Результат интеллектуальной деятельности: Способ испытания листового металла
Вид РИД
Изобретение
Изобретение относится к технологическим испытаниям металлов, а именно к определению механических характеристик и плоскостной анизотропии листов, полос или лент при нормальной и повышенных температурах.
Для определения плоскостной анизотропии [см. Изотермическое деформирование высокопрочных анизотропных металлов/ Яковлев С.П., Чудин В.Н., Яковлев С.С., Соболев Я.А. - М., Тула: Машиностроение-1; Изд-во ТулГУ, 2003. - 427 с.] требуется испытывать на растяжение образцы вырезанные под различными углами относительно направления к прокатке: 0°, 45° и 90°. При этом используют способы испытания на растяжение при нормальной температуре, например, по ГОСТ 1497-84 «Металлы. Методы испытания на растяжение», или ГОСТ 9651-84 «Металлы. Методы испытания на растяжение при повышенных температурах». Трудоемкость определения плоскостной анизотропии высокая, особенно при определении плоскостной анизотропии металла при повышенной температуре.
На предприятиях часто используется тонколистовой металл в виде полос или лент шириной меньше 80…100 мм. Для определения механических свойств и анизотропии тонколистового металла руководствуются ГОСТ 11701-84 «Металлы. Методы испытания на растяжение тонких листов или лент», на основе которого определяют механические и пластические характеристики металла по результатам растяжения пропорционального образца, вырезанного вдоль прокатки. По результатам испытания находят значения предела текучести, предела прочности, относительного удлинения и коэффициент анизотропии материала вдоль направления прокатки, тогда как в других направлениях коэффициенты анизотропии определить затруднительно из-за невозможности вырезки пропорциональных образцов под различными углами относительно направления к прокатке. Определить плоскостную анизотропию при нормальной температуре в таких материалах можно, если использовать, например, (см. патент №2025727, кл. G01N 29/00, опуб. 30.12.1994) способ определения коэффициента нормальной анизотропии прокатных листовых материалов заключающийся в том, что в материале перпендикулярно к плоскости листа возбуждают упругие продольные волны, принимают отраженные волны в точке возбуждения и измеряют время τ1 распространения этих волн в материале, определяют его упругие константы, при этом дополнительно в той же точке и в том же направлении возбуждают упругие сдвиговые волны двух поляризаций вдоль и поперек направления проката, принимают отраженные волны, измеряют времена τ2, τ3 их распространения, определяют значения параметра деформирования состояния с учетом измеренных времен τ1, τ2, τ3 и упругим константам монокристалла соответствующего материала, а о коэффициенте нормальной анизотропии судят по соотношению  . Недостатком способа является невозможность определения плоскостной анизотропии листового материала при повышенных температурах и ее изменение в зависимости от степени деформации.
. Недостатком способа является невозможность определения плоскостной анизотропии листового материала при повышенных температурах и ее изменение в зависимости от степени деформации.
Плоскостная анизотропия оказывает существенное влияние на стабильность и себестоимость технологического процесса штамповки, как при нормальной, так и повышенной температуре. Наличие плоскостной анизотропии можно определять не только путем испытания на растяжение листового металла, но и с помощью вытяжки круглых заготовок с получением цилиндрического колпака. Если металл обладает плоскостной анизотропией, то после вытяжки в колпаке образуются фестоны, высота которых зависит от плоскостной анизотропии и учитывается при назначении припуска на обрезку. [см. Ковка и штамповка: Справочник: В 4 т. Т. 4. Листовая штамповка / под общ. ред. С.С. Яковлева; ред. совет: Е.И. Семёнов (пред.) и др. - 2-е изд., перераб. и доп.- М.: Машиностроение, 2010. 732 с.:]. Для устранения фестонообразования предлагается использовать профильную заготовку (рисунок 29, стр. 159). Для определения ее размеров используется способ, который заключается в получении с помощью вытяжки цилиндрического колпака, измерению максимальной по фестону hmax и минимальной по впадине hmin высоты колпака и построении графика (рисунок 31, стр. 159). При этом высота фестона определяется зависимостью

где dз, dx - максимальный и минимальный диаметры профильной заготовки, a dм - диаметр рабочего отверстия матрицы вытяжки. Описанный способ построения профильной заготовки можно использовать при вытяжке в условиях нормальной и повышенной температурах не зависимо от ширины полосы или ленты и получать детали типа стакан без образования фестонов. Недостатком способа является возможность определения только наличия плоскостной анизотропии металла, тогда как нельзя узнать механические и пластические свойства листового металла, а также коэффициенты анизотропии в направлениях 0°, 45° и 90° относительно прокатки и учитывать их значения при назначении режимов штамповки.
