Результат интеллектуальной деятельности: Способ подготовки углеводородного газа и установка для его осуществления
Вид РИД
Изобретение
Изобретение относится к области газовой промышленности, а именно к технике и технологии подготовки углеводородного газа, и может быть использовано в газовой, нефтяной и других отраслях промышленности на установках подготовки углеводородных газов с избыточным давлением, необходимым для эффективного использования дроссельного цикла.
В процессах подготовки и переработки, где применяются адсорбционные процессы обработки газа, одной из проблем является использование отработанного газа регенерации. Зачастую отработанный газ регенерации после охлаждения в холодильниках и отделения влаги и конденсата в приемных сепараторах вновь вводят в поток газа, подаваемого на установку осушки и отбензинивания газа. Так, известен способ подготовки газа и установка для его осуществления. (Чуракаев A.M. Газоперерабатывающие заводы и установки / А.М. Чуракаев. - М.: Недра, 1994 г., - с. 221, - рис. 11,2-а), включающий предварительную сепарацию газа с отводом отделенного углеводородного конденсата, адсорбционную осушку и отбензинивание газа, отвод подготовленного газа, регенерацию адсорбента нагретым газом с получением после проведения регенерации газа, содержащего тяжелые углеводороды и воду, его охлаждение и сепарацию с отводами отработанного газа регенерации, углеводородного конденсата и воды, стабилизацию углеводородного конденсата, отделенного при сепарации газа и полученного при охлаждении и сепарации газа после проведения регенерации адсорбента, с отводом стабильного конденсата и газов стабилизации, при этом выделившиеся газы стабилизации направляют на собственные нужды, отработанный газ регенерации подается в поток газа, поступающего на адсорбционную осушку и отбензинивание газа. При этом установка включает в себя блок сепарации газа с отводами углеводородного конденсата, блок адсорбционной осушки и отбензинивания газа с отводами подготовленного газа и газа после проведения регенерации адсорбента, холодильник и сепаратор охлажденного газа после проведения регенерации адсорбента с отводами отработанного газа регенерации, углеводородного конденсата и воды, отвод углеводородного конденсата с блока сепарации газа и отвод углеводородного конденсата с сепаратора охлажденного газа после проведения регенерации адсорбента соединен с колонной стабилизации углеводородов, снабженной отводами газов стабилизации и стабильного конденсата, при этом выделившиеся газы стабилизации направляют на собственные нужды, отработанный газ регенерации подается в поток газа, поступающего на адсорбционную осушку и отбензинивание газа.
Недостатком известного способа подготовки углеводородного газа и установки для его осуществления являются высокие потери целевых тяжелых углеводородов (С5+выше), вследствие возврата отработанного газа регенерации в поток исходного газа, что также увеличивает эксплуатационные расходы.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому техническому решению является способ подготовки углеводородного газа и установка для его осуществления (Патент RU №2470865, кл. C01G 5/00, B01D 53/00, F25J 3/00, опубл. 27.12.2012), включающий сепарацию газа с отводами отделенного углеводородного конденсата и воды, адсорбционную осушку и отбензинивание газа, отвод подготовленного газа, регенерацию адсорбента нагретым газом с получением после проведения регенерации газа, содержащего тяжелые углеводороды и воду, его охлаждение и сепарацию с отводами отработанного газа регенерации, углеводородного конденсата и воды, стабилизацию углеводородного конденсата, отделенного при сепарации газа и полученного при охлаждении и сепарации газа после проведения регенерации адсорбента, с отводом стабильного конденсата и газов стабилизации, выделившиеся газы стабилизации направляют на собственные нужды или на компримирование с последующей подачей или в поток исходного газа, или в поток отработанного газа регенерации, или в поток подготовленного газа.
При этом установка подготовки углеводородного газа включает в себя блок сепарации газа с отводами углеводородного конденсата и воды, блок адсорбционной осушки и отбензинивания газа с отводами подготовленного газа и газа после проведения регенерации адсорбента, холодильник и сепаратор охлажденного газа после проведения регенерации адсорбента с отводами отработанного газа регенерации, углеводородного конденсата и воды, отвод углеводородного конденсата с блока сепарации газа и отвод углеводородного конденсата с сепаратора охлажденного газа после проведения регенерации адсорбента соединены с дополнительно установленным блоком стабилизации углеводородов, снабженным отводами газов стабилизации и стабильного конденсата. Кроме того, отвод газов стабилизации соединен с линией на собственные нужды и с блоком компримирования, выход из которого соединен или с потоком исходного газа, или с отводом отработанного газа регенерации, или с отводом подготовленного газа.
Недостатком известного способа подготовки углеводородного газа и установки для его осуществления является низкая выработка продукции, обусловленная отводом отработанного газа регенерации на собственные нужды, в виду высоких потерь тяжелых углеводородов (С5+выше).
Задачей изобретения является повышение качества подготовки углеводородного газа и увеличение выработки продукции, при низких эксплуатационных затратах.
Техническим результатом является снижение потерь тяжелых углеводородов (C5+выше).
Технический результат достигается тем, что способ подготовки углеводородного газа включает сепарацию газа с отводами отделенного углеводородного конденсата и воды, адсорбционную осушку и отбензинивание газа, отвод подготовленного газа, регенерацию адсорбента нагретым газом с получением после проведения регенерации газа, содержащего тяжелые углеводороды и воду, его охлаждение и сепарацию с отводами отработанного газа регенерации, углеводородного конденсата и воды, стабилизацию углеводородного конденсата, отделенного при сепарации газа и полученного при охлаждении и сепарации газа после проведения регенерации адсорбента, с отводом стабильного конденсата и газов стабилизации, выделившиеся газы стабилизации направляют на собственные нужды или на компримирование с последующей подачей или в поток исходного газа, или в поток подготовленного газа, а отработанный газ регенерации охлаждают дросселированием с последующей ректификацией для дополнительного получения стабильного конденсата, при этом при стабилизации углеводородного конденсата, отделенного при сепарации газа и полученного при охлаждении и сепарации газа после проведения регенерации адсорбента, для охлаждения используют подвергнутый дросселированию отработанный газ регенерации.
При осушке и отбензинивании углеводородного газа способом адсорбции, на установках подготовки исходного газа в основном получают стабильный углеводородный конденсат, то есть тяжелые углеводороды (C5+выше). Адсорбцию проводят избирательную, пропуская поток углеводородного газа через адсорбент, представляющий собой слои пористых шариков из силикагеля, при этом эффективность такой адсорбции составляет 100% для C5+выше и постепенно уменьшается для более легких компонентов углеводородного газа.
Конденсация тяжелых углеводородов С5+выше увеличивается в большей степени при температуре отработанного газа регенерации от 0°С и ниже. Для подготовки углеводородного газа в основном подается исходный углеводородный газ с давлением от 6,0 до 10,0 МПа, при котором проводят адсорбционные процессы осушки и отбензинивания для возможности дальнейшей транспортировки подготовленного газа потребителю. При таком исходном давлении углеводородного газа дросселирование за счет снижения давления до 2,0 МПа, позволяет понизить температуру отработанного газа регенерации от 0°С до минус 17°С. Охлаждение отработанного газа регенерации от 0°С до минус 17°С при дросселировании позволяет значительно выделить углеводороды С5+выше в жидкую фазу без применения дополнительных дорогостоящих технологий.
