Результат интеллектуальной деятельности: Способ изготовления бронепанели из слоистых композитов для защиты нижней части лица и бронепанель из слоистых полимерных композитов для защиты нижней части лица
Вид РИД
Изобретение
Изобретения относятся к разработкам средств защиты и могут быть использованы при изготовления бронепанелей способом контактного формования для защиты нижней части лица, преимущественно области подбородка и носа, личного состава от поражающих элементов, кроме того, бронепанель может быть использована для изготовления бронезащиты в составе боевой индивидуальной экипировки.
Известен способ изготовления водолазного шлема из слоистых полимерных композитов и шлем по патенту RU №2453468 от 20.06.2012, МКП7 В63С 11/06.
Известна бронепанель для защиты лица в составе боевой индивидуальной экипировки по патенту RU №2174667 от 17.03.2000, МКП7 F41H 1/00.
Известен способ изготовления бронешлема из полимерных композитов и бронешлем из полимерных композитов по патенту RU №2365854 от 27.08.2009, MKП7 F41H 1/04.
Известен способ изготовления бронешлема из слоистых полимерных композитов и бронешлем из слоистых полимерных композитов по патенту RU №2328193 от 10.07.2008 МКП7 F41H 1/04.
В общем известном уровне техники при изготовлении бронепанели изделие формуют методом контактного формования послойно с укладкой между пропитанными слоями и сухими баллистическими слоями полиэтиленовой пленки. Полученную заготовку прессуют в вакуумном мешке или в автоклаве.
В известном уровне техники бронепанели для защиты нижней части лица (области подбородка, скул и носа) представляют собой пространственную трехслойную конструкцию с лицевой и тыльной оболочками и внутренними сухими баллистическими слоями. Бронепанели крепятся к бронешлему в височной области с помощью крепежных элементов. В верхней части бронепанели размещаются защитные очки области глаз пользователя.
Известные бронепанели и способы их изготовления определяют общий уровень техники и не являются особо релевантными, поэтому предлагаемыми решениями устраняются недостатки общего известного уровня техники.
Недостатки известного уровня техники для способа изготовления бронепанели заключаются в следующем:
- в низкой технологичности и низком качестве изделия из-за сложности обеспечения оптимальной жесткости стеклопластиковых оболочек, а также в высокой их массе;
- в низкой технологичности способа из-за наличия операций по недопущению пропитки крайних баллистических слоев (например, укладки полиэтиленовой пленки по патенту РФ №2328193), а также в низком качестве изделия из-за непредсказуемости бронезащитных свойств баллистических слоев при нерегламентированном объеме пропитки, взаимном трении слоев и, кроме того, из-за низких бронезащитных свойств при низких энергопоглощающих свойствах ткани при ее низкой жесткости;
- в низкой технологичности из-за невозможности обрезки облоя из непропитанной арамидной ткани существующими технологиями, а также в низком качестве изделия из-за сложностей создания заготовки жесткого каркаса бронепанели и крайне низкой технологичности размещения крепежных элементов (в непропитанных арамидных слоях выполнение отверстий и прорезей для крепежных элементов существующими технологиями крайне затруднительно);
- в низкой технологичности и низком качестве изделия из-за нетехнологичности создания элемента каркаса (стеклопластикового уголка) и посадочной выемки для нижнего края очков пользователя;
- в низкой технологичности и низком качестве изделия из-за рыхлой укладки неровных и жестких баллистических слоев, что снижает их бронезащитные свойства, а также из-за недооформления лицевой поверхности бронепанели;
- в низкой технологичности и низком качестве изделия из-за недостаточной жесткости конструкции и неоптимального товарного вида бронепанели.
Недостатки известного уровня техники для бронепанели заключаются в следующем:
- в низкой надежности работы панели из-за неоптимальной жесткости стеклопластиковых оболочек, а также в высокой массе;
- в низкой надежности работы панели из-за непредсказуемости бронезащитных свойств баллистических слоев при нерегламентированном (случайном) объеме пропитки, наличия взаимного трения слоев и, кроме того, из-за низких бронезащитных свойств ткани при ее низкой жесткости;
- в низкой надежности работы панели из-за низкой жесткости ее конструкции и низкой надежности ее крепления к бронешлему;
- в низкой надежности работы панели из-за наличия незамкнутого контура каркаса и в низком качестве посадочной выемки для нижнего края очков пользователя.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка технологии для создания бронепанели высокого качества.
Технический результат для способа, который может быть достигнут при решении поставленной задачи, заключается в следующем:
- в повышении технологичности и качества изделия за счет обеспечения оптимальной жесткости стеклопластиковых оболочек, а также в снижении массы;
- в повышении технологичности способа за счет исключения операций по недопущению пропитки крайних баллистических слоев (например, укладки полиэтиленовой пленки по патенту РФ №2328193) при их водоотталкивающих свойствах, а также качества изделия за счет предсказуемости бронезащитных свойств баллистических слоев при регламентированном объеме пропитки, снижении их взаимного трения и, кроме того, за счет повышения бронезащитных свойств при повышении жесткости ткани от обработки водоотталкивающим составом;
- в повышении технологичности за счет подготовки материала к возможности обрезки облоя, так как непропитанную арамидную ткань практически невозможно обрезать существующими технологиями, а также качества изделия за счет подготовки к созданию заготовки жесткого каркаса бронепанели и возможности размещения крепежных элементов (в непропитанных арамидных слоях выполнение отверстий и прорезей для размещения крепежных элементов существующими технологиями крайне затруднительно);
- в повышении технологичности и качества изделия за счет подготовки к созданию элемента каркаса (стеклопластикового уголка) и посадочной выемки для нижнего края очков пользователя;
- в повышении технологичности и качества изделия за счет уплотнения и распрямления баллистических слоев с повышением бронезащитных свойств, а также за счет полного оформления лицевой поверхности бронепанели;
- в повышении технологичности и качества изделия за счет обеспечения оптимальной жесткости конструкции и оптимального товарного вида бронепанели.