Задачей изобретения является снижение трудоемкости определения коэффициентов анизотропии в различных направлениях относительно направления прокатки и механических свойств листового материала независимо от исходной ширины листа, полосы или ленты при нормальной и повышенных температурах испытаний.
Это достигается за счет того, что по предлагаемому способу испытания листового материала в листе, полосе или ленте вырезают вдоль прокатки плоский образец и испытывают его на растяжение при нормальной или повышенной температурах с определением механических и пластических характеристик, деформации по ширине  по толщине
по толщине  коэффициента анизотропии
коэффициента анизотропии  после чего вырубают заготовку-кружок диаметром 100÷150 мм в листе, или диаметром dз=0,9÷0,95 от ширины узкой полосы или ленты, на заготовке-кружке размечают направление прокатки и производят технологические испытания, осуществляя вытяжку цилиндрического колпачка при нормальной или повышенной температурах в матрице с диаметром рабочего отверстия dм=(0,5÷0,6)dз и степенью вытяжки k=1,7÷2,0, определяют визуально по результатам вытяжки наличие фестонов и расположение их относительно направления прокатки, причем, если фестоны расположены вдоль и поперек направления прокатки рассчитывают показатель
после чего вырубают заготовку-кружок диаметром 100÷150 мм в листе, или диаметром dз=0,9÷0,95 от ширины узкой полосы или ленты, на заготовке-кружке размечают направление прокатки и производят технологические испытания, осуществляя вытяжку цилиндрического колпачка при нормальной или повышенной температурах в матрице с диаметром рабочего отверстия dм=(0,5÷0,6)dз и степенью вытяжки k=1,7÷2,0, определяют визуально по результатам вытяжки наличие фестонов и расположение их относительно направления прокатки, причем, если фестоны расположены вдоль и поперек направления прокатки рассчитывают показатель  измеряют высоту фестонов расположенных вдоль прокатки Δh0 относительно впадин, расположенных под углом 45° к направлению прокатки, рассчитывают значение диаметра
измеряют высоту фестонов расположенных вдоль прокатки Δh0 относительно впадин, расположенных под углом 45° к направлению прокатки, рассчитывают значение диаметра  и решают уравнение:
и решают уравнение:
в котором известны значения показателя  и находят показатель
и находят показатель  , по которому определяют коэффициент анизотропии
, по которому определяют коэффициент анизотропии  , затем измеряют высоту фестонов Δh90, расположенных поперек направления прокатки относительно впадин под углом 135° к прокатке, рассчитывают значение диаметра
, затем измеряют высоту фестонов Δh90, расположенных поперек направления прокатки относительно впадин под углом 135° к прокатке, рассчитывают значение диаметра  решают данное уравнение, в котором известен показатель
решают данное уравнение, в котором известен показатель  и находят показатель
и находят показатель  , а также коэффициент анизотропии
, а также коэффициент анизотропии  , если фестоны расположены под углом 45° относительно направления к прокатке, то измеряют высоту фестонов Δh45 относительно впадин, расположенных вдоль направления к прокатке, рассчитывают значение диаметра
, если фестоны расположены под углом 45° относительно направления к прокатке, то измеряют высоту фестонов Δh45 относительно впадин, расположенных вдоль направления к прокатке, рассчитывают значение диаметра  , определяют показатель
, определяют показатель  , решают данное уравнение, в котором известен показатель
, решают данное уравнение, в котором известен показатель  и находят показатель
и находят показатель  , рассчитывают коэффициент анизотропии
, рассчитывают коэффициент анизотропии  , затем измеряют высоту фестонов Δh135 относительно впадин, расположенных поперек прокатки, рассчитывают значение диаметра
, затем измеряют высоту фестонов Δh135 относительно впадин, расположенных поперек прокатки, рассчитывают значение диаметра  и решают данное уравнение, в котором известен показатель
и решают данное уравнение, в котором известен показатель  и находят показатель
и находят показатель  , коэффициент анизотропии
, коэффициент анизотропии  .