Для предотвращения образования гидратов температуру отработанного газа регенерации после дросселирования ограничивают, в зависимости от концентрации метанола в исходном углеводородном газе.
Охлажденный отработанный газ регенерации после дросселирования используют для охлаждения углеводородного конденсата, и направляют на ректификацию, где происходит отделение сконденсированных тяжелых углеводородов и получения дополнительной качественной продукции - стабильного углеводородного конденсата. При ректификации жидкая фаза при контактировании с восходящей газовой фазой обогащается более высококипящими углеводородами, а поднимающиеся газовые потоки обогащаются низкокипящими углеводородами. Это позволяет отделить сконденсированные тяжелые углеводороды от отработанного газа регенерации и выработать дополнительное количество стабильного углеводородного конденсата с остаточным давлением насыщенных паров не более 500-700 мм рт.ст. при 38°C с наименьшими потерями тяжелых углеводородов C5+выше.
Охлаждение дросселированием, способствующее конденсации тяжелых углеводородов C5+выше в составе отработанного газа регенерации, и последующее отделение их путем ректификации, позволяет повысить качество подготовки углеводородного газа и увеличить количество стабильного углеводородного конденсата, и тем самым уменьшить потерю углеводородов C5+выше.
Установка подготовки углеводородного газа, включает блок сепарации газа с отводами углеводородного конденсата и воды, блок адсорбционной осушки и отбензинивания газа с отводами подготовленного газа и газа после проведения регенерации адсорбента, холодильник и сепаратор охлажденного газа после проведения регенерации адсорбента с отводами отработанного газа регенерации, углеводородного конденсата и воды, отвод углеводородного конденсата с блока сепарации газа и отвод углеводородного конденсата с сепаратора охлажденного газа после проведения регенерации адсорбента, соединены с блоком стабилизации углеводородов, снабженным отводами газов стабилизации и стабильного конденсата, отвод газов стабилизации соединен с линией на собственные нужды или с блоком компримирования, выход из которого соединен или с потоком исходного газа, или с отводом подготовленного газа, при этом отвод отработанного газа регенерации после проведения регенерации адсорбента соединен с блоком стабилизации углеводородов, содержащим дроссель, сообщенный с рекуперативным теплообменником, который также сообщен с одной стороны с отводом углеводородного конденсата с блока сепарации газа и отводом углеводородного конденсата с сепаратора охлажденного газа после проведения регенерации адсорбента, а с другой стороны через линию подачи охлажденного отработанного газа регенерации и линию подачи охлажденного углеводородного конденсата с ректификационно-отпарной колонной с подогревом низа колонны ребойлером.