Технический результат для устройства, который может быть достигнут при решении поставленной задачи, заключается в следующем:
- в повышении надежности работы панели за счет оптимальной жесткости стеклопластиковых оболочек, а также в снижении массы;
- в повышении надежности работы панели за счет предсказуемости бронезащитных свойств баллистических слоев при регламентированном объеме пропитки, снижении их взаимного трения и, кроме того, за счет повышения бронезащитных свойств при повышении жесткости ткани от обработки водоотталкивающим составом;
- в повышении надежности работы панели за счет повышения жесткости ее конструкции и надежности ее крепления к бронешлему, а также за счет формирования посадочной выемки для нижнего края очков пользователя.
Поставленная задача с достижением технического результата решается за счет того, что при осуществлении способа изготовления бронепанели из слоистых полимерных композитов для защиты нижней части лица, при котором в форму для контактного формования укладывают 2-4 пропитанных слоя стеклоткани, затем укладывают 12-18 баллистических слоев из обработанной водоотталкивающим составом непропитанной арамидной ткани с пропиткой только их кромок на ширину 15-20 мм по нижнему, боковым и височным краям, а также с пропиткой зон кронштейнов крепления бронепанели к бронешлему, причем в зоне расположения очков стеклоткань укладывают с напуском за углубление формы на 15-20 мм, а баллистические слои - внутрь углубления без пропитки кромок, совмещая торцы этих слоев с уровнем напуска, затем пакет прижимают равномерным давлением к форме и выдерживают до частичного отверждения связующего, после удаления создающего давление приспособления, с покрытием площади всех слоев на пакет укладывают 2-4 пропитанных слоя стеклоткани, затем окончательный пакет прижимают равномерным давлением к форме и выдерживают до полного отверждения связующего с образованием трехслойной конструкции из лицевой и тыльной оболочек, внутренних баллистических слоев и жестко скрепленного с оболочками замкнутого жесткого каркаса, у которого обрезают облой по контуру бронепанели до ширины бруска по нижнему, боковым и височным краям 5-8 мм, в зоне расположения очков - до ширины опорной для очков стеклопластиковой полки 5-8 мм, в зонах кронштейнов - по размерам зон, а образовавшийся при обрезке облоя ворс на нижнем, боковых, височных и зон кронштейнов краев заформовывают кантом в виде швеллера из пропитанной стеклоленты.
Поставленная задача с достижением технического результата для устройства решается за счет того, что бронепанель из слоистых полимерных композитов для защиты нижней части лица, содержащая лицевую и тыльную стеклопластиковые оболочки из 2-4 слоев пропитанной стеклоткани каждая и 12-18 внутренних баллистических слоев из обработанной водоотталкивающим составом непропитанной арамидной ткани, причем оболочки скреплены с расположенным по контуру бронепанели жестким каркасом, выполненным по нижнему, боковым и височным краям в виде бруска из пропитанных краев арамидной ткани шириной 5-8 мм, в зоне кронштейнов крепления бронепанели к бронешлему - в виде фигурных плиток из материала брусков, и в зоне очков - из стеклопластикового профиля с опорной для очков полкой шириной 5-8 мм, а наружные кромки брусков и плиток закрыты поверх оболочек кантом, выполненным в виде швеллера из пропитанной стеклоленты.
