Результат интеллектуальной деятельности: Способ испытания образцов из материала при растяжении с повышенной температурой
Вид РИД
Изобретение
Изобретение относится к способам испытания металлов на растяжение с высокой температурой нагрева и может быть использовано при определении зависимости интенсивности напряжения от степени и скорости деформации, которые необходимо учитывать в технологических расчетах формоизменяющих операций изотермической штамповки листовых металлов.
Испытание на растяжение образцов вязкопластического деформирования с повышенной температурой нагрева регламентируется ГОСТ 9651-84 «Методы испытаний на растяжение при повышенных температурах», при использовании которого определяют основные механические и пластические свойства металла: предел текучести физический; предел текучести условный; временное сопротивление; относительное равномерное удлинение; относительное удлинение после разрыва; относительное сужение поперечного сечения после разрыва.
Недостатком способа растяжения по ГОСТ 9651-84 является невозможность определять предел текучести условный или физический, временное сопротивление в зависимости от скорости деформации при растяжении, а также интенсивности напряжения от степени и скорости деформации или деформирования. В частности, рекомендуется определять механические и пластические характеристики исследуемого металла при скоростях деформации в диапазоне значений 2,5⋅10-4 ÷2,5⋅10-3 с-1. Испытание на растяжение рекомендуется проводить поэтапно при одинаковой скорости деформирования.
Наиболее близким к предлагаемому изобретению относится способ испытания образцов материалов на прочность при растяжении по авторскому свидетельству №1826022, МПК8 G01N 3/18. По известному способу производят нагрев эталонного образца до температуры испытания, растягивают его поэтапно с постоянной скоростью деформирования на каждом этапе до предела текучести и измеряют нагрузку, удлинение образца, скорость деформации. Затем на последующем этапе увеличивают скорость деформирования при требуемой температуре испытания, вновь измеряют нагрузку, удлинение образца, скорости деформирования и деформации на последующем этапе. Повторяют этапы растяжения до совпадения скорости деформирования со скоростью деформации. После испытания эталонного образца проводят испытания на растяжение рабочего образца при той же температуре нагрева и скорости