Результат интеллектуальной деятельности: Способ дуговой сварки тройниковых соединений (велдолетов) магистральных трубопроводов
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к области сварочного производства, в частности к способам приварки с применением электродуговой сварки тройниковых соединений (велдолетов), применяемых при строительстве, реконструкции и ремонте трубопроводов из низкоуглеродистых и низколегированных сталей для распределения транспортных потоков.
Известны способы сварки тройниковых соединений дуговыми методами сварки такими, как ручная дуговая, штучными электродами, полуавтоматическая сварка порошковой проволокой, автоматическая под флюсом или в среде защитного газа проволокой сплошного сечения, самозащитной порошковой проволокой.
Уровень техники
Известен способ сварки прямых врезок в виде углового соединения патрубка с трубой, причем тройник разрезной с патрубком усиливающим для трубопроводов состоит из полумуфты нижней. Патрубок усиливающий установлен на дефектный участок трубы и приварен одним концом к трубе, на патрубок усиливающий установлена полумуфта верхняя, причем полумуфта верхняя изготовлена с помощью штамповки в заводских условиях, а к ней присоединена полумуфта нижняя, при этом вся конструкция приварена к ремонтируемой трубе кольцевыми угловыми швами. Верхняя полумуфта приварена к патрубку усиливающему кольцевым угловым швом, а на патрубок усиливающий сверху приварено стыковым кольцевым швом эллиптическое днище (см. патент РФ на полезную модель № RU 114744, опубл. 10.04.2012; МПК: F16L 1/00).
Недостатком данного способа является невозможность разгрузить зону вокруг технологического кольца при его изготовлении от концентрации возникающих при этом напряжений.
Известен способ сварки углового соединения патрубка с трубой, при котором узел присоединения ответвлений трубопровода, содержащий корпус и отводы, преимущественно цилиндрической формы, причем в корпусе и в отводах выполнены цилиндрические отверстия, сквозные в отводах, а отводы приварены к корпусу кольцевыми швами. При этом корпус выполнен в виде параллелепипеда, на гранях корпуса соосно отверстиям в нем выполнены выточки глубиной 0,05-0,2 наружного диаметра отвода, соответствующего данной выточке, отводы вставлены в выточки, а на стыки торцов отводов с корпусом, внутри отверстий в отводах наложены герметизирующие сварные швы (см. заявку №94029182/06, опубл. 20.06.1996, МПК: F16L 41/02).
Недостатком данного способа является низкая технологичность процесса изготовления изделия при его монтаже на трассе, а также невозможность разгрузить зону вокруг технологического кольца от концентрации напряжений.
Причинами, препятствующими получению технического результата, которые обеспечиваются изобретением, являются высокий уровень остаточных сварочных напряжений в зоне сплавления сварного шва с металлом трубы и, как следствие, низкая стойкость в этой зоне сварного соединения к образованию горячих, холодных и усталостных трещин. Кроме того, ширина сварного шва не обеспечивает восстановления несущей способности в ослабленной окрестности отверстия основной трубы.
Сущность изобретения
Задача, на решение которой направлено изобретение, состоит в создании способа сварки тройниковых соединений (велдолетов) с сохранением несущей способности магистральных трубопроводов.
Технический результат, достигаемый при реализации заявляемого изобретения, заключается в повышении качества сварного соединения за счет получения равнопрочного наплавленного металла, что повышает его сопротивляемость к образованию горячих, холодных и усталостных трещин на линии сплавления основного и наплавочного металлов и повышает несущую способность и ресурс трубопровода.
Заявляемый технический результат достигается за счет того, что способ дуговой сварки тройниковых соединений (велдолетов) магистральных трубопроводов с применением дуговой сварки с контролируемым тепловложением при наложении сварных валиков характеризуется тем, что осуществляют разделку кромок под сварку по периметру велдолета, предварительный подогрев кромок в диапазоне температур от 150 до 200°С, нанесение на поверхность разделки кромок велдолета промежуточного слоя наплавленного металла толщиной от 4 до 7 мм, механические свойства которого по критериям относительного удлинения на 18-35% превышают механические свойства основного металла трубы и сварных слоев наплавленного металла, наложение сварных валиков по контуру разделки кромок, формирующих наплавленный пояс общей шириной не менее 2,5 толщины стенки трубы с выдержкой межслойной температуры между накладываемыми валиками сварного шва в диапазоне температур от 50 до 250°С, охлаждение сварного соединения путем наложения теплоизолирующего пояса.
Кроме того, в частном случае реализации изобретения разделку кромок под сварку осуществляют под углом 15-45 градусов.
Кроме того, в частном случае реализации изобретения охлаждение сварного соединения осуществляют со скоростью 30-45°С в час до температуры 45-55°С.
