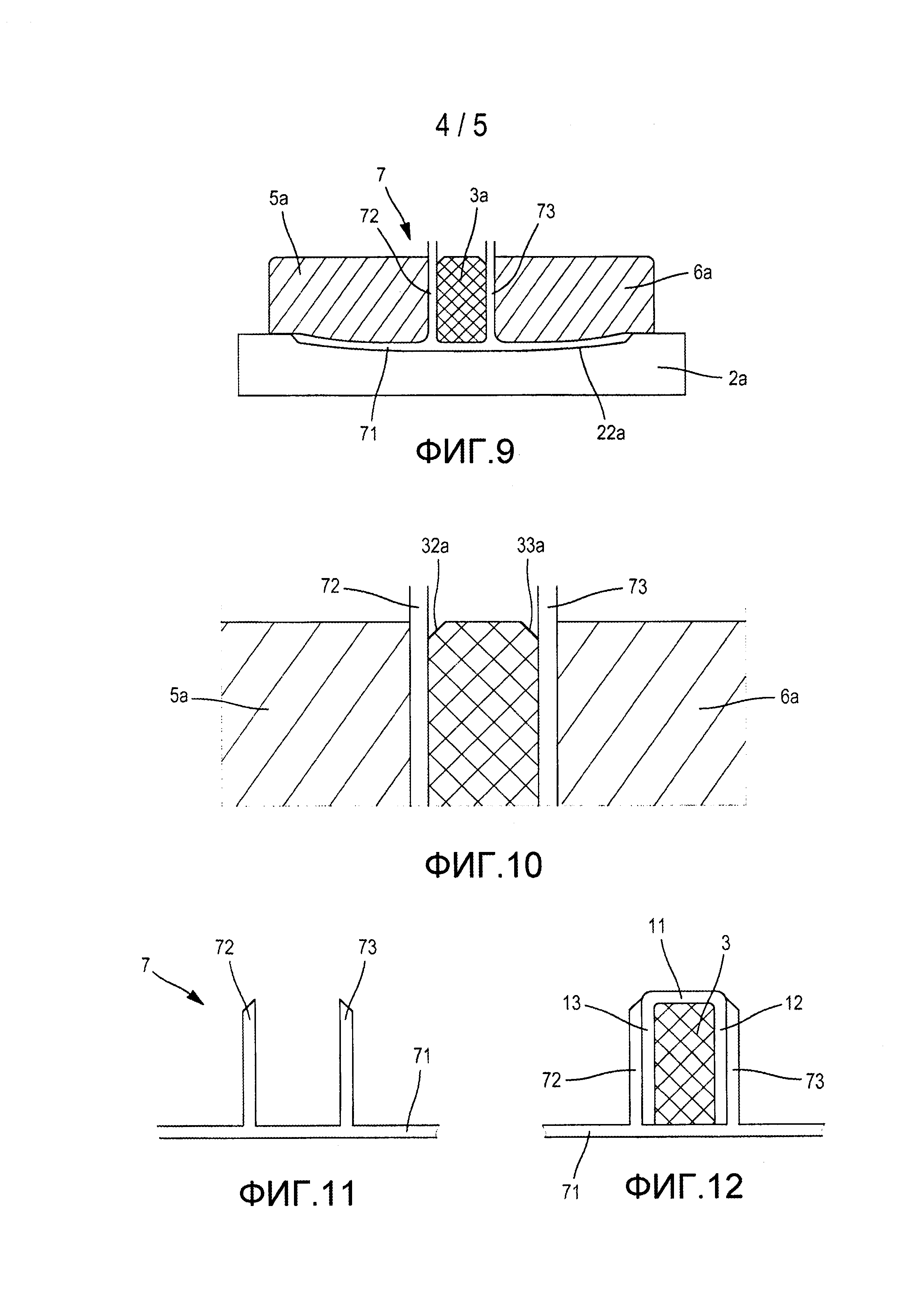
На фиг. 9 представлена сборка, аналогичная показанной на предыдущих фигурах, в которой листовому материалу 7 придают ТТ-образную форму. Различные элементы обозначены идентичными цифровыми позициями, что и прежде, дополненные буквой а.
Листовой материал 7 представляет собой, как правило, изготовленный из тканого волокна лист 3D, например, из углеродного волокна.
Различные этапы, а также использованные средства аналогичны тем, которые описаны со ссылкой на предыдущие фигуры, за исключением оформляющей полости 22а в основании 2а, которая адаптирована для формования более широкого участка 71, чем выполненный раньше участок 11.
Кроме того, листовой материал 7, такой как позиционирован вначале в основании 2а, состоит из нескольких листов, помещенных в заданное положение на основании 2а. Затем между двумя закрылками 72 и 73 позиционирована оправка 3а по продольной оси листа 7. Передний блок (не показан) и боковые блоки 5а и 6а позиционируют затем так, чтобы сформировать широкий участок 71 с опорой на основание 2а, от которого простираются оба закрылка 72 и 73, по существу перпендикулярно участку 71, оба закрылка 72 и 73 простираются с обеих сторон продольной оси участка 71 и зажаты между оправкой 3а и соответственно боковым закрылком 72 и боковым закрылком 73.
Фиг. 10 предлагает детальный вид с фиг. 9, помещая на передний план подгонку закрылков 72 и 73 по высоте оправки 3а.
