Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПЕРЕД ПРОШИВКОЙ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к вспомогательному оборудованию прошивных станов, а точнее к устройствам для зацентровки заготовок перед прошивкой.
Известно устройство для зацентровки литых заготовок под прошивку, см. пат. РФ №2102166, приоритет 12.05.1995 г.
Устройство содержит транспортное средство, станину с гидроцилиндром механизма зажима заготовок, полый цилиндрический стационарный корпус, внутри которого находится стержень с бойком.
Недостатком известной конструкции устройства для зацентровки литых заготовок перед прошивкой является стационарное расположение корпуса с бойком, исключающее беспрепятственное сквозное движение заготовки через устройство в осевом направлении за пределы его расположения.
Из известных устройств для зацентровки заготовок под прошивку наиболее близким по технической сущности является устройство, описанное в пат. РФ №2345857 С1, приоритет 04.07.2007 г.
Устройство содержит транспортное средство, станину, механизм зажима заготовок, стационарный корпус, внутри которого установлен боек.
Недостатком известной конструкции устройства является стационарное расположение корпуса с бойком, исключающее беспрепятственное сквозное движение заготовки через устройство в осевом направлении за пределы расположения устройства.
Таким образом, все известные зацентровщики выполнены «тупикового типа» и не могут быть встроены в линию прошивного стана.
Техническим результатом использования предложенного устройства является возможность расположить зацентровщик непосредственно в линию прошивного стана так, что после зацентровки заготовка следует в том же направлении, как и при подходе к бойку, т.