Отличительными признаками способа от известного уровня техники являются следующие признаки:
- в форму для контактного формования укладывают 2-4 пропитанных слоя стеклоткани - признаки существенные, предусматривают наличие новых операций и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности и качества изделия за счет обеспечения оптимальной жесткости лицевой оболочки, а также в снижении массы;
- укладывают 12-18 баллистических слоев из обработанной водоотталкивающим составом непропитанной арамидной ткани - признаки существенные, предусматривают наличие новых операций и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности способа за счет исключения операций по недопущению пропитки крайних баллистических слоев при их водоотталкивающих свойствах, а также качества изделия за счет предсказуемости бронезащитных свойств баллистических слоев при регламентированном объеме пропитки, снижении их взаимного трения и, кроме того, за счет повышения бронезащитных свойств при повышении жесткости ткани от обработки водоотталкивающим составом;
- с пропиткой только их кромок на ширину 15-20 мм по нижнему, боковым и височным краям, а также с пропиткой зон кронштейнов крепления бронепанели к бронешлему - признаки существенные, предусматривают наличие новых операций и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности за счет подготовки материала к возможности обрезки облоя, так как непропитанную арамидную ткань практически невозможно обрезать существующими технологиями, а также качества изделия за счет подготовки к созданию заготовки жесткого каркаса бронепанели и возможности размещения крепежных элементов (в непропитанных арамидных слоях выполнение отверстий и прорезей для крепежных элементов существующими технологиями крайне затруднительно);
