Результат интеллектуальной деятельности: УСТРОЙСТВО ПОДДЕРЖАНИЯ ДАВЛЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ КОМПОНЕНТОВ ПОСРЕДСТВОМ НАГНЕТАНИЯ ПОЛИМЕРА И СВЯЗАННЫЙ МЕТОД
Вид РИД
Изобретение
Настоящее изобретение относится к устройству поддержания давления для производства композиционных деталей, изготавливаемых посредством нагнетания полимера методом RTM (Resin Transfer Moulding - литьевое прессование полимеров), а также к способу изготовления компонента, изготавливаемого из композиционных материалов посредством нагнетания полимера методом RTM.
Изобретение применимо, в частности, в области аэронавтики.
Метод RTM является известным методом изготовления деталей, изготавливаемых из композиционных материалов (волокнистых полимеров) с высоким отношением предела прочности к массе. В обычном случае, метод RTM включает в себя следующие основные операции:
подготовку волоконной преформы посредством тканья;
расположение преформы в литьевой форме;
нагнетания полимера в жидком состоянии;
приложение поддерживаемого давления к нагнетаемому полимеру и полимеризацию компонента нагреванием.
Используемые полимеры являются весьма текучими, так что хорошо проникают между разными волокнами преформы, даже когда их нагнетают под пониженным давлением. При полимеризации под действием тепла нагнетаемый полимер последовательно переходит из жидкого состояния в гелеобразное состояние и, наконец, в твердое состояние.
Чтобы гарантировать высококачественные компоненты без дефектов и без пористости, в частности по причине дегазации полимера при полимеризации, необходимо поддерживать поддерживаемое давление вплоть до полной полимеризации компонента.
В известных системах литья методом RTM создание давления гарантируется средством нагнетания полимера. Поэтому необходимо поддерживать средство нагнетания на месте и поддерживать давления вплоть до полного отверждения полимера. Таким образом, эти системы литья методом RTM не дают возможность создавать компоненты высокими темпами, поскольку время иммобилизации средства нагнетания установлено равным соответствующему параметру полимеризации полимера. Поэтому важным и непреходящим фактором является время занятости производственных средств.
Кроме того, поддержание средства нагнетания на месте вплоть до полной полимеризации компонента увеличивает риск полимеризации полимера внутри средства нагнетания и внутри труб, расположенных между средством нагнетания и литьевой формой, что ведет к сложным операциям очистки средства нагнетания.
И, наконец, во время использования печи в качестве нагревательного средства, полимер, содержащийся в трубе, заключенной между средством нагнетания и литьевой формой, может подойти к полимеризации прежде, чем полимер, содержащийся в литьевой форме, в которой толщина полимера больше. Следовательно, это отверждение в трубе больше не дает возможность гарантировать передачу поддерживаемого давления вплоть до литьевой формы, что приводит к наличию пористости в компоненте.
В этом контексте, изобретение имеет целью решение вышеуказанной проблемы посредством предложения устройства поддержания давления для производства компонентов, изготавливаемых из композиционных материалов посредством нагнетания полимера методом RTM.
С этой целью, в изобретении предложено устройство поддержания давления для системы литья полимера, отличающееся тем, что оно содержит:
первую камеру, выполненную с возможностью соединения со средством создания давления и со средством создания вакуума;
вторую камеру, которая может быть соединена с сетью трубопроводов для полимера системы литья посредством трубы для впуска полимера и трубы для выпуска полимера, причем указанная первая камера и указанная вторая камера расположены так, что утечка из одной в другую невозможна;
гибкое тело, выполненное с возможностью передачи давления из указанной первой камеры в указанную вторую камеру для приложения давления к указанной сети трубопроводов системы литья;
перфорированную жесткую пластину, выполненную с возможностью ограничения деформации указанного тела при создании указанного вакуума в указанной первой камере.
Благодаря изобретению больше не нужно поддерживать поддерживаемое давление в системе литья полимера посредством средства нагнетания. Таким обрезом, средство нагнетания освобождается в конце нагнетания полимера, что дает возможность избежать полимеризации полимера внутри средства нагнетания в фазе поддержания давления. Время занятости полимером тоже сокращается, давая возможность увеличить таким образом производительность одного средства нагнетания.
Благодаря изобретению деформация гибкого тела при создании вакуума в системе литья ограничивается или даже исключается за счет присутствия перфорированной жесткой пластины, позволяющей воздуху проходить. Таким образом, перфорированная жесткая пластина дает возможность обеспечить работу посредством создания вакуума в системе при отсутствии какого бы то ни было риска засорения труб вследствие деформации гибкого тела.
Устройство поддержания давления в соответствии с изобретением также может иметь один или несколько нижеследующих отличительных признаков, рассматриваемых по отдельности или в соответствии с любыми возможными их комбинациями:
указанная первая камера выполнена с возможностью приема сжатого воздуха;
указанное гибкое тело представляет собой эластомерную мембрану.
