Результат интеллектуальной деятельности: СПОСОБ ПОВЕРХНОСТНОЙ МАРКИРОВКИ МЕХАНИЧЕСКОЙ ДЕТАЛИ ПРИ ПОМОЩИ СПЕЦИАЛЬНОГО ГРАФИЧЕСКОГО РИСУНКА, РАЗЛИЧАЕМОГО НЕВООРУЖЕННЫМ ГЛАЗОМ
Вид РИД
Изобретение
Уровень техники
Настоящее изобретение относится в общем к маркировке механических деталей.
Изобретение находит свое применение для маркировки авиационных деталей и, в частности, деталей авиационных газотурбинных двигателей с целью обеспечения их идентификации и аутентификации.
В области авиации, как известно, на некоторые детали двигателя наносят серийный номер (например, в виде шестнадцатеричного кода или в виде кода Datamatrix), позволяющий идентифицировать эти детали (в этом случае говорят о маркировке). При помощи такого номера можно точно определять аутентичность деталей и их происхождение.
Маркировка особенно необходима для лопаток турбины и компрессора авиационного газотурбинного двигателя. Действительно, лопатки являются критическими запасными деталями, происхождение которых необходимо знать точно, чтобы иметь возможность учитывать влияние замены этих деталей на срок службы данной турбины или данного компрессора.
Маркировку деталей, в частности лопаток турбины или компрессора авиационного газотурбинного двигателя, можно осуществлять разными способами. Так, известна маркировка при помощи лазера, который за несколько проходов выполняет в маркируемой детали отпечаток посредством снятия материала. Известна также механическая маркировка при помощи молотка или пуансона пневматического пресса, который посредством последовательных ударов позволяет напечатать серийный номер на маркируемой детали. Известна также маркировка, которую выполняют при помощи ручной или автоматической фрезы.
Очевидным недостатком технологий маркировки, основанных на снятии материала или на деформации маркируемой детали для нанесения на нее необходимого серийного номера, является их прямое влияние на состояние материала маркируемой детали. В частности, в случае детали, выполненной из монокристаллического металлического сплава, снятие материала может привести к локальной рекристаллизации или к необратимому дефекту микроструктуры.
Кроме того, в случае лопаток турбины или компрессора маркировку при помощи этих известных технологий обычно осуществляют на уровне ножки лопатки. Действительно, нельзя наносить маркировку на уровне части лопаток, обдуваемой газами (например, пера): воздействие газов на поверхность эти зон может привести к уничтожению серийного номера по причине эрозии/окисления и даже по причине вырывания материала. Кроме того, в результате вибрационной усталости в месте нанесения маркировки может начаться трещинообразование.
Однако проблемой маркировки на уровне ножки детали является то, что ножка лопатки является зоной, которая оказывается скрытой после присоединения лопатки, поэтому эту лопатку невозможно идентифицировать после ее установки на двигателе.
Объект и сущность изобретения
Настоящее изобретение обеспечивает способ, позволяющий просто и быстро осуществить маркировку, избегая вышеупомянутых недостатков.
В связи с этим объектом изобретения является способ поверхностной маркировки механической детали при помощи заданного графического рисунка, включающий воздействие при помощи лазерного источника единственным лазерным импульсом на наружную поверхность маркируемой детали, при этом между лазерным источником и наружной поверхностью детали располагают трафарет, содержащий заданный графический рисунок, при этом лазерный импульс имеет поверхностную мощность не менее 20 МВт/см2 и продолжительность, меньшую или равную 100 нс.
Заявитель установил, что воздействие лазерным импульсом в вышеуказанных условиях через трафарет позволяет получить маркировку (в случае необходимости, различимую невооруженным глазом в зависимости от диаметра места попадания лазерного импульса) на механической детали и, в частности, детали газотурбинного двигателя, с очень незначительным снятием материала и с отличной стойкостью к окислению и к высоким температурам. В частности, было установлено, что отпечаток, оставляемый единственным лазерным импульсом на поверхности маркируемой детали, является лишь поверхностным и имеет очень незначительную глубину (менее одного микрометра). Было также установлено, что отпечаток, получаемый при помощи лазерного импульса, сохраняется даже при воздействии высокой температуры (порядка 1100°С) в сильной окисляющей среде.
