Результат интеллектуальной деятельности: ПЛАСТИНА РАФИНЕРА С ПОСТЕПЕННО ИЗМЕНЯЮЩЕЙСЯ ГЕОМЕТРИЕЙ
Вид РИД
Изобретение
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Связанная заявка
Данное изобретение испрашивает приоритет по заявке U.S. provisional patent application 61/701825, зарегистрированной 17 сентября 2012 г., которая полностью включена в данный документ в виде ссылки.
Область техники
Настоящее изобретение относится к вращающейся пластине рафинера с рисунком ножей и канавок, создающим непрерывную зону перехода, проходящую от площади вблизи внутреннего участка пластины или сегмента (или сектора) пластины вблизи зоны ножей дробления к площади вблизи периферии пластины или сегмента (или сектора) пластины.
Уровень техники
Обычные пластины рафинера обычно содержат, по существу, кольцевую внутреннюю зону, отличающуюся очень грубыми ножами и канавками, где подаваемый материал уменьшается в размере и ему сообщается радиальная составляющая перемещения (от оси вращения пластины рафинера к периферии) без существенного размола. Данная зона называется зоной ножей дробления. Вторая кольцевая наружная зона принимает материал из первой зоны и выполняет относительно грубый размол на своем внутреннем участке, за которым следует более высокая степень размола на наружном участке. Данная наружная зона известна как зона размола.
Зоны размола обычных пластин рафинера, в общем, имеют одну или более четко выделенных, по существу, кольцевых зон размола, каждую, имеющую свою собственную конфигурацию ножей и канавок, с плотностью рисунка ножей, увеличивающейся от самой близкой к центру зоны (площади подачи) к самой дальней от центра зоне (площади выхода). Между каждой зоной размола есть зона перехода. Зоны перехода обычно выглядят круглыми или кольцевыми или распределяются как дуги относительно оси вращения. Зоны перехода могут также включать в себя различные формы и конфигурации, такие как в форме буквы Z, раскрытая в патенте US № 5383617, в форме буквы V или в форме буквы W. Даже когда зона перехода распределена по некоторой площади, образцы обычных пластин рафинера, в общем, имеют отдельные зоны размола с относительно постоянным конструктивным исполнением ножей и канавок и, в некотором роде, ограничительные зоны перехода между отдельными зонами размола. Хотя пластины рафинера могут быть или не быть сегментированы, их обычно выполняют из множества сегментов или секторов, расположенных бок о бок (поперечно) или по кольцевой схеме расположения на поверхности диска, с зонами перехода, часто симметричными на каждой стороне радиально проходящей центральной оси на каждом сегменте или секторе.
Пластины рафинера используются много лет для разделения дерева на отдельные волокна, а также для переработки данных волокон в подходящие для изготовления бумаги или картона волокна. Потребление энергии для технологического процесса является очень высоким, и предпринимаются усилия по уменьшению энергопотребления для размола дерева в подходящее для изготовления бумаги волокно. Большинство попыток уменьшения энергопотребления дает в результате неприемлемое ухудшение свойств и снижение качества произведенного волокна.
Выполнялись лабораторные эксперименты с использованием комбинации датчиков усилия и температуры на различных моделях пластин рафинера. Обнаружено, что самым значительным вредным фактором, влияющим как на энергопотребление, так и на качество волокон является рисунок на пластине рафинера, который приводит к радиально неравномерному распределению заполнения волокном. Данное означает, что заполнение волокном имеет меняющуюся толщину на поверхности пластины рафинера, в особенности, при перемещении в радиальном направлении от внутренней кромки к наружной кромке. Другими словами, неприемлемыми рисунками для получения оптимального энергопотребления и качества волокон являются такие, которые приводят к увеличенному скоплению волокон в данном радиальном месте. Увеличенные радиальные скопления, в общем, связаны с местами, где рисунок ножей и канавок изменяется, в общем, от более грубого рисунка на впуске до более мелкого рисунка к периферии, или в некоторых случаях с неудовлетворительным радиальным распределением перемычек, ограничивающих поток в канавках.
Для оптимизации показателей работы по размолу необходимо полное использование поверхности размола пластины. Для этого требуется постепенное уменьшение ширины ножей и канавок от площади подачи (обычно внутренняя площадь) к площади выхода. Такая конфигурация делает пластину рафинера более подходящей для комбинации режима естественной подачи рафинера (увеличенная удерживающая способность в площади подачи) и постепенного уменьшения размера частиц, превращающихся из древесной щепы в пучки волокон и затем в отдельные волокна.
В обычных геометрических формах ножей и канавок, используемых в рисунке пластины рафинера, а именно в зонах перехода, создаются области, где исходный материал задерживается и дает в результате большое скопление волокон. Кроме того, большое скопление волокон на одной площади приводит к чрезмерному размолу и нежелательной резке волокон. Зоны между площадями чрезмерного размола используются с уменьшенным кпд, поскольку низкое или неадекватное скопление волокон не обеспечивает надлежащего использования потребляемой мощности.
В прежних попытках исключения нарастания волокон, обусловленного конфигурацией зоны перехода, применяли конструктивные исполнения с ножами и канавками, сходящимися к периферии зоны размола. Данные конструктивные исполнения со сходящимися ножами и канавками, вместе с тем, создают закупоривание при продавливании подаваемого материала в сходящихся каналах. Данные конструктивные исполнения также приводят к выполнению рисунков с более широкими углами ножей для перекачки и удержания относительно линии, проходящей поперечно через сегмент или сектор пластины рафинера, давая менее гомогенное заполнение по поверхности пластины рафинера, а также неравномерный размол вследствие более удлиненного и укороченного времени удерживания некоторых частей материала в зоне размола.