Объектом изобретения также является система литья полимера, выполненная с возможностью изготовления компонентов, изготавливаемых из композиционных материалов, содержащая:
средство нагнетания полимера;
литьевую форму, содержащую полость, выполненную с возможностью приема тканой преформы;
сеть трубопроводов для полимера, образованную трубой для впуска полимера, соединяющей средство нагнетания полимера и указанную литьевую форму, и трубой для выпуска полимера, выполненной с возможностью выпуска избытка полимера, нагнетаемого в указанную полость;
устройство поддержания давления в соответствии с изобретением;
средство создания вакуума в указанной системе литья;
средство создания вакуума и/или создания давления в первой камере устройства поддержания давления.
Система литья полимера, выполненная с возможностью изготовления компонентов, изготавливаемых из полимерных материалов, в соответствии с изобретением также может иметь один или несколько нижеследующих отличительных признаков, рассматриваемых по отдельности или в соответствии с любыми возможными их комбинациями:
указанное устройство поддержания давления расположено на уровне указанной трубы для впуска полимера или на уровне указанной трубы для выпуска полимера;
указанное устройство поддержания давления расположено внутри указанной литьевой формы;
указанное устройство поддержания давления расположено внутри указанной литьевой формы так, что указанная вторая камера указанного устройства сообщается с указанной полостью указанной литьевой формы;