На установке подготовки углеводородного газа отвод отработанного газа регенерации после проведения регенерации адсорбента соединен с блоком стабилизации углеводородов, с целью вовлечения отработанного газа регенерации после проведения регенерации адсорбента в переработку и снижения потерь тяжелых углеводов (С5+выше).
Снабжение установки подготовки углеводородного газа дросселем обеспечивает снижение температуры отработанного газа регенерации от 0°С до минус 17°С. Достижение таких температур происходит за счет понижения давления в дросселе до 2,0 МПа при давлении исходного газа от 6,0 до 10,0 МПа.
Дроссель, сообщен с рекуперативным теплообменником, который сообщен с отводом углеводородного конденсата с блока сепарации газа и отводом углеводородного конденсата с сепаратора охлажденного газа после проведения регенерации адсорбента, это необходимо для охлаждения в рекуперативном теплообменнике углеводородного конденсата, поступающего с блока сепарации газа, и углеводородного конденсата с сепаратора охлажденного газа после проведения регенерации адсорбента с помощью охлажденного через дроссель отработанного газа регенерации.
Соединение рекуперативного холодильника с ректификационно-отпарной колонной с подогревом низа колонны ребойлером через линию подачи охлажденного отработанного газа регенерации и линию подачи охлажденного углеводородного конденсата, позволяет направить охлажденный отработанный газ регенерации и охлажденный углеводородный конденсат в ректификационно-отпарную колонну с подогревом низа колонны ребойлером, в которой осуществляется качественное разделение тяжелых углеводородов C5+выше от легкой газовой фазы. При этом полученные легкие газы стабилизации с наименьшими потерями тяжелых углеводородов в зависимости от необходимости направляют на собственные нужды или на компримирование.
Таким образом, предлагаемый способ подготовки углеводородного газа и установка для его осуществления более эффективны, чем прототип, так как позволяют повысить качество подготовки углеводородного газа и увеличить выработку продукции при низких эксплуатационных затратах.
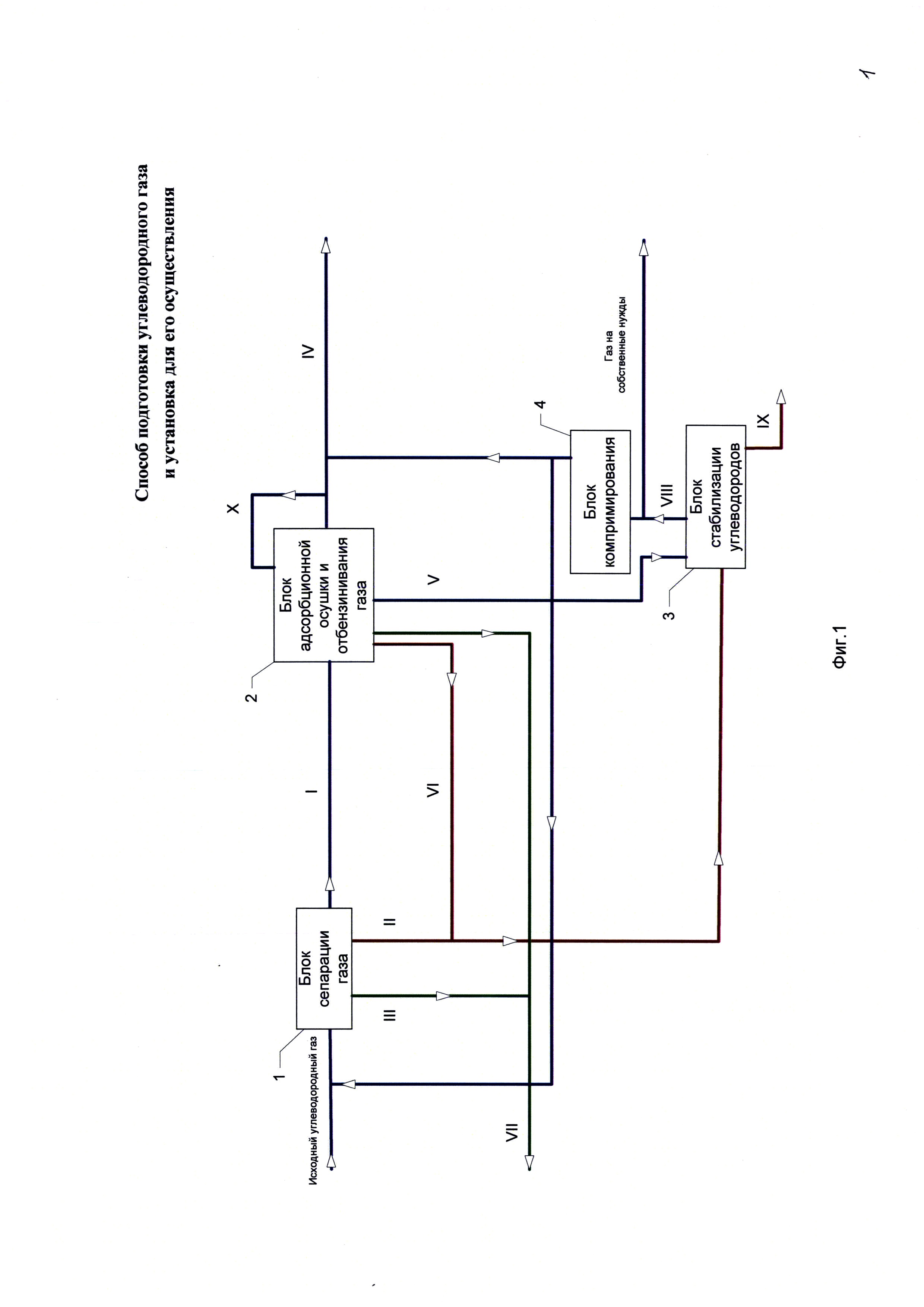
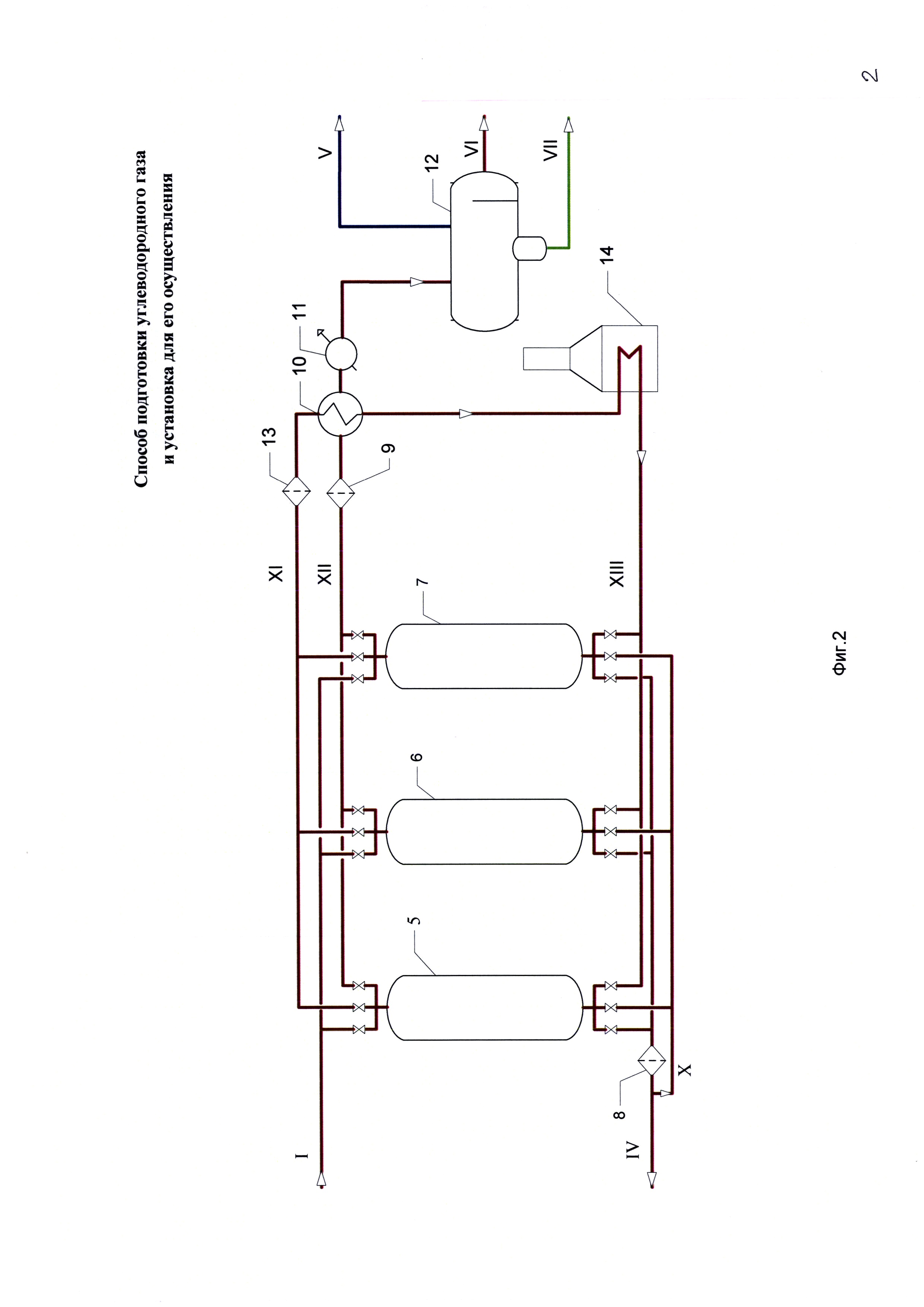
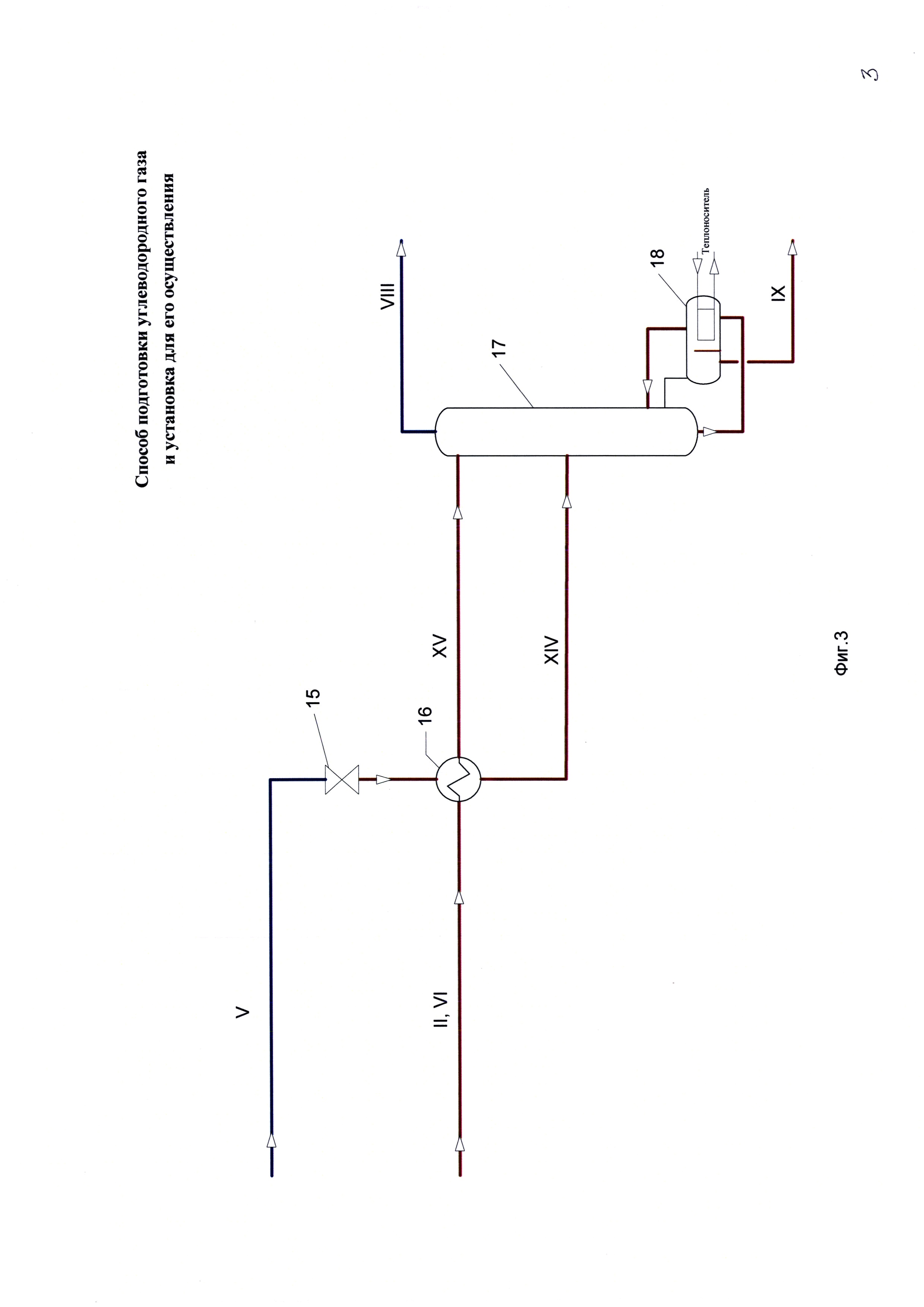