Таким образом, при применении для маркировки лопаток компрессора или турбины заявленный способ можно осуществлять на уровне части лопаток, подвергающейся действию газов (то есть на уровне пера), что позволяет избегать недостатков маркировки в скрытой зоне лопатки. В частности, идентификация лопаток при помощи маркировки остается возможной даже после установки лопаток на двигателе.
Кроме того, было установлено, что заявленный способ остается эффективным (с точки зрения незначительной степени снятия материала и хорошей стойкости), независимо от того, выполнена маркируемая деталь из металла (в частности, Ni, Al, Ti, Fe и т.д.), из композиционного материала (в частности, из углеродных волокон и эпоксидной матрицы) или из керамики (в частности, из диоксида циркония).
Наконец, заявленный способ является быстрым (необходим всего один лазерный импульс) и простым в применении (нет необходимости в каком-либо присадочном материале) и позволяет осуществлять маркировку сложной формы (например, в виде логотипа компании) в зависимости от выбранного трафарета.
Между лазерным источником и трафаретом можно расположить фокусирующую линзу для изменения размера пучка, излучаемого лазерным источником. Этим источником может быть лазер Nd-YAG. Кроме того, лазерный импульс может иметь диаметр попадания не менее 0,5 мм, что делает маркировку различимой невооруженным глазом.
Если маркируемая деталь выполнена из металла, предпочтительно лазерный импульс имеет поверхностную мощность от 0,04 ГВт/см2 до 0,55 ГВт/см2.
Если маркируемая деталь выполнена из композиционного материала с углеродными волокнами и эпоксидной матрицей, предпочтительно лазерный импульс имеет поверхностную мощность от 0,15 ГВт/см2 до 2 ГВт/см2.
Если маркируемая деталь выполнена из керамики, предпочтительно лазерный импульс имеет поверхностную мощность от 0,10 ГВт/см2 до 0,34 ГВт/см2.
Согласно предпочтительному отличительному признаку способа, между лазерным источником и наружной поверхностью детали располагают матовый трафарет с несколькими переходами тона, чтобы получить мультиконтрастную маркировку детали. Применение такого матового трафарета позволяет повысить сложность выполняемых маркировок и сделать их, таким образом, трудно воспроизводимыми.
Изобретение относится также к применению описанного выше способа для маркировки лопатки вентилятора, турбины или компрессора авиационного газотурбинного двигателя.
Краткое описание чертежей