указанное устройство поддержания давления расположено внутри указанной литьевой формы так, что указанная вторая камера находится в контакте с указанной преформой, присутствующей в указанной полости;
указанное устройство поддержания давления и/или указанная труба для впуска полимера изолированы.
Объектом изобретения также является способ литья полимера методом RTM, осуществляемый посредством системы литья в соответствии с изобретением, отличающийся тем, что указанный способ включает в себя этапы, на которых:
создают вакуум в указанной первой камере указанного устройства поддержания давления;
создают вакуум в указанной сети трубопроводов для полимера, образованной по меньшей мере указанной трубой для впуска полимера, указанной трубой для выпуска полимера, указанной полостью указанной литьевой формы, посредством указанного средства, выполненного с возможностью создания вакуума в системе литья;
нагнетают полимер в жидком состоянии в сеть трубопроводов для полимера посредством указанного средства нагнетания так, чтобы достичь заданного давления внутри указанной литьевой формы;
прикладывают поддерживаемое давление в сети трубопроводов для полимера посредством указанного устройства поддержания давления, вплоть до полимеризации указанного полимера.
В соответствии с преимущественным вариантом осуществления, давление в указанной первой камере одновременно создают при нагнетании указанного полимера, причем указанное создание давления осуществляют так, что давление внутри указанной первой камеры остается ниже указанного давления, присутствующего внутри указанной сети трубопроводов для полимера.