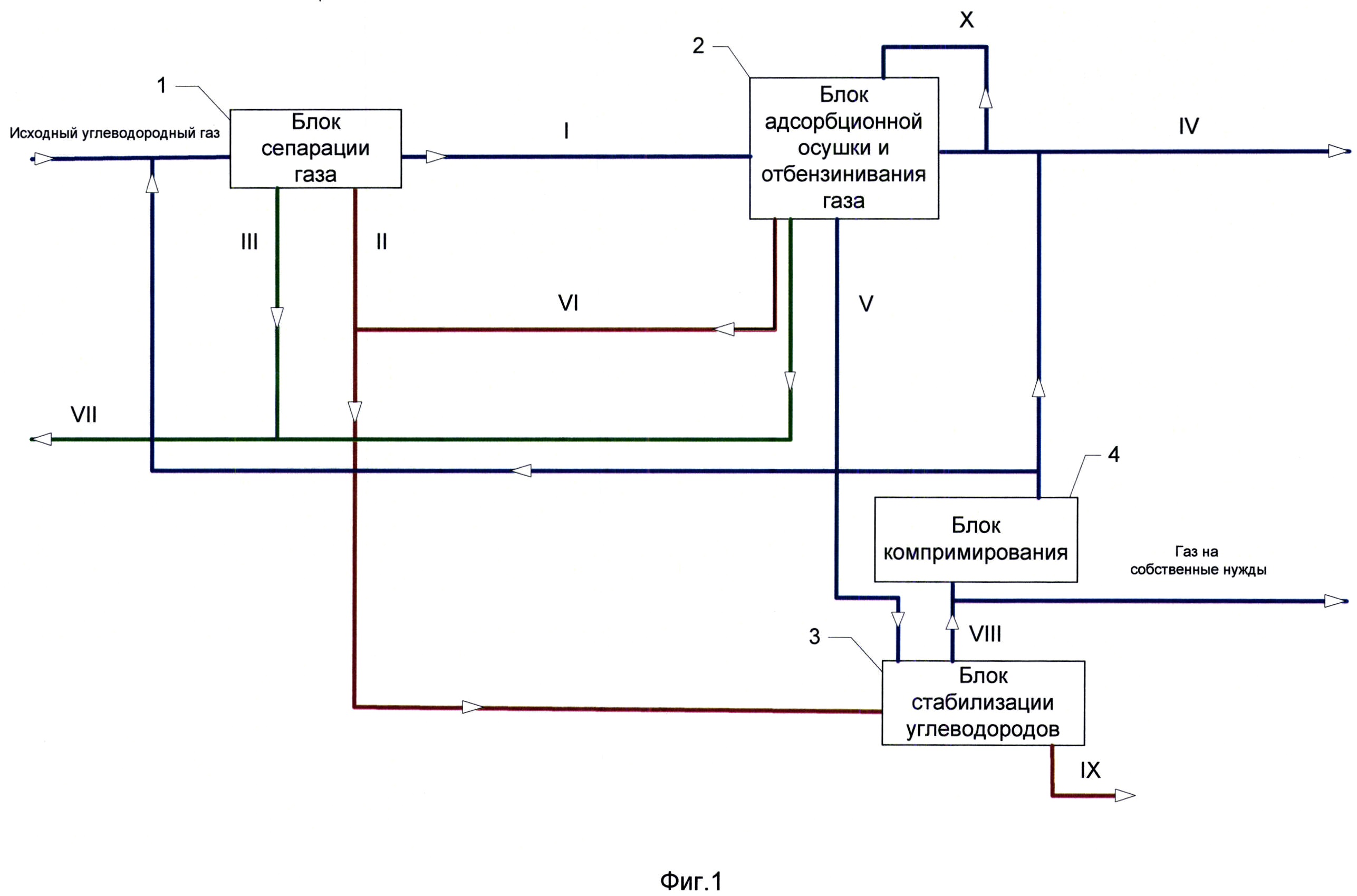
На фиг. 1 представлена блок-схема установки подготовки углеводородного газа, реализующая предложенный способ, на фиг. 2 - блок адсорбционной осушки и отбензинивания газа установки подготовки углеводородного газа, на фиг. 3 - блок стабилизации углеводородов (С5+выше) установки подготовки углеводородного газа.
Установка подготовки углеводородного газа (фиг. 1) содержит блок 1 сепарации газа с отводом потока I отсепарированного газа, отводом потока II углеводородного конденсата и отводом потока III техводы. Блок 1 сепарации газа состоит из одного или нескольких сепараторов разных ступеней давления (не показаны).
Отвод потока I отсепарированного газа соединен с блоком 2 адсорбционной осушки и отбензинивания газа, снабженным отводом потока IV подготовленного газа, отводом потока V отработанного газа регенерации, отводом потока VI углеводородного конденсата и отводом потока VII техводы.
Установка снабжена блоком 3 стабилизации углеводородов с отводом потока VIII газов стабилизации и отводом потока IX стабильного конденсата, при этом блок 3 стабилизации углеводородов сообщен с блоком 4 компримирования.
Блок 2 адсорбционной осушки и отбензинивания газа (фиг. 2) состоит из адсорберов 5, 6, 7 (количество адсорберов принимают в зависимости от расхода газа), каждый из которых заполнен силикагелем, обладающим достаточной емкостью, как по воде, так и по тяжелым углеводородам (C5+выше). Верх адсорберов соединен с отводом потока I отсепарированного газа с блока 1 сепарации газа, линией отвода потока XI газа охлаждения и линией отвода потока XII газа после проведения регенерации адсорбента, а низ - с линией отвода потока IV подготовленного газа, линией подачи потока X газа охлаждения и линией подачи потока XIII газа регенерации. Адсорберы 5, 6, 7 работают периодически в циклах адсорбция - регенерация - охлаждение. На линии отвода потока IV подготовленного газа из адсорберов 5, 6, 7 установлен фильтр 8. На линии отвода потока XII газа после проведения регенерации адсорбента из адсорберов 5, 6, 7 последовательно установлены фильтр 9, сообщенный с рекуперативным теплообменником 10, холодильник 11 и сепаратор 12 охлажденного газа после проведения регенерации адсорбента. Сепаратор 12 снабжен отводом потока V отработанного газа регенерации, отводом потока VI углеводородного конденсата и отводом потока VII техводы. Линия отвода потока XI газа охлаждения из адсорберов 5, 6, 7 последовательно соединена с фильтром 13, рекуперативным теплообменником 10 и печью 14.
