Результат интеллектуальной деятельности: Двухвалковая клеть стана винтовой прокатки
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, к конструкциям прокатных клетей и может быть использовано в станах для производства штучных изделий и изделий периодического профиля.
Известна двухвалковая рабочая клеть стана для прокатки шаров диаметром 40-80 мм (А.И. Целиков, М.В. Барбарич, М.В. Васильчиков и др. «Специальные прокатные станы», Металлургия, Москва, 1971 г., стр. 113), содержащая станину открытого типа, цилиндрические кассеты с узлами прокатных валков, механизмы регулировки раствора валков, угла подачи, механизм фиксации кассет, а также направляющие проводки с устройствами их установки. Кассеты располагаются в цилиндрических расточках, выполненных в нижней поперечине станины, и имеют возможность поворота при помощи винтов, вмонтированных в станину. Поворотом кассет осуществляется регулировка угла подачи. После поворота производится фиксация кассет в станине посредством вкладышей, прижимаемых к цилиндрической поверхности кассет с помощью клиньев.
Вкладыши и клинья размещены в верхней съемной траверсе станины. На этой же траверсе закреплено устройство установки верхней направляющей проводки. Нижняя направляющая проводка установлена на нижней поперечине станины.
Известна также двухвалковая рабочая клеть прошивного стана с разъемной станиной (В.Д. Барабашкин, И.К. Тартаковский «Производство труб на агрегатах с трехвалковым раскатным станом», Металлургия, Москва, 1981 г., стр. 100). Узлы валков этой клети в отличие от описанной выше размещены не в кассетах, а в барабанах. Отличием данной конструкции является то, что фиксация барабанов после регулировки угла подачи осуществляется крышкой станины, прижимающей барабан к станине при помощи механизмов запирания.
Наиболее близким к предлагаемому изобретению по технической сущности является устройство для производства катаных металлических шаров из прутков или катанки (патент GB №1389417 В21Н 1/14, 1/16, 03.04.1975 г.), содержащее станину открытого типа, размещенные в ее ложементах кассеты с узлами рабочих валков, механизмы регулировки раствора валков, угла подачи и фиксации кассет, а также направляющий инструмент, выполненный в виде смонтированной на станине нижней линейки и закрепленной на отъёмной траверсе верхней линейки.
Кассеты служат для регулировки угла подачи, которая осуществляется путем поворота кассет в ложементах станины при помощи винтов. После регулировки кассеты фиксируются путем прижатия их к ложементам станины отъёмной траверсой.
Недостатком известных технических решений является размещение направляющего инструмента (направляющая линейка) н деталей механизма фиксации кассет (вкладыши, клинья) на одном общем отъёмном несущем элементе - верхней траверсе. В результате деформации, возникающие от усилий фиксации отъёмного несущего элемента, вызывают перемещения направляющего инструмента, тем самым влияя на стабильность его положения при прокатке. Это, в свою очередь, приводит к снижению точности прокатанных изделий. Для уменьшения величины возникающих деформаций повышают жесткость отъёмного несущего элемента путем его усиления, что вызывает увеличение габаритов и металлоемкости клети.
Кроме того, при верхнем расположении механизма фиксации кассета должна иметь две противоположно лежащие цилиндрические поверхности: нижнюю - для опоры на ложемент станины, верхнюю - для восприятия усилия от механизма фиксации. Подобная форма кассеты также сказывается на габаритах клети, предопределяя ее увеличенные размеры и металлоемкость.
Технический результат предлагаемого технического решения заключается в упрощении конструкции, повышении точности прокатки и уменьшении металлоемкости за счет исключения верхнего прижимного устройства и уменьшения нагрузок на верхнюю траверсу.