Другие отличительные признаки и преимущества изобретения станут яснее из описания изобретения, приводимого ниже в качестве указания, а ни в коей мере не ограничения, со ссылками на прилагаемые чертежи, среди которых:
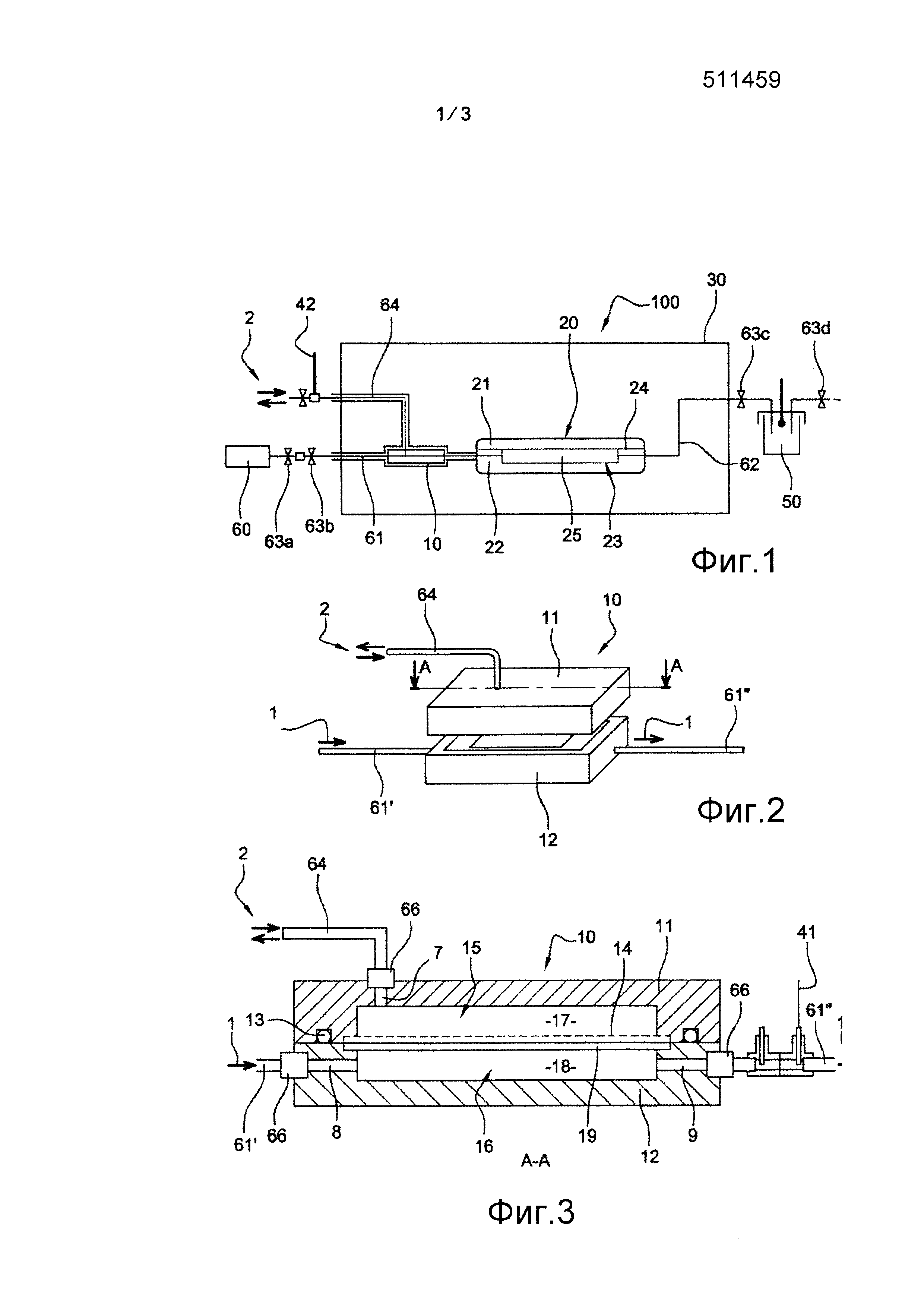
на фиг.1 представлен схематичный вид, иллюстрирующий первый вариант осуществления системы 100 литья методом RTM, включающей в себя устройство поддержания давления в соответствии с изобретением;
на фиг.2 - общий вид устройства поддержания давления, в соответствии с первым вариантом осуществления, проиллюстрированным на фиг.1;
на фиг.3 - вид в разрезе вдоль секущей плоскости A-A устройства поддержания давления, проиллюстрированного на фиг.2;
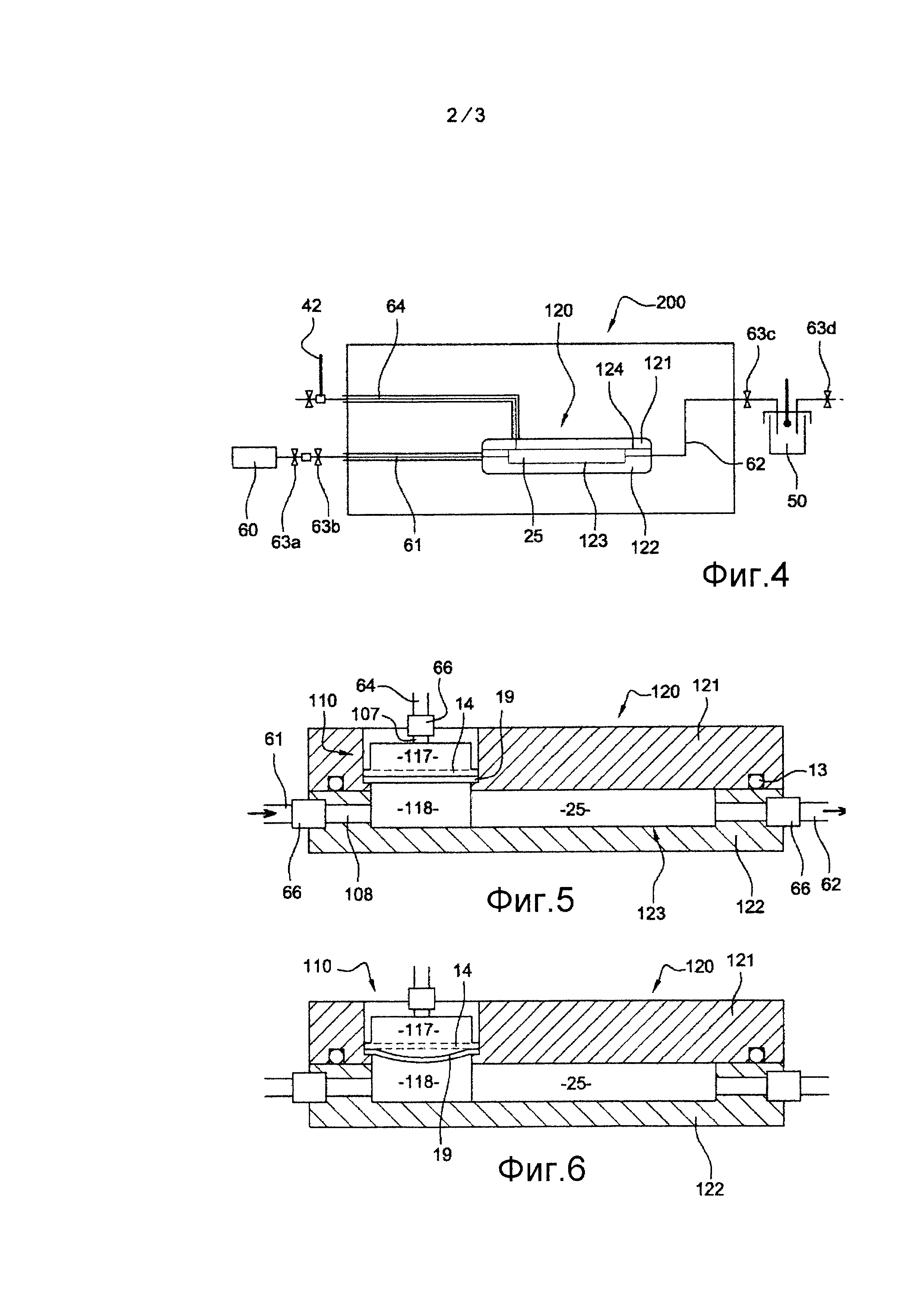
на фиг.4 представлен схематичный вид, иллюстрирующий второй вариант осуществления системы литья методом RTM, включающей в себя устройство поддержания давления в соответствии с изобретением;
на фиг.5 - вид в разрезе литьевой формы, проиллюстрированной на фиг.4, в фазе нагнетания полимера;
на фиг.6 - вид в разрезе литьевой формы, проиллюстрированной на фиг.4, во время поддержания системы литья под давлением в процессе полимеризации компонента;
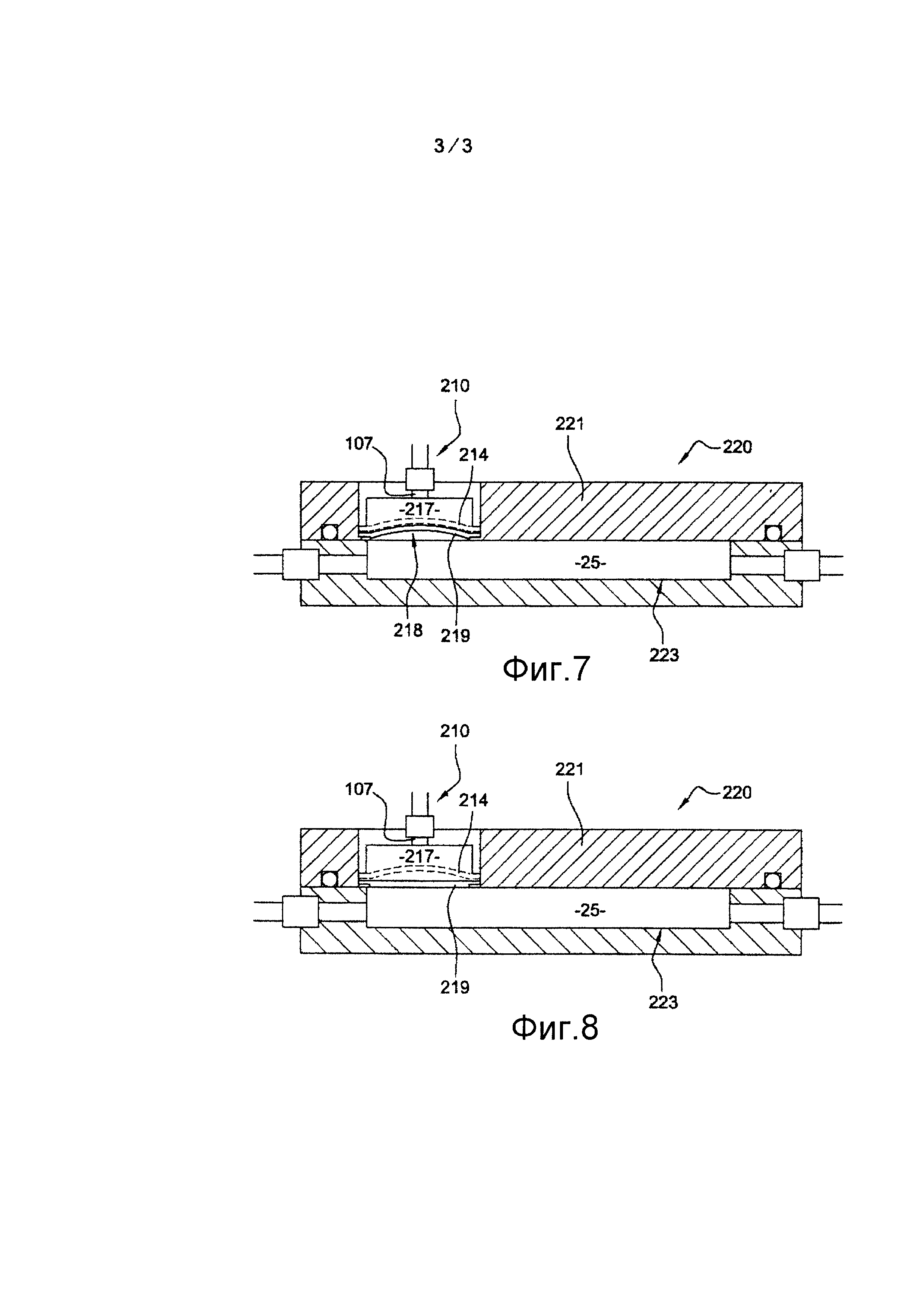
на фиг.7 представлен схематичный вид, иллюстрирующий третий вариант осуществления литьевой формы, включающей в себя устройство поддержания давления в соответствии с изобретением, в фазе нагнетания полимера;
на фиг.8 представлен схематичный вид, иллюстрирующий третий вариант осуществления литьевой формы, включающей в себя устройство поддержания давления в соответствии с изобретением, во время поддержания системы литья под давлением в процессе полимеризации компонента.