Отвод потока V отработанного газа регенерации блока 2 адсорбционной осушки и отбензинивания газа соединен с дросселем 15 блока 3 стабилизации углеводородов (фиг. 3), включающим последовательно установленные после дросселя 15 рекуперативный теплообменник 16 для охлаждения углеводородного конденсата, который также сообщен с одной стороны с отводом потока II углеводородного конденсата с блока 1 сепарации газа и отводом потока VI углеводородного конденсата с сепаратора 12 охлажденного газа после проведения регенерации адсорбента, а с другой стороны через линию подачи потока XIV охлажденного отработанного газа регенерации и линию подачи потока XV охлажденного углеводородного конденсата с ректификационно-отпарной колонной 17 с подогревом низа колонны ребойлером 18.
Отвод потока VIII газов стабилизации с блока 3 стабилизации углеводородов (фиг. 1) соединен с линией на собственные нужды и с блоком 4 компримирования.
Выход из блока 4 компримирования может быть соединен или с потоком исходного углеводородного газа перед блоком 1 сепарации газа, или с потоком IV подготовленного газа.
Предлагаемый способ осуществляется на установке следующим образом.
Исходный углеводородный газ с давлением от 6,0 до 10,0 МПа и температурой 20-25°С подают в блок 1 сепарации газа, в котором происходит отвод потока I отсепарированного газа, потока II углеводородного конденсата и потока III техводы. После сепарации поток I отсепарированного газа поступает в блок 2 адсорбционной осушки и отбензинивания газа, поток II углеводородного конденсата направляют в блок 3 стабилизации конденсата, а поток III, выделившейся техводы, выводят с установки и сбрасывают в дренаж. В блоке 2 адсорбционной осушки и отбензинивания газа происходит осушка и отбензинивание газа на адсорбенте, например, силикагеле фирмы BASF.
Поток I отсепарированного газа с блока 1 сепарации газа направляют в адсорберы 5, 6, 7, находящиеся на стадии осушки и отбензинивания газа, проходит его сверху вниз. Далее осушенный и отбензиненый поток IV подготовленного газа с давлением не ниже 5,7 МПа через фильтр 8 выводят с блока 2 адсорбционной осушки и отбензинивания газа и направляют потребителю. После завершения цикла адсорбции адсорберы 5, 6, 7 переводят в цикл регенерации. Поток XIII газа регенерации предварительно нагревают в печи 14 до температуры 260-350°С (температурный режим печи зависит от вида адсорбента и избыточного давления режима регенерации) и направляют в адсорберы 5, 6, 7, переключенные в цикл регенерации. При проведении регенерации из адсорбента извлекают поглощенные тяжелые углеводороды и техводу. После проведения регенерации поток XII газа, содержащего тяжелые углеводороды и техводу, очищают в фильтре 9, охлаждают в рекуперативном теплообменнике 10 и холодильнике 11, а затем подают в сепаратор 12, в котором происходит сепарация тяжелых углеводородов и техводы с последующим отводом потока V отработанного газа регенерации, потока VI углеводородного конденсата и потока VII техводы, после чего поток V отработанного газа регенерации и поток VI углеводородного конденсата направляют в блок 3 стабилизации углеводородов, а поток VII техводу выводят с установки и сбрасывают в дренаж. После завершения цикла регенерации адсорберы 5, 6, 7 переводят в цикл охлаждения. Часть потока IV подготовленного газа по линии подачи потока X газа охлаждения направляют в адсорберы 5, 6, 7, находящиеся в стадии охлаждения, проходит его снизу вверх и охлаждает адсорбент. После проведения охлаждения адсорбента по линии отвода потока XI газ охлаждения проходит через фильтр 13, рекуперативный теплообменник 10 и направляется в печь 14.
В блоке 3 стабилизации углеводородов, поток V отработанного газа регенерации с блока 2 адсорбционной осушки и отбензинивания газа подвергают дросселированию в дросселе 15 для конденсации тяжелых углеводородов, которые отбирают путем ректификации в ректификационно-отпарной колонне 17. Охлажденный после дросселирования поток V отработанного газа регенерации переходит в двухфазное состояние и его подают через линию подачи потока XIV охлажденного отработанного газа регенерации в среднюю часть колонны для получения стабильного конденсата и газов стабилизации.
Потоки II, VI углеводородного конденсата, блока 1 сепарации газа и блока 2 адсорбционной осушки соответственно, охлаждаются в рекуперативном теплообменнике 16. Охлаждение углеводородного конденсата происходит посредством подвергнутого дросселированию в дросселе 15 потока V отработанного газа регенерации, который затем направляется через линию подачи потока XV охлажденного углеводородного конденсата на стабилизацию в верхнюю часть ректификационно-отпарной колонны 17.
В ректификационно-отпарной колонне 17 охлажденная жидкая фаза стекает и контактирует с поступающей снизу газовой фазой. В нижней части колонны происходит выпаривание ребойлером 18 легких углеводородов и получение стабильного конденсата, поток IX. Вместе с легкими углеводородами-газами стабилизации выпариваются и более тяжелые углеводороды, которые в верхней части колонны конденсируются и переходят в жидкую фазу, стекающую в нижнюю часть ректификационно-отпарной колонны 17. Полученный поток VIII газов стабилизации в зависимости от необходимости направляют на собственные нужды или на компримирование в блок 4 компримирования с последующей подачей или в поток исходного углеводородного газа перед блоком 1 сепарации газа, или в поток IV подготовленного газа.
В блоке 3 стабилизации углеводородов оптимальный режим получения стабильного конденсата подбирают расчетным и опытным путем на каждом производстве газовой и нефтяной промышленности индивидуально в зависимости от состава, расхода исходного углеводородного газа, количества вырабатываемого углеводородного конденсата и затрат на эксплуатацию.
Пример 1
Исходный углеводородный газ с давлением 6,1 МПа и температурой 20°С в количестве 1500000 нм3/ч с плотностью 0,678 кг/м3 подают в блок 1 сепарации газа на отделение потока I отсепарированного газа от потока II углеводородного конденсата и потока III техводы. После сепарации отделившийся поток I отсепарированного газа поступает в блок 2 адсорбционной осушки и отбензинивания газа, а полученный поток II углеводородного конденсата в количестве 50 кг/ч направляют в блок 3 стабилизации углеводородов. Выделившийся в блоке 1 сепарации газа поток III техводы в количестве 50 кг/ч выводят с установки и сбрасывают в дренаж.
