Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВСТАВКИ ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕВСТАВКА ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к области вооружения и экипировки, к разработкам средств защиты и может быть использовано для изготовления бронезащиты, преимущественно от осколков, ног саперов и сотрудников спецподразделений.
Известны пулестойкие поножи по патенту RU 2436034 от 19.09.2010, МКП7 F41H 1/02.
Известно защитное обмундирование с броневставками по патенту RU 2235962 от 10.09.2004, МКП7 F41H 1/02.
Известна бронеплита по патенту RU №2165583 от 12.04.1999 г. МПК F41H 5/04, содержащая слои полимерного композита и плитки из твердосплавного материала, например, керамические.
Известна бронепреграда и способ ее изготовления по патенту ФРГ №2334941 от 31.10.72 г., МКИ7 F41H 1/04. Бронепреграда содержит слои полимерного композита.
Известна противоосколочная броня, по патенту США №4664967 НКИ 428-220, МКП7 B32B 3/12, публ. 87 05 12.
Известна броня, содержащая слои полимерного композиционного материала (ПКМ) из арамидных волокон по РСТ (WO) №9206840 МКП7 F41H 5/04 от 28.02.91.
Известна бронепанель и способ ее изготовления по заявке Великобритании №2148185, от 30.05.1985 г., МКИ7 B32B 7/08.
Известна броневставка по патенту RU 2296288 от 10.06.2005, МКП7 F41H 1/02.
Известна броневставка по патенту RU 2190823 от 05.07.2001, МКП7 F41H 1/02.
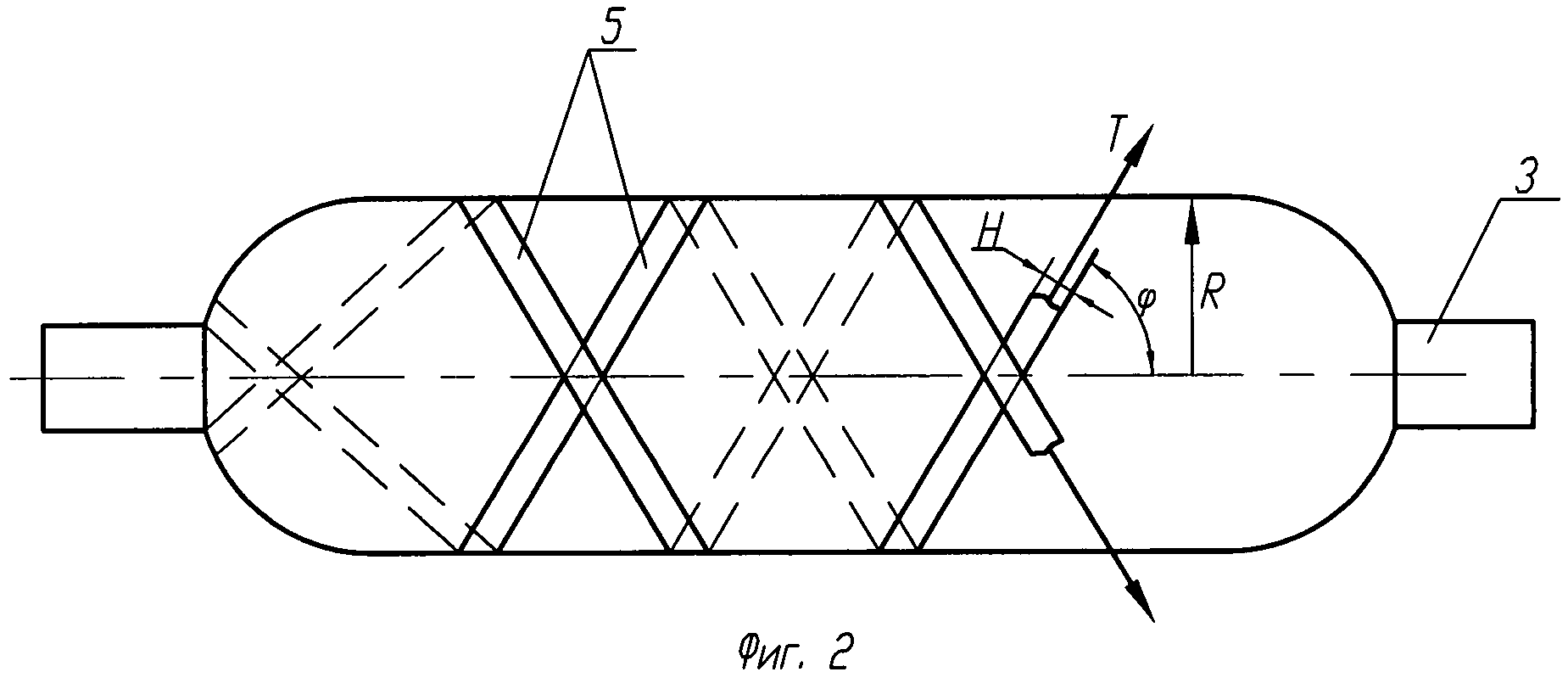
Известен способ получения баллистических слоев из арамидных волокон, пропитанных полимерным связующим, методом спирально-кольцевой намотки, изложенный на стр.203 книги «Технология ракетных аэродинамических конструкций из полимерных композиционных материалов», Буланов И.М., Воробей В.В., 1998 г., Москва, изд. МГТУ им. Баумана.
В известном способе ленту из пропитанных арамидных волокон наматывают (см. фиг.2) с углом намотки φ[град] (угол между образующей цилиндрической поверхности оправки радиуса R[см] и лентой шириной Н[см]) с натяжением ленты Т[кГ] с обеспечением контактного давления  [кГ/см2] и обеспечением, таким образом, массовой доли связующего в баллистических слоях 38%-42% при угле намотки (φ) 30°-40° и 30%-35% - при 60°-70°.
[кГ/см2] и обеспечением, таким образом, массовой доли связующего в баллистических слоях 38%-42% при угле намотки (φ) 30°-40° и 30%-35% - при 60°-70°.