Данный технический результат достигается тем, что в предлагаемой двухвалковой рабочей клети стана винтовой прокатки, содержащей станину открытого типа с ложементами, в которых установлены с возможностью поворота в вертикальной плоскости кассеты с узлами рабочих валков, верхнюю траверсу, механизмы регулирования раствора валков, угла подачи и фиксации кассет, а также направляющий инструмент, выполненный в виде нижней линейки, смонтированной на станине, и верхней линейки, закрепленной на траверсе, кассета опирается на поверхность ложемента основанием, выполненным в виде части цилиндра, ось которого перпендикулярна осям рабочих валков, а механизм регулирования угла подачи и фиксации кассет выполнен в виде двух вертикальных шарнирных тяг регулируемой длины, прижимающих кассету к основанию станины.
Предлагаемое изобретение поясняется чертежами, где на:
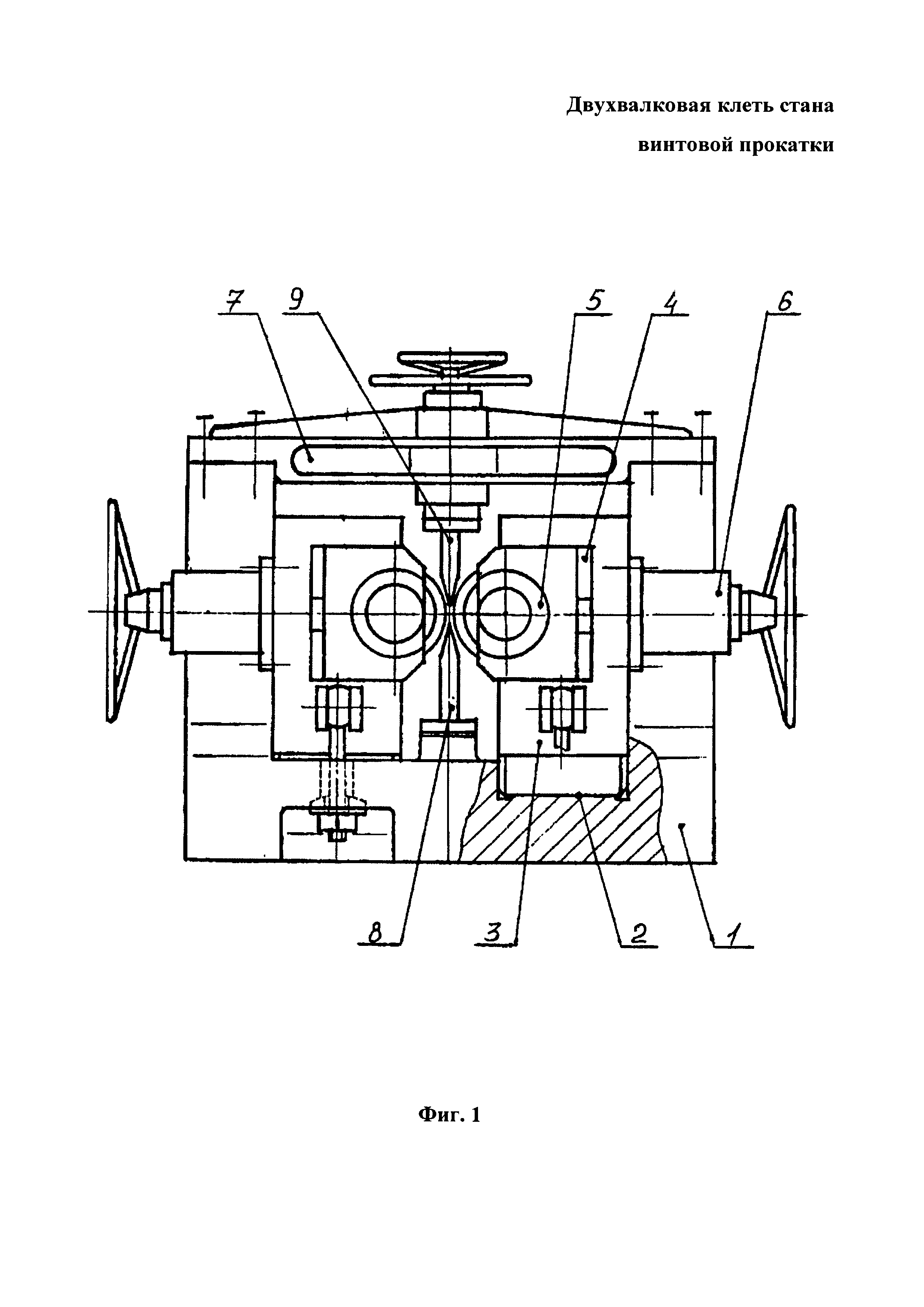
- фиг. 1 изображен общий вид двухвалковой рабочей клети стана винтовой прокатки;
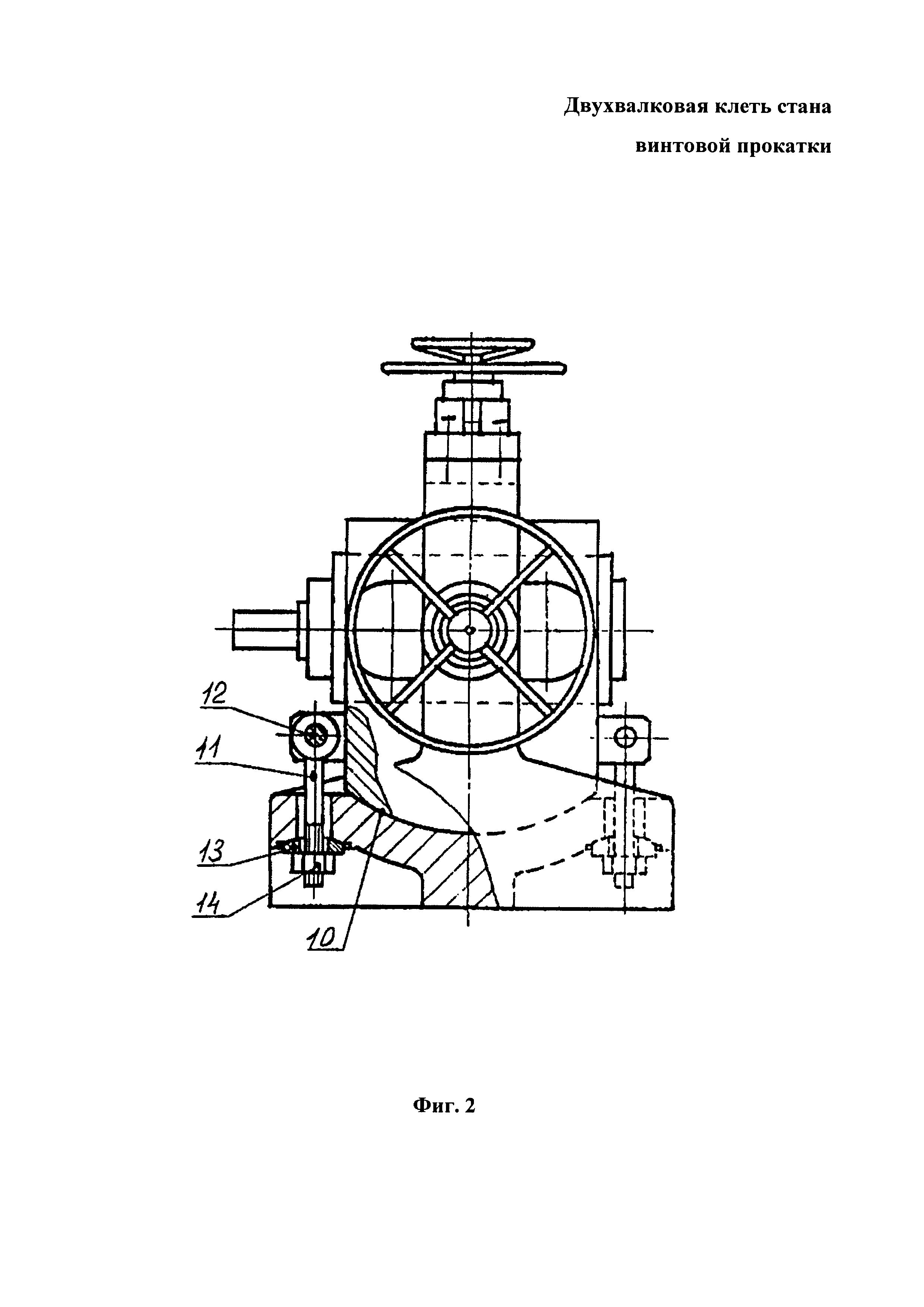
- фиг. 2 - изображен вид сбоку двухвалковой рабочей клети стана винтовой прокатки.