В блоке 2 адсорбционной осушки и отбензинивания газа на силикагеле фирмы BASF происходит адсорбционная осушка и отбензинивание газа. Адсорберы 5, 6, 7 работают периодически в циклах адсорбция - регенерация - охлаждение. Поток I отсепарированного газа с блока 1 сепарации газа направляют в адсорберы 5, 6, 7, находящиеся на стадии осушки и отбензинивания газа, проходит его сверху вниз. Далее осушенный и отбензиненый поток IV подготовленного газа с температурой точки росы по воде не выше минус 25°С и по углеводородам не выше минус 16°С в количестве 1499000 нм3/ч и давлением не менее 5,8-6,0 МПа из блока 2 адсорбционной осушки и отбензинивания газа направляют потребителю.
После завершения цикла адсорбции адсорберы 5, 6, 7 переводят в цикл регенерации. Поток XIII газа регенерации в количестве 113400 нм3/ч предварительно нагревают в печи 14 до температуры 290°С и направляют в адсорберы 5, 6, 7, переключенные в цикл регенерации. При проведении регенерации из адсорбента извлекаются поглощенные тяжелые углеводороды и техвода. После проведения регенерации поток XII газа, содержащего тяжелые углеводороды и техводу, очищают в фильтре 9, охлаждают в рекуперативном теплообменнике 10, холодильнике 11 до температуры 20°С и направляют в сепаратор 12, при этом из сепаратора 12 отводят поток V отработанного газа регенерации в количестве 113000 нм3/ч, поток VI углеводородного конденсата в количестве 715 кг/ч и поток VII техводы в количестве 150 кг/ч. После завершения цикла регенерации адсорберы 5, 6, 7 переводят в цикл охлаждения. Часть потока IV подготовленного газа в количестве 113400 нм3/ч по линии подачи потока X газа охлаждения направляют в адсорберы 5, 6, 7, находящиеся в стадии охлаждения, проходит его снизу вверх и охлаждает адсорбент. После проведения охлаждения адсорбента по линии отвода потока XI газ охлаждения проходит через фильтр 13, рекуперативный теплообменник 10 и направляется в печь 14.
Поток V отработанного газа регенерации направляют в блок 3 стабилизации углеводородов, где подвергают охлаждению до температуры 0°С путем дросселирования в дросселе 15 для конденсации тяжелых углеводородов, которые затем отбирают путем ректификации в ректификационно-отпарной колонне 17. Поток V охлажденного отработанного газа регенерации через линию подачи потока XIV охлажденного отработанного газа регенерации подают в середину ректификационно-отпарной колонны 17 в виде газожидкостной фазы, охлажденная жидкая фаза стекает в нижнюю часть колонны, а газовая фаза поднимается и контактирует со стекающей ей навстречу охлажденной жидкой фазой. В верхнюю часть ректификационно-отпарной колонны 17 через линию подачи потока XV поступает на стабилизацию охлажденный углеводородный конденсат потоки II, VI блока 1 сепарации газа и блока 2 адсорбционной осушки соответственно, предварительно охлажденные до температуры 0°С в рекуперативном теплообменнике 16 для охлаждения углеводородного конденсата, посредством потока V отработанного газа регенерации, подвергнутого дросселированию в дросселе 15. В нижней части ректификационно-отпарной колонны 17 ребойлером 18 происходит выпаривание из жидкой фазы остаточных легких углеводородов и получение стабильного конденсата, поток IX. Вместе с легкими углеводородами выпариваются и более тяжелые углеводороды, которые в верхней части ректификационно-отпарной колонны 17 конденсируются при температуре 0°С и переходят в жидкую фазу, стекающую в нижнюю часть ректификационно-отпарной колонны 17, и контактирующую с поступающей снизу газовой фазой. При контактировании жидкая фаза обогащается более тяжелыми углеводородами, а поднимающиеся газовые потоки обогащаются легкими углеводородами. В результате многократного контактирования газовой и жидкой фазы в верху ректификационно-отпарной колонны 17 происходит выделение легких углеводородов-газов стабилизации, с наименьшими потерями тяжелых углеводородов С5+выше.
Присутствие метанола (50%) в техводе допускает охлаждение газа и конденсата до указанных температур без гидратообразований.
Давление в ректификационно-отпарной колонне 17 поддерживается 2,0 МПа, температура куба 226°С.
Продукцией блока 3 стабилизации углеводородов являются стабильный конденсат в количестве 1607 кг/ч (поток IX) и газы стабилизации в количестве 112800 нм3/ч (поток VIII).
Полученный поток VIII газов стабилизации направляют на собственные нужды и в блок 4 компримирования.
Далее, в зависимости от технологической необходимости, скомпримированные газы стабилизации с давлением не ниже 6,1 МПа могут быть соединены с потоком исходного углеводородного газа перед блоком 1 сепарации газа или с давлением не ниже 5,8-6,0 МПа с потоком IV подготовленного газа и затем направлены потребителю.
Пример 2
Исходный углеводородный газ с давлением 6,4 МПа и температурой 20°С в количестве 1600000 нм3/ч с плотностью 0,678 кг/м3 подают в блок 1 сепарации газа на отделение потока I отсепарированного газа от потока II углеводородного конденсата и потока III техводы. После сепарации отделившийся поток I отсепарированного газа поступает в блок 2 адсорбционной осушки и отбензинивания газа, а полученный поток II углеводородного конденсата в количестве 50 кг/ч направляют в блок 3 стабилизации углеводородов. Выделившийся в блоке 1 сепарации газа поток III техводы в количестве 50 кг/ч выводят с установки и сбрасывают в дренаж.
В блоке 2 адсорбционной осушки и отбензинивания газа на силикагеле фирмы BASF происходит адсорбционная осушка и отбензинивание газа. Адсорберы 5, 6, 7 работают периодически в циклах адсорбция - регенерация - охлаждение. Поток I отсепарированного газа с блока 1 сепарации газа направляют в адсорберы 5, 6, 7, находящиеся на стадии осушки и отбензинивания газа, проходит его сверху вниз. Далее осушенный и отбензиненый поток IV подготовленного газа с температурой точки росы по воде не выше минус 25°С и по углеводородам не выше минус 16°С в количестве 1599000 нм3/ч и давлением не менее 6,1-6,3 МПа из блока 2 адсорбционной осушки и отбензинивания газа направляют потребителю.
После завершения цикла адсорбции адсорберы 5, 6, 7 переводят в цикл регенерации. Поток XIII газа регенерации в количестве 113400 нм3/ч предварительно нагревают в печи 14 до температуры 290°С и направляют в адсорберы 5, 6, 7, переключенные в цикл регенерации. При проведении регенерации из адсорбента извлекаются поглощенные тяжелые углеводороды и техвода. После проведения регенерации поток XII газа, содержащего тяжелые углеводороды и техводу, очищают в фильтре 9, охлаждают в рекуперативном теплообменнике 10, холодильнике 11 до температуры 20°С и направляют в сепаратор 12, при этом из сепаратора 12 отводят поток V отработанного газа регенерации в количестве 113000 нм3/ч, поток VI углеводородного конденсата в количестве 683 кг/ч и поток VII техводы в количестве 150 кг/ч. После завершения цикла регенерации адсорберы 5, 6, 7 переводят в цикл охлаждения. Часть потока IV подготовленного газа в количестве 113400 нм3/ч по линии подачи потока X газа охлаждения направляют в адсорберы 5, 6, 7, находящиеся в стадии охлаждения, проходит его снизу вверх и охлаждает адсорбент. После проведения охлаждения адсорбента по линии отвода потока XI газ охлаждения проходит через фильтр 13, рекуперативный теплообменник 10 и направляется в печь 14.