деформирования, совпадающей со скоростью деформации, и определяют прочностные характеристики материала. Недостатком известного способа является большая трудоемкость испытания эталонного образца и получение ограниченной информации, которая дает возможность определять только реологические компоненты металла при деформировании при требуемой температуре без учета степени и скорости деформации. По известному способу нет возможности установить зависимость интенсивности напряжения от степени и скорости деформации при фиксированных высоких температурах нагрева, которую необходимо учитывать в технологических расчетах изотермической штамповки.
Задачей предлагаемого изобретения является повышение точности и снижение трудоемкости испытания путем определения зависимости интенсивности напряжения от степени и скорости деформации при растяжении с повышенной температурой образца из металла.
Для решения поставленной задачи предлагается способ испытания образцов из материала при растяжении с повышенной температурой, включающий нанесение поперечных рисок в пределах расчетной длины, измерение начальных размеров поперечных сечений, закрепление образца в захватах испытательной машины и нагревательном устройстве, установку термопар для измерения температуры на образце, нагрев образца до заданной температуры и времени выдержки, испытание на растяжение с записью диаграммы «нагрузка-перемещение», при котором в процессе растяжения со скоростью перемещения захватного органа V1 на величину удлинения 5÷10% изменяют скорость перемещения захватного органа до скоростей перемещения V2 без остановки процесса растяжения, растягивают образец на величину удлинения 5÷10%, и снова изменяют скорость перемещения захватного устройства до скорости V3 и т.д. с последующим повторением цикла переключения скоростей перемещения захватного устройства в процессе растяжения и получением пилообразной диаграммы «нагрузка-перемещение», на которой записано не менее трех циклов переключения скоростей перемещения захватного устройства.
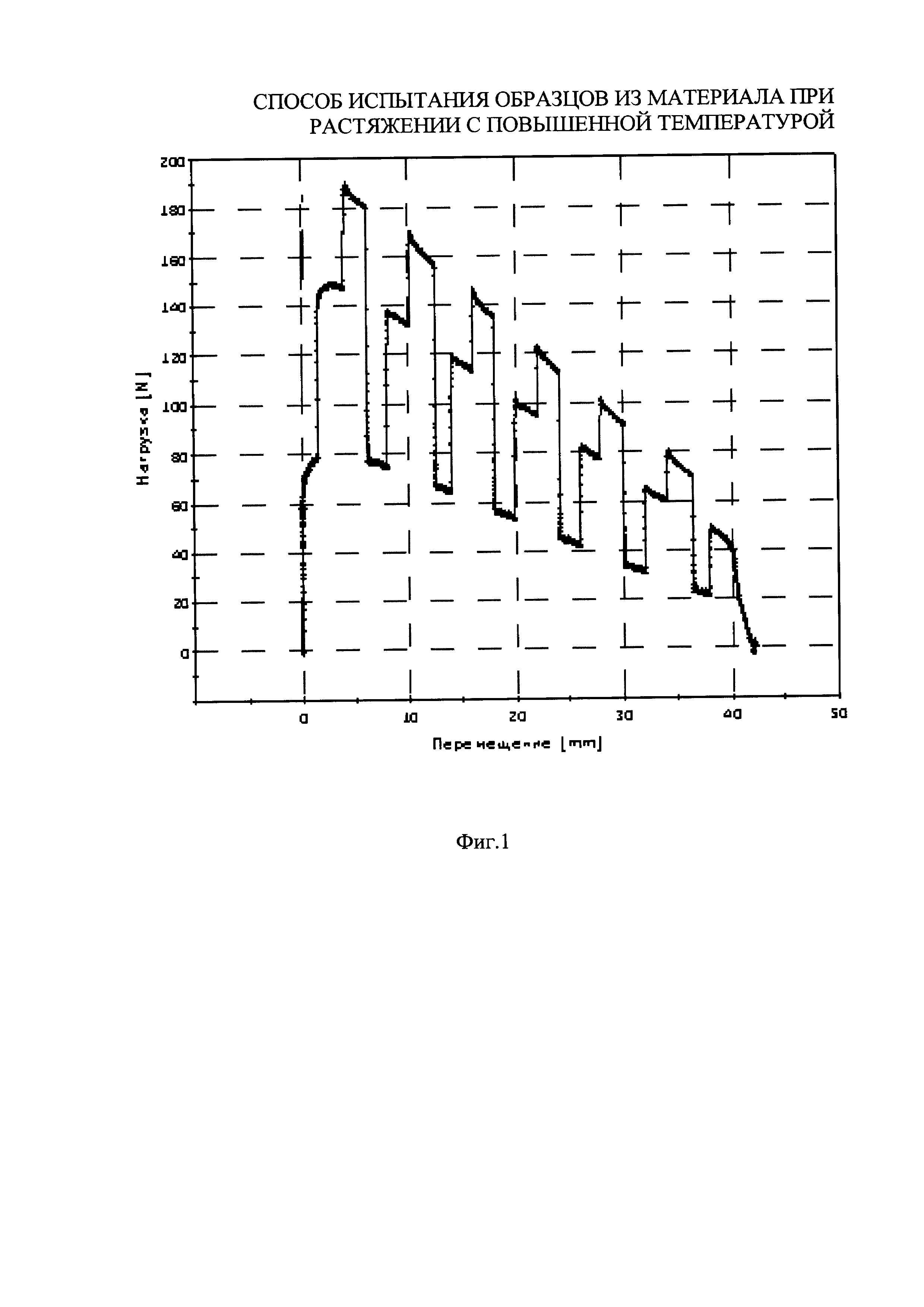
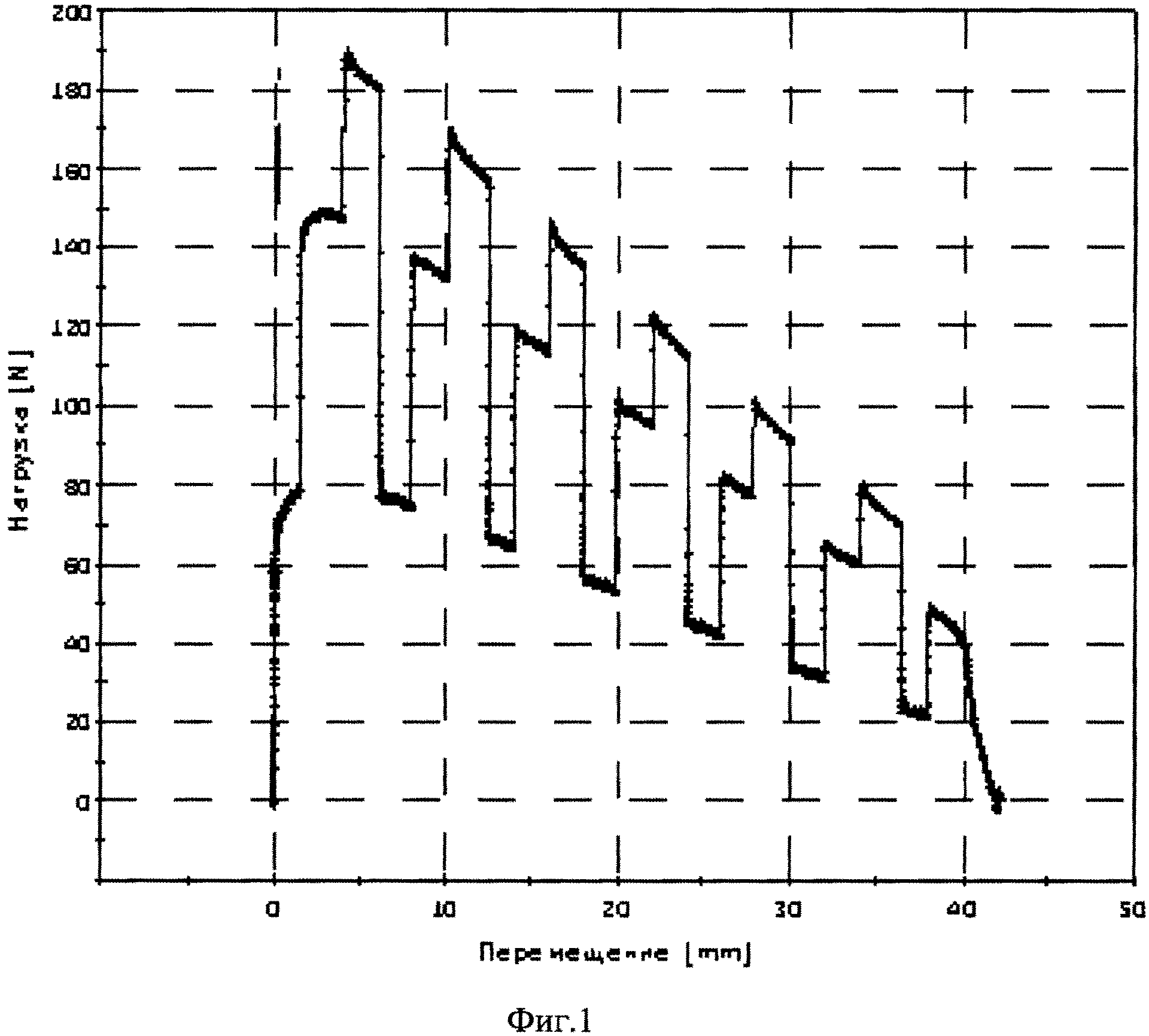
На фиг. 1 показана диаграмма «нагрузка-перемещение», полученная по результатам испытания на растяжение образца из сплава АМГ6 с изменением скорости перемещения активного захвата V1=1 мм/мин, V2=5 мм/мин, V3=10 мм/мин в процессе растяжения при заданной температуре нагрева 420°С.