Двухвалковая рабочая клеть стана винтовой прокатки содержит станину открытого типа 1, в ложементах 2 которой размещены кассеты 3. В проемах 4 кассет установлены узлы рабочих валков 5. На кассетах также смонтированы механизмы 6 установки раствора валков. На станине закреплена траверса 7. Направляющий инструмент клети выполнен в виде нижней линейки 8, закрепленной на станине, и верхней линейки 9, закрепленной на траверсе.
Кассеты выполнены с основаниями 10 в виде части цилиндра, опирающимися на поверхности ложементов станины. Механизм фиксации кассет, являющийся также и механизмом поворота кассет при установке угла подачи, выполнен в виде двух вертикальных шарнирных тяг регулируемой длины и состоит из стержней 11с резьбой, соединенных с одной стороны с кассетами через шарниры 12 и связанных с другой стороны со станиной с помощью сферических шайб 13 и гаек 14.
Устройство работает следующим образом.
Перед прокаткой устанавливают нижнюю 8 и верхнюю 9 линейки. Для установки угла подачи необходимо расстопорить кассеты 3, для чего освобождают стержни 11, связывающие кассеты 3 со станиной 1, путем отвинчивания гаек 14. Затем, затягивая гайку 14 на одном стержне и отпуская на противоположном, поворачивают кассету с узлом валка на требуемый угол подачи. После этого, затягивая гайки на обоих стержнях и прижимая кассету 3 цилиндрическим основанием к ложементу станины, производят фиксирование кассеты 3.
Установка раствора валков осуществляется механизмом 6, состоящим, например, из нажимных винтов и их привода.
Во время работы стана в валки периодически задают прутки - заготовки. В процессе прокатки возникают нагрузки, которые передаются от валков на кассеты и далее на станину.
Таким образом, использование предлагаемого технического решения позволяет:
- повысить срок службы отъемной траверсы, за счёт уменьшения её деформации вследствие освобождения траверсы от действия усилий фиксации кассет;
- повысит точность прокатанных изделий за счет уменьшения перемещений верхней направляющей линейки, закрепленной на траверсе;
- уменьшить металлоемкость конструкции за счет исключения верхнего прижимного устройства и уменьшения размеров кассеты.