Соответственно, требуется создание пластины рафинера с улучшенным конструктивным исполнением без специфических мест радиального перехода между зонами размола для исключения радиального нарастания волокон, удобной в эксплуатации и производящей надлежащие волокна стабильного качества с низким уровнем энергопотребления. Дополнительно требуется создание пластины рафинера с улучшенным конструктивным исполнением рисунка ножей и канавок, который становится постепенно мельче от оси вращения к периферии пластины, что дополнительно способствует исключению отрицательного воздействия нарастания волокон на работу и качество волокон. Также требуется создание конструктивного исполнения с сужениями в пластине рафинера, например, с перемычками, которые должны распределяться равномерно в радиальном направлении для дополнительной минимизации нарастания волокон без отрицательных последствий. На решение данных и других задач направлено настоящее изобретение.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Кратко, вариант осуществления настоящего изобретения содержит, в общем, проходящую по спирали, непрерывную зону перехода, которая проходит от площади вблизи внутреннего участка пластины (площади подачи), вблизи площади ножей дробления, и проходит к площади вблизи периферии пластины (площади выхода). Наружный участок или периферийная кромка сегмента пластины, являющегося сектором всей собранной круглой пластины, образует первую дугу. Внутренний участок сегмента пластины образует вторую дугу уменьшенной длины. Первая дуга и вторая дуга сегмента пластины являются параллельными дугами. Линии, проходящие параллельно дугам около всей собранной пластины, должны образовывать концентрические окружности. С использованием данной концепции другие параллельные дуги, прочерченные между первой и второй дугами сегмента пластины (поперек сегмента или сектора пластины от левой стороны к правой стороне), должны пересекать непрерывную зону перехода, по меньшей мере, один раз. При использовании в данном документе “параллельная дуга” означает дугу, прочерченную параллельно первой и второй дугам, образованным наружной и внутренней кромками. Каждая точка параллельной дуги, прочерченной вдоль поверхности сегмента пластины, находится на одинаковом расстоянии от центра вращения пластины. Соответственно, часть зоны перехода может находиться на любой параллельной дуге, прочерченной с пересечением любой радиальной площадки в площади размола сегмента пластины рафинера. Площадь размола содержит площадь сегмента пластины рафинера, проходящую от конца секции ножей дробления, ближайшей к наружной периферии, к периферии зоны размола. В результате создаются несколько полос относительно коротких зон размола, которые, в общем, проходят под углом относительно наружной периферии сегмента или сектора пластины рафинера. Угол перехода образуется пересечением касательной к зоне перехода и радиальной линии. Радиальная линия является линией, перпендикулярной к наружной периферии и проходящей через центральную точку пластины (центр вращения). Видимые полосы, таким образом, созданные зонами размола между непрерывной и, в общем, проходящей по спирали зоной перехода, могут иметь постоянную ширину, или ширина может изменяться от самой удаленной от центра части полосы (относительно радиального местоположения на пластине рафинера) до самой ближней к центру части полосы. При использовании в данном документе “радиальное местоположение” означает любую точку вдоль радиальной линии, прочерченной на сегменте пластины.
Зона перехода согласно настоящему описанию может являться четко выделенным разрывом между ножом и канавкой одного размера и ножом и канавкой другого размера или может принимать форму перемычки, причем как перемычки, расположенной у всей поверхности (на одном уровне с верхом ножей), так и на уровне между верхом ножей и дном канавок, или может также быть образована одним или более соединениями концов ножей между двумя смежными зонами. Кроме того, непрерывная зона перехода, раскрытая в данном документе, в общем установлена под углом 20°-85° (предпочтительно 30°-80°) между касательной к зоне перехода и радиальной линией. Точнее, зона перехода располагается под углом между 30° и 80° относительно радиальной линии, проходящей через сегмент. Зона перехода может создавать видимую кривую линию или прямую линию, или комбинацию кривых и прямых линий.
Согласно настоящему изобретению площадь перехода распределяется по поверхности зоны размола пластины рафинера, в общем, в форме спирали. В идеале, местоположение зоны перехода является одинаковым на обеих кромках сегмента пластины рафинера, так что когда создается завершенное кольцо сегментов или секторов при установке сегментов или секторов бок о бок на диске рафинера, зоны перехода, по существу, стыкуются, образуя непрерывный, по существу спиральный путь от периферии пластины или места вблизи нее к оси вращения. В другом варианте осуществления зона перехода распределяется в комбинации линий, образующих по существу спиральную форму, перекрывающую зону размола пластины рафинера, смонтированную из сегментов пластины рафинера, приблизительно от наружного радиуса сегмента пластины рафинера приблизительно до внутренней дуги сегмента пластины рафинера. В других вариантах осуществления зона перехода распределяется по кривой, образующей, по существу, спиральную форму, перекрывающую, по меньшей мере, 50%, или, по меньшей мере, 60%, или, по меньшей мере, 75% поверхности зоны размола пластины рафинера. Хотя это является предпочтительным вариантом осуществления данного изобретения, зоны перехода, которые не стыкуются из одного сектора в следующий, относятся к сущности данного изобретения, если зона перехода является, по существу, равномерно распределенной радиально поперек каждого сегмента.
В любой точке на зоне перехода ножи и канавки в направлении к оси вращения пластины рафинера укрупняются или их плотность уменьшается (становятся шире и/или увеличиваются интервалы между ними) по сравнению с ножами и канавками в направлении к периферии сегмента пластины рафинера. Другими словами, конфигурация ножей и канавок становится мельче (плотность ножей увеличивается) при перемещении радиально от одной полосы площади размола между двумя зонами перехода к следующей в направлении от оси вращения к периферии пластины. В дополнение к тому, что рисунок ножей и канавок становится мельче при перемещении радиально поперек любой полосы зоны перехода от оси вращения к периферии пластины, также желательно, чтобы такой рисунок становился мельче при перемещении наружу в любой полосе ножей и канавок, расположенной между зонами перехода. Изменение плотности ножей каждой полосы зоны перехода полос может увеличиваться ступенчато или может изменяться постепенно. Такая конфигурация, где рисунок ножей и канавок становится плотнее по зонам перехода, а также в полосе зоны размола, может считаться идеальной, в зависимости от относительного угла и числа полос зон перехода, поскольку изменение от грубого рисунка к мелкому рисунку становится более постепенным в радиальном направлении. Зоны перехода могут быть образованы перемычкой всей поверхности, перемычкой субповерхности, соединяющей концы ножей из каждой зоны, соединенными и частично соединенными концами ножей, четко выделенными разрывами между зонами перехода или их комбинациями.
Результатом данной новой геометрии является то, что ножи больше не являются непрерывными, но имеют разрывы на каждой площади перехода, так что ножи не становятся по одной линии, например перед и после пересечения перемычки. Новая постепенно изменяющаяся геометрия пластины рафинера является применимой ко всем пластинам рафинера, имеющим две или более зон размола, а также для всех известных форм ножей и канавок, включающих в себя, без ограничения этим, прямые ножи, искривленные ножи, рифленые ножи, форму логарифмической спирали и т.д. Пластины также можно использовать в механических рафинерах, включающих в себя, без ограничения этим, фибрилляторы, мельницы для распушки, первичные рафинеры, консистентные рафинеры, рафинеры средней консистенции, рафинеры высокой консистенции, конические рафинеры, однодисковые рафинеры, двухдисковые рафинеры, многодисковые рафинеры и т.д.