Известен способ изготовления баллистических слоев и баллистические слои по патенту RU 2414670 от 08.12.2008 г. МКП7 F41H 1/04. В известных баллистических слоях энергия проникновения осколков гасится деформацией связующей эластичной матрицы на основе полиуретана СКУ-ПФЛ при вытягивании волокон из нее в направлении проникающего осколка. Применительно к баллистическим слоям, изготовленным спиральной намоткой, наиболее эффективной защитой обладают известные слои с углом намотки 45°, при этом энергопоглощающая площадь матрицы приближена к кругу. При других углах намотки круг сужается до эллиптической формы, энергопоглощающая площадь уменьшается, эффективность защиты снижается.
Известные устройства и известный способ определяют общий уровень техники и не являются особо релевантными, поэтому предлагаемыми решениями устраняются недостатки общего известного уровня техники.
Недостатками общего известного уровня техники для способа изготовления броневставки являются низкая производительность формирования бронепакета при его формовании или прессовании, а также низкая технологичность крепления бронеэкрана из высокотвердого материала без упруго деформируемой пропитанной подложки и без технологической его фиксации подматыванием витками нитей с последующим поджатием из-за неудовлетворительного заполнения клеящим связующим мест склейки и перекоса бронеэкрана с выдавливанием этого связующего. Также недостатком является невозможность создания для известных баллистических слоев оптимального сочетания заданного в более узких пределах оптимального содержания связующего и оптимальной ориентации волокон.
Недостатками общего известного уровня техники для устройства является низкая надежность работы броневставки из-за низкой эффективности бронезащиты от высокоскоростных (более 700 м/сек) поражающих элементов (осколков высоких энергий, являющихся основными поражающими элементами для заявляемого устройства) при ударно-волновом воздействии на баллистические слои. При таком воздействии, волны нормальных напряжений распространяются в сплошной связующей матрице баллистических слоев, а наличие зон несплошности матрицы является демпфером ударных волн. Таким образом, наиболее эффективным при ударно-волновом воздействии является материал с наименьшим содержанием связующего. Однако после волнового разрушения части слоя материала, при физическом проникновении осколка, его энергии гасится в зоне энергопоглощающей площади матрицы за счет деформации связующего вдоль волокон, при этом форма энергопоглощающей площади обусловлена взаимной ориентацией волокон. Таким образом низкая эффективность известной бронезащиты обусловлена отсутствием оптимального сочетания заданного в более узких пределах оптимального содержания связующего и оптимальной ориентации волокон. Кроме того недостатком является низкая технологичность конструкции броневставки.
Технической задачей, на решение которой направлены заявляемые изобретения, является создание более технологичной броневставки повышенной надежности работы.
Технический результат для способа, который может быть получен при решении технической задачи, заключается в повышении производительности формирования бронепакета за счет применения намотки, а также в повышении технологичности крепления бронеэкрана из высокотвердого материала за счет применения упруго деформируемой пропитанной подложки и за счет технологической его фиксации подматыванием витками нитей с последующим поджатием с целью заполнения клеящим связующим мест склейки, исключения перекоса бронеэкрана и выдавливания этого связующего. Кроме того технический результат заключается в возможности создания для баллистических слоев оптимального сочетания заданного в более узких пределах оптимального содержания связующего и оптимальной ориентации волокон.
Технический результат для устройства, который может быть получен при решении технической задачи, заключается в повышении надежности работы броневставки за счет повышения надежности крепления бронеэкрана, за счет повышения степени защиты от вторичных воздействий (разлета наружу осколков керамики бронеэкрана), а также за счет повышения эффективности бронезащиты от высокоскоростных (более 700 м/сек) поражающих элементов (осколков высоких энергий, являющихся основными поражающими элементами для заявляемого устройства) при ударно-волновом воздействии на баллистические слои. При таком воздействии, волны нормальных напряжений распространяются в сплошной связующей матрице баллистических слоев, а наличие зон несплошности матрицы является демпфером ударных волн. Таким образом, наиболее эффективным при ударно-волновом воздействии является материал с наименьшим содержанием связующего. Однако после волнового разрушения части слоя материала, при физическом проникновении осколка, его энергии гасится в зоне энергопоглощающей площади матрицы за счет деформации связующего вдоль волокон, при этом форма энергопоглощающей площади обусловлена взаимной ориентацией волокон. Таким образом повышение эффективности бронезащиты достигается оптимизацией сочетания заданного в более узких пределах оптимального содержания связующего и оптимальной ориентации волокон. Кроме того технический результат заключается в повышении технологичности конструкции броневставки.
Для способа поставленная задача с достижением технического результата решается за счет того, что способ изготовления броневставки для поножей защиты голени и бедра из полимерных композиционных материалов, при котором на оправку наматывают баллистические слои спиральных обоих направлений и кольцевых жгутов из арамидных волокон, пропитанных эластичным синтетическим связующим, приформовывают подложку нетканого материала из арамидных волокон, расчесанных и разрыхленных до извитых мононитей, пропитанного тем же связующим, соединяя ее встык вдоль оправки, затем со стороны, противоположной этому стыку, укладывают обечайку бронеэкрана из высокотвердого материала, например, керамическую, приматывая ее более чем двумя витками нити, на полувитки нитей, перекрывая стык подложки, укладывают аналогичную симметричную обечайку, располагая в зазорах между керамикой легко разрушаемый материал, например, гипс или деревянную рейку, приматывая уже обе обечайки аналогичной нитью, окончательно бронеэкран прижимают сначала спиральным слоем, аналогичным баллистическому, затем кольцевым. Намотку выполняют на оправке радиусом (80±7) мм, при этом спиральные слои выполняют с углом намотки 63°±5°, а заготовку после отверждения и снятия с оправки разрезают на две броневставки по легко разрушаемому материалу.