.
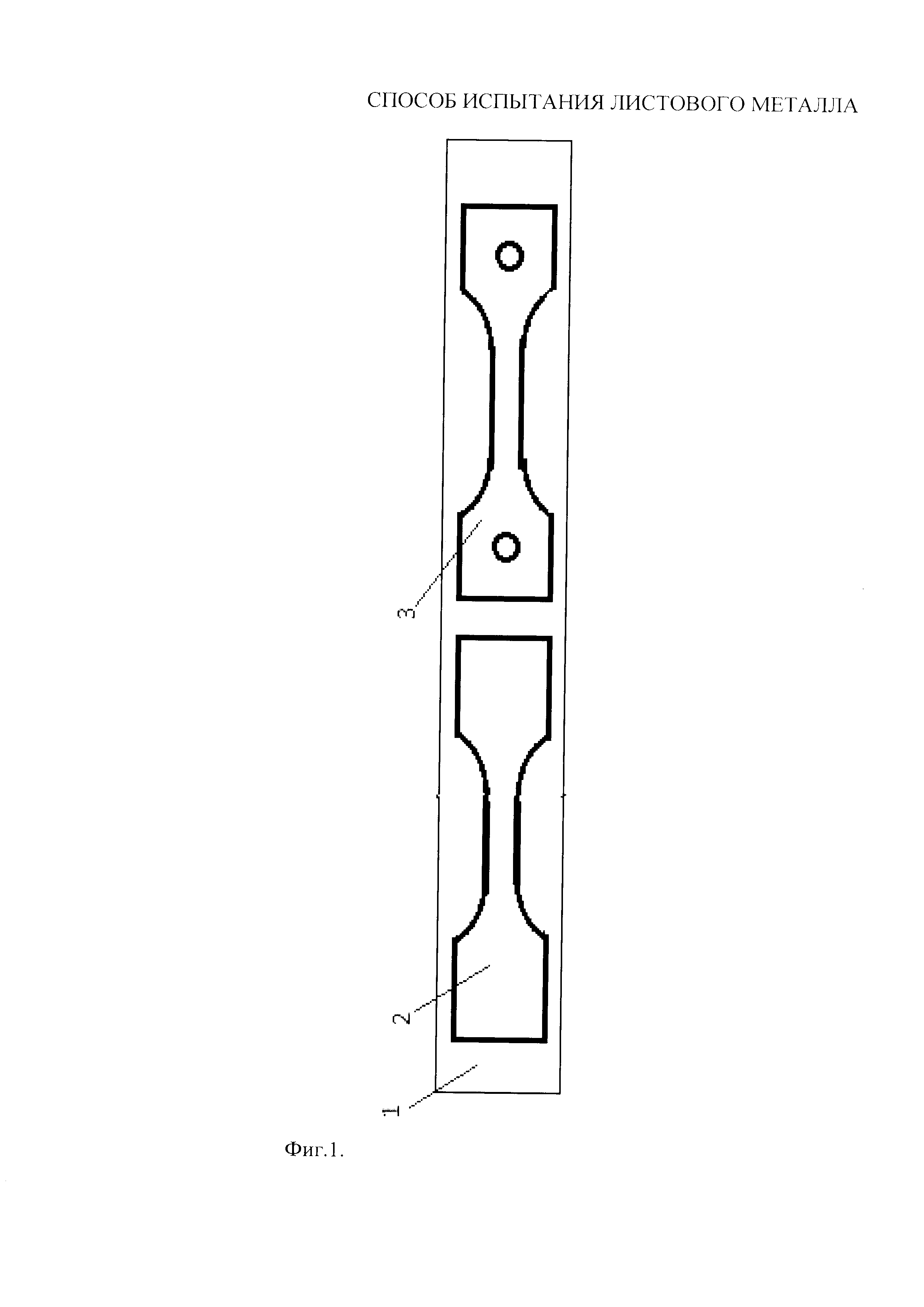
На фиг. 1 приведена схема вырезки плоского образца в полосе или ленте, для растяжения при нормальной, или повышенной температурах;
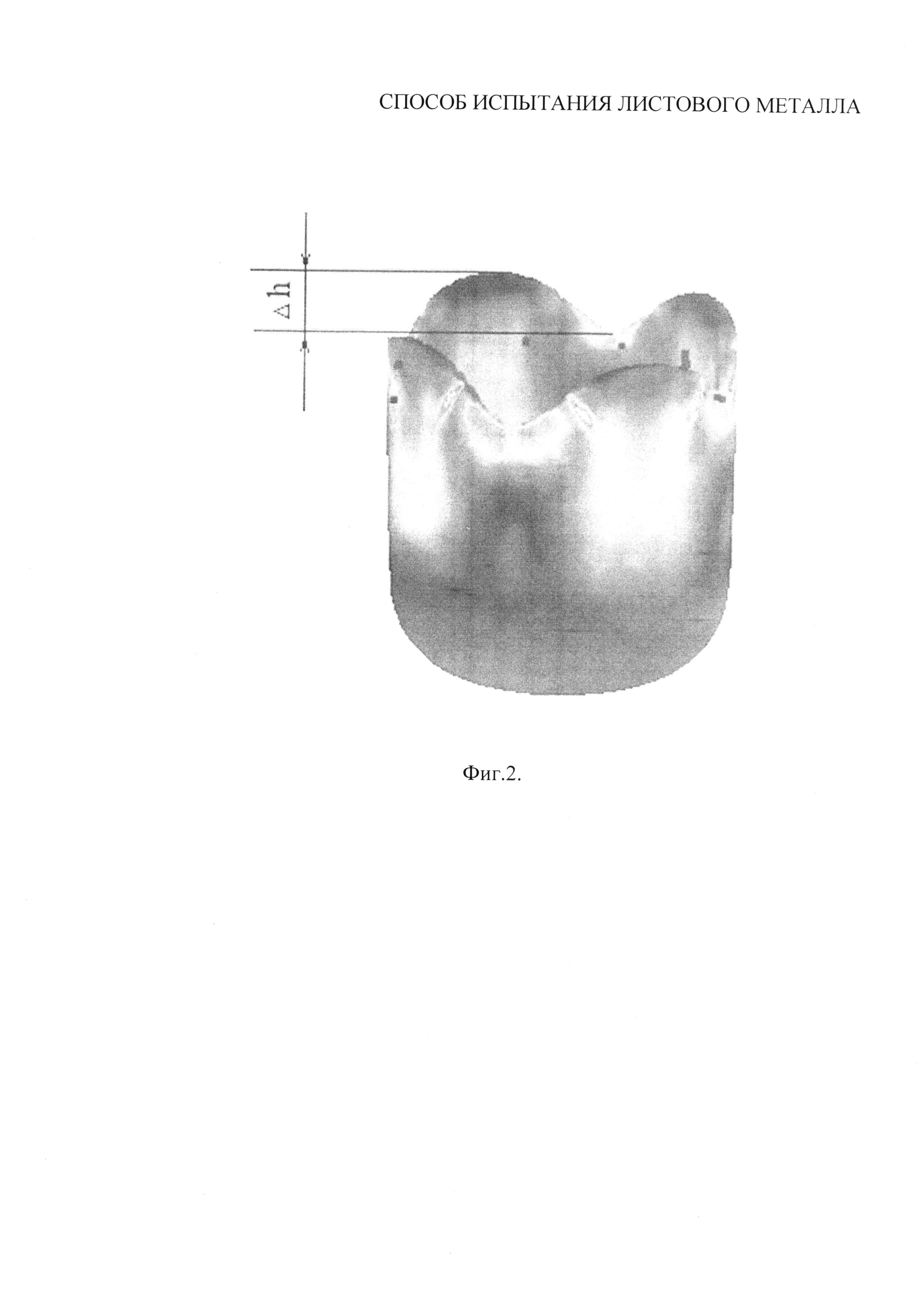
На фиг. 2 приведен колпак, полученный вытяжкой при нормальной или повышенной температуре из круглой заготовки, который имеет фестоны;
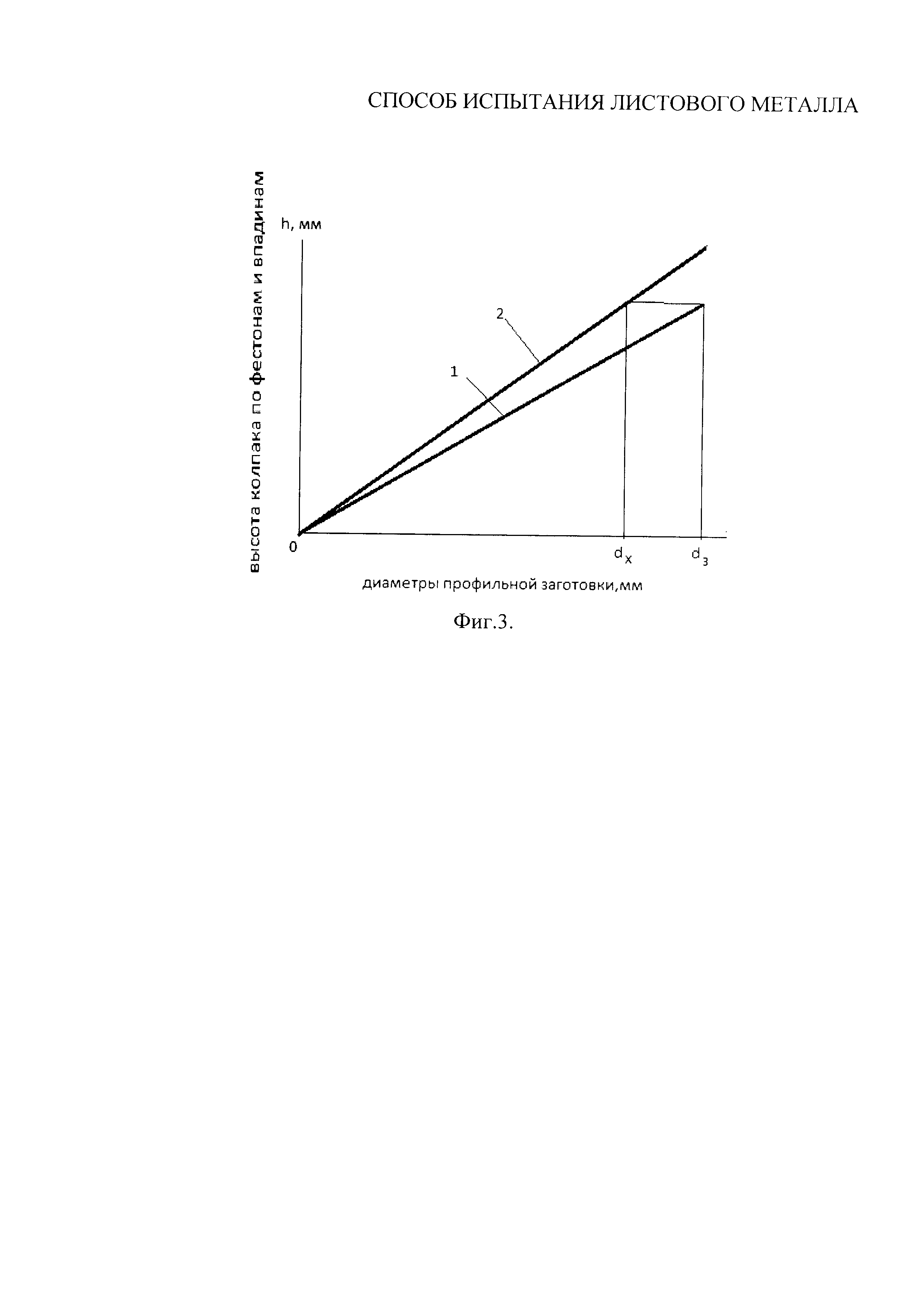
На фиг. 3 дан график изменения высоты колпака по фестону и впадине при вытяжке заготовки диаметром dз по которому находится значение dx;
Способ осуществляется следующим образом. Из полосы или ленты шириной b0 вырезают вдоль прокатки плоский пропорциональный образец (см. фиг. 1) в соответствии с рекомендациями ГОСТ, предназначенный для испытания на растяжение при нормальной или повышенной температурах, проводят испытания на растяжение плоского образца. После испытания образца, в области равномерных деформаций измеряют деформации по ширине  и по толщине
и по толщине  (в числителе соответственно начальная ширина и толщина, а в знаменателе конечное значение ширины и толщины образца после растяжения), рассчитывают коэффициент анизотропии вдоль прокатки