В некоторых вариантах осуществления рисунок на пластине выполняется для двухстороннего вращения, и зона перехода может не являться непрерывной от впуска до выпуска, но может являться зеркальной относительно центральной линии в сегменте или секторе, или может образовывать схему с двойной зоной перехода, с пересечениями в виде букв V, W, перевернутых букв V или W, или X-образный рисунок. Данные концепции также должны считаться соответствующими концепции настоящего изобретения. Данные признаки и другие признаки и преимущества настоящего изобретения должны стать яснее специалисту в данной области техники по прочтении следующего подробного описания предпочтительных вариантов осуществления с прилагаемыми на фигурах чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
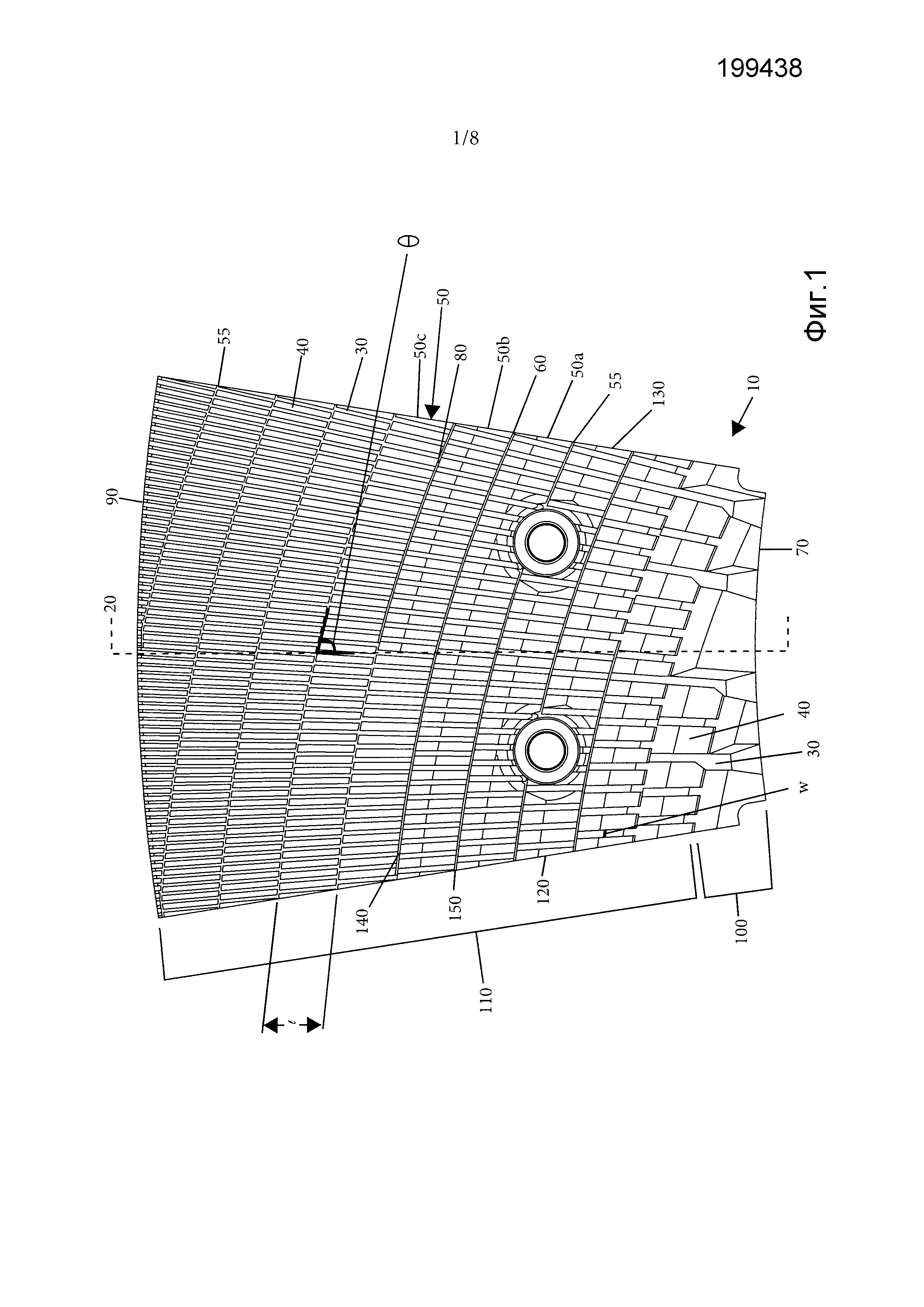
На фиг.1 показан сегмент пластины рафинера с четко выделенными полосами, по существу, постоянной ширины, где каждая полоса, по существу, имеет рисунок с параллельными ножами.
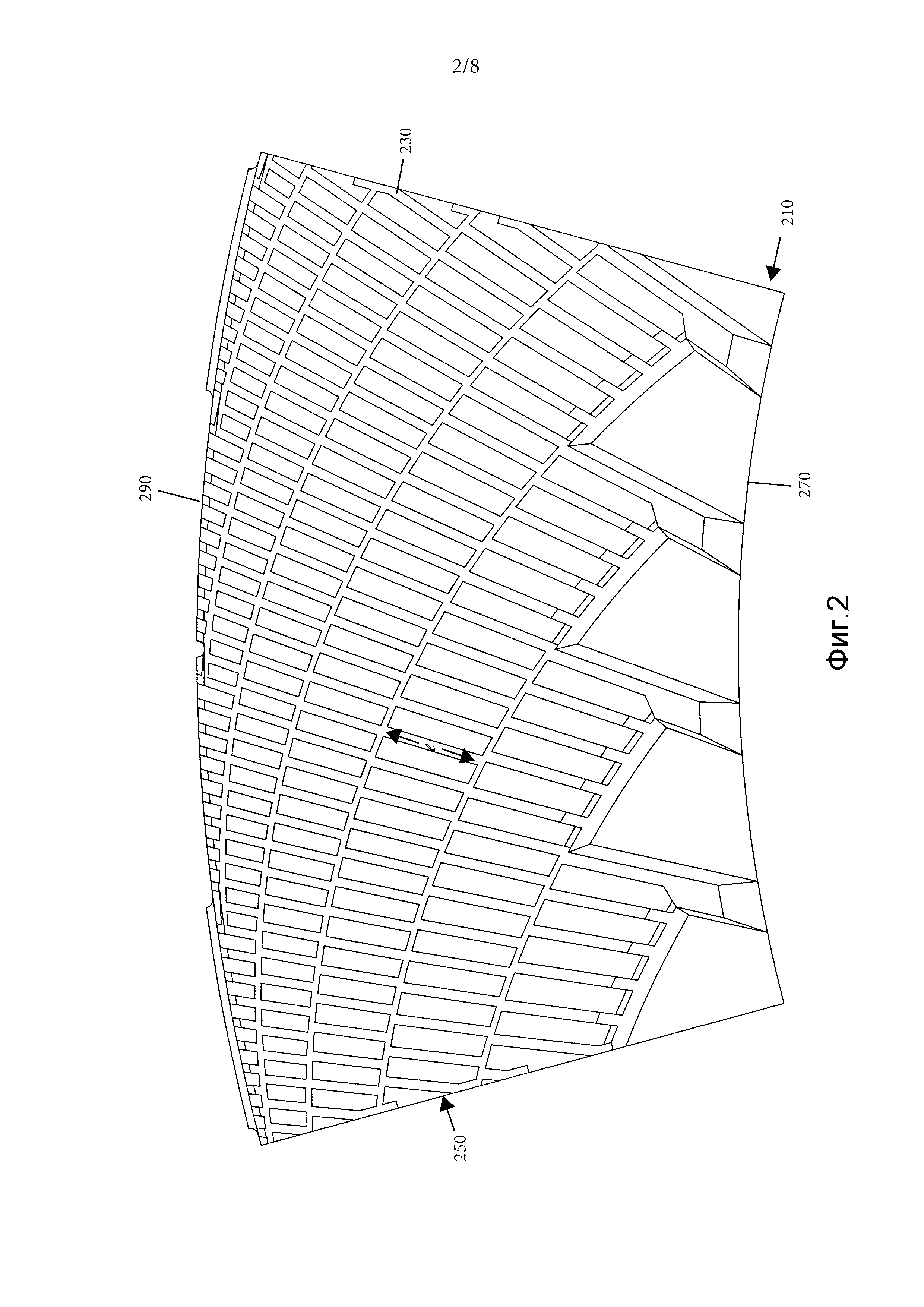
На фиг.2 показан сегмент пластины рафинера с четко выделенными полосами, по существу, изменяющейся ширины, где каждая полоса, по существу, имеет рисунок с параллельными ножами.