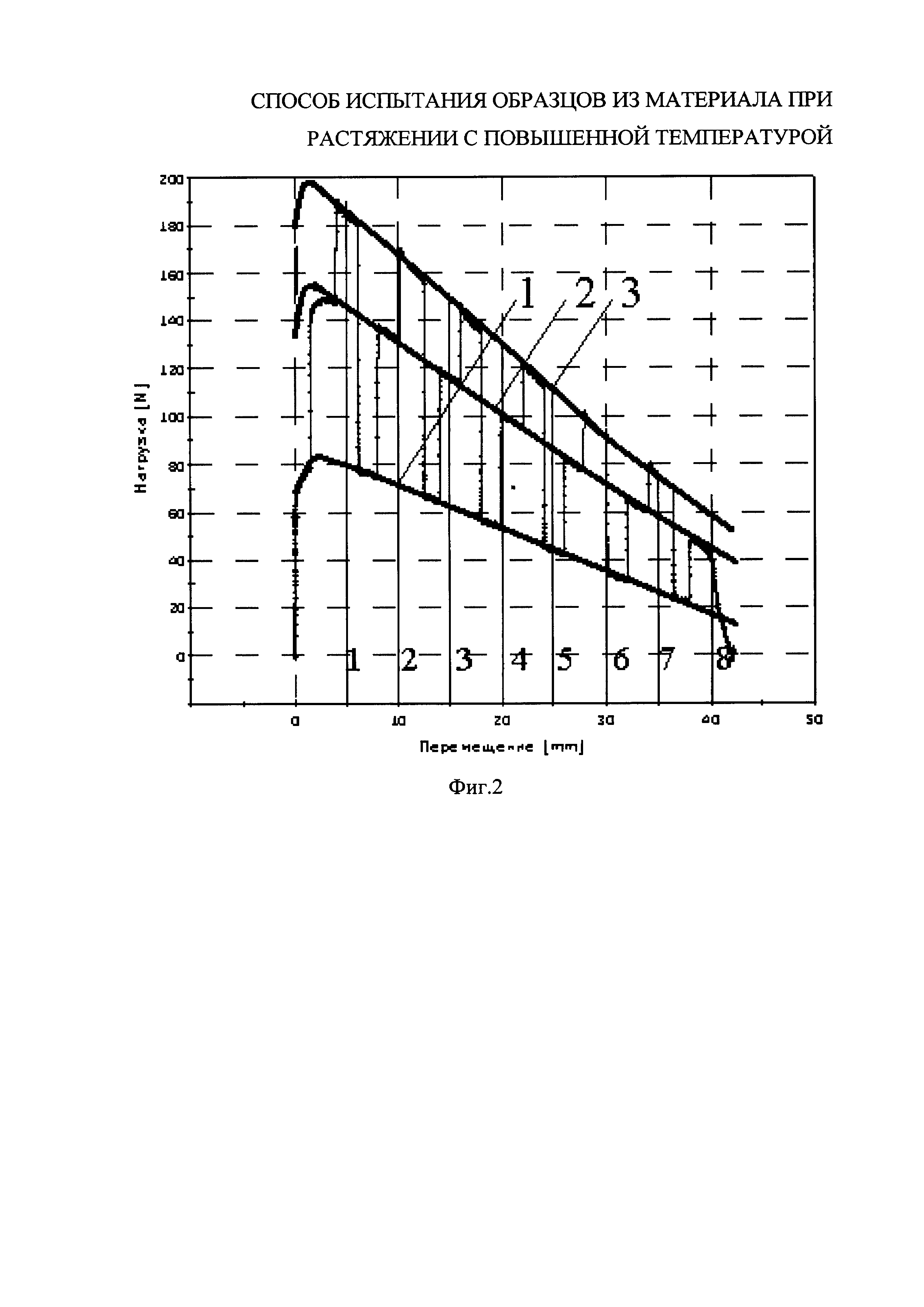
На фиг. 2 приведена та же диаграмма растяжения, в которой проведены кривые, описывающие соответствующие скоростям перемещений вершины выступов и с разметкой диаграммы на 8 интервалов.