На всех чертежах общие элементы обозначены одинаковыми позициями, если не указано иное.
На фиг.1 представлен схематичный вид, иллюстрирующий первый вариант осуществления системы 100 литья методом RTM, включающей в себя устройство 10 поддержания давления в соответствии с изобретением.
Система 100 содержит обычные элементы, дающие возможность изготовить компонент, изготовленный из композиционных материалов посредством нагнетания полимера методом RTM. С этой целью, система 100 содержит:
средство 60 нагнетания полимера;
литьевую форму 20, содержащую две части, в число которых входят верхняя часть 21 и нижняя часть 22, разделенные поверхностью 24 стыка, и содержащую полость 23 с формой компонента, который нужно изготовить, в которую вставлена тканая преформа 25;
уловитель 50 полимера;
трубу 61 для впуска полимера, соединяющую средство 60 нагнетания с литьевой формой 20;
трубу 62 для выпуска полимера, соединяющую литьевую форму 20 с уловителем 50 полимера;
средство 31 создания вакуума в системе 100 литья;
открывающие и закрывающие клапаны 63a, 63b, 63c, 63d, дающие возможность управлять открыванием или закрыванием разных труб 61, 62 системы 100;
средство 30 нагревания литьевой формы 20, например, такое, как печь, для ускорения полимеризации.
Таким образом, изготовление компонента, изготавливаемого из композиционных материалов посредством RTM, обычно можно разбить на множество последовательных этапов, на которых:
подготавливают литьевую форму 20 посредством нанесения вещества, способствующего разъему литьевой формы;
подготавливают волоконную преформу 25, сформированную заранее посредством тканья;
размещают тканую преформу 25 на месте в полости 23 литьевой формы 20;
закрывают литьевую форму 20 и подготавливают трубы 61 и 62 для впуска и выпуска полимера;
нагревают литьевую форму 20 в печи или под действием пресса горячего прессования;
создают вакуум в сети труб 61, 62, а также в полости 23 литьевой формы 20 посредством средства 31, выполненного с возможностью создания вакуума в системе 100 литья;
нагнетают полимер в жидком состоянии в трубу 61 для впуска посредством средства 60 нагнетания так, что полимер перемещается в трубу 61 для впуска, попадая в полость 23 литьевой формы 20, а затем, когда полость 23 наполнена, - в трубу 62 для выпуска полимера, вследствие чего избыток нагнетаемого полимера высвобождается в уловителе 50 полимера, после чего тканая преформа пропитывается полимером;
прикладывают поддерживаемое давление к нагнетаемому полимеру в конце наполнения полости 23 вплоть до полимеризации полимера, продолжая пропитку тканой преформы 25 и уменьшая пористость компонента;
удаляют изготовленный компонент из литьевой формы.
Система 100 литья дополнительно содержит устройство 10 поддержания давления, что дает возможность прикладывать поддерживаемое давление к полимеру, требуемое для изготовления качественного компонента.
В соответствии с первым вариантом осуществления, проиллюстрированным на фиг.1, устройство 10 поддержания давления не зависит от литьевой формы 20 и расположено на трубе 61 для впуска между средством 60 нагнетания и литьевой формой 20.
На фиг.1 показано, что устройство 10 поддержания давления преимущественно расположено в печи и около литьевой формы 20; как бы то ни было, устройство 10 также может быть расположено снаружи печи.
Устройство 10 поддержания давления также соединено посредством трубы 64 с сетью, выполненной с возможностью впуска сжатого воздуха или втягивания вакуума без трубы 64.