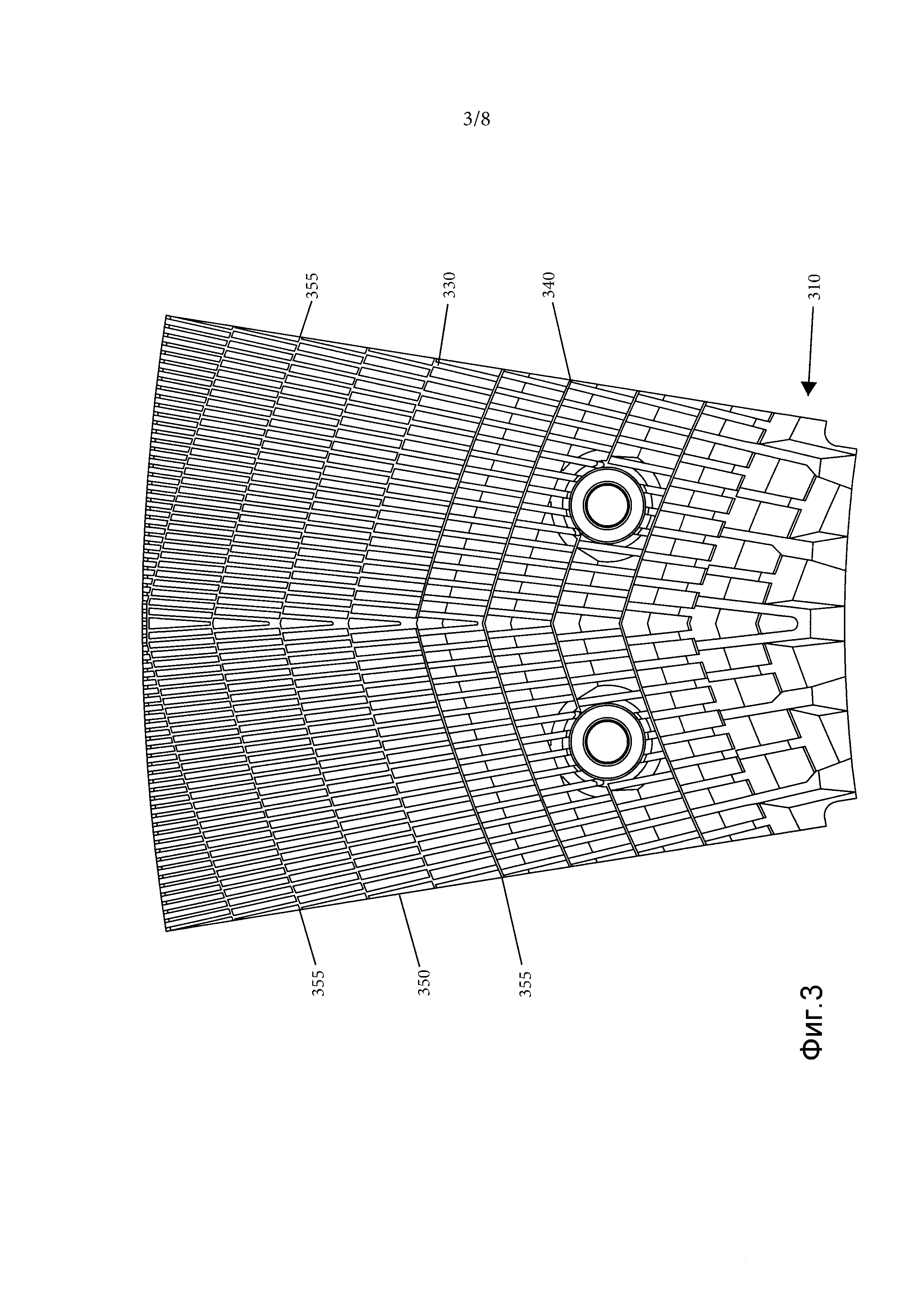
На фиг.3 показан сегмент пластины рафинера с реверсивным вращением и с зонами перехода в форме перевернутой буквы V.