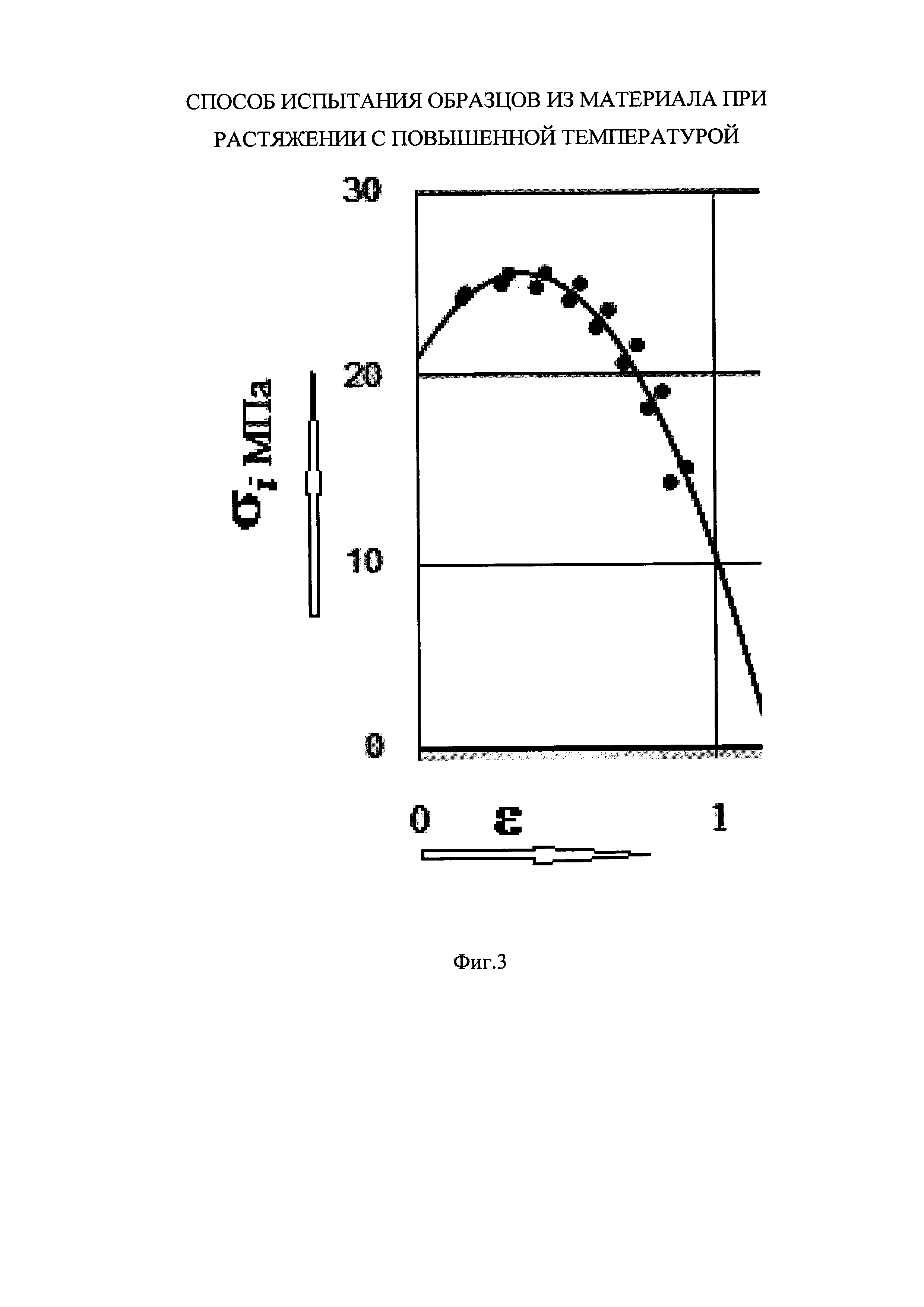
На фиг. 3 показан экспериментальный график зависимости интенсивности напряжения от степени деформации сплава АМГ6М при температуре испытания 420°С и фиксированной скорости перемещения активного захвата 10 мм/мин.
На фиг. 4 приведен экспериментальный график зависимости интенсивности напряжения от степени деформации сплава АМГ6М при температуре испытания 420°С и фиксированной скорости перемещения активного захвата 5 мм/мин.
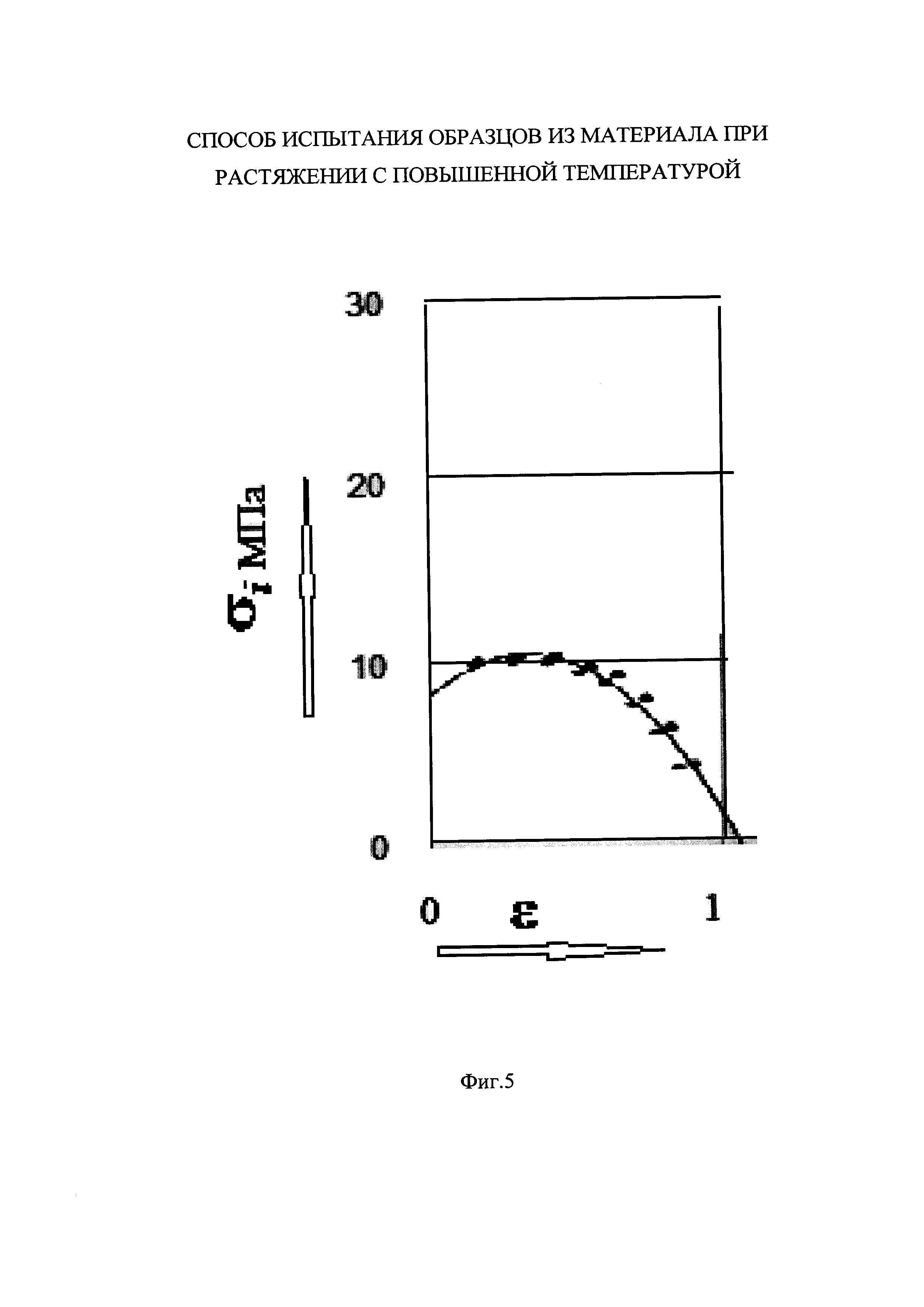
На фиг. 5 дан экспериментальный график зависимости интенсивности напряжения от степени деформации сплава АМГ6М при температуре испытания 420°С и фиксированной скорости перемещения активного захвата 1 мм/мин.
Способ осуществляется следующим образом.
Для растяжения изготавливают образец в соответствии с требованиями ГОСТ 9651-84. Перед началом испытания на растяжение на образцы через 5 или 10 мм наносят поперечные риски и измеряют начальные размеры поперечных сечений вдоль каждой риски. Образец закрепляют в захватных устройствах испытательной машины внутри нагревательного устройства. К поверхности образца на участке его рабочей длины подводят термопары, которые непрерывно контактируют с образцом в процессе растяжения. После нагрева и выдержки при требуемой температуре нагрева включают испытательную машину и производят растяжение образца при скорости перемещения захватного устройства, например, V1=1 мм/мин с записью диаграммы «нагрузка-перемещение». При достижении величины перемещения 5÷10% от общего удлинения в процессе растяжения осуществляют переключение скорости перемещения захватного устройства испытательной машины, например, на V2=5 мм/мин с продолжением записи диаграммы «нагрузка-перемещение». При достижении величины перемещения 5÷10% снова производится переключение скорости перемещения захватного устройства испытательной машины, например, на V3=10 мм/мин и т.д. Далее повторяют цикл переключения скоростей перемещения захватного устройства. В результате использования такого режима растяжения получается диаграмма «нагрузка-перемещение» пилообразного характера, показанная на фиг. 1, при этом число пилообразных вершин выступов соответствующих скоростей перемещения захватного устройства испытательной машины