- в зоне расположения очков стеклоткань укладывают с напуском за углубление формы на 15-20 мм, а баллистические слои - внутрь углубления без пропитки кромок, совмещая торцы этих слоев с уровнем напуска - признаки существенные, предусматривают наличие новых операций и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности и качества изделия за счет подготовки к созданию элемента каркаса (стеклопластикового уголка) и посадочной выемки для нижнего края очков пользователя;
- пакет прижимают равномерным давлением к форме и выдерживают до частичного отверждения связующего - признаки существенные, предусматривают наличие новых операций и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности и качества изделия за счет уплотнения и распрямления баллистических слоев с повышением бронезащитных свойств, а также за счет полного оформления лицевой поверхности бронепанели;
- с покрытием площади всех слоев на пакет укладывают 2-4 пропитанных слоя стеклоткани - признаки существенные, предусматривают наличие новых операций и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности и качества изделия за счет обеспечения оптимальной жесткости тыльной оболочки, а также в снижении массы;
- окончательный пакет прижимают равномерным давлением к форме и выдерживают до полного отверждения связующего с образованием трехслойной конструкции из лицевой и тыльной оболочек, внутренних баллистических слоев и жестко скрепленного с оболочками замкнутого жесткого каркаса - признаки существенные, предусматривают наличие новых операций и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности и качества изделия за счет обеспечения оптимальной жесткости конструкции и оптимального товарного вида бронепанели.
Отличительными признаками устройства от известного уровня техники являются следующие признаки:
- содержит лицевую и тыльную стеклопластиковые оболочки из 2-4 слоев пропитанной стеклоткани каждая - признаки существенные, предусматривают наличие новых элементов, новое количество элементов с применением новых материалов, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы панели за счет оптимальной жесткости стеклопластиковых оболочек, а также в снижении массы;
- 12-18 внутренних баллистических слоев из обработанной водоотталкивающим составом непропитанной арамидной ткани - признаки существенные, предусматривают наличие новых элементов, новое количество элементов с применением новых материалов, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы панели за счет предсказуемости бронезащитных свойств баллистических слоев при регламентированном объеме пропитки, снижении их взаимного трения и, кроме того, за счет повышения бронезащитных свойств при повышении жесткости ткани от обработки водоотталкивающим составом;
- оболочки скреплены с расположенным по контуру бронепанели жестким каркасом, выполненным по нижнему, боковым и височным краям в виде бруска из пропитанных краев арамидной ткани шириной 5-8 мм, в зоне кронштейнов крепления бронепанели к бронешлему - в виде фигурных плиток из материала брусков, и в зоне очков - из стеклопластикового профиля с опорной для очков полкой шириной 5-8 мм - признаки существенные, предусматривают наличие новых элементов, новую форму, новое взаимное расположение, новое соотношение размеров и применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы панели за счет повышения жесткости ее конструкции и надежности ее крепления к бронешлему, кроме того, технический результат заключается в формировании посадочной выемки для нижнего края очков пользователя.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники и аналогами. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению надежности работы бронепанелей без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствию критерию «изобретательский уровень».