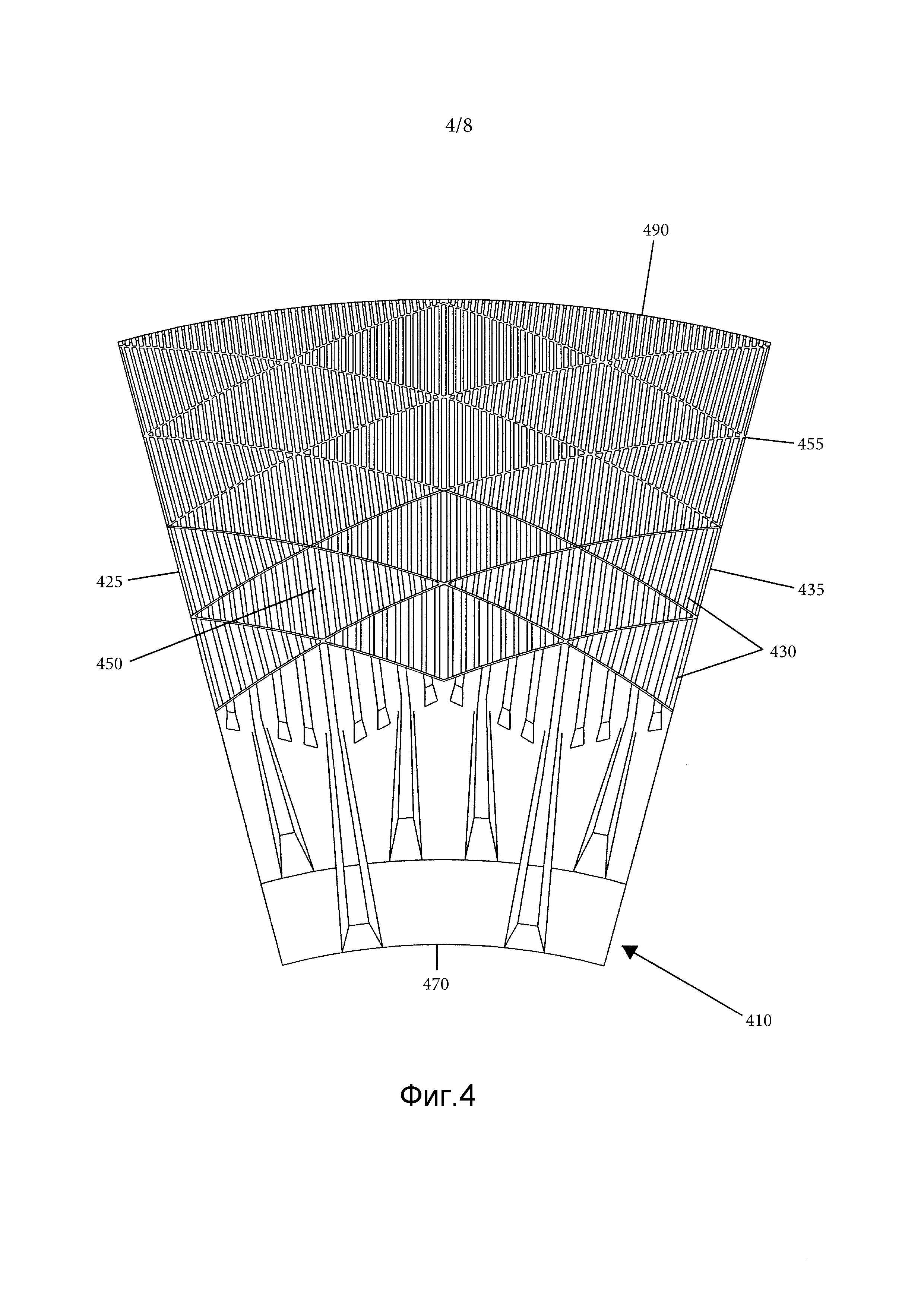
На фиг.4 показан сегмент пластины рафинера с реверсивным вращением, где ножи установлены образующими X-образную форму зоны перехода.
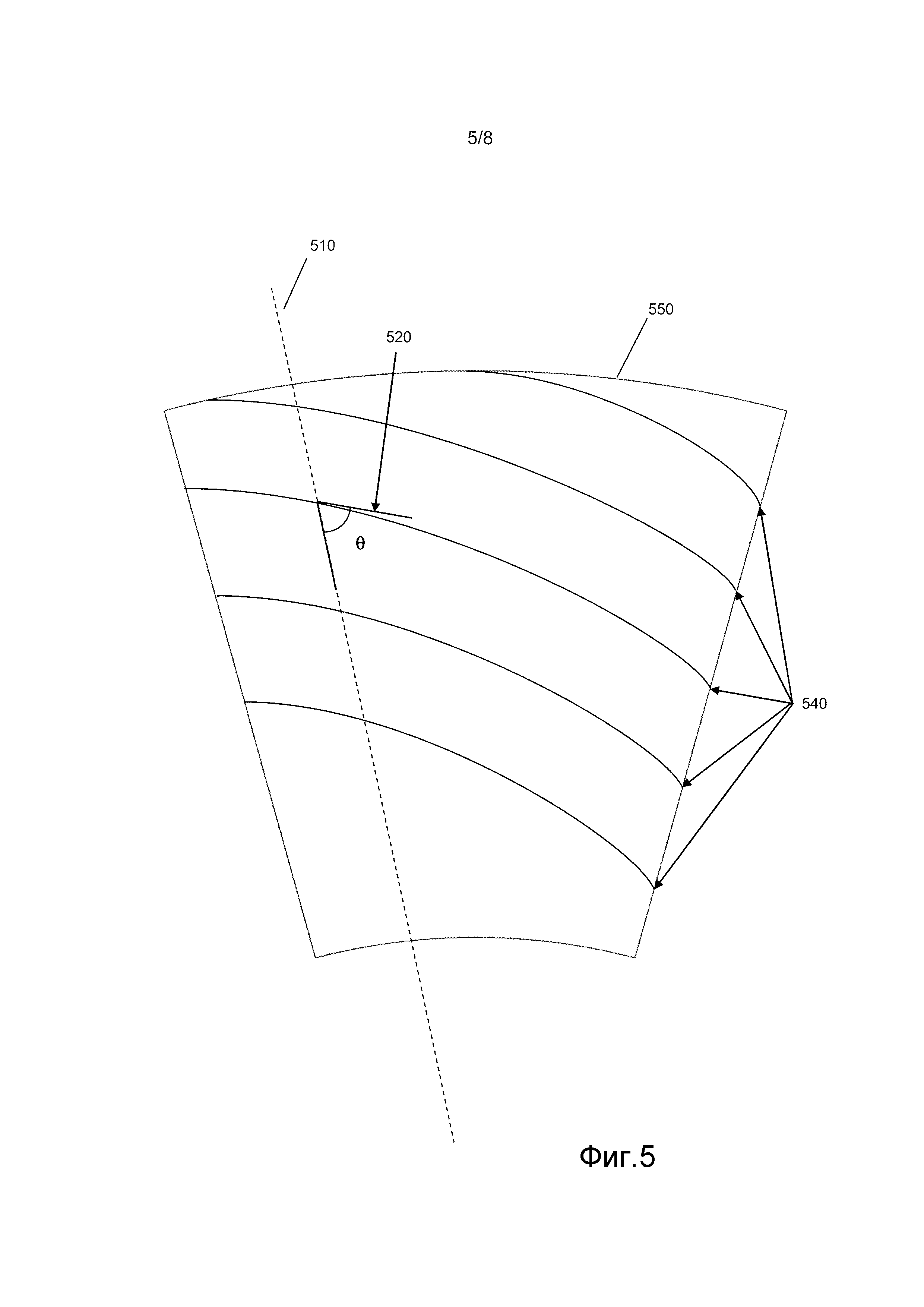
На фиг.5 показаны зоны перехода сегмента пластины рафинера, угол перехода и радиальная или кольцевая линия.