Другие отличительные признаки и преимущества настоящего изобретения будут более очевидны из нижеследующего описания не ограничительного примера выполнения, представленного со ссылками на прилагаемые чертежи, на которых:
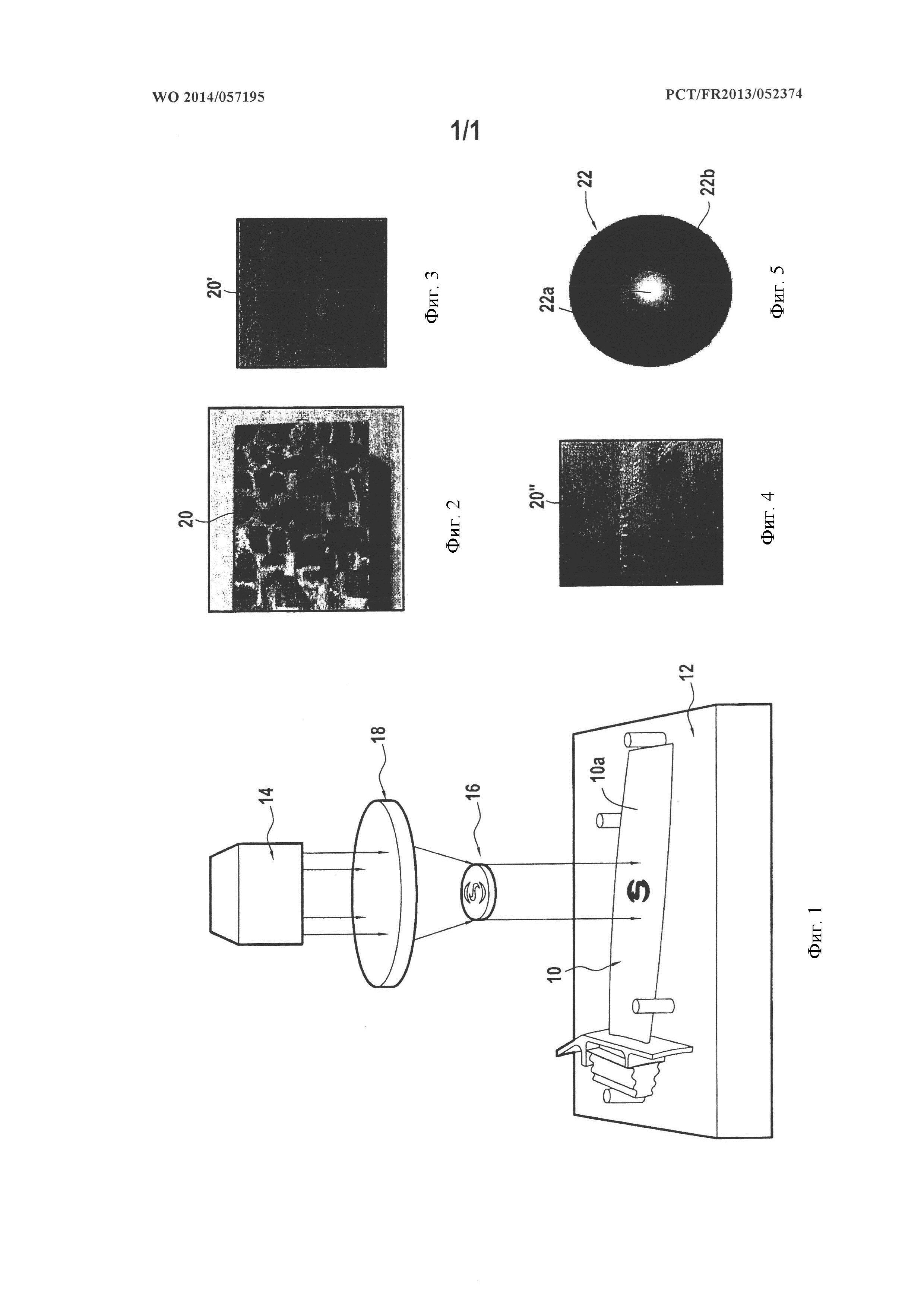
фиг. 1 - схематичный вид примера установки для применения способа;
фиг. 2-4 - фотографии различных примеров маркировки, выполненной при помощи заявленного способа;
фиг. 5 - схематичный вид примера матового трафарета для применения в варианте изобретения.
Осуществление изобретения
Изобретение находит свое применение для поверхностной маркировки при помощи заданного графического рисунка на любой механической детали, в частности на авиационных деталях, и, в частности, на деталях газотурбинных двигателей.
Под заданным графическим рисунком следует понимать любую заранее определенную геометрическую форму или рисунок, например, логотип, серийный номер, код Datamatrix и т.д.
Не ограничительным примером применения изобретения является нанесение маркировки на поверхность лопаток вентилятора, турбины или компрессора авиационного газотурбинного двигателя.
Заявленный способ включает в себя воздействие единственным лазерным импульсом на наружную поверхность маркируемой детали, при этом между лазерным источником и наружной поверхностью детали располагают трафарет с заданным графическим рисунком, который необходимо получить на детали.
Согласно изобретению лазерный импульс, которым воздействуют на наружную поверхность детали, имеет поверхностную мощность не менее 20 МВт/см2 и продолжительность, меньшую или равную 100 нс.
На фиг. 1 схематично представлен пример установки, которую можно применять для осуществления заявленного способа маркировки.
Маркируемую деталь 10 (например, турбинную лопатку) с наружной поверхностью 10а, на которой необходимо выполнить маркировку, устанавливают на опорную станину 12. Наружная поверхность 10а детали обращена вверх.
Над опорной станиной 12 располагают лазерный источник 14, например, лазер типа Nd-YAG, создающий излучение с длиной волны 1,064 мкм, дублированной по частоте, и выполненный с возможностью излучения импульсов, имеющих поверхностную мощность не менее 20 МВт/см2 и продолжительность, меньшую или равную 100 нс.
Кроме того, между лазерным источником и наружной поверхностью 10а маркируемой детали 10 располагают трафарет 15 с заданным графическим рисунком. Между лазером 14 и трафаретом 16 располагают также фокусирующую линзу 18 (собирающую или рассеивающую), чтобы адаптировать размер излучаемого лазером пучка к размерам трафарета.