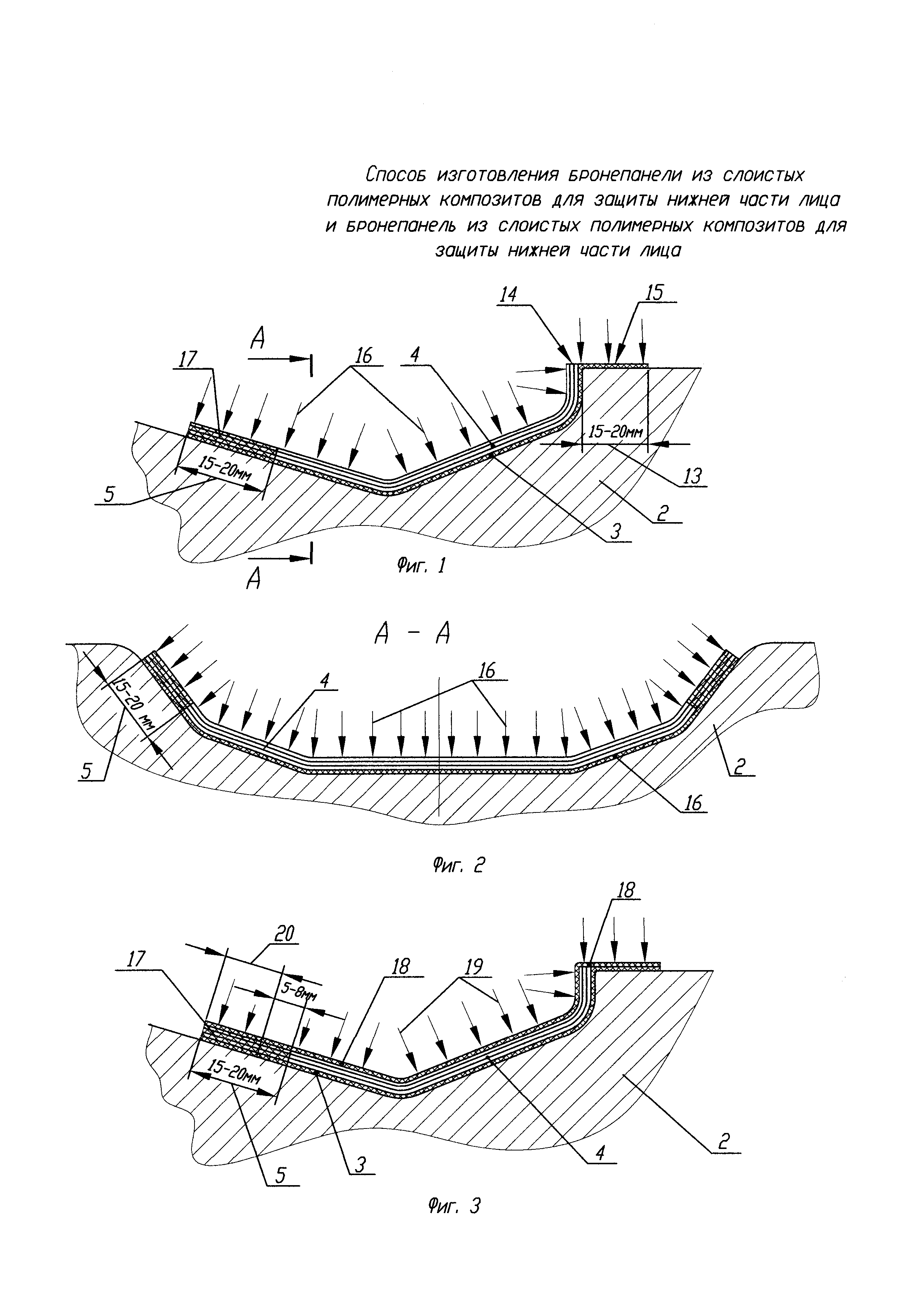
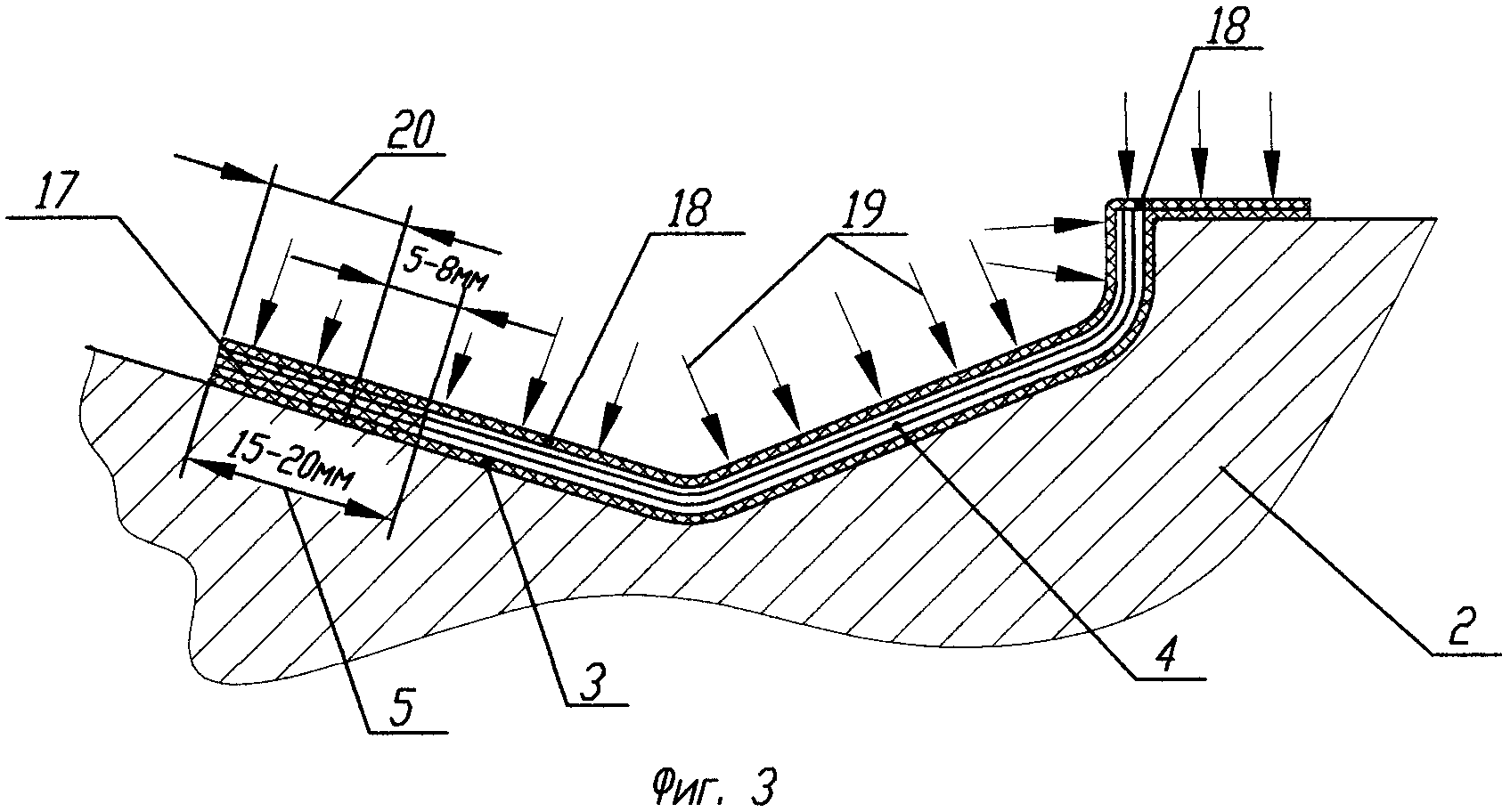
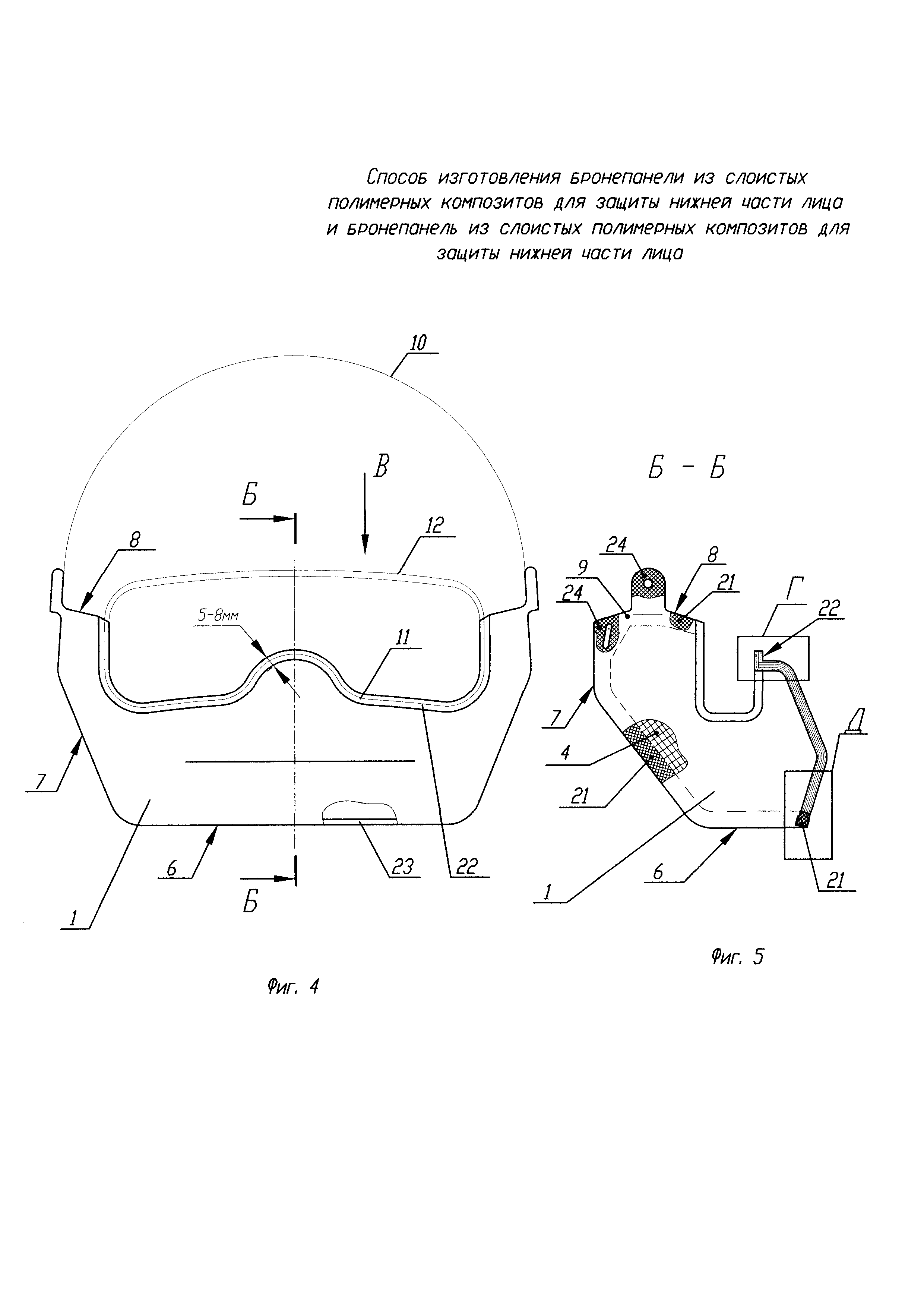
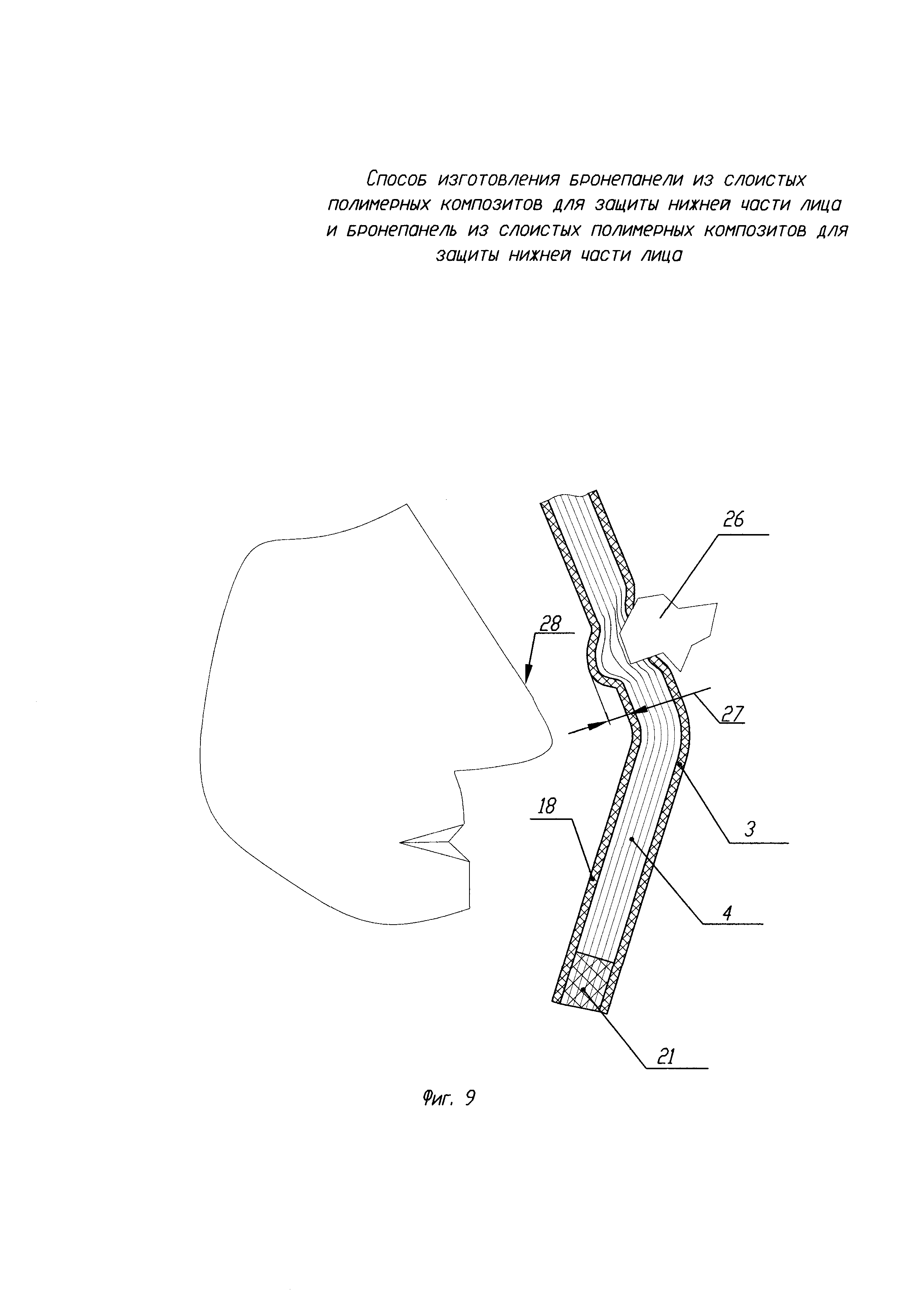
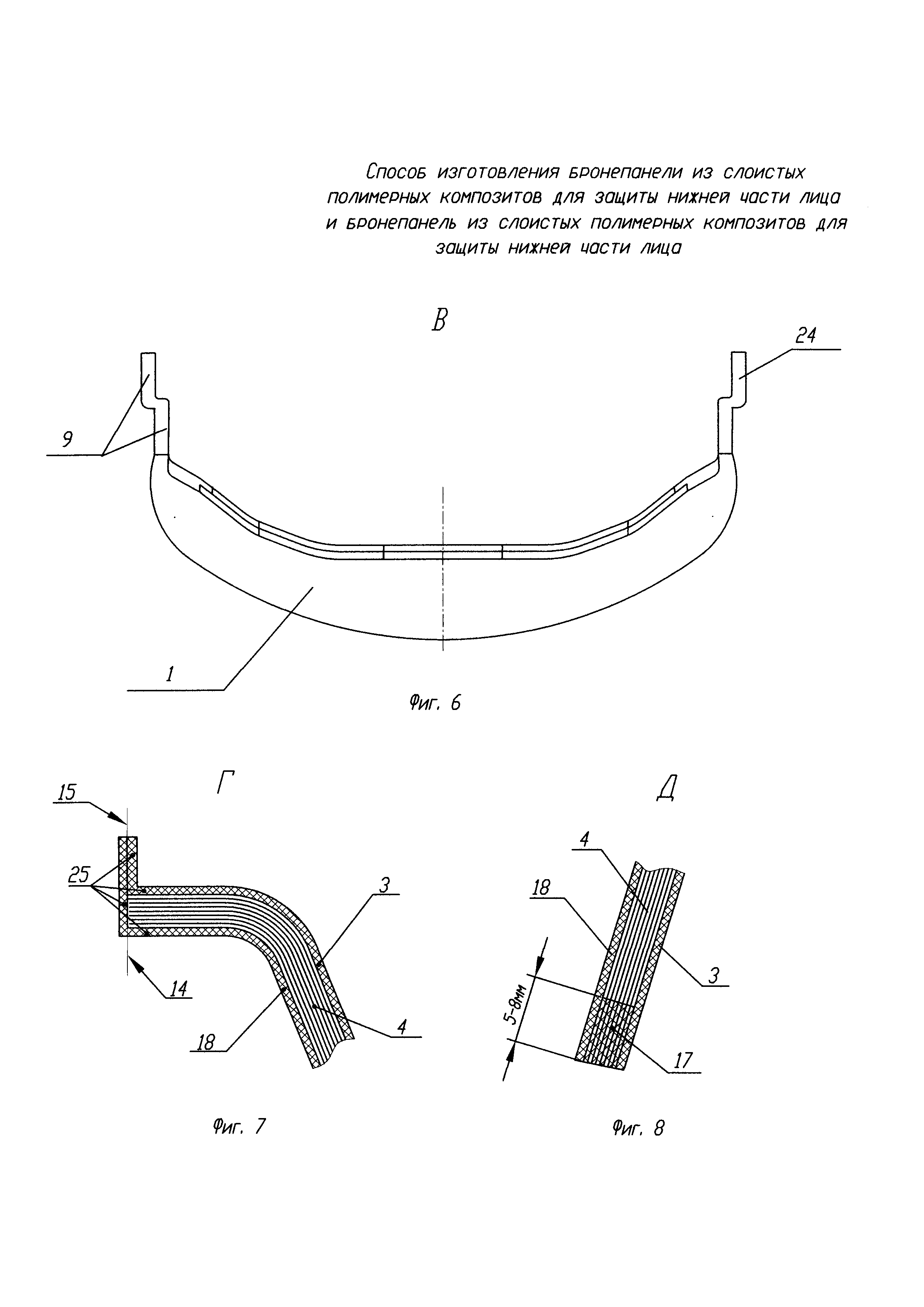
Сущность изобретения поясняется чертежами, где на фиг. 1 представлено поперечное сечение формы способа изготовления бронепанели; на фиг. 2 - продольное сечение формы способа изготовления бронепанели; на фиг. 3 - поперечное сечение формы способа изготовления бронепанели при окончательном отверждении; на фиг. 4 представлен общий вид бронепанели; на фиг. 5 - поперечный разрез бронепанели; на фиг. 6 - вид сверху на бронепанель; на фиг. 7 - сечение края бронепанели по посадочной выемке; на фиг. 8 - сечение края бронепанели по нижнему краю; на фиг. 9 - работа бронепанели при взаимодействии с поражающим элементом.
Способ изготовления бронепанели 1 из слоистых полимерных композитов для защиты нижней части лица, при котором в форму 2 для контактного формования укладывают 2-4 пропитанных слоя стеклоткани 3, затем укладывают 12-18 баллистических слоев 4 из обработанной водоотталкивающим составом непропитанной арамидной ткани с пропиткой только их кромок 5 на ширину 15-20 мм по нижнему 6, боковым 7 и височным 8 краям, а также с пропиткой зон 9 кронштейнов крепления бронепанели 1 к бронешлему 10, причем в зоне 11 расположения очков 12 стеклоткань укладывают с напуском 13 за углубление формы на 15-20 мм, а баллистические слои 4 - внутрь углубления без пропитки кромок, совмещая торцы 14 этих слоев с уровнем 15 напуска 13, затем пакет прижимают равномерным давлением 