Поставленная задача с достижением технического результата для устройства решается за счет того, что броневставка для поножей защиты голени и бедра из полимерных композиционных материалов, выполненная в форме желоба, включающая баллистические слои полуспиральных обоих направлений и полукольцевых жгутов из арамидных волокон, пропитанных эластичным синтетическим связующим, обечайку бронеэкрана из высокотвердого материала, например, керамическую, скрепленную с баллистическими слоями с помощью подложки нетканого материала из арамидных волокон, расчесанных и разрыхленных до извитых мононитей, пропитанного тем же связующим, и содержащую более двух полувитков нити, расположенных снаружи обечайки или снаружи и под обечайкой, включающая также наружный противоосколочный экран из полуспиральных и полукольцевых жгутов, аналогичных баллистическим. Желоб выполнен с радиусом внутренней поверхности (80±7) мм, а полуспиральные баллистические слои выполнены с углом намотки 63°±5°.
Отличительными признаками способа являются следующие признаки:
- на оправку наматывают баллистические слои спиральных обоих направлений и кольцевых жгутов из арамидных волокон, пропитанных эластичным синтетическим связующим - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, повышения производительности формирования бронепакета за счет применения более прогрессивной намотки;
- приформовывают подложку нетканого материала из арамидных волокон, расчесанных и разрыхленных до извитых мононитей, пропитанного тем же связующим, соединяя ее встык вдоль оправки - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, повышения технологичности крепления бронеэкрана из высокотвердого материала за счет применения упруго деформируемой пропитанной подложки;
- со стороны, противоположной этому стыку, укладывают обечайку бронеэкрана из высокотвердого материала, например, керамическую, приматывая ее более чем двумя витками нити - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, повышения технологичности крепления бронеэкрана из высокотвердого материала за счет технологической его фиксации подматыванием витками нитей;
- на полувитки нитей, перекрывая стык подложки, укладывают аналогичную симметричную обечайку, приматывая уже обе обечайки аналогичной нитью - признаки существенные, предусматривают наличие, новую последовательность выполнения операций и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, повышения технологичности крепления бронеэкрана из высокотвердого материала за счет технологической его фиксации подматыванием витками нитей;
- окончательно бронеэкран прижимают сначала спиральным слоем, аналогичным баллистическому, затем кольцевым - признаки существенные, предусматривают наличие новых операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, повышения технологичности крепления бронеэкрана из высокотвердого материала за счет последующего поджатая с целью заполнения клеящим связующим мест склейки, исключения перекоса бронеэкрана и выдавливания этого связующего;
- намотку выполняют на оправке радиусом (80±7) мм, при этом спиральные слои выполняют с углом намотки 63°±5° - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, возможности создания для баллистических слоев оптимального сочетания заданного в более узких пределах оптимального содержания связующего и оптимальной ориентации волокон
Отличительными признаками устройства являются следующие признаки:
- броневставка, включающая баллистические слои полуспиральных обоих направлений и полукольцевых жгутов из арамидных волокон, пропитанных эластичным синтетическим связующим - признаки существенные, предусматривают наличие новых элементов, новое взаимное расположение элементов, направлены на решение поставленной задачи с достижением технического результата, повышения технологичности конструкции за счет применения более производительной намотки;
- обечайку бронеэкрана, скрепленную с баллистическими слоями с помощью подложки нетканого материала из арамидных волокон, расчесанных и разрыхленных до извитых мононитей, пропитанного тем же связующим - признаки существенные, предусматривают наличие новых элементов, новое взаимное расположение элементов, направлены на решение поставленной задачи с достижением технического результата, повышения надежности работы броневставки за счет повышения надежности крепления бронеэкрана и повышения технологичности конструкции за счет повышения технологичности крепления этого бронеэкрана;
- содержащую более двух полувитков нити, расположенных снаружи обечайки или снаружи и под обечайкой - признаки существенные, предусматривают наличие новых элементов, новое взаимное расположение элементов, направлены на решение поставленной задачи с достижением технического результата, повышения технологичности конструкции за счет повышения технологичности крепления бронеэкрана;
- включающая также наружный противоосколочный экран из полуспиральных и полукольцевых жгутов, аналогичных баллистическим - признаки существенные, предусматривают наличие новых элементов, новое взаимное расположение элементов, направлены на решение поставленной задачи с достижением технического результата, повышения технологичности конструкции за счет повышения технологичности крепления бронеэкрана, а также повышения надежности работы броневставки за счет повышения степени защиты от вторичных воздействий (разлета наружу осколков керамики бронеэкрана);
- желоб выполнен с радиусом внутренней поверхности (80±7) мм, а полуспиральные баллистические слои выполнены с углом намотки 63°±5° -признаки существенные, предусматривают наличие новых элементов, новое взаимное расположение элементов, направлены на решение поставленной задачи с достижением технического результата, повышения эффективности бронезащиты за счет оптимизации сочетания заданного в более узких пределах оптимального содержания связующего и оптимальной ориентации волокон.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники и аналогами. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению надежности работы броневставки без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствию критерию «изобретательский уровень».