(в числителе соответственно начальная ширина и толщина, а в знаменателе конечное значение ширины и толщины образца после растяжения), рассчитывают коэффициент анизотропии вдоль прокатки  , затем из полосы или ленты шириной b0 вырубают заготовку-кружок, диаметром dз=(0,90…0,95)b0, или из листа диаметром dз от 100 до 150 мм, проводят вытяжку в матрице с рабочим отверстием dм=(0,5÷0,6)dз и получают цилиндрический колпак (фиг. 2) с фестонами и впадинами. Визуально определяют направление образования фестонов и впадин. При этом для большинства листовых металлов возможны два случая: 1 - фестоны располагаются вдоль и поперек направления к прокатке (всего четыре), 2 - впадины располагаются вдоль и попрек направления прокатки, а фестоны под 45° относительно прокатки. В первом случае измеряют высоту фестонов, расположенных вдоль прокатки Δh0, рассчитывают значение минимального диаметра профильной заготовки по зависимости
, затем из полосы или ленты шириной b0 вырубают заготовку-кружок, диаметром dз=(0,90…0,95)b0, или из листа диаметром dз от 100 до 150 мм, проводят вытяжку в матрице с рабочим отверстием dм=(0,5÷0,6)dз и получают цилиндрический колпак (фиг. 2) с фестонами и впадинами. Визуально определяют направление образования фестонов и впадин. При этом для большинства листовых металлов возможны два случая: 1 - фестоны располагаются вдоль и поперек направления к прокатке (всего четыре), 2 - впадины располагаются вдоль и попрек направления прокатки, а фестоны под 45° относительно прокатки. В первом случае измеряют высоту фестонов, расположенных вдоль прокатки Δh0, рассчитывают значение минимального диаметра профильной заготовки по зависимости  , или находят этот диаметр с помощью графика зависимости высоты стакана по фестонам и впадинам от диаметра заготовки (фиг. 3). По известным значениям коэффициента анизотропии в направлении прокатки R0, диаметра профильной заготовки