должно быть не менее трех. После растяжения и охлаждения измеряются конечные размеры поперечных сечений и рассчитываются соответствующие начальные и конечные значения площадей поперечных сечений. Проводится обработка диаграммы «нагрузка-перемещение», в которой кривыми линиями соединяют соответствующие вершины выступов с получением диаграмм «нагрузка-перемещение» при растяжении со скоростями перемещения захватного устройства соответствующих значениям V1; V2; V3 и т.д. Таким образом, при растяжении одного образца при заданной температуре нагрева с переключением испытательной машины в процессе растяжения на различные скорости перемещения захватного устройства V1; V2; V3 и т.д. получаются три и более диаграммы «нагрузка-перемещение» при растяжении одного образца. Для получения таких диаграмм по известному способу испытания на растяжение необходимо изготавливать, нагревать до требуемой температуры и выдержки, растягивать поэтапно эталонный образец. После каждого этапа растяжения и последующего охлаждения определять скорости деформирования и деформации удлинения, затем испытывать рабочий образец при скорости деформирования, которая соответствует скорости деформации. Кроме снижения трудоемкости испытания на растяжение по предлагаемому способу повышается точность эксперимента благодаря тому, что в предлагаемом способе температура испытания для переменных скоростей перемещения захватного устройства одна и та же, соответствующая температуре нагрева одного образца, тогда как при поэтапном испытании обеспечить одинаковую температуру нагрева затруднительно. Обработка результатов эксперимента по предлагаемому способу позволяет по испытанию на растяжение одного образца определить зависимость интенсивности напряжения не только от степени деформации, но и от скорости деформации, или скорости перемещения захватного устройства испытательной машины одновременно в нескольких поперечных сечениях расчетной длины образца. Это дает возможность получать значительно больше информации о свойствах материала и повысить достоверность результатов испытания. Полученная закономерность изменения интенсивности напряжения от степени и скорости деформации позволяет более обоснованно определять режимы изотермической штамповки листовых металлов.