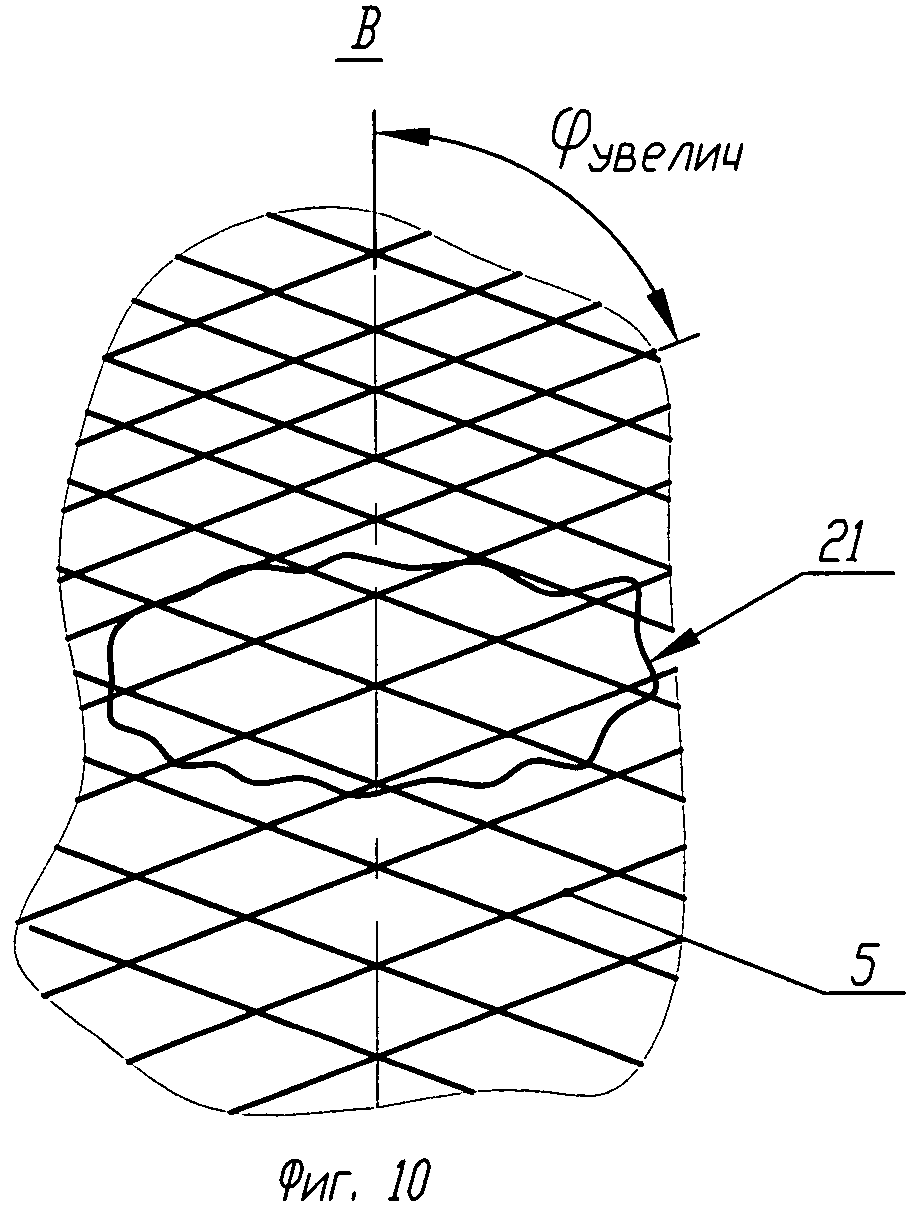
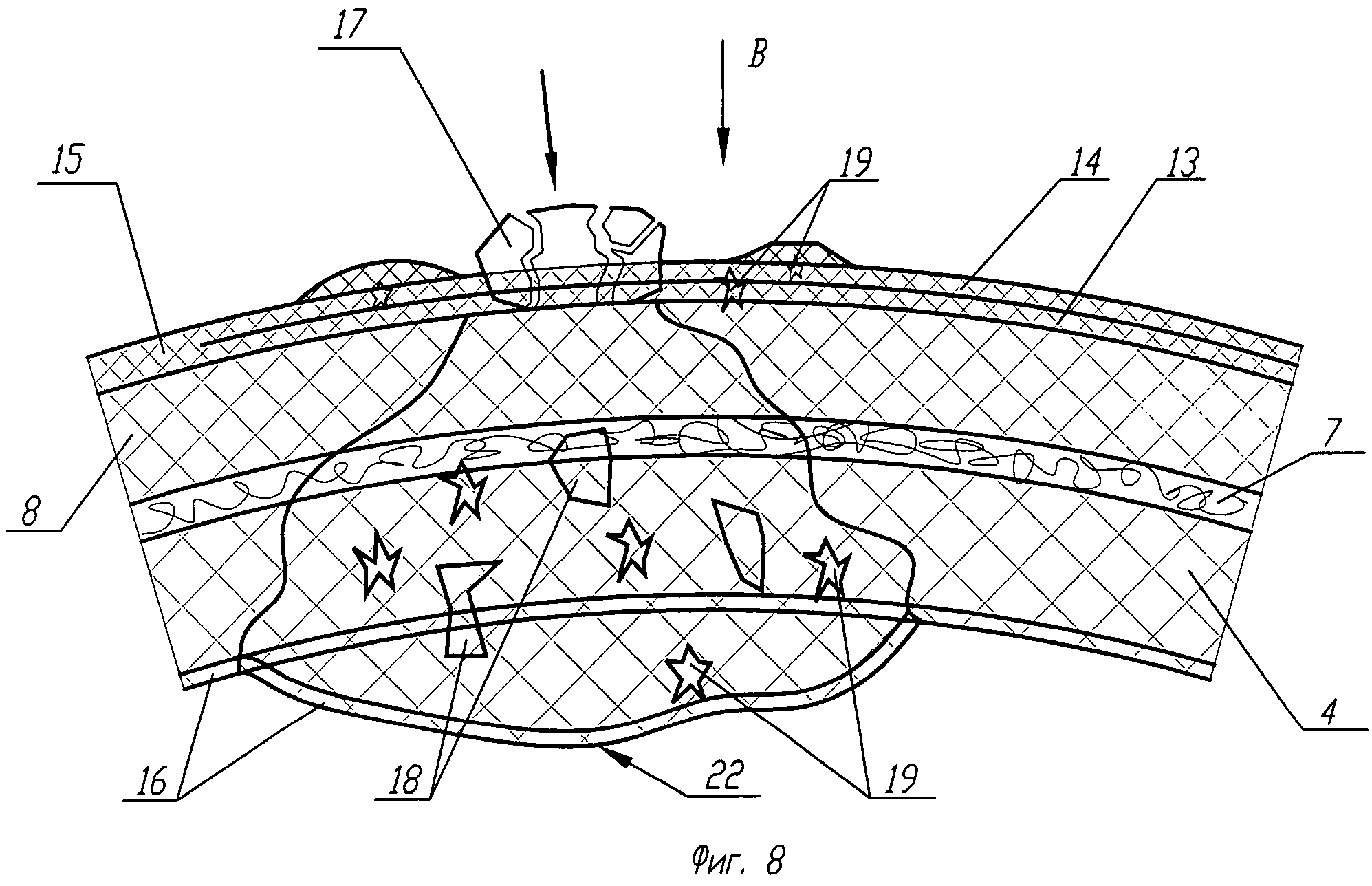
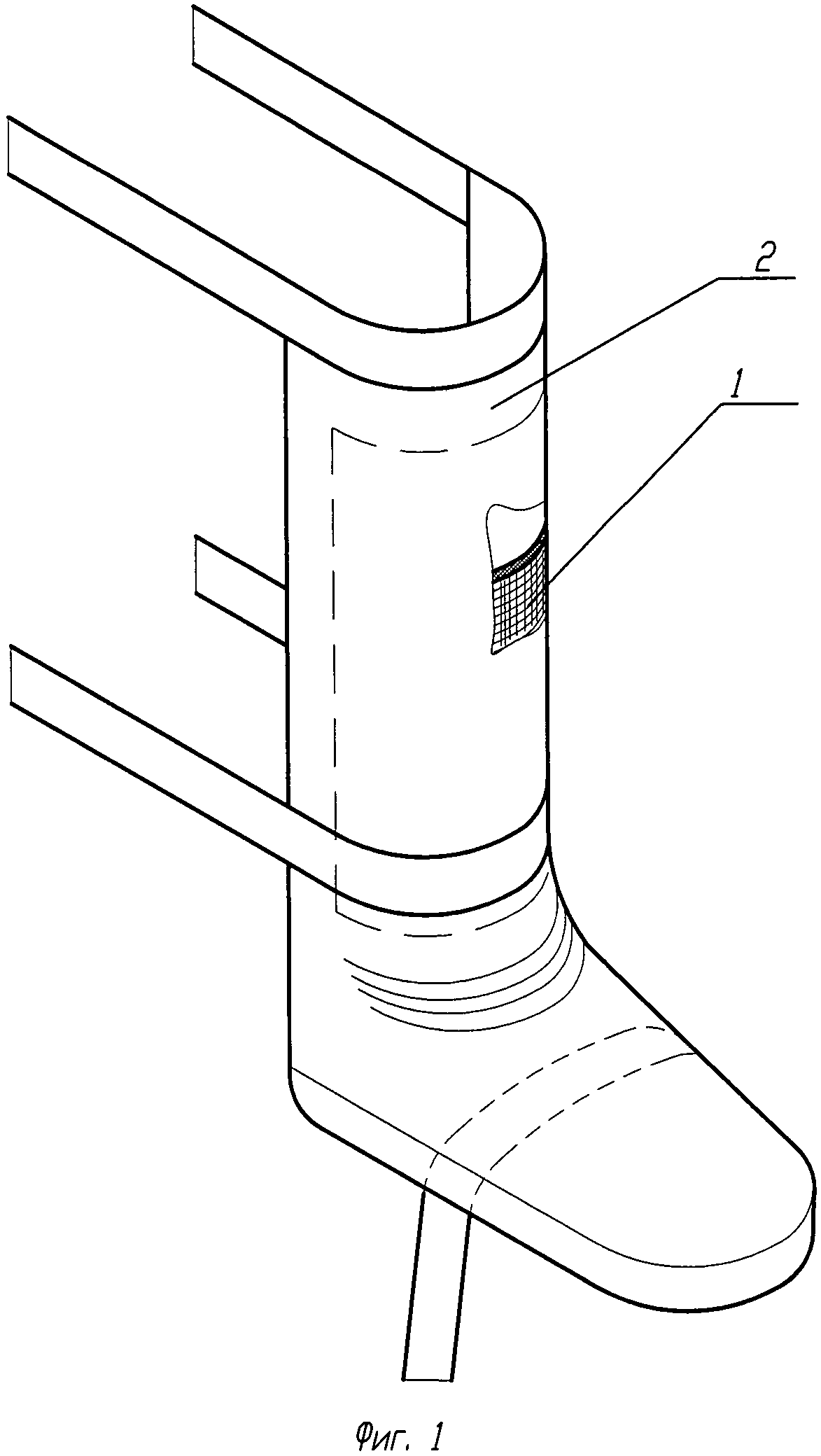
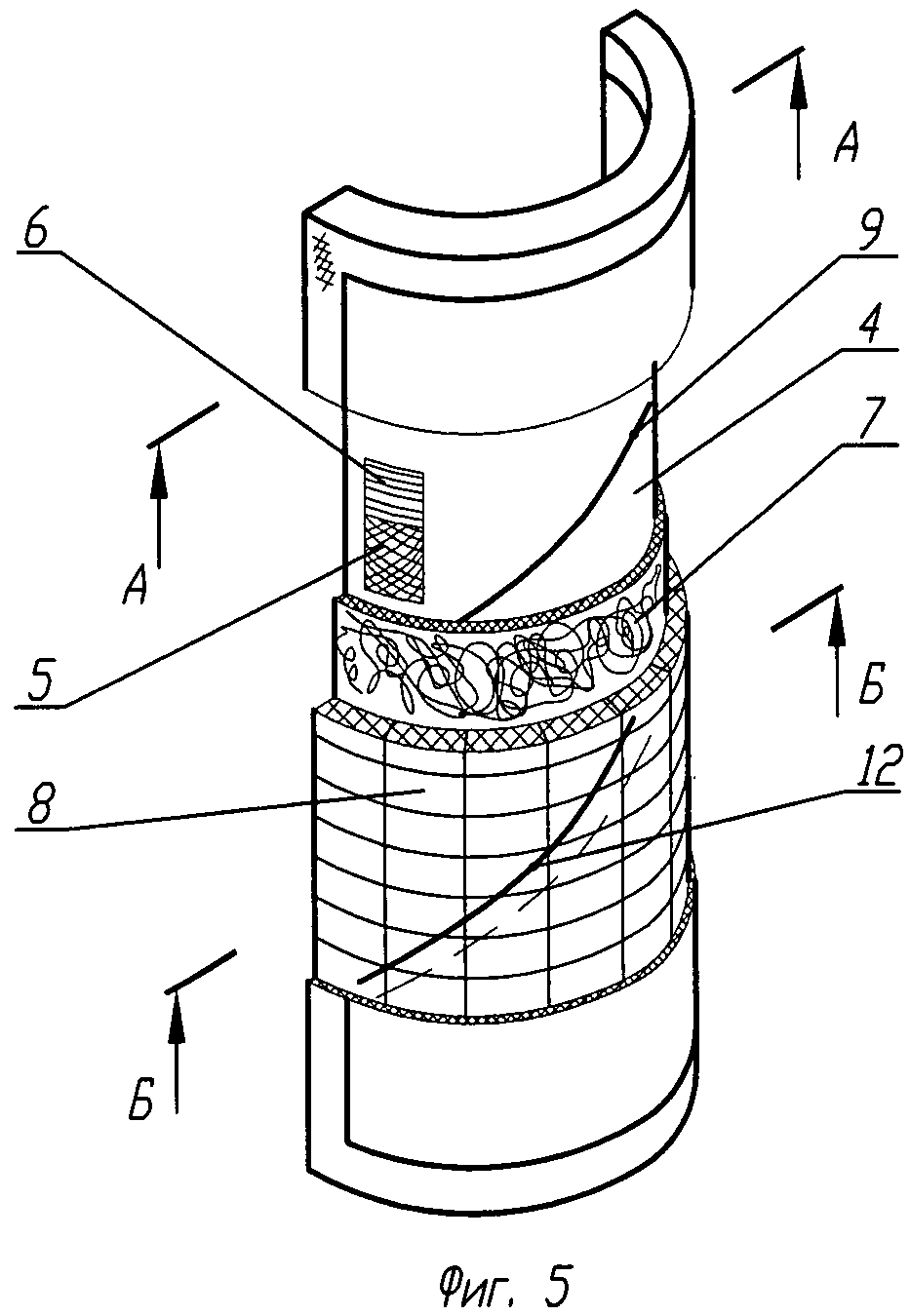
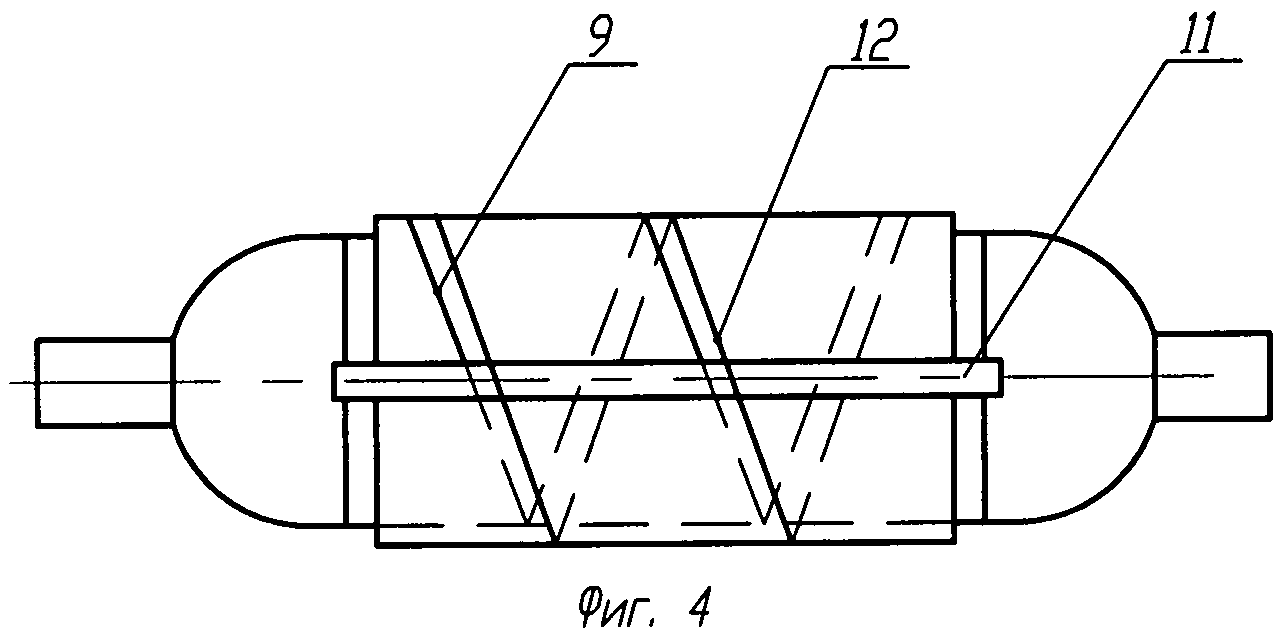
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид поножей с броневставкой, на фиг.2 - способ намотки спиральных жгутов баллистических слоев, на фиг.3, 4 - способ закрепления бронеэкрана, на фиг.5 - общий вид броневставки, на фиг.6, 7 - поперечные сечения броневставки, на фиг.8 - работа броневставки, на фиг.9, 10 - зоны энергопоглощающей площади матрицы.
