Результат интеллектуальной деятельности: СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ В ТОНКОСТЕННЫХ ДЕТАЛЯХ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области металлообработки и может быть использовано при фрезеровании открытых пазов в тонких стенках корпусных деталей на многокоординатных станках с числовым программным управлением (обрабатывающих центрах).
Известны способы фрезерования пазов в тонкостенных заготовках, согласно которым обработку паза ведут, по крайней мере, за два этапа, причем на начальном этапе формируют припуск, позволяющий на последующих этапах уменьшить отрыв или изгиб стенки паза.
Известен способ фрезерования пазов в тонкостенных заготовках, при котором концевую фрезу подводят к боковой поверхности заготовки и фрезеруют паз, перемещая фрезу в направлении, перпендикулярном указанной поверхности, на расстояние, равное половине толщины заготовки, затем фрезу выводят из тела последней и на ускоренной подаче перемещают к боковой поверхности заготовки, противоположной первой, после чего окончательно фрезеруют паз насквозь (описание изобретения к авторскому свидетельству №1028435, МПК B23C 3/00, опубл. 15.07.1983).
Известен способ фрезерования пазов в тонкостенных заготовках, при котором концевую фрезу подводят к боковой поверхности заготовки, надрезают паз, перемещая фрезу в направлении, перпендикулярном указанной поверхности, выводят фрезу из тела последней и перемещают на ускоренной подаче к боковой поверхности заготовки, противоположной первой, после чего окончательно фрезеруют паз насквозь, при этом одновременно с перемещением в направлении, перпендикулярном боковой поверхности, фрезе сообщают дополнительное перемещение, перпендикулярное первому, причем величину перемещения, перпендикулярного боковой поверхности, выбирают меньше толщины заготовки, а величину дополнительного перемещения - больше глубины паза (описание изобретения к авторскому свидетельству №1194597, МПК B23C 3/00, опубл. 30.11.1985).
Однако известные способы не исключают отрыв или изгиб стенки паза, так как при фрезеровании паза насквозь происходит разрыв существующей перемычки, что может привести к отрыву или изгибу стенки паза, особенно при уменьшении толщины детали и/или увеличении глубины паза.
Кроме того, для обработки паза необходимы фрезы с диаметром, равным ширине паза, не допускающие переточек.
Известен способ фрезерования пазов в тонкостенных заготовках, при котором концевую фрезу подводят к боковой поверхности заготовки и фрезеруют паз, перемещая фрезу в направлении, перпендикулярном указанной поверхности, на расстояние, равное половине толщины заготовки, затем выводят из тела последней и на ускоренной подаче перемещают к боковой поверхности заготовки, противоположной первой, после чего производят перемещение фрезы перпендикулярно этой поверхности на глубину, равную половине толщины заготовки, после чего производят окончательную обработку паза, для чего используют фрезу с диаметром, меньшим ширины паза, смещая ее относительно оси симметрии паза, и фрезеруют на проход сначала одну сторону паза, а затем - другую встречным фрезерованием (описание изобретения к авторскому свидетельству №1194598, МПК B23C 3/00, опубл. 30.11.1985).
Для обработки паза используют две фрезы разного диаметра.
Известен способ фрезерования пазов в тонкостенных заготовках, при котором обработку ведут концевой фрезой, диаметр которой меньше ширины обрабатываемого паза. Фрезу подводят к боковой поверхности заготовки и перемещают ее перпендикулярно боковой поверхности паза вдоль одной его стороны до образования перемычки 0,3…0,4 мм. Затем фрезу перемещают вдоль перемычки до другой стороны паза, осуществляя попутное фрезерование (описание изобретения к авторскому свидетельству №1583228, МПК B23C 3/00, опубл. 07.08.1990).
В способе на третьем этапе обработки фреза имеет диаметр значительно меньше ширины паза, а значит, и меньшую жесткость.