Пример осуществления способа
На статическое растяжение при повышенной температуре испытывались образцы из алюминиевого сплава АМГ6М при температуре 420°С в соответствии с требованиями ГОСТ 9651-84. Отдельно растягивали образцы при постоянной скорости перемещения захватного устройства V1=1 мм/мин; V2=5 мм/мин и V3=10 мм/мин с записью диаграмм «нагрузка-перемещение». Испытание на растяжение проводили на современной напольной машине INSTRON серии 5982 с компьютерным управлением. Нагрев образцов проводился в высокотемпературной печи компании INSTRON модели SF-16, управляемой с помощью термоконтроллера INSTRON TCS3203. Перед испытанием на образцы наносились поперечные риски через 10 мм на участке рабочей длины и измерялись начальные размеры поперечных сечений. После растяжения до разрушения с записью диаграмм «нагрузка-перемещение» в местах нанесения поперечных рисок в области равномерных деформаций измерялись конечные размеры по толщине и ширине, рассчитывались логарифмические деформации и площадь поперечных сечений. Полученные диаграммы «нагрузка-перемещение» разбивали на интервалы. На каждом интервале определяли нагрузку и рассчитывали деформацию удлинения в области рассматриваемого поперечного сечения.
По предлагаемому способу проводилось растяжение одного образца из алюминиевого сплава АМГ6М при температуре 420°С с циклическим изменением скорости перемещения захватного устройства испытательной машины 1 мм/мин, 5 мм/мин и 10 мм/мин в интервале удлинения 5÷10% от общего удлинения. Была получена пилообразная диаграмм «нагрузка-перемещение» (фиг. 1) с числом циклов шесть.
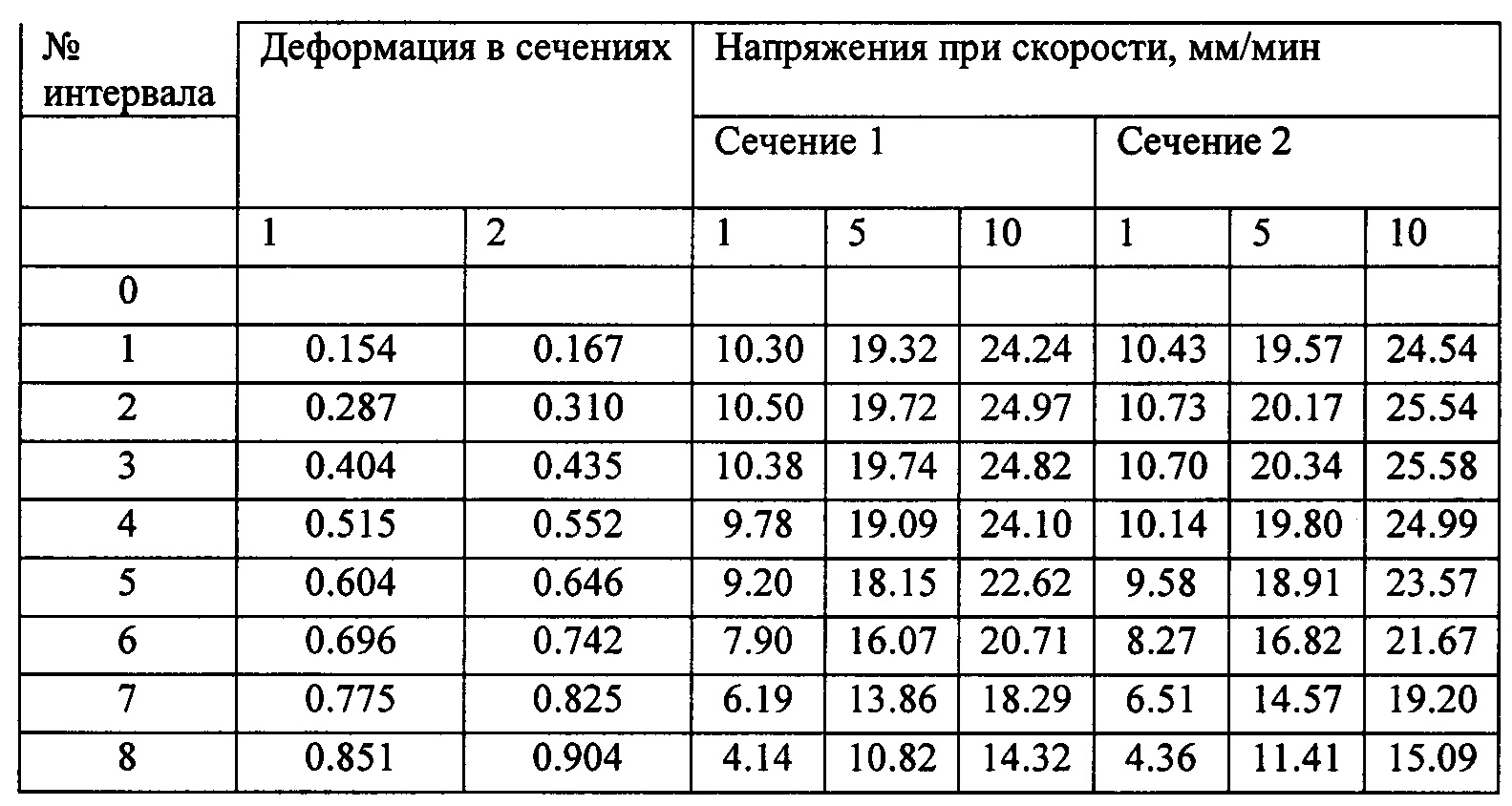
Результаты обработки диаграмм (фиг. 2) «нагрузка-перемещение» с разметкой на 8 интервалов при растяжении одного образца с графиками 1, 2, 3 «нагрузка-перемещение» и скоростями перемещения захватного устройства испытательной машины соответственно 1 мм/мин, 5 мм/мин, 10 мм/мин приведены в таблице.