Способ изготовления броневставки 1 для поножей 2 защиты голени и бедра из полимерных композиционных материалов, при котором на оправку 3 наматывают баллистические слои 4 спиральных 5 обоих направлений и кольцевых 6 жгутов из арамидных волокон, пропитанных эластичным синтетическим связующим, приформовывают подложку 7 нетканого материала из арамидных волокон, расчесанных и разрыхленных до извитых мононитей, пропитанного тем же связующим, соединяя ее встык вдоль оправки 3, затем со стороны, противоположной этому стыку, укладывают обечайку бронеэкрана 8 из высокотвердого материала, например, керамическую, приматывая ее более чем двумя витками нити 9, на полувитки нитей 9, перекрывая стык подложки 7, укладывают аналогичную симметричную обечайку 10, располагая в зазорах между керамикой легко разрушаемый материал 11, например, гипс или деревянную рейку, приматывая уже обе обечайки аналогичной нитью 12, окончательно бронеэкран 8 прижимают сначала спиральным слоем 13, аналогичным баллистическому, затем кольцевым 14. Намотку выполняют на оправке радиусом R=(80±7) мм, при этом спиральные слои выполняют с углом намотки φ=63°±5°, а заготовку после отверждения и снятия с оправки 3 разрезают на две броневставки 1 по легко разрушаемому материалу 11.