е. предлагаемый зацентровщик выполнен «сквозного типа».
Технический результат достигается тем, что устройство для зацентровки заготовок перед прошивкой, содержащее транспортное средство, станину, гидроцилиндр с бойком, механизм зажима заготовки, согласно изобретению снабжено шарнирно-поворотным корпусом с закрепленным в нем гидроцилиндром, несущим боек и шарнирно-поворотным механизмом фиксации корпуса в рабочем положении.
Такое конструктивное выполнение устройства для зацентровки заготовок перед прошивкой позволяет обеспечить беспрепятственное сквозное движение заготовки через устройство в осевом направлении за пределы его расположения. Это достигается за счет шарнирно-поворотного корпуса с вмонтированным в нем гидроцилиндром, несущим боек и шарнирно-поворотным механизмом фиксации корпуса в рабочем положении.
Предлагаемое устройство поясняется графическими материалами:
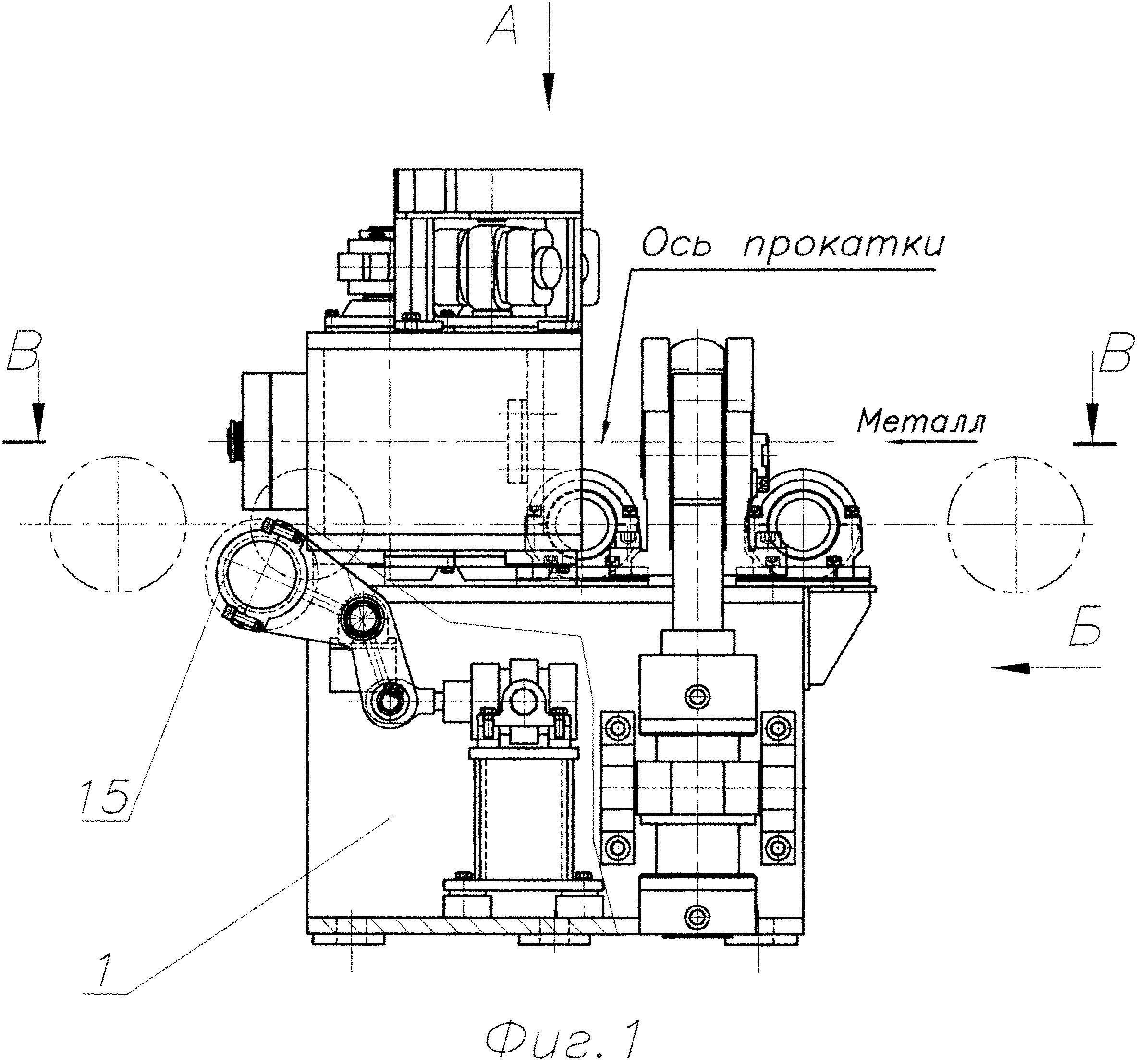
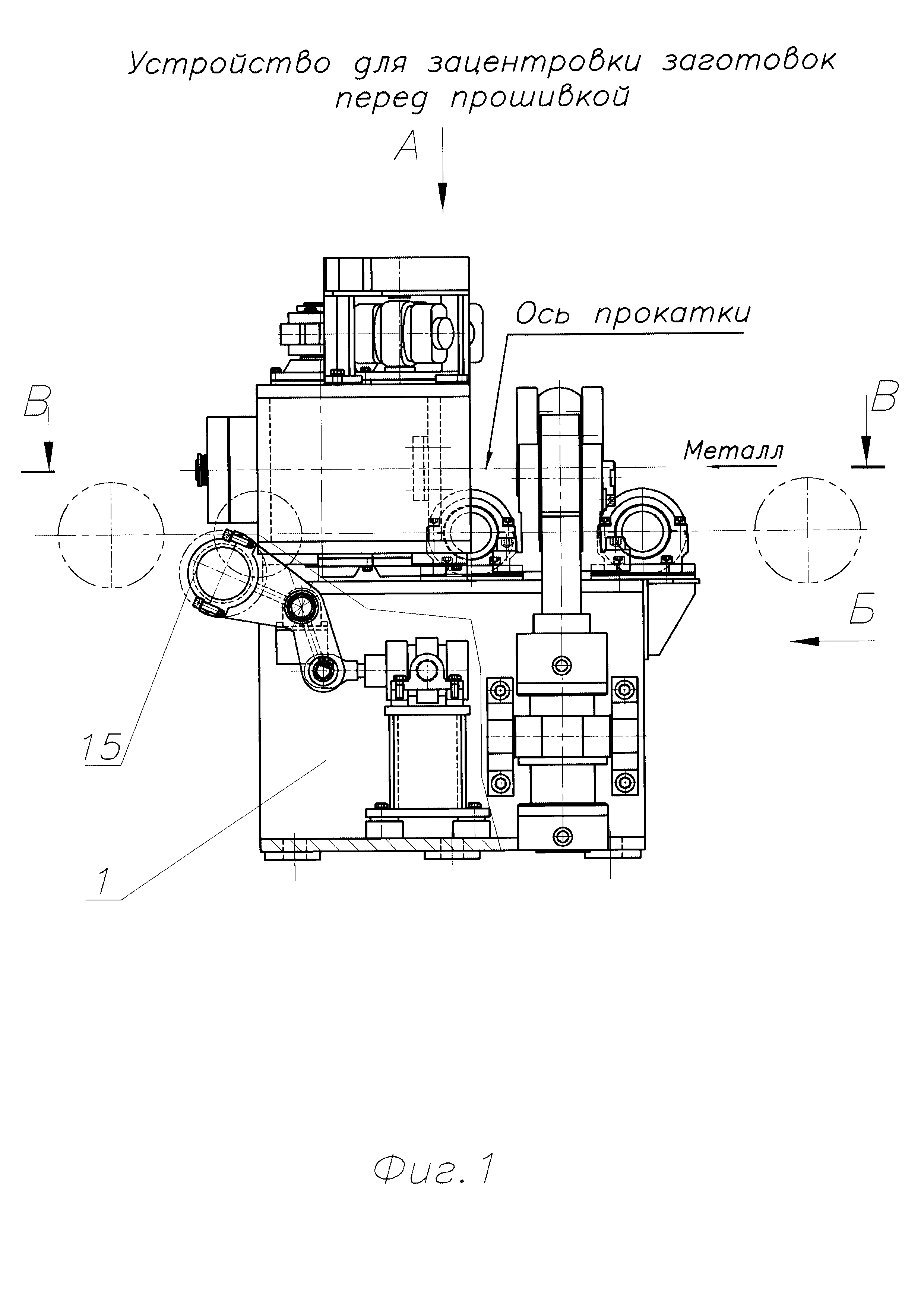
на фиг. 1 изображено устройство для зацентровки заготовок перед прошивкой, вид спереди;
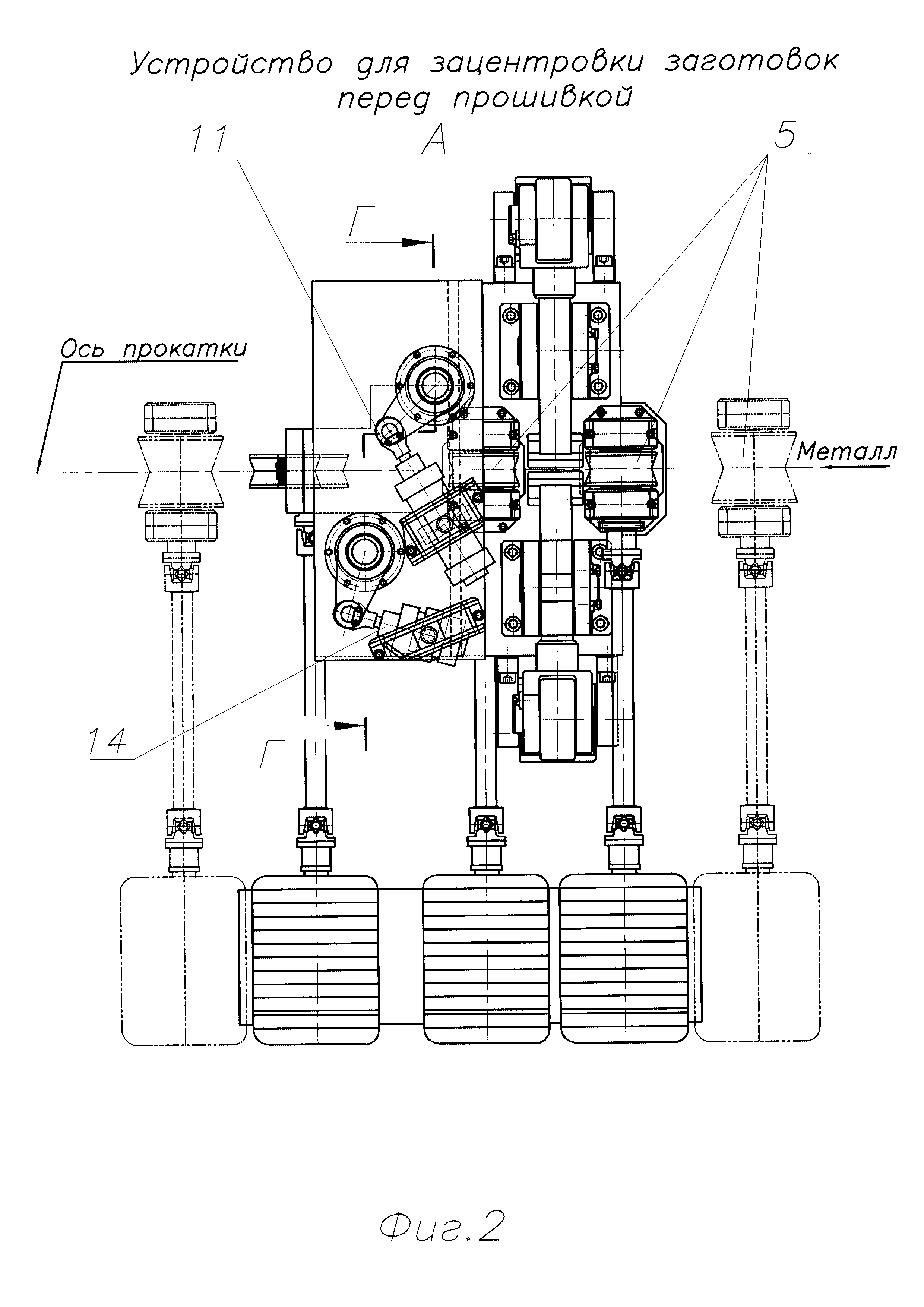
на фиг. 2 - вид по стрелке А;
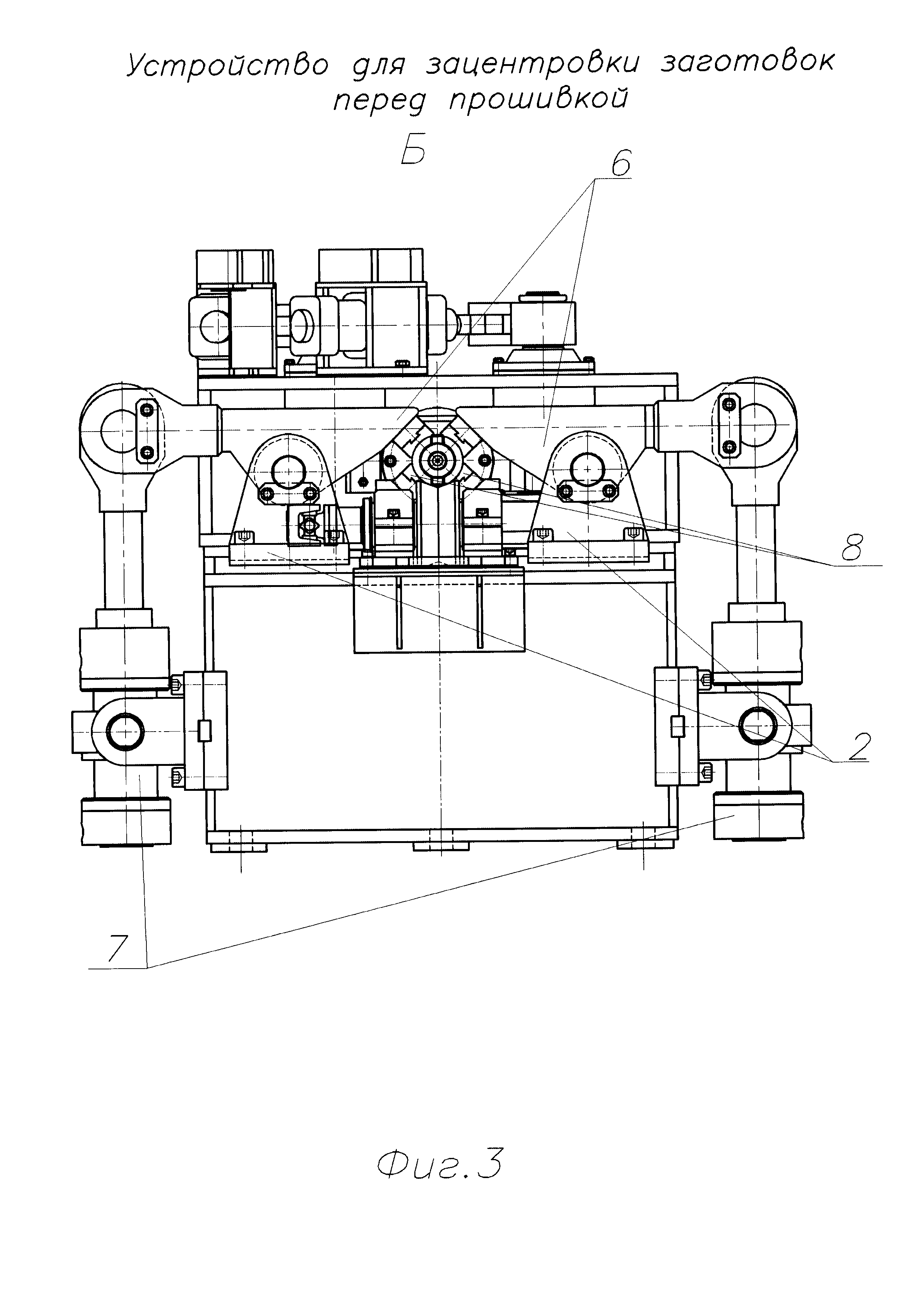
на фиг. 3 - вид по стрелке Б;
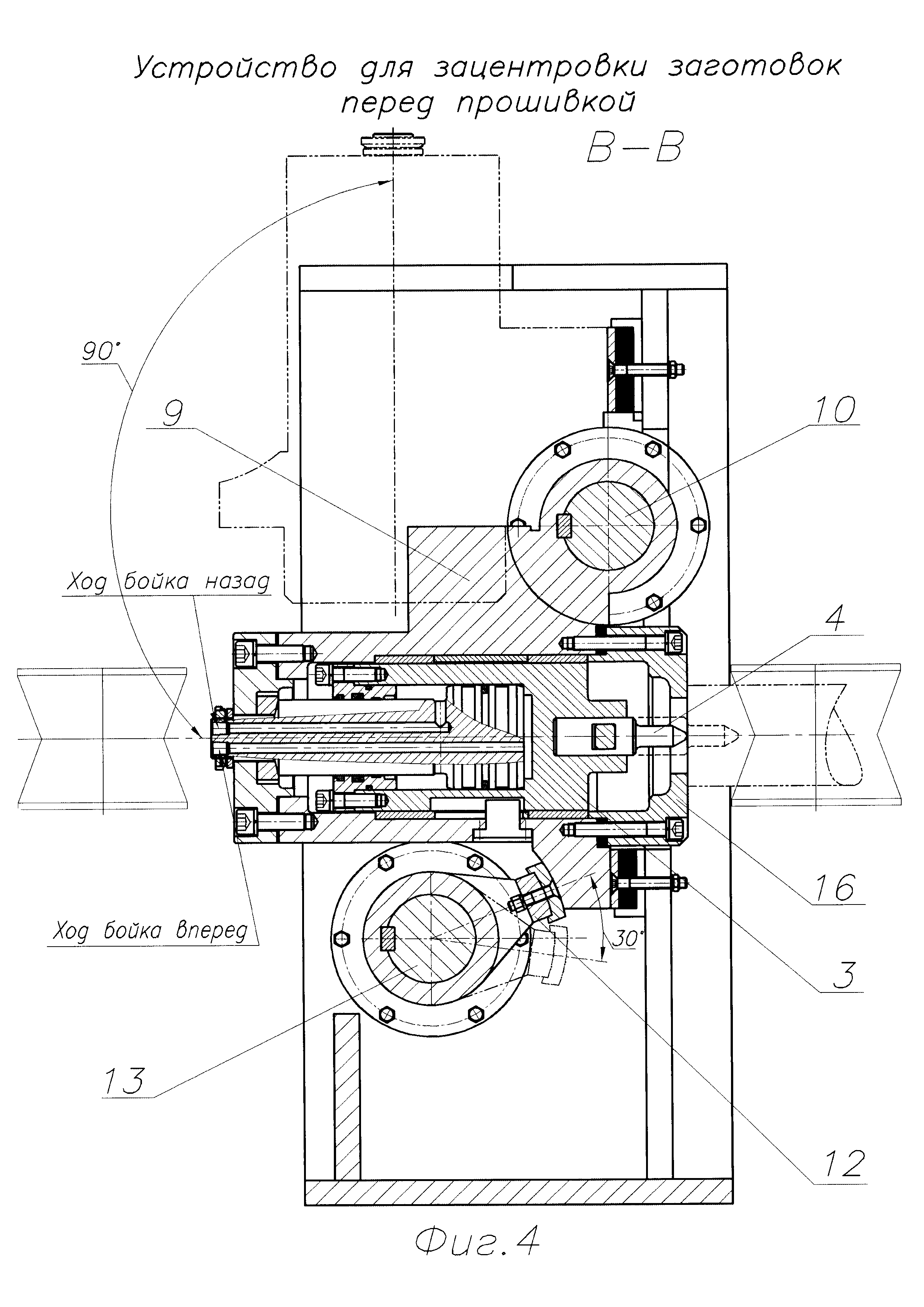
на фиг. 4 - разрез В-В;
на фиг. 5 - фиг. 2, разрез Г-Г.
Устройство для зацентровки заготовок перед прошивкой содержит станину 1, на которой расположены механизм зажима заготовки 2, гидроцилиндр 3 с бойком 4, приводные ролики 5.