, или находят этот диаметр с помощью графика зависимости высоты стакана по фестонам и впадинам от диаметра заготовки (фиг. 3). По известным значениям коэффициента анизотропии в направлении прокатки R0, диаметра профильной заготовки  с помощью уравнения [Обработка давлением анизотропных материалов: Учеб. пособие / С.П. Яковлев, С.С. Яковлев, В.А. Андрейченко; Тул. гос. ун.-т; Тула, 1997. - 330 с.]
с помощью уравнения [Обработка давлением анизотропных материалов: Учеб. пособие / С.П. Яковлев, С.С. Яковлев, В.А. Андрейченко; Тул. гос. ун.-т; Тула, 1997. - 330 с.]

определяют показатель ƒв при известном значении показателя  и рассчитывают коэффициент анизотропии
и рассчитывают коэффициент анизотропии  . Затем измеряют высоту фестонов, расположенных под 90° к направлению прокатки Δh90, рассчитывают значения диаметра
. Затем измеряют высоту фестонов, расположенных под 90° к направлению прокатки Δh90, рассчитывают значения диаметра  , решают данное уравнение, в котором по известной величине показателя ƒв находят показатель
, решают данное уравнение, в котором по известной величине показателя ƒв находят показатель  , а также коэффициент анизотропии
, а также коэффициент анизотропии  .
.