Броневставка 1 для поножей 2 защиты голени и бедра из полимерных композиционных материалов, выполненная в форме желоба, включающая баллистические слои 4 полуспиральных 5 обоих направлений и полукольцевых 6 жгутов из арамидных волокон, пропитанных эластичным синтетическим связующим, обечайку бронеэкрана 8 из высокотвердого материала, например, керамическую, скрепленную с баллистическими слоями 4 с помощью подложки 7 нетканого материала из арамидных волокон, расчесанных и разрыхленных до извитых мононитей, пропитанного тем же связующим, и содержащую более двух полувитков нити 9, расположенных снаружи обечайки (9, 12) или снаружи (12) и под обечайкой (9), включающая также наружный противоосколочный экран 15 из полуспиральных 13 и полукольцевых 14 жгутов, аналогичных баллистическим. Желоб выполнен с радиусом внутренней поверхности R=(80±7) мм, а полуспиральные баллистические слои выполнены с углом намотки φ=63°±5°.
Пример конкретного исполнения способа заключается в том, что при намотке спиральных жгутов 5 баллистических слоев 4 с углом намотки φ=63°, их удельное давление на ранее намотанный материал определяется по формуле:  , где Т=16 кгс - сила натяжения ленты жгутов, R=8 см - радиус оправки, Н=0,8 см - ширина ленты жгутов, и составляет ≈ 2 кгс/см2, обеспечивая ≈ 32% массовой доли связующего в материале. При дальнейшем увеличении угла намотки, удельное давление пропорционально Sin2 φ и возрастает незначительно. Намотку баллистических слоев 4 осуществляют по следующей схеме: 4 двойных спиральных слоя +1 кольцевой слой +4 двойных спиральных слоя+1 кольцевой слой. Жгуты пропитывают эластичным связующим на основе полиуретана СКУ - М. Обечайки бронеэкрана 8 изготавливают предварительно, склеивая их из ячеек керамики клеем на основе полиуретана СКУ - М. Пред намоткой спирально-кольцевых баллистических слоев 4 на оправку 3 укладывают три слоя арамидной ткани 16, пропитанной связующим на основе полиуретана СКУ - М. Представленный пример конкретного исполнения способа обеспечивает максимальную эффективность работы броневставки при защите от высокоскоростных осколков, являющихся основными поражающими элементами для заявляемых поножей, что подтверждено исследованиями на предприятии-Заявителе.
, где Т=16 кгс - сила натяжения ленты жгутов, R=8 см - радиус оправки, Н=0,8 см - ширина ленты жгутов, и составляет ≈ 2 кгс/см2, обеспечивая ≈ 32% массовой доли связующего в материале. При дальнейшем увеличении угла намотки, удельное давление пропорционально Sin2 φ и возрастает незначительно. Намотку баллистических слоев 4 осуществляют по следующей схеме: 4 двойных спиральных слоя +1 кольцевой слой +4 двойных спиральных слоя+1 кольцевой слой. Жгуты пропитывают эластичным связующим на основе полиуретана СКУ - М. Обечайки бронеэкрана 8 изготавливают предварительно, склеивая их из ячеек керамики клеем на основе полиуретана СКУ - М. Пред намоткой спирально-кольцевых баллистических слоев 4 на оправку 3 укладывают три слоя арамидной ткани 16, пропитанной связующим на основе полиуретана СКУ - М. Представленный пример конкретного исполнения способа обеспечивает максимальную эффективность работы броневставки при защите от высокоскоростных осколков, являющихся основными поражающими элементами для заявляемых поножей, что подтверждено исследованиями на предприятии-Заявителе.
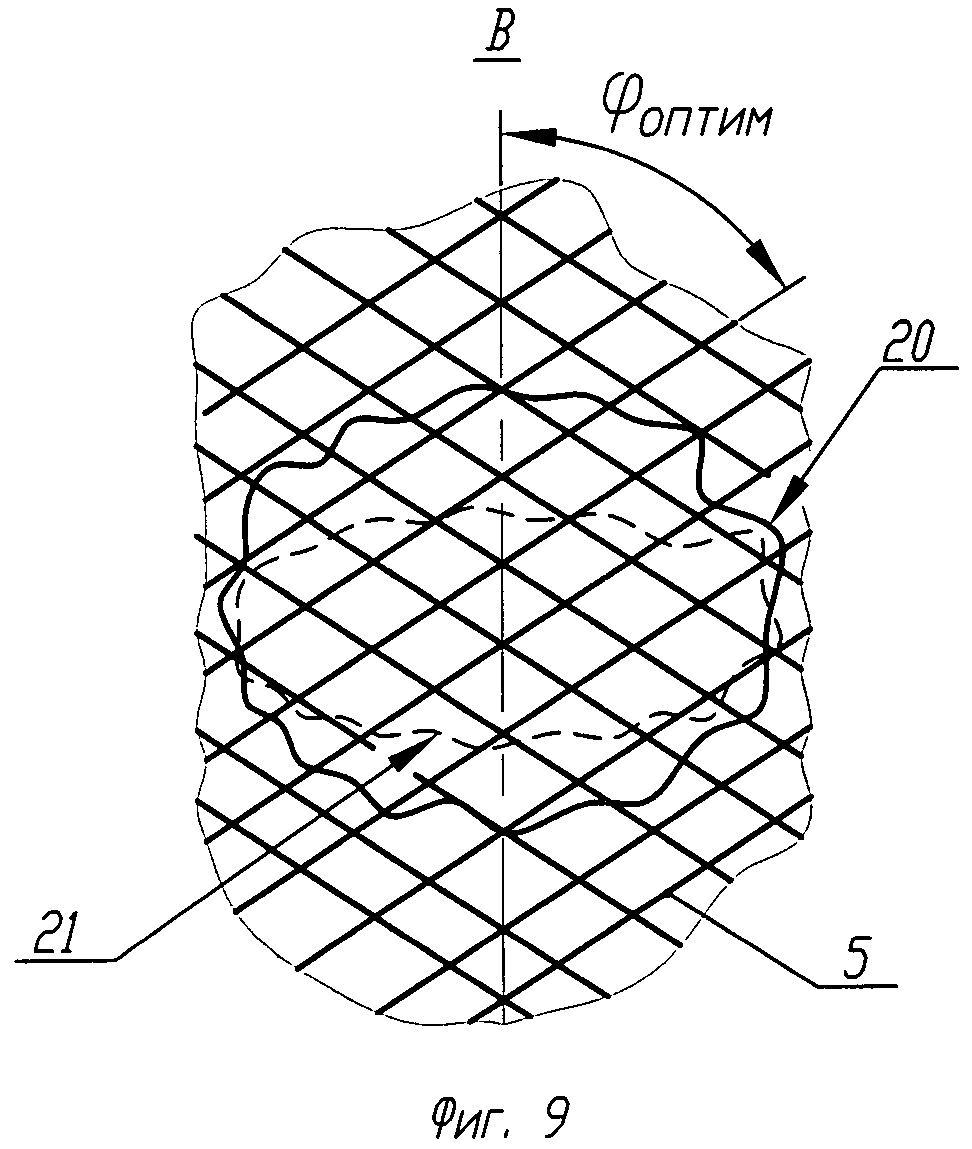
Работает броневставка 1 следующим образом. При взаимодействии поражающего осколка 17 с броневставкой пробивается противоосколочный экран 15, разбивается бронеэкран 8. При ударно-волновом воздействии на подложку 7 и баллистические слои 4 в их связующей матрице проходят волны растягивающих и сжимающих напряжений с разрушением материала в зоне критических напряжений, при этом армирующие арамидные волокна являются демпферами волн напряжений. Таким образом снижение содержания связующего (при увеличении угла намотки φ) увеличивает эффективность работы баллистических слоев 4 при ударно-волновом воздействии поражающих элементов (осколков 17). При дальнейшем проникновении разбитых частей 18 осколка 17 и осколков керамики 19, они тормозятся неразорванными арамидными волокнами с вытягиванием последних из матрицы с упругой деформацией эластичного материала