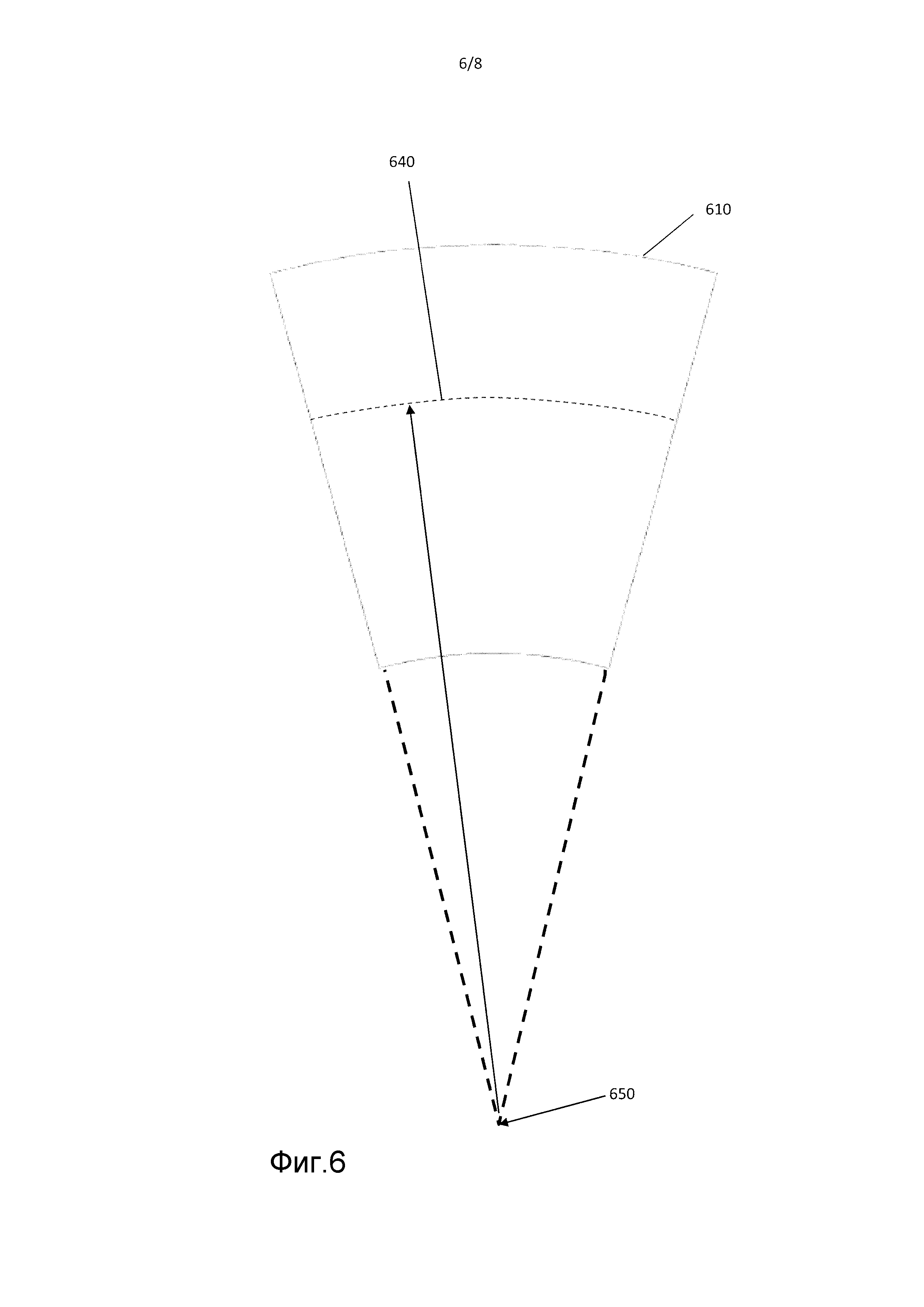
На фиг.6 показан сегмент пластины рафинера с образованием радиальной или кольцевой дуги.
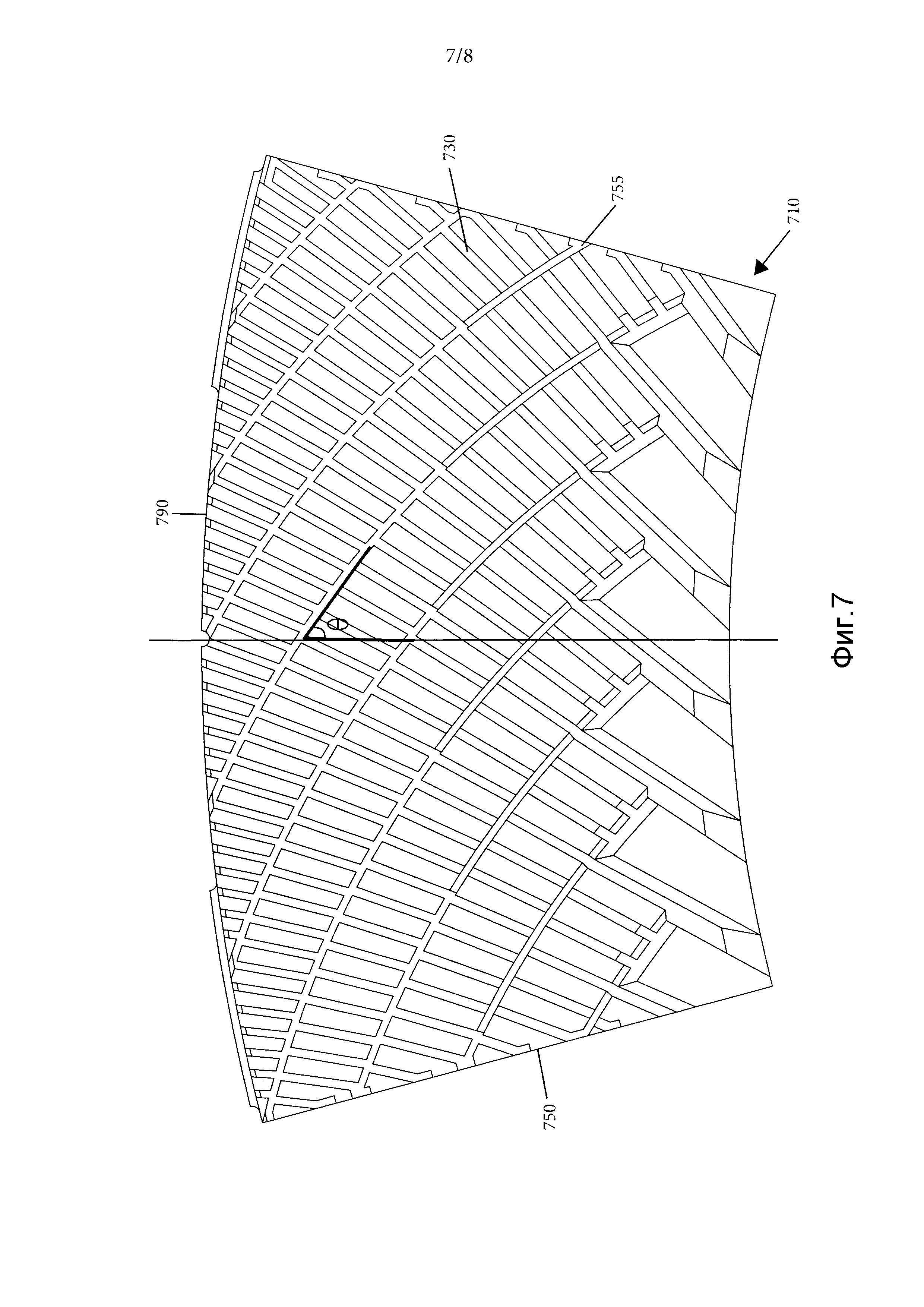
На фиг.7 показан сегмент пластины рафинера с четко выделенными полосами, где каждая полоса имеет, по существу, рисунок с параллельными ножами с увеличенным углом для зоны перехода.