Во втором случае при расположении впадин вдоль и поперек прокатки, измеряют высоту фестонов относительно впадин, расположенных вдоль прокатки  , рассчитывают значение диаметра
, рассчитывают значение диаметра  и решают уравнение, в котором известен показатель
и решают уравнение, в котором известен показатель  , находят показатель ƒф, коэффициент анизотропии
, находят показатель ƒф, коэффициент анизотропии  , затем измеряют высоту фестонов относительно впадин, расположенных поперек прокатки
, затем измеряют высоту фестонов относительно впадин, расположенных поперек прокатки  , рассчитывают значение диаметра
, рассчитывают значение диаметра  и решают данное уравнение, в котором известен показатель ƒф и находят показатель
и решают данное уравнение, в котором известен показатель ƒф и находят показатель  , коэффициент анизотропии
, коэффициент анизотропии  .
.
Таким образом определяется плоскостная анизотропия материала, механические и пластические свойства листового металла с любой номенклатурой размеров по ширине, при любых температурах штамповки. Уменьшается трудоемкость испытания на растяжение особенно при повышенных температурах за счет троекратного уменьшения количества образцов для растяжения, необходимых для определения коэффициентов анизотропии по известному способу.
Учет плоскостной анизотропии при разработке технологических процессов вытяжки позволяет обосновать режимы формоизменения и повысить надежность технологии штамповки листовых материалов.
Пример. Определить механические и пластические свойства, а также плоскостную анизотропию ленты из алюминиевого сплава марки АМг6М, нормальной точности в отожженном состоянии, толщиной 1,20 мм, шириной 60 мм. В соответствии с требованиями ГОСТ 11701 «Металлы. Методы испытания на растяжение тонких листов или лент» по схеме на фиг. 1 вырезались плоские образцы (три штуки) вдоль прокатки с начальными размерами по ширине b0=10 мм и толщиной t0=1,20 мм. Рабочая длина образца 25 мм, а общая длина 140 мм. Образцы таких размеров в ленте шириной 60 мм можно ориентировать только вдоль ленты. Плоские образцы подвергали растяжению на испытательной машине в соответствии с требованиями ГОСТ 11701-84 при нормальной температуре. По результатам испытаний на растяжение были определены: условный предел текучести σ0,2=165 МПа, предел прочности σв=265 МПа, относительное удлинение δ5=22%,. По результатам измерения конечной ширины и толщины поперечного сечения растянутого образца в области равномерных деформаций был рассчитан коэффициент анизотропии R0=0,65. Затем из ленты вырубался кружок диаметром dз=56 мм. Вытяжку кружка проводили в матрице с отверстием диаметром 27 мм. При этом степень вытяжки k=2,0. В полученном колпачке под углом 45° к направлению прокатки образовались фестоны, а под углами 0° и 90° впадины. Следовательно, коэффициент анизотропии материала вдоль прокатки меньше, чем под 45° и известен показатель  . Высоту фестонов измеряли относительно впадин, расположенных в направлении 0° относительно прокатки: h45=1,8 мм. По уравнению
. Высоту фестонов измеряли относительно впадин, расположенных в направлении 0° относительно прокатки: h45=1,8 мм. По уравнению  рассчитан минимальный диаметр профильной заготовки
рассчитан минимальный диаметр профильной заготовки  . Решением уравнения найдено значение показателя
. Решением уравнения найдено значение показателя  и коэффициент анизотропии
и коэффициент анизотропии  , в котором неизвестной величиной является показатель
, в котором неизвестной величиной является показатель  , а известен
, а известен  . Было получено значение ƒф=-0,408, по которому коэффициент анизотропии R45=l,45. Аналогично определялся коэффициент анизотропии под углом 90° относительно прокатки. Для этого определялась высота фестона относительно впадины цилиндрического колпака, расположенной под углом 90° к прокатке h90=1,73, минимальный диаметр профильной заготовки
. Было получено значение ƒф=-0,408, по которому коэффициент анизотропии R45=l,45. Аналогично определялся коэффициент анизотропии под углом 90° относительно прокатки. Для этого определялась высота фестона относительно впадины цилиндрического колпака, расположенной под углом 90° к прокатке h90=1,73, минимальный диаметр профильной заготовки  . Решалось уравнение, в котором известным показателем был
. Решалось уравнение, в котором известным показателем был  и находилось значение показателя
и находилось значение показателя  , коэффициента анизотропии R90=0,67. В большинстве случаев высота всех фестонов в колпачке одинакова. Поэтому поперек прокатки R90=R0. Таким образом способ позволил определить механические и пластические свойства алюминиевого сплава, который используется в виде узкой ленты, шириной 60 мм.