Кроме того, в частном случае реализации изобретения предварительный подогрев кромок осуществляют на ширину не менее 200 мм по контуру технологического отверстия.
Кроме того, в частном случае реализации изобретения сварку осуществляют путем наложения 80-130 сварных валиков, при этом каждый последующий валик перекрывает предыдущий на 30-50%.
Сведения, подтверждающие реализацию изобретения
Заявляемое изобретение применяется при строительстве, ремонте и реконструкции магистральных трубопроводов, предназначенных для транспортировки нефти и нефтепродуктов.
Способ сварки велдолетов с применением дуговой сварки из сталей с временным сопротивлением разрыву от 335 до 550 MПa с контролируемым тепловложением при наложении сварных валиков осуществляется следующим образом:
1. Осуществляют разделку кромок под сварку по периметру велдолета предпочтительно под углом 15-45 градусов, что обеспечивает удобство работы сварочным инструментом.
2. Осуществляют предварительный подогрев кромок в диапазоне температур от 150 до 200°С предпочтительно на ширину не менее 200 мм по контуру технологического отверстия, что обеспечивает снижение скорости охлаждения, влияющей на структуру и остаточное напряжение в сварном соединении.
3. Наносят на поверхность разделки кромок велдолета промежуточный слой наплавленного металла толщиной от 4 до 7 мм, механические свойства которого по критерию относительного удлинения на 18-35% превышают механические свойства основного металла трубы и сварных слоев наплавленного металла, что обеспечивает создание промежуточного пластичного слоя, исключающего образование при нанесении сварных валиков подваликовых трещин. Кроме того, промежуточная наплавка металла исключает возможность образования трещин между сварными слоями и основным металлом велдолета.
4. Осуществляют наложение сварных валиков в количестве 80-130 по контуру разделки кромок с перекрытием от 30 до 50%, формирующих наплавленный пояс общей шириной не менее 2,5 толщины стенки трубы, что обеспечивает восстановление несущей способности тройникового соединения в ослабленной отверстием зоне магистральной трубы. При этом в процессе сварки осуществляют выдержку межслойной температуры между накладываемыми валиками сварного шва в диапазоне температур от 50 до 250°С для снижения скорости охлаждения, влияющей на структуру и остаточное напряжение в сварном соединении.
5. Далее охлаждают сварное соединение предпочтительно со скоростью 30-45°С в час до температуры 45-55°С путем наложения теплоизолирующего пояса, что обеспечивает получение оптимальной феррито-перлитной структуры с высокой ударной вязкостью и отсутствие закалочных структур мартенситного и бейнитного классов, отличающихся низкой трещиностойкостью, это обеспечивает снижение уровня остаточных сварочных напряжений и их равномерное распределение по периметру стыка, поэтому не требует проведения послесварочной термической обработки.