Известные способы также не исключают наличие перемычки после предварительной обработки, что отрицательно сказывается на окончательной обработке фрезой с диаметром не более 2/3 ширины паза, а значит, имеющей меньшую жесткость. Применение при окончательной обработке из-за значительного снимаемого припуска встречного фрезерования снижает стойкость инструмента, так как при этом методе при входе режущей кромки в заготовку, когда толщина стружки равна нулю, происходит не резание, а трение, и выделяется большое количество тепла. Радиальные силы резания существенно больше при встречном фрезеровании.
Известные способы также не исключают отрыв или изгиб стенки паза, так как при фрезеровании паза насквозь происходит разрыв существующей перемычки, что может привести к отрыву или изгибу стенки паза.
Наиболее близким к предлагаемому является способ фрезерования пазов в тонкостенных заготовках, при котором используют концевую фрезу, диаметр которой меньше ширины паза, фрезеруют паз в направлении от одной его стороны к другой, после чего фрезу устанавливают параллельно боковой поверхности детали со смещением относительно оси симметрии паза и фрезеруют на проход сначала одну сторону паза, а затем - другую (описание изобретения к авторскому свидетельству №1813598, МПК B23C 3/00, опубл. 07.05.1993).
В известном способе фрезой, установленной со смещением относительно паза, врезаются в боковую поверхность и, монотонно увеличивая глубину фрезерования до величины, равной толщине стенки, производят фрезерование против подачи в направлении к противоположной стороне паза до разрыва перемычки. Затем фрезерование ведут в обратном направлении вдоль боковой поверхности, производя съем металла центральной части паза и перемычки при попутном фрезеровании.
Согласно способу оставляют значительный неравномерный припуск на окончательную обработку сторон паза, что ведет к применению метода встречного фрезерования для исключения резания «на удар». Обработку выполняют фрезой с диаметром не более 2/3 ширины паза, а значит, имеющей меньшую жесткость.
Технической задачей, на решение которой направлено предлагаемое изобретение, является более полное использование технологических возможностей станков с ЧПУ и улучшение условий срезания перемычки.
Техническим результатом, на решение которого направлено предлагаемое изобретение, является повышение качества обработки и стойкости фрезы за счет применения попутного фрезерования, уменьшения величины снимаемого припуска и применения фрезы максимального диаметра с соблюдением условий минимального вылета инструмента.
При увеличении диаметра фрезы и уменьшении вылета последней уменьшается изгиб инструмента, что улучшает условия резания, повышает стойкость фрезы и качество обработки. Уменьшение величины снимаемого припуска позволяет использовать попутное фрезерование, что также повышает стойкость фрезы и качество обработки.
Технический результат достигается тем, что в способе фрезерования пазов в тонкостенных деталях, при котором используют концевую фрезу, диаметр которой меньше ширины паза, фрезеруют паз в направлении от одной его стороны к другой, после чего фрезу устанавливают параллельно боковой поверхности детали со смещением относительно оси симметрии паза и фрезеруют на проход сначала одну сторону паза, а затем - другую, в отличие от известного диаметр фрезы определяют по формуле:
Dф=d-2(tок+rmin),
где Dф - диаметр фрезы,
d - ширина паза,
tок - припуск на окончательную обработку по контуру паза,
rmin≥0,1 - минимальный радиус скругления траектории фрезы,
при фрезеровании паза от одной его стороны к другой фрезу устанавливают перпендикулярно боковой поверхности детали и фрезеруют паз цилиндрической частью фрезы, перемещая ее по подаче вдоль контура паза с минимальным рабочим вылетом фрезы, после чего фрезеруют стороны паза, перемещая фрезу по подаче.
Для повышения качества изготовления глубоких пазов можно перед обработкой сторон дополнительно фрезеровать по подаче дно паза.