Таким образом, лазер 14 производит излучение, которое фокусируется при помощи фокусирующей линзы 18 в виде пучка, проходящего через трафарет 16, для облучения выбранной зоны наружной поверхности детали. На уровне этой зоны производимый лазером 14 лазерный импульс создает плазму, расширение которой сопровождается интенсивным высвобождением энергии (термомеханической и акустической), что приводит к локальному изменению поверхности маркируемой детали. Если производимый лазером лазерный импульс отрегулировать, как было указано выше (то есть с поверхностной мощностью не менее 20 МВт/см2 и продолжительностью, меньшей или равной 100 нс), то это локальное изменение поверхности детали принимает вид отпечатка на поверхности детали.
Таким образом, маркировка, получаемая при помощи заявленного способа, имеет вид отпечатка на поверхности детали, причем этот отпечаток имеет рисунок, соответствующий рисунку используемого трафарета (который играет роль негатива).
Этот отпечаток имеет размеры, то есть диаметр, соответствующий диаметру места попадания лазерного импульса, излучаемого лазером. Так, при диаметре попадания лазерного импульса не менее 0,5 мм, полученная маркировка будет иметь диаметр не менее 0,5 мм (что позволяет различать ее невооруженным глазом). Этот диаметр может достигать 150 мм (в случае необходимости, с применением рассеивающей фокусирующей линзы 18).
Было установлено, что, если лазерный импульс применять в этих условиях, то для получения маркировки детали необходим всего один импульс. В частности, нет необходимости направлять несколько импульсов на одну и ту же зону для получения такого результата.
При помощи профилометра было также установлено, что отпечаток, получаемый на наружной поверхности 10а детали 10, является очень поверхностным по глубине (менее одного микрометра) при любом диаметре попадания и при любом материале детали (металл, керамика или композит).
Было также установлено, что, хотя глубина и является очень поверхностной, маркировка является стойкой к сильно окисляющей среде и к высокой температуре. В частности, испытания позволили показать стойкость такой маркировки (выполненной на детали из никеля) после 700 циклов продолжительностью 1 час каждый при температуре 1100°С.
Следует отметить, что для выполнения маркировки нет необходимости в наличии изолирующей среды, прозрачной для длины волны используемого лазера (например, воды или стекла для лазера типа Nd-YAG), для обеспечения лучшего расширения плазмы, создаваемой лазером.
Можно также отметить, что маркировку можно осуществлять в окружающей атмосфере при условии ограничения поверхностной мощности производимого лазером импульса значением 10 ГВт/см2 (что соответствует порогу пробоя воздуха). При значениях поверхностной мощности более 10 ГВт/см2 маркировку следует выполнять в вакууме.
Способ маркировки в соответствии с изобретением можно применять для любого типа материала. В частности, его можно с успехом применять для маркировки деталей из металла, из керамики или из композиционного материала. Его можно применять также для любого материала покрытия поверхности детали.
В случае маркируемой детали, выполненной из металла, предпочтительно применяют поверхностную мощность от 0,04 ГВт/см2 до 0,55 ГВт/см2, чтобы получить различимый отпечаток.
В частности, в случае детали из никеля предпочтительно применяют поверхностную мощность от 0,10 ГВт/см2 до 0,52 ГВт/см2. В случае детали из алюминия предпочтительно применяют поверхностную мощность от 0,20 ГВт/см2 до 0,55 ГВт/см2 и в случае детали из стали, предпочтительно применяют поверхностную мощность от 0,10 ГВт/см2 до 0,50 ГВт/см2.
Кроме того, если маркируемая деталь выполнена из композиционного материала с углеродными волокнами и эпоксидной матрицей, предпочтительно лазерный импульс должен иметь поверхностную мощность от 0,15 ГВт/см2 до 2 ГВт/см2, чтобы обеспечить читаемость отпечатка.
Наконец, в случае маркируемой детали, выполненной из керамики, предпочтительно лазерный импульс должен иметь поверхностную мощность от 0,10 ГВт/см2 до 0,34 ГВт/см2, чтобы получить различимый отпечаток.
Далее со ссылками на фиг. 2-4 следует описание нескольких примеров маркировки, выполняемой при помощи способа с соответствии с изобретением.
На фиг. 2 показана фотография (масштаб 4:1), на которой представлен результат применения лазерного импульса согласно заявленному способу на подложке из композиционного материала типа углерод-углерод.