Двухвалковая клеть стана винтовой прокатки, содержащая станину открытого типа с ложементами, в которых установлены с возможностью поворота в вертикальной плоскости кассеты с узлами рабочих валков, верхнюю траверсу, механизмы регулирования раствора валков, угла подачи и фиксации кассет, а также направляющий инструмент, выполненный в виде нижней линейки, смонтированной на станине, и верхней линейки, закрепленной на отъемной траверсе, отличающаяся тем, что кассета опирается на поверхность ложемента основанием, выполненным в виде части цилиндра, ось которого перпендикулярна осям рабочих валков, а механизм регулирования угла подачи и фиксации кассет выполнен в виде двух вертикальных шарнирных тяг регулируемой длины, выполненных с возможностью прижатия кассеты к основанию станины.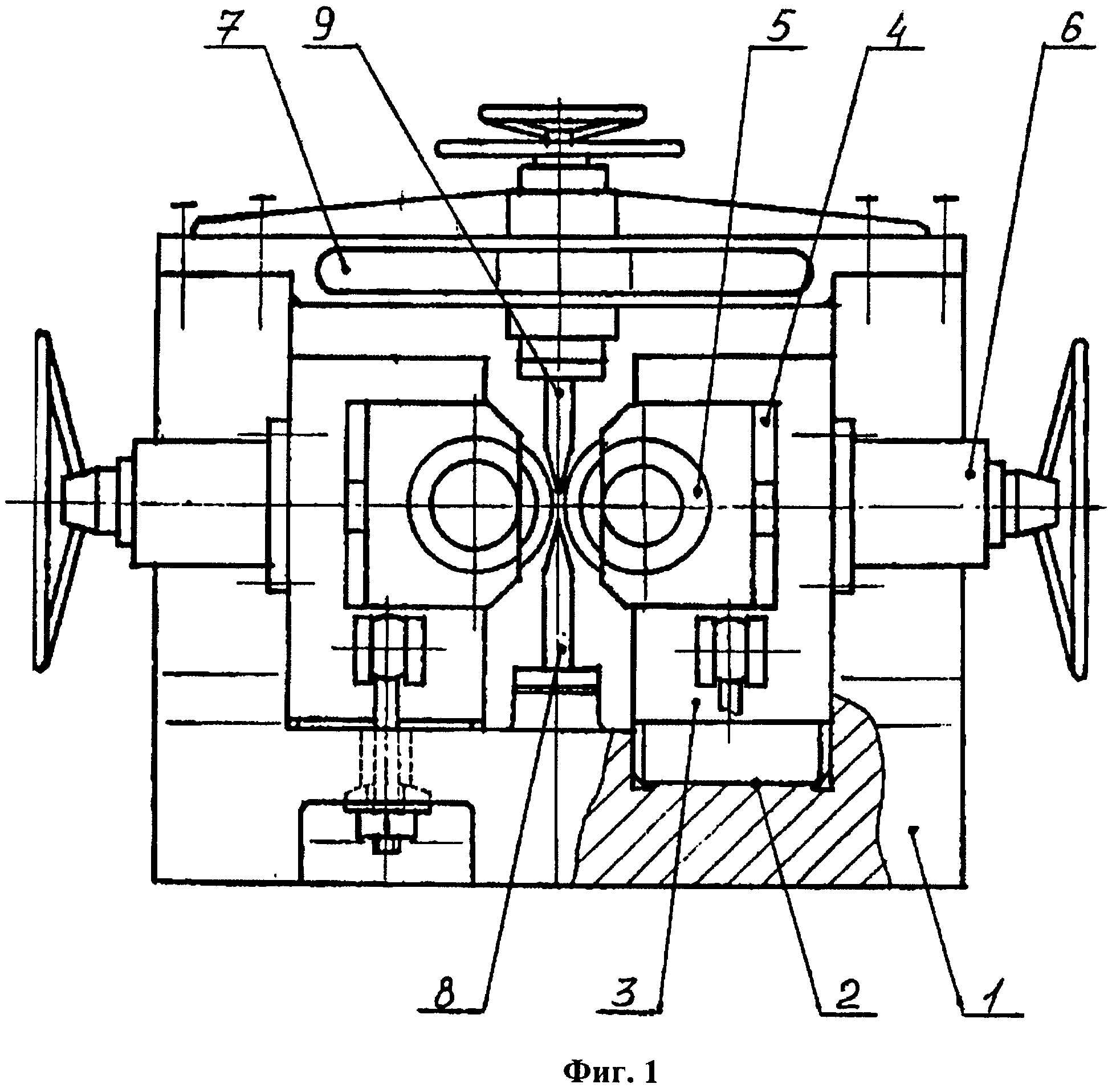
Способ холодной периодической прокатки особотонкостенных труб
Устройство для зацентровки заготовок перед прошивкой