Как и в предыдущем изложении, закрылки 72 и 73, позиционированные, как и вначале, на основании 2а, выполнены в 3D так, чтобы исключить напряжения, связанные с исключительно точным позиционированием листа, размеры которого могут быть определены уже до придания ему соответствующей формы.
Как и прежде, оба закрылка 72 и 73 листа 7 подгоняют путем удаления излишнего материала, например, посредством обрезного инструмента, проходя по верхним краям оправки 3а.
Как описано выше со ссылкой на фиг.7, может быть использован расходный клин для осуществления вырезки.
Как и прежде, осуществление вырезки также может быть выполнено в обратном порядке, проходя по краям боковых блоков 5а и 6а, при этом оправка 3а содержит предпочтительно одно или несколько приемных гнезд под расходные клинья.
В представленной на фиг.10 форме осуществления оправка 3а имеет скошенные боковые края 32а и 33а, что позволяет использовать их в качестве направляющей, например, для обрезного лезвия.
На фиг. 11 показан вид листа, выполненного в ТТ-образной форме, после удаления боковых блоков 5а и 6а, переднего блока 4а, оправки 3а и основания 2а. Полученный таким образом лист 7 был просушен, как правило, перед удалением этих различных элементов для его отверждения в этой ТТ-образной форме.
На фиг. 1-11 показано также оборудование и различные этапы, связанные с осуществлением двух полузаготовок, выполненных, как правило, из тканого волокна 3D, например углеродного волокна.
Описанное выше оборудование для изготовления этих двух заготовок позволяет осуществить на этом же оборудовании операции придания формы, уплотнения, просушки и вырезки для данной заготовки, обеспечивая, таким образом, точную обработку и придание формы этим заготовкам.
На фиг. 12 показана сборка заготовок, отформованных таким образом на базе предварительно обработанных с приданием формы двух листов 1 и 7, которые проиллюстрированы соответственно на фиг.8 и 11.
Как показано на этих фигурах, выполненные предварительно заготовки собирают, причем обработанный с приданием U-образной формы лист 1 помещают между закрылками 72 и 73 листа 7, выполненного с приданием ТТ-образной формы, так, чтобы оба соответствующих участка 11 и 71 были взаимно противоположны и разделены соответствующими боковыми закрылками 12, 13, 72 и 73 и чтобы оправка 3, использованная для обработки и придания U-образной формы листу 1, также была помещена между этими двумя участками 11 и 71.
На фиг. 13 и 14 предлагаются изображения в разрезе, которые иллюстрируют позиционирование отформованной таким образом сборки в оборудовании 80, которое представляет собой, как правило, литьевое оборудование.
Оборудование 80 содержит основание 81, адаптированное, чтобы служить подложкой для участка 71 листа, обработанного с приданием ТТ-образной формы, передний фиксирующий блок 84, боковые блоки 85 и 86 и верхний блок 87.
Эти различные элементы фиксируются в положении так, чтобы зажать сборку обработанных с приданием формы листовых материалов и сформировать, таким образом, литьевую форму, которая позволяет получить пустотелый компонент турбомашины, например платформу лопатки турбомашины.
Различные представленные элементы оборудования, конкретно основания 2, 2а и 81, оправки 3 и 3а, передние блоки 4, 4а и 84, боковые блоки 5, 5а, 6, 6а, 85 и 86 и верхний блок 87, выполнены, как правило, из смолы или термопластичного материала в том случае, если они выполнены в форме быстрого прототипа (prototypage rapid) или из алюминия или стали.
Эти различные элементы оборудования фиксируются в заданном положении, как правило, посредством пассатижей или крепежных болтов, причем зажатие осуществляют в направлении листов 1 или 7 так, чтобы зажать его между различными элементами оборудования.
Таким образом, изобретение позволяет осуществить сложную сборку нескольких заготовок, чтобы изготовить пустотелый компонент турбомашины, причем указанные заготовки могут быть помещены непосредственно в литьевое оборудование.
Изобретение находит применение, в частности, для изготовления платформы лопатки турбомашины.
Устройство капотирования мотогондолы блока силовой установки летательного аппарата
Устройство контроля насоса высокого давления в контуре питания топливом газотурбинного двигателя
Устройство разъединения опоры подшипника
Способ и система для определения углового положения ротора турбореактивного двигателя
Лопасть для лопастного рабочего колеса турбомашины, участок соплового аппарата турбомашины, рабочее лопастное колесо и турбомашина
Ротор газотурбинного двигателя, турбореактивный двигатель и заглушка для ротора газотурбинного двигателя
Обнаружение аномалий в авиационном двигателе
Способ изготовления детали лопаточного аппарата
Способ изготовления лопатки
Направляющая лопатка вентилятора, выполненная из трехмерного композиционного материала
Устройство поддержания давления для изготовления композиционных компонентов посредством нагнетания полимера и связанный метод
Проектирование детали, изготавливаемой из трехмерного тканого композитного материала
Способ изготовления лопасти винта из композитного материала
Волокнистая заготовка, тканная путем трехмерного тканья в виде единого куска, для изготовления полки из композитного материала с замкнутой коробчатой конструкцией для вентилятора турбинного двигателя
Защитная накладка композитной лопатки турбинного двигателя
Способ повышения жесткости металлической усиливающей детали и металическая усиливающая деталь турбомашины
Стол для резки волокнистой заготовки, получаемой трехмерным переплетением, и способ резки с использованием такого стола
Способы и система вырезания предварительно отформованной заготовки, предназначенной для изготовления детали турбомашины