16 к форме 1 и выдерживают до частичного отверждения связующего 17, после удаления создающего давление 16 приспособления, с покрытием площади всех слоев на пакет укладывают 2-4 пропитанных слоя стеклоткани 18, затем окончательный пакет прижимают равномерным давлением 19 к форме 1 и выдерживают до полного отверждения связующего 17 с образованием трехслойной конструкции из лицевой 3 и тыльной 18 оболочек, внутренних баллистических слоев 4 и жестко скрепленного с оболочками замкнутого жесткого каркаса, у которого обрезают облой 20 по контуру бронепанели до ширины бруска 21 по нижнему 6, боковым 7 и височным 8 краям 5-8 мм, в зоне 11 расположения очков 12 - до ширины опорной для очков стеклопластиковой полки 22 (5-8) мм, в зонах 9 кронштейнов - по размерам зон, а образовавшийся при обрезке облоя ворс на нижнем, боковых, височных и зон кронштейнов краев заформовывают кантом 23 в виде швеллера из пропитанной стеклоленты.
Бронепанель 1 из слоистых полимерных композитов для защиты нижней части лица, содержащая лицевую 3 и тыльную 18 стеклопластиковые оболочки из 2-4 слоев пропитанной стеклоткани каждая и 12-18 внутренних баллистических слоев 4 из обработанной водоотталкивающим составом непропитанной арамидной ткани, причем оболочки скреплены с расположенным по контуру бронепанели жестким каркасом, выполненным по нижнему 6, боковым 7 и височным 8 краям в виде бруска 21 из пропитанных краев арамидной ткани шириной 5-8 мм, в зоне 9 кронштейнов крепления бронепанели к бронешлему - в виде фигурных плиток 24 из материала брусков, и в зоне 11 очков 12 - из стеклопластикового профиля 25 с опорной для очков 12 полкой 22 шириной 5-8 мм, а наружные кромки брусков 21 и плиток 24 закрыты поверх оболочек кантом 23, выполненным в виде швеллера из пропитанной стеклоленты.