Таким образом, предлагаемый способ сварки позволяет получить равнопрочное сварное соединение, снизить остаточные сварочные напряжения в сварном соединении, повысить его вязкостные и пластические свойства за счет предотвращения образования закалочных структур, повысить сопротивляемость к образованию холодных трещин. Ширина сварного шва обеспечивает восстановление несущей способности тройникового соединения в ослабленной технологическим отверстием зоне магистральной трубы.
Сварка выполняется электродами типа Э50А, Э55 по ГОСТ 9466-75, ГОСТ 9467-75.
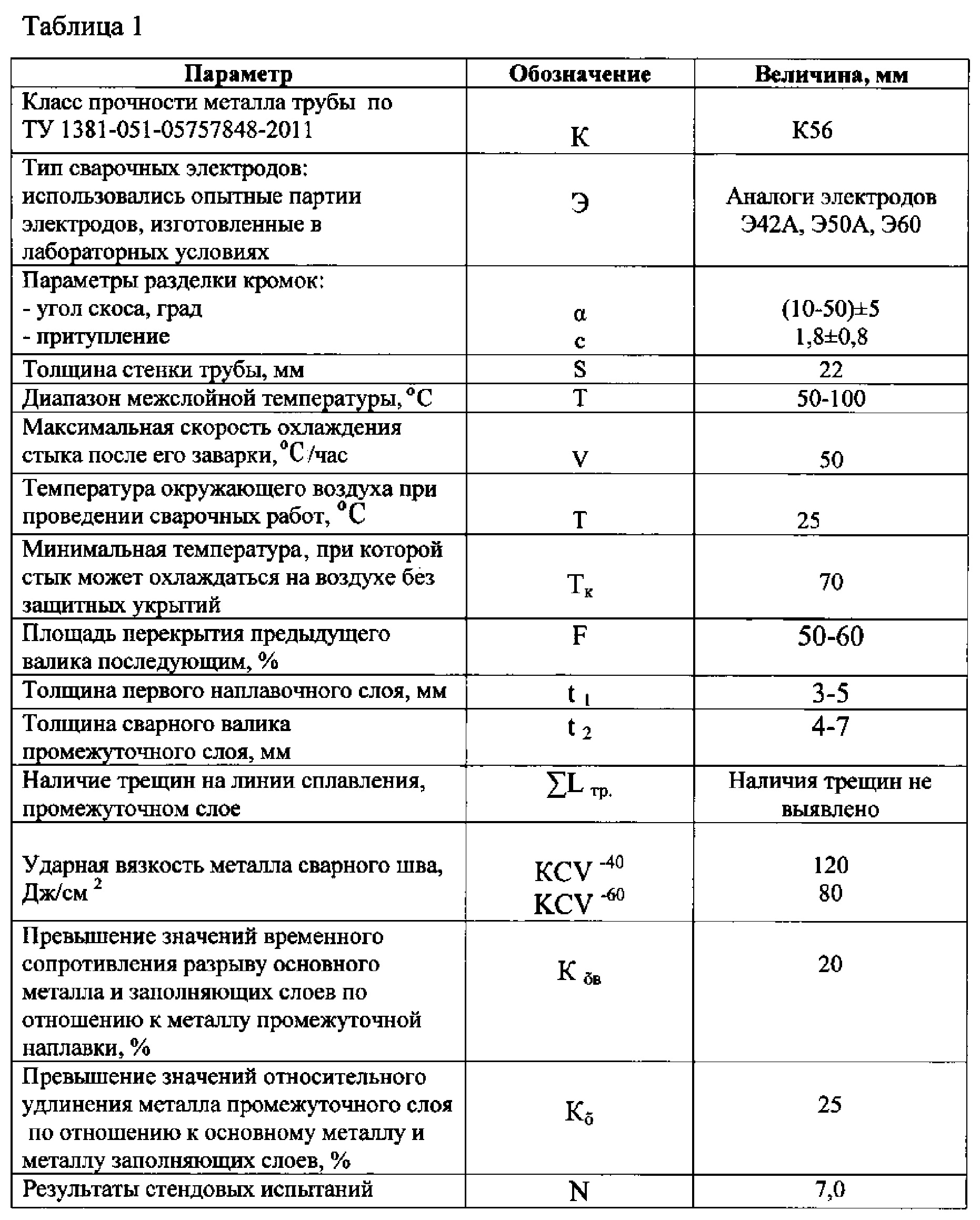
С целью определения работоспособности конструкции и ее оптимальных характеристик были проведены натурные опытные работы в производственных условиях при температурах окружающего воздуха в диапазоне от плюс 15 до плюс 20°С включительно. Труба диаметром 1220 мм из стали 09Г2С с толщиной стенки 22 мм из стали класса прочности К56 с вырезанным отверстием под установку велдолета была сварена с велдолетом в заводских условиях. Неразрушающий контроль показал отсутствие дефектов сварочного происхождения, а также механических повреждений и трещин.
В результате были установлены параметры технологии сварки, указанные в таблице 1.
Применение предложенного способа обеспечивает получение равнопрочного наплавленного металла с высоким металлургическим качеством и высокими вязкостными и пластическими свойствами, что повышает его сопротивляемость к образованию горячих, холодных и усталостных трещин на линии сплавления основного и наплавочного металлов. Ширина сварного шва обеспечивает восстановление несущей способности тройникового соединения в ослабленной отверстием зоне магистральной трубы.
Раствор для строительства подводных переходов трубопроводов методом горизонтально-направленного бурения щитом с использованием тоннелепроходческого комплекса в глинистых грунтах (варианты)
Способ контроля напряженно-деформированного состояния заглубленного трубопровода
Способ защиты трубопровода от геомагнитно-индуцированных токов
Способ получения агента снижения гидродинамического сопротивления углеводородных жидкостей
Способ получения противотурбулентных присадок для применения в условиях низких температур транспортируемой среды
Способ калибровки системы контроля напряженно-деформированного состояния заглубленного трубопровода
Способ получения депрессорно-диспергирующей присадки и депрессорно-диспергирующая присадка
Способ выявления растущих дефектов стенки трубы и сварных швов трубопроводов и ремонтных конструкций, установленных на трубопроводы
Способ получения депрессора и ингибитора асфальтосмолопарафиновых отложений аспо, используемого в депрессорно-диспергирующих присадках к нефти
Способ получения депрессора и ингибитора асфальтосмолопарафиновых отложений аспо, используемого в депрессорно-диспергирующих присадках к нефти
Способ биологической рекультивации нефтезагрязнённых земель с помощью избыточного активного ила очистных сооружений хозяйственно-бытовых сточных вод
Способ приварки ремонтной конструкции к трубопроводу
Способ ремонта корпусных конструкций
Способ ремонта стенки резервуара
Способ изготовления конструкции узла сопряжения днища резервуара с его стенкой