Механизм зажима содержит два рычажных прижима 6, приводимых гидроцилиндрами 7 и две неподвижных опоры 8. Механизм зацентровки содержит корпус 9 с установленным в нем гидроцилиндром с бойком.
Корпус 9, в котором закреплен гидроцилиндр с бойком, установлен на оси 10 и рычагом соединен с пневмоцилиндром 11, который обеспечивает поворот корпуса с гидроцилиндром на 90°. Поворотный механизм 12 установлен на оси 13 и шарнирно соединен с пневмоприводом 14, который обеспечивает фиксацию корпуса в рабочем положении и его освобождение при пропуске заготовки.
Подъемный ролик 15 обеспечивает возможность размещения корпуса в горизонтальном положении по оси транспортного средства.
Устройство для зацентровки заготовок работает следующим образом.
Заготовка перемещается транспортным средством 5 до упора 16 и фиксируется зажимом 6,8. Включается гидроцилиндр 3 с бойком 4 и после осуществления процесса зацентровки возвращается в исходное положение. Зажимы 6 освобождают заготовку. Механизм фиксации 12 поворотом на 30° по часовой стрелке освобождает корпус 9, который поворотом на 90° по часовой стрелке смещается с оси транспортного средства 5. Ролик 15 транспортного средства поднимается и зацентрованная заготовка беспрепятственно перемещается по ходу движения металла за пределы расположения устройства к прошивному стану. Устройство возвращается в исходное положение поворотом корпуса 9 и фиксатора 12.
Таким образом, устройство позволяет:
- значительно сократить суммарное время зацентровки и транспортировки горячей заготовки к стану;
- уменьшить величину остывания горячей заготовки и тем самым понизить расходы на ее нагрев;
- сократить площадь цеха, занимаемую зацентровщиком.