Способ поясняется чертежами, на которых изображены:
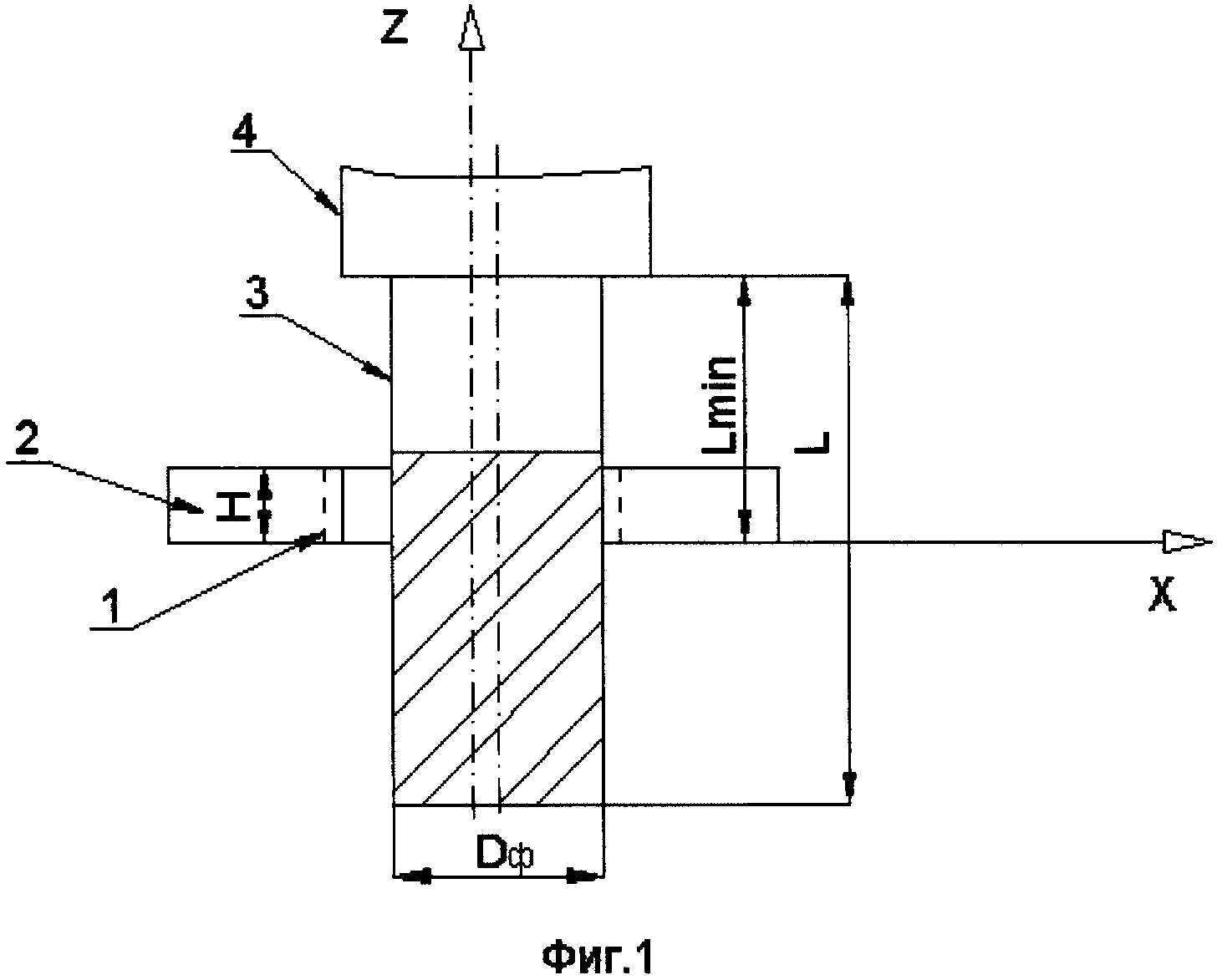
фиг. 1 - схема установки фрезы перпендикулярно