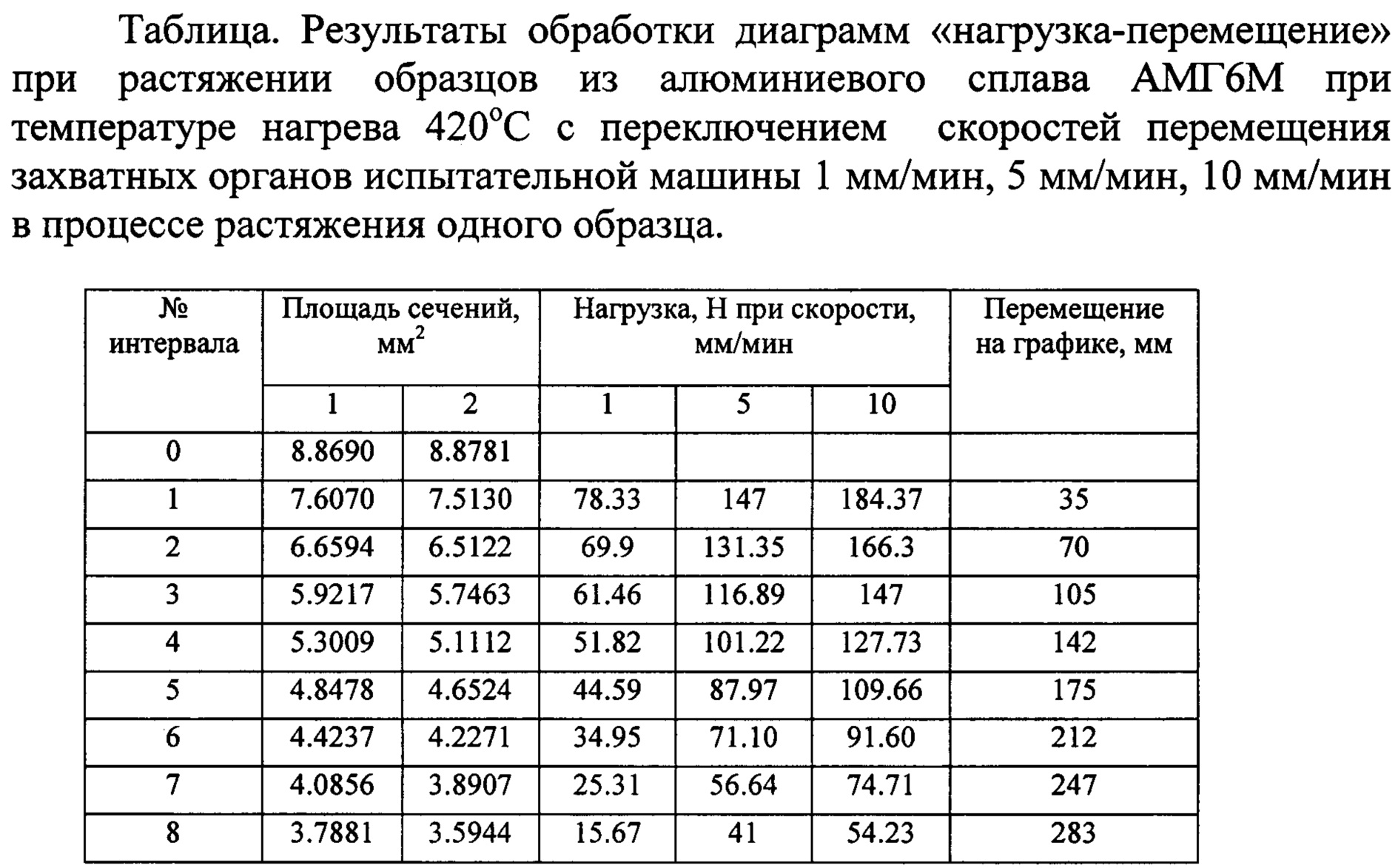
Продолжение таблицы
На фиг. 3, 4 и 5 представлены графики зависимости интенсивности напряжений от деформации при скорости перемещения 10 мм/мин (скорость деформации ε=3,77⋅10-3), см. фиг. 3; при скорости перемещения 5 мм/мин (скорость деформации ε=1,88⋅10-3) см. фиг. 4; при скорости перемещения 1 мм/мин (скорость деформации ε=3,77⋅10-4) см. фиг. 5. После статистической обработки были получены уравнения регрессии для скоростей перемещения соответственно 1 мм/мин, 5 мм/мин, 10 мм/мин:
σi=-20,7964ε2+13,9511ε+8,4916,
σi=-31,296ε2+22,1707ε+16,4407,
σi=-36,3371ε2+25,8429ε+20,9738.
Дальнейшая статистическая обработка полученных уравнений регрессии с учетом влияния степени и скорости деформации на интенсивность напряжения позволила получить зависимость:
σi=6,7095[0,7951(5,3536+ln ε')+0,7682ε(6,4927+ln ε')-ε2(6,8787+ln ε').
Сравнение значений интенсивности напряжения от деформаций и скоростей деформаций показало, что погрешность не превышает 5%.
Предлагаемый способ определения интенсивности напряжения от деформации и скорости деформации образца из металла при растяжении с повышенной температурой значительно уменьшает трудоемкость испытания (в рассматриваемом примере в три раза), повышает точность и достоверность результатов благодаря тому, что испытывается один образец при заданной температуре нагрева с получением информации при исследовании деформаций в нескольких поперечных сечениях. В процессе переключения скоростей перемещения захватных органов испытательной машины возможно получение одновременно нескольких диаграмм «нагрузка-перемещение» при фиксированной температуре, тогда как при раздельном растяжении образцов одинаковый температурный режим нагрева затруднителен.