последней вдоль этих волокон в зоне энергопоглощающей площади матрицы, причем энергопоглощающая площадь 20 матрицы при оптимальном угле намотки φоптим=63°±5° превышает плошадь 21 при увеличенном угле φувелич, то есть при оптимальном угле намотки разбитые части 18 осколка 17 и осколки керамики 19 тормозятся за счет амортизирующих свойств матрицы в зоне энергопоглощающей площади 20 и останавливаются перед слоями арамидной ткани 16 с образованием запреградного выступа 22. Наружным противоосколочным экраном 15 останавливаются элементы вторичного воздействия - осколки керамики 19. Таким образом при оптимальном угле намотки баллистических спиральных слоев 5 φоптим=63°±5 достигается эффективная работа броневставки 1 при ударно-волновом воздействии высокоскоростного поражающего элемента (осколка 17 со скоростью >700 м/сек), дальнейшее увеличение угла намотки повышает эффективность незначительно, а пробитие при физическом проникновении с малыми скоростями в конце торможения частей 18 осколка 17 и осколков керамики 19 значительно возрастает из-за сужения энергопоглощающей площади 20 матрицы. Величина φоптим при заявленных геометрических параметрах и особенностях способа изготовления и конструкции броневставки 1 подтверждена проведенными на предприятии-Заявителе исследованиями.
Таким образом, использование изобретений позволит создать броне-втавку с повышенной надежностью работы, что и подтверждает их использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний поножей с броневставками, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим, новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
Броне-теплозащитный комбинезон
Способ изготовления криволинейной спицы сетчатой структуры из композиционных материалов и криволинейная спица сетчатой структуры из композиционных материалов
Способ изготовления штурмовой складной лестницы-трапа из композиционных материалов и штурмовая складная лестница-трап из композиционных материалов
Способ изготовления бронированной кабины автомобиля из полимерных композиционных материалов и бронированная кабина автомобиля из полимерных композиционных материалов
Облегченная штурмовая лестница из композиционных материалов и способ изготовления облегченной штурмовой лестницы из композиционных материалов
Щуп для разминирования из полимерных композиционных материалов и способ изготовления щупа для разминирования из полимерных композиционных материалов
Способ изготовления броневставок для термозащитного контейнера из полимерных композиционных материалов и броневставки для термозащитного контейнера из полимерных композиционных материалов
Бронешлем с регулируемой системой головного крепления
Способ изготовления бронешлема из слоистых полимерных композитов и бронешлем из слоистых полимерных композитов
Способ изготовления съёмной бронезащиты экипажа вертолёта из полимерных композитов и съёмная бронезащита экипажа вертолёта из полимерных композитов
Броне-теплозащитный комбинезон
Способ изготовления криволинейной спицы сетчатой структуры из композиционных материалов и криволинейная спица сетчатой структуры из композиционных материалов
Способ изготовления штурмовой складной лестницы-трапа из композиционных материалов и штурмовая складная лестница-трап из композиционных материалов
Способ изготовления бронированной кабины автомобиля из полимерных композиционных материалов и бронированная кабина автомобиля из полимерных композиционных материалов
Облегченная штурмовая лестница из композиционных материалов и способ изготовления облегченной штурмовой лестницы из композиционных материалов
Щуп для разминирования из полимерных композиционных материалов и способ изготовления щупа для разминирования из полимерных композиционных материалов
Способ изготовления броневставок для термозащитного контейнера из полимерных композиционных материалов и броневставки для термозащитного контейнера из полимерных композиционных материалов
Бронешлем с регулируемой системой головного крепления
Способ изготовления бронешлема из слоистых полимерных композитов и бронешлем из слоистых полимерных композитов
Способ изготовления съёмной бронезащиты экипажа вертолёта из полимерных композитов и съёмная бронезащита экипажа вертолёта из полимерных композитов