Показанная на этой фигуре маркировка 20, различимая невооруженным глазом и имеющая круглую форму, была получена при помощи единственного лазерного импульса с диаметром попадания 8,7 мм, имеющего поверхностную мощность 99 МВт/см2 и продолжительность 5,2 нс. При этом используемый трафарет не имел никакого графического рисунка.
На фиг. 3 показана фотография (масштаб 4:1), на которой показан результат применения лазерного импульса согласно заявленному способу на подложке из диоксида циркония (ZrO2/Y2O3).
Показанная на этой фигуре маркировка 20', различимая невооруженным глазом и имеющая круглую форму, была получена при помощи единственного лазерного импульса с диаметром попадания 9,1 мм, имеющего поверхностную мощность 135 МВт/см2 и продолжительность 5,2 нс. При этом используемый трафарет не имел никакого графического рисунка.
Наконец, на фиг. 4 показана фотография (масштаб 4:1), на которой показан результат применения лазерного импульса согласно заявленному способу на подложке из алюминия.
Показанная на этой фигуре маркировка 20'', различимая невооруженным глазом и имеющая круглую форму, была получена при помощи единственного лазерного импульса с диаметром попадания 13 мм, имеющего поверхностную мощность 41 МВт/см2 и продолжительность 5,2 нс. При этом используемый трафарет не имел никакого графического рисунка.
Все эти фотографии показывают, что приложение единственного лазерного импульса в вышеуказанных условиях поверхностной мощности и продолжительности позволяет получить абсолютно различимую маркировку, независимо от материала маркируемой детали (или ее поверхностного покрытия), причем эта маркировка не имеет отрицательного влияния на материал детали и выдерживает одновременно окисляющую среду и высокую температуру.
Согласно предпочтительному признаку, между лазерным источником и наружной поверхностью маркируемой детали располагают дополнительный трафарет, называемый «матовым трафаретом». Этот матовый трафарет добавляют к описанному выше трафарету, имеющему заданный графический рисунок (матовый трафарет можно расположить как перед, так и после трафарета 16, если рассматривать направление пути лазерного пучка).
Матовый трафарет выполнен в виде трафарета, содержащего среду (например, жидкую или стеклообразную) с множеством переходов тона для получения мультиконтрастной маркировки детали.
В частности, матовый трафарет выбирают таким образом, чтобы он обеспечивал контролируемое ослабление интенсивности лазерного источника в зависимости от рисунка трафарета, воспроизводимого на детали. Так, менее затемненные зоны матового трафарета будут пропускать лазерное излучение большей интенсивности, тогда как сильно затемненные зоны будут пропускать лишь незначительную интенсивность лазерного излучения.
На фиг. 5 представлен пример матового трафарета 22, который можно использовать для получения перехода контрастов с целью маркировки. В этом примере матовый трафарет 22 содержит слабо затененную центральную зону 22а и более затененную периферическую зону 22b. Применение такого матового трафарета позволяет получить графический рисунок с переходом контраста между центральной зоной и периферической зоной этого рисунка.
Компрессор газотурбинного двигателя, в частности турбовинтового или турбовентиляторного двигателя самолета
Полая лопатка и соответствующий способ изготовления
Патрубок для отвода дренажных жидкостей для силовой установки
Прогнозирование операций технического обслуживания, применяемых к двигателю
Устройство крепления и удержания электрического жгута в турбомашине, система крепления и турбомашина
Композитная лопасть винта для летательного аппарата
Корпус, выполненный из композиционного материала с органической матрицей, который способствует выпуску дыма
Авиационная силовая установка с системой пожаротушения
Двухконтурный газотурбинный двигатель с устройством разъединения
Направляющее устройство для регулируемых лопаток статора турбореактивного двигателя и способ сборки такого устройства
Система впрыска топлива для камеры сгорания турбомашины, содержащей кольцевую стенку с сужающимся внутренним профилем
Держатель трубы для отвода воздуха в турбогенераторе
Лопатка турбомашины, содержащая накладку, защищающую торец лопатки
Инструмент для отвинчивания соединительной гайки модульного ротора газотурбинного двигателя
Способ сборки приводного силового гидроцилиндра и приводной силовой гидроцилиндр
Отвинчивающая инструментальная оснастка и способ отвинчивания соединительной гайки
Способ изготовления компонента с истираемым покрытием