Устройство 10 подробнее проиллюстрировано на фиг.2 и 3. На фиг.2 иллюстрируется общий вид устройства 10 поддержания давления, в открытом положении, а на фиг.3 - вид в разрезе вдоль секущей плоскости A-A устройства поддержания давления, в закрытом положении.
Устройство 10 поддержания давления образовано верхней частью 11 и нижней частью 12, поддерживаемых в собранном состоянии, например, посредством свинчивающих средств. Верхняя часть 11 содержит полость 15, ограничивающую первую камеру 17, именуемую воздушной камерой, а нижняя часть 12 аналогичным образом содержит полость 16, ограничивающую вторую камеру 18, именуемую камерой полимера.
Обе камеры 17 и 18 разделены гибким телом 19 и средствами 14, выполненными с возможностью ограничения деформации гибкого тела 19 при создании вакуума в сети труб, а в частности - в первой камере 17.
Уплотнение между двумя камерами 17 и 18 гарантируется во время закрывания устройства 10 посредством сжатия концов гибкого тела 19.
Средства 14, выполненные с возможностью ограничения деформации гибкого тела, представляют собой, например, перфорированный лист 14, преимущественно - лист нержавеющей стали, содержащий множество сквозных отверстий диаметром несколько миллиметров, как правило - составляющим 2-3 мм. Таким образом, отверстия перфорированного листа 14 позволяют воздуху проходить через него, в частности, в фазах создания вакуума и давления в системе литья.
Гибкое тело 19 преимущественно представляет собой эластичную мембрану, например воздухонепроницаемую мембрану, выполненную с возможностью передавать давление и выдерживать высокие температуры (т.е. температуры выше 180°C). Мембрана 19 преимущественно представляет собой эластомерную мембрану типа силиконовой и имеет толщину несколько миллиметров.
Дополнительное уплотнение 13 дает возможность гарантировать уплотнение между камерами 17, 18 и пространством снаружи устройства 10.
Камера 18 полимера, предназначенная для приема полимера во время нагнетания, сообщается выше по потоку с первым каналом 8, соединенным посредством соединительного элемента 66 с первым участком 61' трубы 61 для впуска, а ниже по потоку - со вторым каналом 9, тоже соединенным посредством соединительного элемента 66 со вторым участком 61” трубы 61 для впуска.
Воздушная камера 17 сообщается в своей верхней части с каналом 7 подачи воздуха, соединенным посредством соединительного элемента 66 с трубой 64.
Соединительные элементы 66 преимущественно представляют собой средства, дающие возможность быстро соединять и разъединять трубы 61', 61”, 64.
На фиг.2 и 3, стрелки, обозначенные позицией 1, отображают направление перемещения полимера внутри устройства 10, а стрелки, обозначенные позицией 2, отображают два направления циркуляции воздуха в трубе 64 (т.е. при создании вакуума в воздушной камере 17 и при создании давления в воздушной камере 17).
Применение устройства 10 поддержания давления изменяет все этапы известного способа литья методом RTM, описанные выше.
Так, во время этапа создания вакуума в сети труб 61, 62, а также в полости 23 литьевой формы 20 посредством средства 31, нужно также создавать вакуум в воздушной камере 17 посредством трубы 64 во избежание избыточной деформации эластичной мембраны 19 во время этой операции. Фактически, без создания вакуума в воздушной камере 17, которое дает возможность прижать мембрану 19 к перфорированному листу 14, мембрана 19 подверглась бы риску всасывания в камеру 18 полимера и перекрытия одного из каналов 8, 9, тем самым предотвращая создание вакуума в системе 100, а в частности - между устройством, поддерживающим давление, и средством 60 нагнетания.
В начале нагнетания полимера в трубу 61 для впуска, когда сеть трубопроводов еще находится под действием вакуума, воздушная камера 17 поддерживается в условиях вакуума, чтобы поддерживать эластичную мембрану 19 прижатой к перфорированному листу 14. Вследствие этого, полимер подвергается началу перемещения в трубу 61, а затем - в устройство 10 посредством всасывания.
Когда давление в сети трубопроводов (т.е. в узле, образованном трубой 61, камерой 18 полимера устройства 10, полостью 23 литьевой формы 20 и трубой 62 для выпуска полимера) превышает пороговое значение (как правило, выше атмосферного давления), можно начинать создание давления в воздушной камере 17. С этой целью, в трубу 64 нагнетают сжатый воздух для создания давления в воздушной камере 17.
Давление сети трубопроводов преимущественно определяют датчиком 41 давления, расположенным на выпуске устройства 10 на участке 61” трубы 61.
Во избежание ухудшения качества эластичной мембраны 19, давление в воздушной камере 17 нужно создавать постепенно во время этапа нагнетания полимера. Кроме того, создание разности давлений между давлением воздушной камеры 17 и давлением, присутствующим в камере 18 полимера сети трубопроводов, дает возможность гарантировать поддержание эластичной мембраны 19 у перфорированного листа 14. Так, например, рекомендуется поддерживать относительное давление в воздушной камере 17 на 0,5 бар ниже по сравнению с давлением камеры 18 полимера. Чтобы делать это, на трубе 64 расположен датчик 42 вакуума/давления.