Способ испытания образцов из материала при растяжении с повышенной температурой, включающий нанесение поперечных рисок в пределах расчетной длины, измерение начальных размеров поперечных сечений, закрепление образца в захватах испытательной машины и нагревательном устройстве, установку термопар для измерения температуры на образце, нагрев образца до заданной температуры и времени выдержки, испытание на растяжение осуществляют с записью диаграммы «нагрузка-перемещение», отличающийся тем, что в процессе растяжения со скоростью перемещения захватного органа V на величину удлинения 5÷10% изменяют скорость перемещения захватного органа до скоростей перемещения V без остановки процесса растяжения, растягивают образец на величину удлинения 5÷10% и снова изменяют скорость перемещения захватного устройства до скорости V и т.д. с последующим повторением цикла переключения скоростей перемещения захватного устройства в процессе растяжения и получением пилообразной диаграммы «нагрузка-перемещение», на которой записывают не менее трех циклов переключения скоростей перемещения захватного устройства.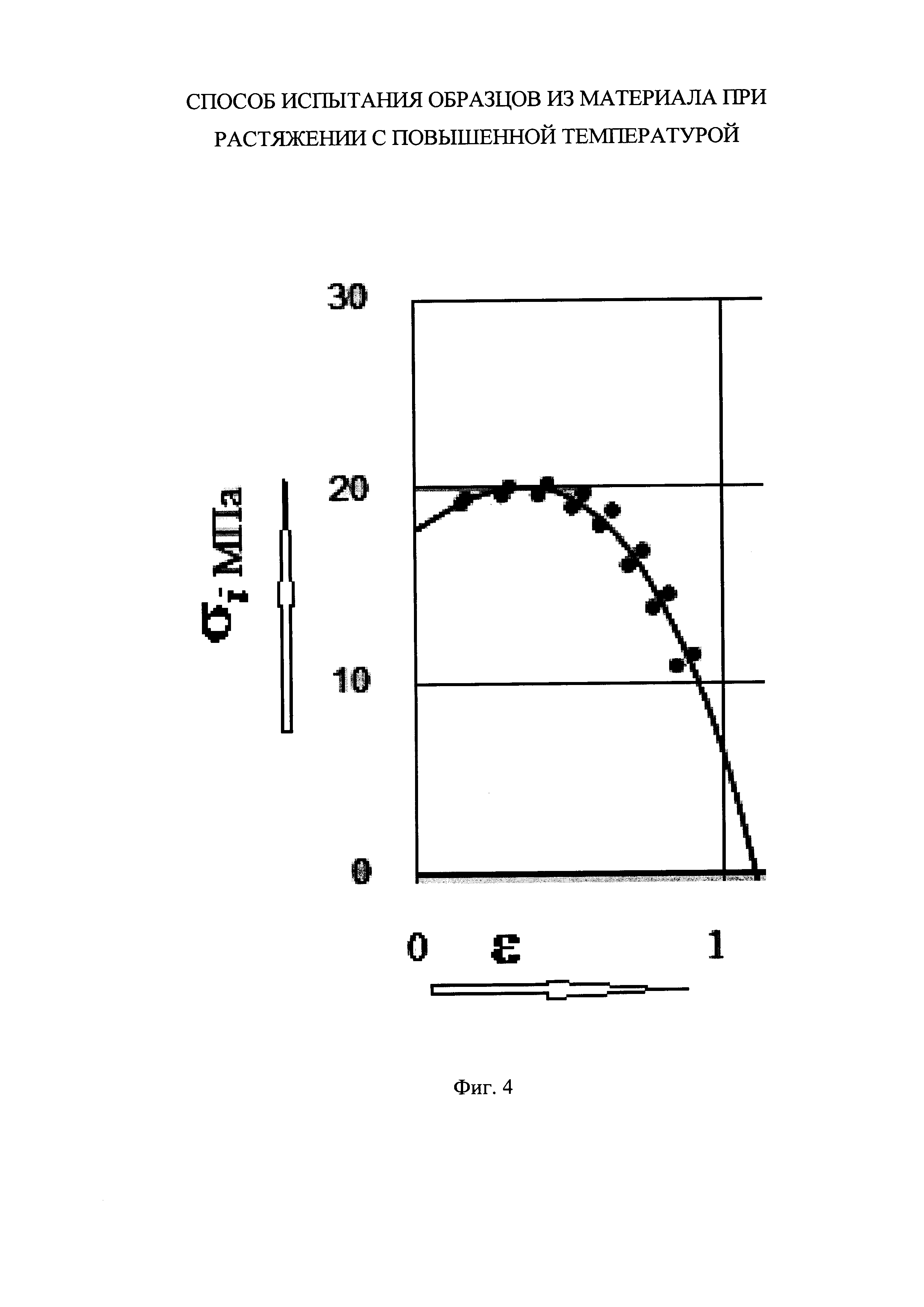
Способ управления вентильным двигателем и следящая система для его осуществления
Абсолютный оптический однооборотный угловой энкодер
Способ управления вентильным двигателем и следящая система для его осуществления
Устройство дистанционного контроля параметров условий труда в условиях загазованности
Автоматизированное устройство для очистки промышленных стоков
Акселерометр
Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления
Устройство для ротационной вытяжки осесимметричных оболочек сложной формы
Способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки
Способ управления вентильным двигателем и следящая система для его осуществления
Способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки
Способ выдавливания деталей типа стакан и устройство для его осуществления
Устройство для магнитно-импульсной штамповки листовых материалов
Способ и устройство для формоизменения оболочки из труднодеформируемого материала магнитно-импульсной штамповкой
Способ испытания листового металла
Устройство для магнитно-импульсной штамповки
Устройство для магнитно-импульсной штамповки
Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств
Устройство для магнитно-импульсной штамповки
Устройство для магнитно-импульсной штамповки