боковой поверхности детали;
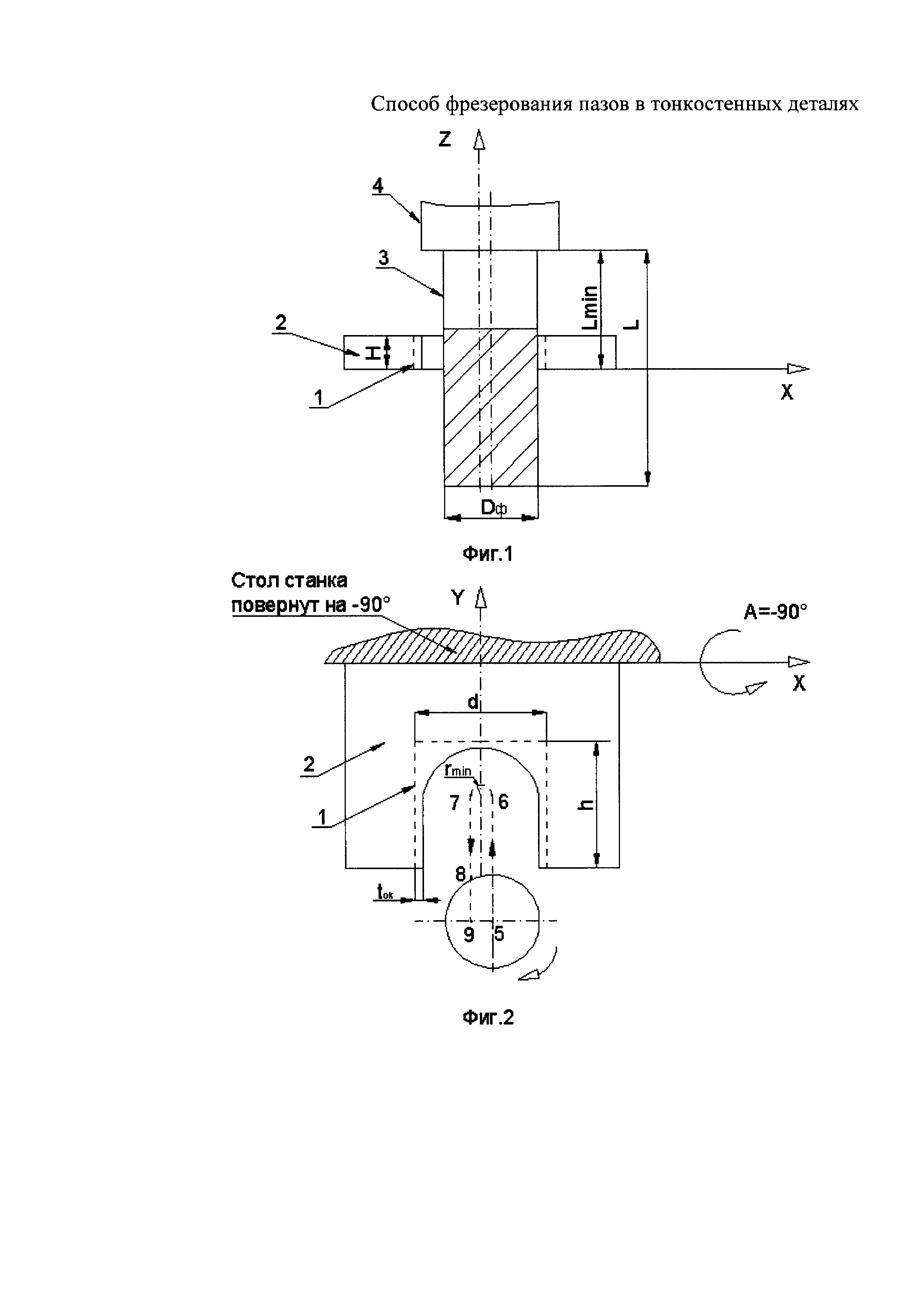
фиг. 2 - схема фрезерования паза по контуру;
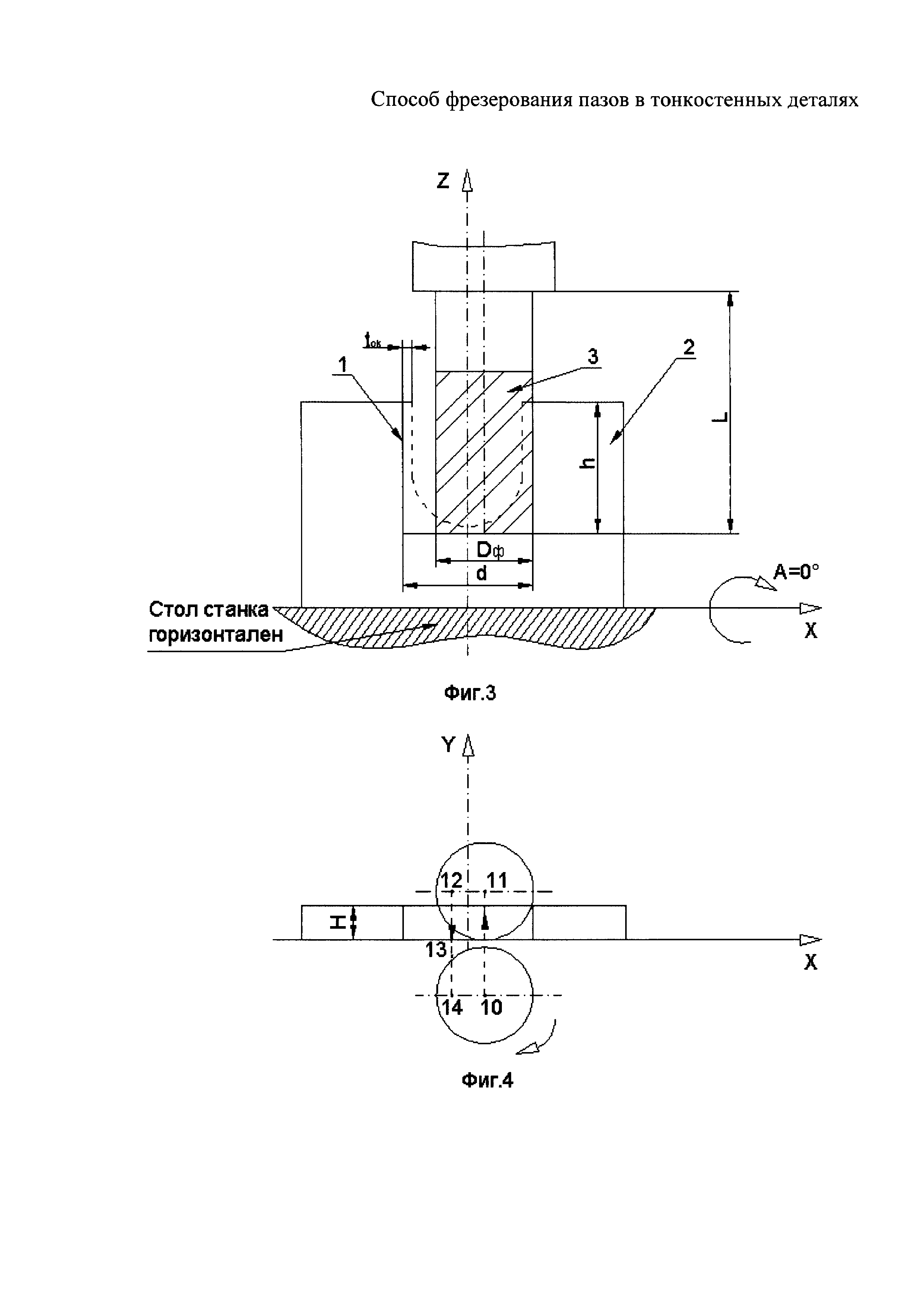