В конце этапа нагнетания полимера, иными словами, когда литьевую форму 20 наполняют полимером и когда поддерживаемое давление в литьевой форме достигло своего заданного значения, средство 60 нагнетания можно изолировать от сети трубопроводов, закрывая клапаны 63a и 63b с последующим их отсоединением на уровне соединительного элемента 66.
Затем устройство 10 поддержания давления меняет его посредством создания давления в воздушной камере 17. Потом давление воздушной камеры 17 передается в камеру 18 полимера и в литьевую форму для литья под давлением через эластичную мембрану 19, которая деформируется и оказывает нажим на полимер, присутствующий в камере 18 полимера. Таким образом, устройство поддержания давления дает возможность гарантировать поддерживаемое давление в литьевой форме вплоть до полной полимеризации компонента.
Поскольку средство нагнетания изолировано в конце этапа нагнетания полимера, его можно легко очистить, потому что полимер еще не полимеризован, а также можно использовать для нагнетания полимера во вторую систему литья, параллельную первой, даже несмотря на то, что полимеризация компонента первой системы еще не закончилась.
Чтобы задержать затвердевание полимера и обеспечить передачу давления в литьевую форму для литья под давлением как можно дольше, устройство 10 поддержания давления и участок 61” трубы 61, заключенный между устройством 10 и литьевой формой 20, полностью изолируют.
Таким образом, в случае нагревания в печи, это позволит избежать полимеризации полимера в устройстве 10 и в трубе 61” при увеличении температуры.
В случае литья под давлением, это дает возможность избежать затвердевания или сгущения полимера за счет охлаждения в контакте с воздухом в устройстве 10 и в трубе 61”.
На фиг.4, 5 и 6 иллюстрируется второй вариант осуществления изобретения. В этом втором варианте осуществления, устройство поддержания давления вставлено в литьевую форму 120 для литья под давлением.
На фиг.4 конкретнее иллюстрируется система 200 литья в целом, а на фиг.5 и 6 иллюстрируется вид в разрезе литьевой формы 120 для литья под давлением, включающей в себя устройство 110 поддержания давления в фазе нагнетания полимера (фиг.5) и в фазе поддержания давления в системе литья в процессе полимеризации компонента (фиг.6).
Система 200 литья аналогична системе 100 литья, описанной ранее, а их общие элементы имеют одни и те же позиции.
С другой стороны, система 200 литья отличается от системы 100 литья литьевой формой 120.
Литьевая форма 120 представляет собой литьевую форму из двух частей - верхней части 121 и нижней части 122, разделенных поверхностью 124 стыка, и содержащую полость 123, имеющую форму компонента, который нужно изготовить, в которую вставлена тканая преформа 125.
Нижняя часть 122, в которой расположена полость 123, сообщается выше по потоку с трубой 61 для впуска, соединенной с нижней частью 122 посредством соединительного элемента 66, а ниже по потоку - с трубой 62 для выпуска полимера, соединенной с нижней частью 122 посредством второго соединительного элемента 66.
Аналогично описанию, приведенному ранее, устройство 110 поддержания давления состоит из воздушной камеры 117 и камеры 118 полимера. Воздушная камера 117 образована полостью, расположенной внутри верхней части 121 литьевой формы 120. Воздушная камера 117 сообщается в своей верхней части с каналом 107 подачи воздуха, соединенным посредством соединительного элемента 66 с трубой 64.
Камера 118 полимера в основном расположена в нижней части 122 литьевой формы 120, сообщаясь с полостью 23.
Камера 118 полимера устройства 110 поддержания давления преимущественно расположена выше по потоку от полости 123; тем не менее устройство 110 поддержания давления также может быть расположено так, что камера 118 полимера окажется ниже по потоку от полости 123.
Камера 118 полимера сообщается выше по потоку с первым каналом 108, соединенным с трубой 61 для впуска, а ниже по потоку с полостью 123.
Аналогично описанию первого варианта осуществления, при создании вакуума в системе 200 литья, в воздушной камере 117 создают вакуум, так что мембрана 19 поддерживается прижатой к перфорированному листу 14.
В конце этапа нагнетания полимера, проиллюстрированного на фиг.6, устройство 110 поддержания давления затем меняет его посредством создания давления в воздушной камере 117. Потом давление воздушной камеры 117 передается в камеру 118 полимера и в полость 123 через эластичную мембрану 19, которая деформируется и оказывает нажим на полимер, присутствующий в камере 118 полимера. Таким образом, устройство поддержания давления дает возможность гарантировать поддерживаемое давление в литьевой форме 120 вплоть до полной полимеризации компонента.