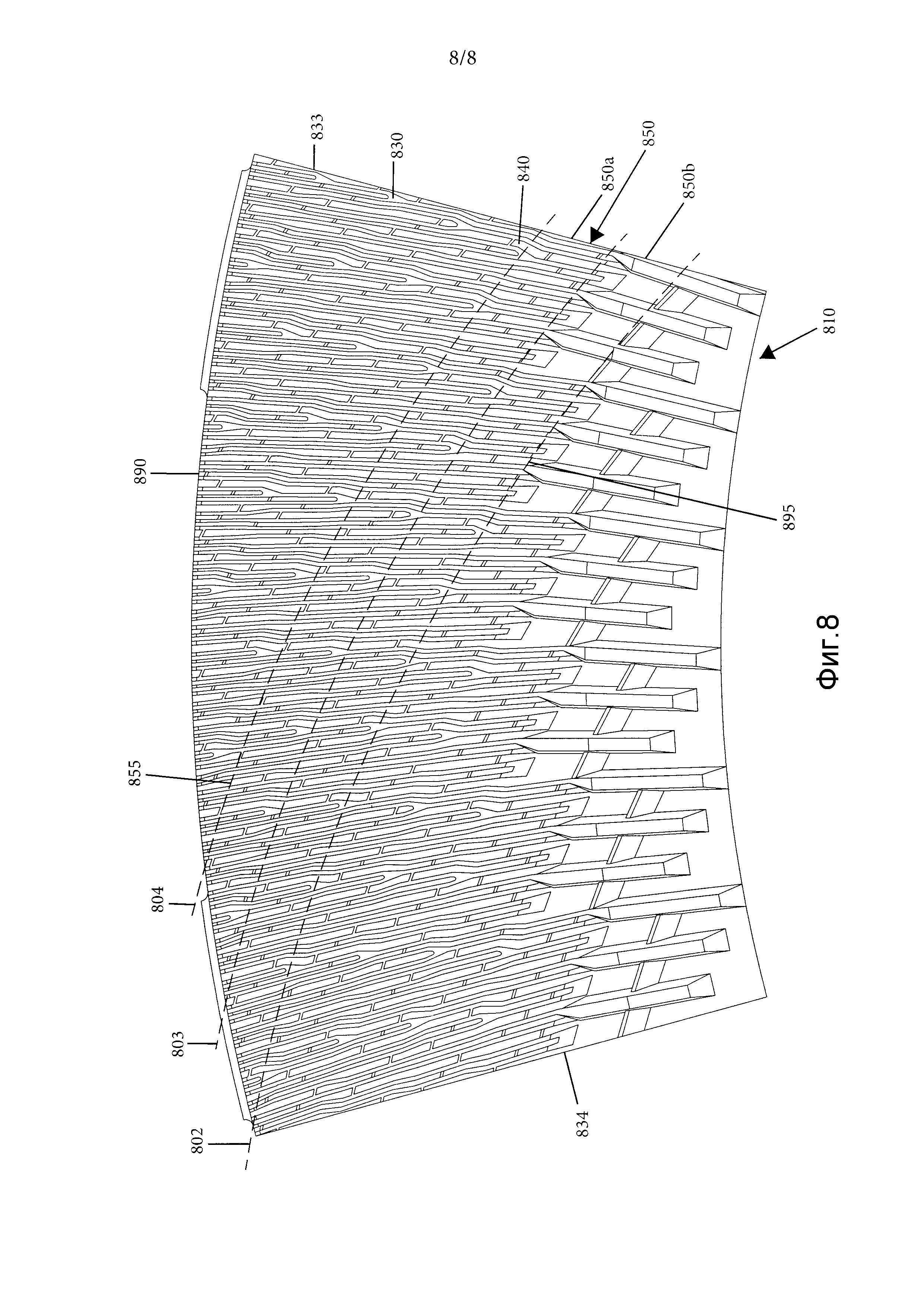
На фиг.8 показан сегмент пластины рафинера с полосами, где концы ножей смежных полос соединяются.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Приведенное ниже подробное описание предпочтительных вариантов осуществления является только иллюстративным и не направлено на ограничение объема и сущности изобретения. Варианты осуществления выбраны и описаны для объяснения принципов изобретения и его практического применения. Специалисту в данной области техники должно быть ясно, что многочисленные изменения можно выполнять в изобретении, раскрытом в данном описании, без отхода от объема и сущности изобретения.
Иллюстративные варианты осуществления конструктивного исполнения пластины рафинера согласно нескольким вариантам осуществления сегментов или секторов пластины рафинера показаны на фиг.1-4 и фиг.7-8. Вариант осуществления сегмента (сектора) пластины рафинера содержит, в общем, спиральную, непрерывную зону перехода, которая проходит от площади вблизи выхода пластины к площади подачи пластины. С использованием данной концепции параллельная дуга, прочерченная между первой и второй дугами сегмента пластины, должна пересекать непрерывную зону перехода, по меньшей мере, один раз, так что часть зоны перехода может находиться в любом радиальном местоположении на площади размола пластины рафинера. Таким образом, создается несколько полос относительно короткой зоны размола, которые, в общем, проходят под углом относительно наружной периферии сегмента пластины рафинера. Угол перехода является углом, образованным между радиальной линией и линией, касательной к зоне перехода, который составляет около 20°-85°. Видимые полосы, таким образом, создаваемые зонами размола между непрерывной и, в общем, спиральной зоной перехода, могут иметь постоянную ширину, или ширина может изменяться от самой удаленной от центра части полосы (относительно кольцевого местоположения на пластине рафинера) до самой близкой к центру части полосы. Многочисленные вариации данной концепции могут создаваться, и прилагаемые фигуры иллюстрируют изобретение.