фиг. 3 - схема установки фрезы параллельно боковой поверхности детали;
фиг. 4 - схема фрезерования на проход сторон паза;
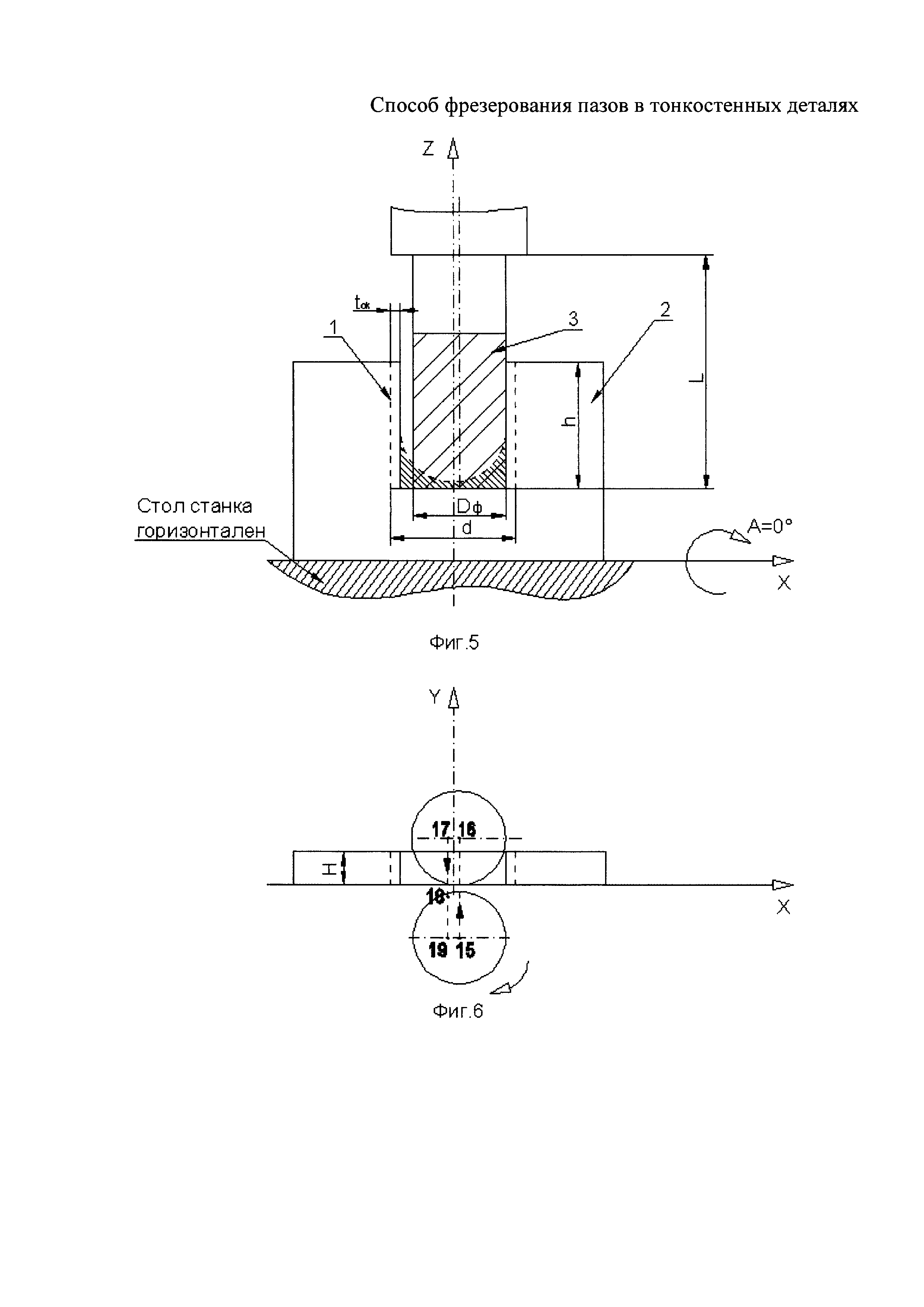
фиг. 5 - схема установки фрезы для фрезерования дна паза;
фиг. 6 - схема фрезерования на проход дна глубокого паза.