Поток V отработанного газа регенерации направляют в блок 3 стабилизации углеводородов, где подвергают охлаждению до температуры минус 0,6°С путем дросселирования в дросселе 15 для конденсации тяжелых углеводородов, которые затем отбирают путем ректификации в ректификационно-отпарной колонне 17. Поток V охлажденного отработанного газа регенерации через линию подачи потока XIV охлажденного отработанного газа регенерации подают в середину ректификационно-отпарной колонны 17 в виде газожидкостной фазы, охлажденная жидкая фаза стекает в нижнюю часть колонны, а газовая фаза поднимается и контактируют со стекающей ей навстречу охлажденной жидкой фазой. В верхнюю часть ректификационно-отпарной колонны 17 через линию подачи потока XV поступает на стабилизацию охлажденный углеводородный конденсат потоки II, VI блока 1 сепарации газа и блока 2 адсорбционной осушки соответственно, предварительно охлажденные до температуры минус 0,6°С в рекуперативном теплообменнике 16 для охлаждения углеводородного конденсата, посредством потока V отработанного газа регенерации, подвергнутого дросселированию в дросселе 15. В нижней части ректификационно-отпарной колонны 17 ребойлером 18 происходит выпаривание из жидкой фазы остаточных легких углеводородов и получение стабильного конденсата, поток IX. Вместе с легкими углеводородами выпариваются и более тяжелые углеводороды, которые в верхней части ректификационно-отпарной колонны 17 конденсируются при температуре минус 0,6°С и переходят в жидкую фазу, стекающую в нижнюю часть ректификационно-отпарной колонны 17, и контактирующую с поступающей снизу газовой фазой. При контактировании жидкая фаза обогащается более тяжелыми углеводородами, а поднимающиеся газовые потоки обогащаются легкими углеводородами. В результате многократного контактирования газовой и жидкой фазы в верху ректификационно-отпарной колонны 17 происходит выделение легких углеводородов-газов стабилизации, с наименьшими потерями тяжелых углеводородов C5+выше.
Присутствие метанола (60%) в техводе допускает охлаждение газа и конденсата до указанных температур без гидратообразований.
Давление в ректификационно-отпарной колонне 17 поддерживается 2,0 МПа, температура куба 225°С.
Продукцией блока 3 стабилизации углеводородов являются стабильный конденсат в количестве 1672 кг/ч (поток IX) и газы стабилизации в количестве 112800 нм3/ч (поток VIII).
Полученный поток VIII газов стабилизации направляют на собственные нужды и в блок 4 компримирования.
Далее, в зависимости от технологической необходимости, скомпримированные газы стабилизации с давлением не ниже 6,4 МПа могут быть соединены с потоком исходного углеводородного газа перед блоком 1 сепарации газа или с давлением не ниже 6,1-6,3 МПа с потоком IV подготовленного газа и затем направлены потребителю.
Пример 3
Исходный углеводородный газ с давлением 7,0 МПа и температурой 22 С в количестве 1700000 нм3/ч с плотностью 0,678 кг/м3 подают в блок 1 сепарации газа на отделение потока I отсепарированного газа от потока II углеводородного конденсата и потока III техводы. После сепарации отделившийся поток I отсепарированного газа поступает в блок 2 адсорбционной осушки и отбензинивания газа, а полученный поток II углеводородного конденсата в количестве 30 кг/ч направляют в блок 3 стабилизации углеводородов. Выделившийся в блоке 1 сепарации газа поток III техводы в количестве 100 кг/ч выводят с установки и сбрасывают в дренаж.
В блоке 2 адсорбционной осушки и отбензинивания газа на силикагеле фирмы BASF происходит адсорбционная осушка и отбензинивание газа. Адсорберы 5, 6, 7 работают периодически в циклах адсорбция - регенерация - охлаждение. Поток I отсепарированного газа с блока 1 сепарации газа направляют в адсорберы 5, 6, 7, находящиеся на стадии осушки и отбензинивания газа, проходит его сверху вниз. Далее осушенный и отбензиненый поток IV подготовленного газа с температурой точки росы по воде не выше минус 25°С и по углеводородам не выше минус 16°С в количестве 1699000 нм3/ч и давлением не менее 6,7-6,9 МПа из блока 2 адсорбционной осушки и отбензинивания газа направляют потребителю.
После завершения цикла адсорбции адсорберы 5, 6, 7 переводят в цикл регенерации. Поток XIII газа регенерации в количестве 113400 нм3/ч предварительно нагревают в печи 14 до температуры 300°С и направляют в адсорберы 5, 6, 7, переключенные в цикл регенерации. При проведении регенерации из адсорбента извлекаются поглощенные тяжелые углеводороды и техвода. После проведения регенерации поток XII газа, содержащего тяжелые углеводороды и техводу, очищают в фильтре 9, охлаждают в рекуперативном теплообменнике 10, холодильнике 11 до температуры 20°С и направляют в сепаратор 12, при этом из сепаратора 12 отводят поток V отработанного газа регенерации в количестве 113000 нм3/ч, поток VI углеводородного конденсата в количестве 609 кг/ч и поток VII техводы в количестве 150 кг/ч. После завершения цикла регенерации адсорберы 5, 6, 7 переводят в цикл охлаждения. Часть потока IV подготовленного газа в количестве 113400 нм3/ч по линии подачи потока X газа охлаждения направляют в адсорберы 5, 6, 7, находящиеся в стадии охлаждения, проходит его снизу вверх и охлаждает адсорбент. После проведения охлаждения адсорбента по линии отвода потока XI газ охлаждения проходит через фильтр 13, рекуперативный теплообменник 10 и направляется в печь 14.
Поток V отработанного газа регенерации направляют в блок 3 стабилизации углеводородов, где подвергают охлаждению до температуры минус 3°С путем дросселирования в дросселе 15 для конденсации тяжелых углеводородов, которые затем отбирают путем ректификации в ректификационно-отпарной колонне 17. Поток V охлажденного отработанного газа регенерации через линию подачи потока XIV охлажденного отработанного газа регенерации подают в середину ректификационно-отпарной колонны 17 в виде газожидкостной фазы, охлажденная жидкая фаза стекает в нижнюю часть колонны, а газовая фаза поднимается и контактируют со стекающей ей навстречу охлажденной жидкой фазой. В верхнюю часть ректификационно-отпарной колонны 17 через линию подачи потока XV поступает на стабилизацию охлажденный углеводородный конденсат потоки II, VI блока 1 сепарации газа и блока 2 адсорбционной осушки соответственно, предварительно охлажденные до температуры минус 3°С в рекуперативном теплообменнике 16 для охлаждения углеводородного конденсата, посредством потока V отработанного газа регенерации, подвергнутого дросселированию в дросселе 15. В нижней части ректификационно-отпарной колонны 17 ребойлером 18 происходит выпаривание из жидкой фазы остаточных легких углеводородов и получение стабильного конденсата, поток IX. Вместе с легкими углеводородами выпариваются и более тяжелые углеводороды, которые в верхней части ректифкационно-отпарной колонны 17 конденсируются при температуре минус 3°С и переходят в жидкую фазу, стекающую в нижнюю часть ректификационно-отпарной колонны 17, и контактирующую с поступающей снизу газовой фазой. При контактировании жидкая фаза обогащается более тяжелыми углеводородами, а поднимающиеся газовые потоки обогащаются легкими углеводородами. В результате многократного контактирования газовой и жидкой фазы в верху ректификационно-отпарной колонны 17 происходит выделение легких углеводородов-газов стабилизации, с наименьшими потерями тяжелых углеводородов С5+выше.