Пример конкретного исполнения способа заключается в следующем.
Лицевую 3 и тыльную 18 оболочки изготавливают из стеклопластика на основе стеклоткани Т-10- 14, пропитанной эпоксидным связующим. Арамидную ткань для баллистических слоев 4 предварительно обрабатывают составом на основе олеофобола, гидрофобола и инвадина. Данный раствор обеспечивает покрытие ткани с частичным проникновением в ее структуру полимерной пленкой с повышением жесткости ткани, снижением межслойного трения многослойного пакета ткани, а также, что самое главное, с приданием слоям ткани водоотталкивающих свойств, необходимых для регламентации степени и площади их пропитки эпоксидным связующим. Для обеспечения заданной степени защиты бронепанели необходимо, чтобы баллистические слои 4 были сухими, в том числе и крайние слои, примыкающие к стеклопластиковым оболочкам 3 и 18. Для обеспечения ширины пропитки края арамидной ткани 15-20 мм и проникновения связующего в структуру ткани слои пропитываются индивидуально, до укладки в форму, с использованием, например, ограничительного шаблона. Шаблон укладывают на ткань и за его пределами интенсивным пробитием, например, кистью наносят связующее. Связующее пробивают с внедрением его вплоть до покрытых водоотталкивающей пленкой нитей ткани и формированием в дальнейшем композитного материала брусков 21 и плиток 24.
Пример конкретного исполнения бронепанели 1 заключается в следующем. Бронепанель 1 выполнена в виде пространственной трехслойной оболочки, скрепленной с жестким замкнутым каркасом. Такая конструкция обладает высокой оболочечной жесткостью, что повышает ее защитные свойства.
Работает бронепанель 1 следующим образом. При воздействии поражающего элемента (осколка боеприпаса) 26 пробивается лицевая оболочка 3, частично разрываются волокна арамидных баллистических слоев 4 и деформируются оболочки 3 и 18. На пробитие оболочки, разрыв волокон, деформацию оболочек тратится энергия осколка 26, и последний останавливается в баллистических слоях 4. Благодаря оптимальной жесткости тыльной оболочки 18 запреградный выступ 27 не превышает оптимального размера, а благодаря оптимальной оболочечной жесткости трехслойной конструкции бронепанели выступ 27 не достигает лица 28 пользователя, обеспечивая отсутствие у последнего запреградной контузионной травмы.
Таким образом, использование изобретений позволит создать бронепанель высокого качества с повышенной надежностью работы, что и подтверждает их использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний бронепанелей, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
Броне-теплозащитный комбинезон
Способ изготовления штурмовой складной лестницы-трапа из композиционных материалов и штурмовая складная лестница-трап из композиционных материалов
Способ изготовления бронированной кабины автомобиля из полимерных композиционных материалов и бронированная кабина автомобиля из полимерных композиционных материалов
Способ изготовления броневставки для поножей защиты голени и бедра из полимерных композиционных материалов и броневставка для поножей защиты голени и бедра из полимерных композиционных материалов
Облегченная штурмовая лестница из композиционных материалов и способ изготовления облегченной штурмовой лестницы из композиционных материалов
Щуп для разминирования из полимерных композиционных материалов и способ изготовления щупа для разминирования из полимерных композиционных материалов
Способ изготовления броневставок для термозащитного контейнера из полимерных композиционных материалов и броневставки для термозащитного контейнера из полимерных композиционных материалов
Бронешлем с регулируемой системой головного крепления
Способ изготовления бронешлема из слоистых полимерных композитов и бронешлем из слоистых полимерных композитов
Способ изготовления съёмной бронезащиты экипажа вертолёта из полимерных композитов и съёмная бронезащита экипажа вертолёта из полимерных композитов
Броне-теплозащитный комбинезон
Способ изготовления штурмовой складной лестницы-трапа из композиционных материалов и штурмовая складная лестница-трап из композиционных материалов
Способ изготовления бронированной кабины автомобиля из полимерных композиционных материалов и бронированная кабина автомобиля из полимерных композиционных материалов
Способ изготовления броневставки для поножей защиты голени и бедра из полимерных композиционных материалов и броневставка для поножей защиты голени и бедра из полимерных композиционных материалов
Облегченная штурмовая лестница из композиционных материалов и способ изготовления облегченной штурмовой лестницы из композиционных материалов
Щуп для разминирования из полимерных композиционных материалов и способ изготовления щупа для разминирования из полимерных композиционных материалов
Способ изготовления броневставок для термозащитного контейнера из полимерных композиционных материалов и броневставки для термозащитного контейнера из полимерных композиционных материалов
Бронешлем с регулируемой системой головного крепления
Способ изготовления бронешлема из слоистых полимерных композитов и бронешлем из слоистых полимерных композитов
Способ изготовления съёмной бронезащиты экипажа вертолёта из полимерных композитов и съёмная бронезащита экипажа вертолёта из полимерных композитов