Устройство для зацентровки заготовок перед прошивкой, содержащее станину с приводными транспортными роликами, механизм вертикального перемещения одного из роликов, механизм зажима и механизм зацентровки заготовок, содержащий корпус с гидроцилиндром и бойком, отличающееся тем, что корпус механизма зацентровки установлен на станине посредством шарнира и снабжен приводом поворота, при этом на станине шарнирно установлен поворотный приводной фиксатор, выполненный с возможностью взаимодействия с корпусом механизма зацентровки при зацентровке заготовки и его освобождения при прохождении заготовки через устройство для зацентровки.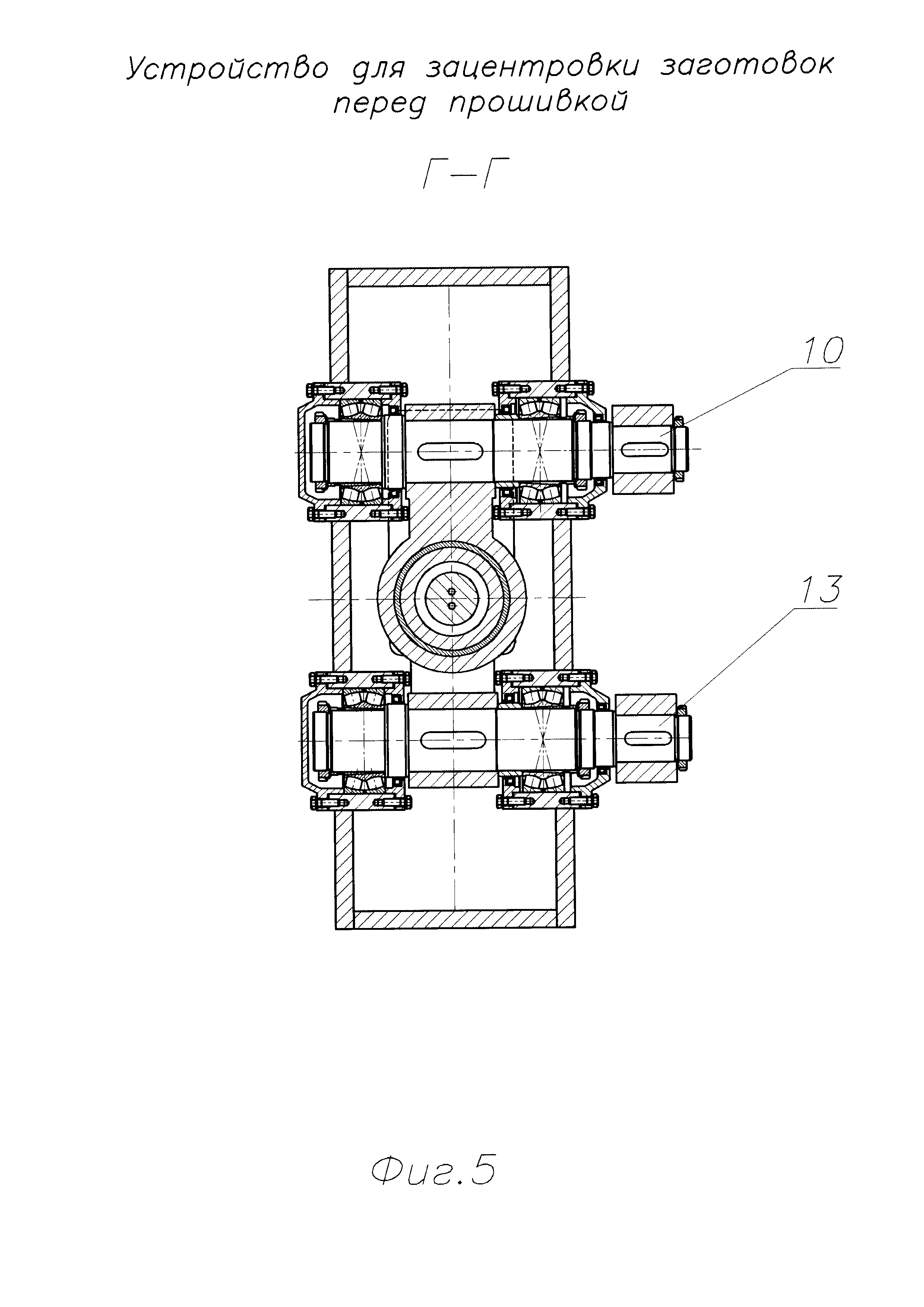
Способ обработки ниппельной части резьбового соединения насосно-компрессорной трубы
Пуансон для раздачи конца трубы нефтяного сортамента
Пуансон для раздачи конца трубы нефтяного сортамента
Способ изготовления бесшовных холоднодеформированных труб из титанового сплава типа ti-3al-2,5v
Труба нефтяного сортамента высокопрочная в хладостойком исполнении (варианты)
Способ изготовления труб нефтяного сортамента (варианты)
Способ настройки косовалковой правильной машины при правке труб с температурой 500-700°c
Способ прокатки труб с термомеханической обработкой
Двухвалковая клеть стана винтовой прокатки