Способ осуществляют следующим образом.
Обработку паза 1 в тонкостенной детали 2 толщиной H ведут на многокоординатном станке с ЧПУ концевой фрезой 3, установленной в патрон 4 (фиг. 1).
Диаметр фрезы Dф определяют по формуле:
Dф=d-2(tок+rmin),
где d - ширина паза,
tок - припуск на окончательную обработку по контуру паза,
rmin≥0,1 - минимальный радиус скругления траектории фрезы.
Стол станка (головку с фрезой) наклоняют относительно оси X на угол A=-90°, тем самым ось фрезы устанавливают перпендикулярно боковой поверхности детали, подводят фрезу к детали с учетом обеспечения минимального рабочего вылета фрезы, Lmin (фиг. 1). Обработку ведут цилиндрической частью фрезы вдоль стенок паза (фиг. 2), выдерживая глубину h и ширину паза d с учетом припуска на окончательную обработку tок, попутным фрезерованием путем обхода контура паза по траектории от точки 5 до точки 9. Затем фрезу отводят в безопасное положение.
Далее ось фрезы устанавливают параллельно боковой поверхности детали наклоном стола (головки с фрезой) в начальное (горизонтальное) положение A=0° (фиг. 3) со смещением относительно оси симметрии паза. Подводят фрезу к боковой поверхности детали и выполняют окончательную обработку попутным фрезерованием вдоль стенок паза по траектории от точки 10 до точки 14 (фиг. 4), выдерживая глубину h и ширину d паза.
Для повышения качества обработки пазов значительной глубины (h/d≥3) в тонкостенных деталях из труднообрабатываемых материалов перед фрезерованием стенок дополнительно фрезеруют по подаче дно паза (фиг. 5) по траектории от точки 15 до точки 19 (фиг. 6), выдерживая глубину h и припуск tок. Затем выполняют окончательную обработку попутным фрезерованием вдоль стенок паза по траектории от точки 10 до точки 14 (фиг. 4), выдерживая глубину h и ширину d паза.
Способ использован при фрезеровании 19 пазов, расположенных на фланце детали вращения «Корпус». Ось пазов конструктивно расположена перпендикулярно оси вращения детали. Материал детали - труднообрабатываемый сплав «Inconel 718». Толщина фланца 6,2 мм. Размеры пазов: ширина 8.1±0,05 мм, глубина 9,5±0,2 мм.
Обработка выполнена на многокоординатном станке с ЧПУ модели C40U фирмы «Hermle» монолитной концевой фрезой диаметром 7,7 мм из твердого сплава H10F с вылетом из патрона 20 мм.
В результате применения предлагаемого способа деталь изготовлена с использованием 2-х фрез (для 19 пазов) вместо 3-х по известному способу за счет повышения стойкости инструмента.
При применении предлагаемого способа имеется возможность использования переточенных в результате износа фрез путем введения коррекции на их диаметр, что также повышает качество обработки при экономии режущего инструмента.
Способ определения режимов работы газотурбинного двигателя, на которых осевая сила, действующая на радиально-упорный подшипник, принимает минимальные и максимальное значения
Способ обработки хвостовика и корневой части пера лопатки на многокоординатном станке с чпу
Опора ротора турбомашины с консистентной смазкой
Опора ротора турбомашины с консистентной смазкой
Опора ротора турбомашины с консистентной смазкой
Способ определения угла перекоса и максимальной осевой нагрузки на опору подшипника
Суммирующий зубчатый реверсивный редуктор
Способ определения режимов работы газотурбинного двигателя, на которых осевая сила, действующая на радиально-упорный подшипник, принимает минимальные и максимальное значения
Способ обработки хвостовика и корневой части пера лопатки на многокоординатном станке с чпу