, коэффициента анизотропии R90=0,67. В большинстве случаев высота всех фестонов в колпачке одинакова. Поэтому поперек прокатки R90=R0. Таким образом способ позволил определить механические и пластические свойства алюминиевого сплава, который используется в виде узкой ленты, шириной 60 мм.
Пример 2. Необходимо определить механические и пластические свойства листового титанового сплава ОТ4 при температуре 650° и коэффициенты анизотропии в плоскости листа. Толщина листа 2 мм.
На основе ГОСТ 9651-84 «Металлы. Методы испытания на растяжение при повышенной температуре» в листе вырезались вдоль направления к прокатке образцы для испытания на растяжение с размерами по ширине рабочей части b0=10 мм, толщиной t0=2 мм, с длиной рабочей части образца l0=20 мм. Образцы помещались в нагревательное устройство испытательной машины и при скорости перемещения захватов 5 мм/мин подвергались растяжению до разрушения. После испытания на растяжение и остывания измерялись конечные размеры по ширине и толщине в области равномерных деформаций, а также определялись в соответствии с ГОСТ механические и пластические характеристики материала. Установлено, что предел текучести  , предел прочности
, предел прочности  относительное удлинение
относительное удлинение  , коэффициент анизотропии R0=1,25.
, коэффициент анизотропии R0=1,25.
Для определения наличия плоскостной анизотропии и коэффициентов анизотропии в плоскости листа проведена вытяжка кружка диаметром 100 мм в матрице с рабочим отверстием диаметром 48 мм при температуре вытяжки 650° в условиях изотермической штамповки. В результате был получен цилиндрический колпак с фестонами. При этом фестоны располагались под 0° и 90° относительно направления к прокатке. Высота фестонов составила 2,3 мм. По известной высоте колпачка по впадине, расположенной под углом 45° к прокатке и фестону, расположенному вдоль прокатки, был построен график (фиг. 3) и найден минимальный диаметр профильной заготовки dx=97,7 мм. При решении уравнения при известном показателе  находился показатель
находился показатель  , коэффициент анизотропии R45=0,72. При равенстве высот всех фестонов, коэффициент анизотропии в поперечном направлении равен коэффициенту анизотропии в продольном направлении. При их неравенстве с помощью графика или расчетным путем определяется другое значение минимального диаметра профильной заготовки dx, а затем решается уравнение при известном значении
, коэффициент анизотропии R45=0,72. При равенстве высот всех фестонов, коэффициент анизотропии в поперечном направлении равен коэффициенту анизотропии в продольном направлении. При их неравенстве с помощью графика или расчетным путем определяется другое значение минимального диаметра профильной заготовки dx, а затем решается уравнение при известном значении  с нахождением другого значения
с нахождением другого значения  , по которому находят R90.
, по которому находят R90.












Способ расснаряжения боеприпасов
Ракетный двигатель твердого топлива
Бикалиберная управляемая ракета
Способ изготовления глубокопрофильной гофрированной мембраны
Способ изготовления оболочек из листовой заготовки и устройство для его осуществления
Способ трансдермальной транспортировки лекарственного вещества
Компенсационный акселерометр
Устройство для выгрузки кускового материала из бункера
Способ изготовления оболочек из листовой заготовки и устройство для его осуществления
Режущая сменная многогранная пластина из керамики
Способ изготовления тонкостенных несимметричных оболочек двойной кривизны с фланцем
Устройство моноимпульсного измерения радиальной скорости объектов
Энергометаболический состав для нормализации биохимических процессов при алиментарных ацидозах, гепатозах и микотоксикозах у коров
Способ изготовления оболочек из листовой заготовки и устройство для его осуществления
Способ изготовления оболочек из листовой заготовки и устройство для его осуществления
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Бытовой холодильный прибор с подвижным конденсатором
Способ вытяжки с интенсивной пластической деформацией и устройство для его осуществления