Присутствие метанола (70%) в техводе допускает охлаждение газа и конденсата до указанных температур без гидратообразований.
Давление в ректификационно-отпарной колонне 17 поддерживается 2,0 МПа, температура куба 223°С.
Продукцией блока 3 стабилизации углеводородов являются стабильный конденсат в количестве 1775 кг/ч (поток IX) и газы стабилизации в количестве 112800 нм3/ч (поток VIII).
Полученный поток VIII газов стабилизации направляют на собственные нужды и в блок 4 компримирования.
Далее, в зависимости от технологической необходимости, скомпримированные газы стабилизации с давлением не ниже 7,0 МПа могут быть соединены с потоком исходного углеводородного газа перед блоком 1 сепарации газа или с давлением не ниже 6,7-6,9 МПа с потоком IV подготовленного газа и затем направлены потребителю.
Пример 4
Исходный углеводородный газ с давлением 10,0 МПа и температурой 20°С в количестве 1900000 нм3/ч с плотностью 0,678 кг/м3 подают в блок 1 сепарации газа на отделение потока I отсепарированного газа от потока II углеводородного конденсата и потока III техводы. После сепарации отделившийся поток I отсепарированного газа поступает в блок 2 адсорбционной осушки и отбензинивания газа, а полученный поток II углеводородного конденсата в количестве 20 кг/ч направляют в блок 3 стабилизации углеводородов. Выделившийся в блоке 1 сепарации газа поток III техводы в количестве 100 кг/ч выводят с установки и сбрасывают в дренаж.
В блоке 2 адсорбционной осушки и отбензинивания газа на силикагеле фирмы BASF происходит адсорбционная осушка и отбензинивание газа. Адсорберы 5, 6, 7 работают периодически в циклах адсорбция - регенерация - охлаждение. Поток I отсепарированного газа с блока 1 сепарации газа направляют в адсорберы 5, 6, 7, находящиеся на стадии осушки и отбензинивания газа, проходит его сверху вниз. Далее осушенный и отбензиненый поток IV подготовленного газа с температурой точки росы по воде не выше минус 25°С и по углеводородам не выше минус 16°С в количестве 1899000 нм3/ч и давлением не менее 9,7-9,9 МПа из блока 2 адсорбционной осушки и отбензинивания газа направляют потребителю.
После завершения цикла адсорбции адсорберы 5, 6, 7 переводят в цикл регенерации. Поток XIII газа регенерации в количестве 113400 нм3/ч предварительно нагревают в печи 14 до температуры 350°С и направляют в адсорберы 5, 6, 7, переключенные в цикл регенерации. При проведении регенерации из адсорбента извлекаются поглощенные тяжелые углеводороды и техвода. После проведения регенерации поток XII газа, содержащего тяжелые углеводороды и техводу, очищают в фильтре 9, охлаждают в рекуперативном теплообменнике 10, холодильнике 11 до температуры 20°С и направляют в сепаратор 12, при этом из сепаратора 12 отводят поток V отработанного газа регенерации в количестве 113200 нм3/ч, поток VI углеводородного конденсата в количестве 56 кг/ч и поток VII техводы в количестве 160 кг/ч. После завершения цикла регенерации адсорберы 5, 6, 7 переводят в цикл охлаждения. Часть потока IV подготовленного газа в количестве 113400 нм3/ч по линии подачи потока X газа охлаждения направляют в адсорберы 5, 6, 7, находящиеся в стадии охлаждения, проходит его снизу вверх и охлаждает адсорбент. После проведения охлаждения адсорбента по линии отвода потока XI газ охлаждения проходит через фильтр 13, рекуперативный теплообменник 10 и направляется в печь 14.
Поток V отработанного газа регенерации направляют в блок 3 стабилизации углеводородов, где подвергают охлаждению до температуры минус 17°С путем дросселирования в дросселе 15 для конденсации тяжелых углеводородов, которые затем отбирают путем ректификации в ректификационно-отпарной колонне 17. Поток V охлажденного отработанного газа регенерации через линию подачи потока XIV охлажденного отработанного газа регенерации подают в середину ректификационно-отпарной колонны 17 в виде газожидкостной фазы, охлажденная жидкая фаза стекает в нижнюю часть колонны, а газовая фаза поднимается и контактируют со стекающей ей навстречу охлажденной жидкой фазой. В верхнюю часть ректификационно-отпарной колонны 17 через линию подачи потока XV поступает на стабилизацию охлажденный углеводородный конденсат потоки II, VI блока 1 сепарации газа и блока 2 адсорбционной осушки соответственно, предварительно охлажденные до температуры минус 17°С в рекуперативном теплообменнике 16 для охлаждения углеводородного конденсата, посредством потока V отработанного газа регенерации, подвергнутого дросселированию в дросселе 15. В нижней части ректификационно-отпарной колонны 17 ребойлером 18 происходит выпаривание из жидкой фазы остаточных легких углеводородов и получение стабильного конденсата, поток IX. Вместе с легкими углеводородами выпариваются и более тяжелые углеводороды, которые в верхней части ректифкационно-отпарной колонны 17 конденсируются при температуре минус 17°С и переходят в жидкую фазу, стекающую в нижнюю часть ректификационно-отпарной колонны 17, и контактирующую с поступающей снизу газовой фазой. При контактировании жидкая фаза обогащается более тяжелыми углеводородами, а поднимающиеся газовые потоки обогащаются легкими углеводородами. В результате многократного контактирования газовой и жидкой фазы в верху ректификационно-отпарной колонны 17 происходит выделение легких углеводородов-газов стабилизации, с наименьшими потерями тяжелых углеводородов С5+выше.
Присутствие метанола (80%) в техводе допускает охлаждение газа и конденсата до указанных температур без гидратообразований.
Давление в ректификационно-отпарной колонне 17 поддерживается 2,0 МПа, температура куба 218°С.
Продукцией блока 3 стабилизации углеводородов являются стабильный конденсат в количестве 2169 кг/ч (поток IX) и газы стабилизации в количестве 112700 нм3/ч (поток VIII).
Полученный поток VIII газов стабилизации направляют на собственные нужды и в блок 4 компримирования.
Далее, в зависимости от технологической необходимости, скомпримированные газы стабилизации с давлением не ниже 10,0 МПа могут быть соединены с потоком исходного углеводородного газа перед блоком 1 сепарации газа или с давлением не ниже 9,7-9,9 МПа с потоком IV подготовленного газа и затем направлены потребителю.
Состав для наплавки детали
Способ регенерации растворителя в маслоэкстракционной линии
Способ получения композитного материала
Установка для очистки нефтепромысловых сточных вод для закачки в пласт
Двухвальцовый станок
Установка подготовки газа к транспорту
Устройство для обрушивания семян рапса
Адсорбционная установка подготовки углеводородного газа
Способ получения функциональной питьевой воды
Способ обработки прискважинной зоны продуктивного пласта
Устройство для аминовой очистки технологического газа и способ ее осуществления