На фиг.7 и 8 иллюстрируется третий вариант осуществления изобретения. В этом третьем варианте осуществления устройство 210 поддержания давления встроено в литьевую форму 220 в контакте с преформой 25.
В этом третьем варианте осуществления устройство 210 поддержания давления расположено так, что камера 218 полимера находится над полостью 223 и в контакте с преформой 25.
Аналогично предыдущему варианту осуществления, проиллюстрированному на фиг.4, 5, 6, воздушная камера 217 образована полостью, расположенной внутри верхней части 221 литьевой формы 220. Воздушная камера 117 сообщается в своей верхней части с каналом 107 подачи воздуха, соединенным посредством соединительного элемента 66 с трубой 64.
Этот третий вариант осуществления применяют в случае, в котором геометрические критерии компонента достаточно толерантны, позволяя обнаруживать локализованный дефект формы. Устройство поддержания давления находится преимущественно у одного из концов преформы, которая будет впоследствии забракована.
Таким образом, в соответствии с преимущественным вариантом осуществления, проиллюстрированным на фиг.7 и 8, перфорированный лист 214 имеет подходящую форму, преимущественно - дуги окружности, выпуклость которой ориентирована по направлению к воздушной камере 217, чтобы создать камеру 218 полимера между преформой 25 и эластичной мембраной 219. Этот объем полимера между мембраной 219 и преформой 25 будет диффундировать в преформу во время этапа создания давления (фиг.8), что даст возможность избавиться от любого риска излишнего уплотнения полимера на этом этапе.
В соответствии с разновидностью этого варианта осуществления, эластичная мембрана 219 может находиться в непосредственном контакте с преформой 25. В этой ситуации, камера полимера состоит из полости 23 литьевой формы 220, наполняемой полимером во время нагнетания полимера.
Вообще говоря, объем полимера, который следует учесть при определении объема камеры полимера, зависит от суммарного объема полимера, нагнетаемого в компонент. Так, например, объем камеры полимера больше или равен 5% суммарного объема нагнетаемого полимера. Этот объем полимера в основном соответствует объему остаточного нагнетания, который по-прежнему может быть поглощен преформой в конце нагнетания полимера, даже если поддерживаемое давление уже достигло своего номинального значения, а скорость нагнетания близка к нулю. Такое нагнетание, именуемое остаточным нагнетанием, физически соответствует наполнению последних межнитевых и внутринитевых промежутков тканой преформы.
Изобретение конкретно описано применительно к гибкой эластичной мембране для передачи давления в средство нагнетания; тем не менее передача давления в устройстве поддержания давления также возможна посредством жесткой мембраны, поршня или - вместо них - посредством любых специальных средств, делающих возможной передачу давления.
Изобретение детально описано применительно к позиционированию устройства поддержания давления, расположенного на уровне труб для впуска или труб для впуска полимера литьевой формы; тем не менее изобретение применимо также к позиционированию устройства поддержания давления, на уровне труб для выпуска полимера.
Механическая деталь, содержащая вставку из композитного материала
Способ формирования рельефных элементов, представляющих собой завихрители пограничного слоя
Способ восстановления формы подвижной лопатки газотурбинного двигателя, лопатка газотурбинного двигателя и газотурбинный двигатель, содержащий такую лопатку
Устройство для аксиального удержания лопаток, установленных на роторном диске газотурбинного двигателя
Модуль турбомашины, снабженный устройством для улучшения радиальных зазоров
Контроль зазора у вершины лопаток в турбине высокого давления турбомашины
Устройство производства электрической энергии в двухвальном газотурбинном двигателе
Выхлопной кожух газотурбинного двигателя, газотурбинный двигатель, дренаж выхлопного кожуха газотурбинного двигателя
Устройство подвески газотурбинного двигателя и газотурбинный двигатель, содержащий такое устройство подвески
Структурная или неструктурная соединительная стойка картера компрессора турбореактивного двигателя, промежуточный картер турбореактивного двигателя и турбореактивный двигатель
Механическая деталь, содержащая вставку из композитного материала
Способ формирования рельефных элементов, представляющих собой завихрители пограничного слоя
Способ восстановления формы подвижной лопатки газотурбинного двигателя, лопатка газотурбинного двигателя и газотурбинный двигатель, содержащий такую лопатку
Устройство для аксиального удержания лопаток, установленных на роторном диске газотурбинного двигателя
Модуль турбомашины, снабженный устройством для улучшения радиальных зазоров
Контроль зазора у вершины лопаток в турбине высокого давления турбомашины
Устройство производства электрической энергии в двухвальном газотурбинном двигателе
Выхлопной кожух газотурбинного двигателя, газотурбинный двигатель, дренаж выхлопного кожуха газотурбинного двигателя
Устройство подвески газотурбинного двигателя и газотурбинный двигатель, содержащий такое устройство подвески
Структурная или неструктурная соединительная стойка картера компрессора турбореактивного двигателя, промежуточный картер турбореактивного двигателя и турбореактивный двигатель