Разработан рисунок для сегмента или сектора пластины рафинера для установки на диск рафинера. Рисунок содержит наружный радиус на наружной периферии и внутренний радиус на внутренней дуге сегмента или сектора пластины рафинера и зону размола, содержащую рисунок ножей и канавок, расположенных между наружной периферией и внутренней дугой в нескольких полосах. Рисунки ножей в каждой полосе имеют плотность, и плотность ножей в каждой полосе увеличивается от зоны, самой ближней к внутренней дуге, к зоне, самой ближней к наружной периферии. Зона перехода распределена по линии, образующей, по существу, спиральную форму, проходящую по зоне размола пластины рафинера, смонтированной из сегментов пластины рафинера, приблизительно от наружной периферии приблизительно к внутренней дуге зоны размола, и зона перехода расположена под углом относительно радиальной линии, проходящей через сегмент, между 20° и 85°.
В некоторых вариантах осуществления изобретения сегмент пластины рафинера содержит зону размола, имеющую рисунок ножей и канавок, и непрерывную зону перехода в форме буквы X. Данные ромбовидные формы создаются в зоне размола Х-образными формами, созданными зонами перехода. Кроме того, плотность ножей в рисунке ножей и канавок в каждой ромбовидной форме увеличивается при перемещении радиально от ромбовидной формы, более близкой к внутренней дуге, к ромбовидной форме, находящейся дальше от внутренней дуги.
Дополнительные варианты осуществления включают в себя сегмент пластины рафинера, содержащий зону размола, имеющую рисунок ножей и канавок, и зону перехода в зоне размола. Зона размола содержит зону перехода, образующую спиральные полосы, и один или более ножей перекрывают две или больше зон перехода. Рисунок ножей становится плотнее при пересечении зоны перехода в направлении от внутренней дуги к наружной периферии. Сегмент пластины рафинера может включать в себя первую поперечную кромку и вторую поперечную кромку, где первая поперечная кромка является ближайшей к внутренней дуге сегмента пластины рафинера, вторая поперечная кромка является ближайшей к наружной дуге сегмента и рисунок ножей становится плотнее при перемещении в направлении от первой поперечной кромки ко второй кромке.
Изобретена пластина рафинера, прикрепляемая, по существу, к круглому диску (не показан) для установки в рафинер с вращающимися дисками, где пластина содержит множество смежных сегментов 10 пластины рафинера, каждый сегмент 10 имеет центральную ось 20, проходящую радиально, и рисунок со сменяющими друг друга поднятыми ножами 30 и канавками 40, образованными между ножами 30. Ножи 30 и канавки 40 проходят, по существу, параллельно, так что каждый нож 30 имеет длину, ограниченную радиально внутренним и наружным концами.
На фиг.1 показан сегмент 10 пластины рафинера, имеющий четко выделенные полосы 50 зоны размола, по существу, параллельных ножей 30, каждого, имеющего, по существу, постоянную длину. В данном варианте осуществления плотность ножей 30 в данной полосе, т.е. 50a, 50b и 50c, например, становится больше (интервалы между ножами 30 уменьшаются) при перемещении тангенциально и радиально вдоль полосы, например, интервалы между ножами 30 в полосе 50a уменьшаются при перемещении от второй поперечной кромки 130 (ближайшей к внутренней дуге 70 сегмента 10) к противоположной стороне сегмента 10 на первой поперечной кромке 120 (ближайшей к наружной периферии 90 пластины на площади выхода). Плотность ножей 30 также становится больше при перемещении радиально к наружной периферии 90 сегмента 10 пластины от одной полосы 50 ножей 30 к следующей полосе 50 ножей 30 (например, от полосы 50a к 50b и от полосы 50b к 50c). Данное изменение интервала между полосами 50 ножей 30 в радиальном направлении дает в результате непрерывный, с уменьшенным дросселированием поток материала по поверхности сегмента 10 пластины рафинера, обеспечивая более равномерное распределение материала по зоне 110 размола.
Сегмент 10 пластины рафинера дополнительно содержит зону 100 ножей дробления, отличающуюся очень грубыми ножами 30 и канавками 40, где подаваемый материал уменьшается в размере и ему сообщается радиальная составляющая перемещения (от внутренней дуги 70 сегмента 10 пластины рафинера к наружной периферии 90) без существенного размола. Зоны 100 ножей дробления не присутствуют в каждом сегменте пластины рафинера и не влияют на объем данного изобретения. Зона 110 размола принимает материал из зоны 100 ножей дробления и вначале выполняет относительно грубый размол, и с перемещением подаваемого материала к наружной периферии 90 сегмента 10 пластины постепенное изменение до относительного размера ножей 30, расположенных ближе друг к другу, и канавок 40 обеспечивает постепенно более высокую степень размола в зоне 110 размола.
В варианте осуществления фиг.1 показан сегмент 10 пластины рафинера с четко выделенными полосами 50 рисунка ножей, которые могут быть разделены перемычками 140. Угол перехода образуется касательной к кромке зоны 55 перехода и центральной осью 20, проходящей через центр сегмента 10 пластины от внутренней дуги 70 к наружной периферии 90 перпендикулярно к наружной периферии 90, показан как угол θ. Вдоль данных проходящих под углом полос 50 ножи 30 являются, по существу, параллельными. Каждая полоса 50 сегмента 10 начинается на первой поперечной кромке 120 сегмента 10 и проходит по кривой или приближенно диагональной линии ко второй поперечной кромке 130, либо к (в направлении внутрь) или от (в направлении наружу) внутренней дуги 70. В примере варианта осуществления, показанном на фиг.1, начинаясь на первой поперечной кромке 120 сегмента 10 с левой стороны, полоса 50 перемещается в направлении внутрь ко второй поперечной кромке 130 с правой стороны к внутренней дуге 70.
Плотность ножей 30 увеличивается (интервалы между ножами 30 становятся меньше) в любой данной полосе 50 при перемещении от зоны 55 перехода на первой кромке 60 (кромки полосы 50b показаны здесь в качестве примера) полосы 50 (ближайшей к внутренней дуге 70) к зоне 55 перехода на второй кромке 80 полосы 50 (ближайшей к наружной периферии 90). Интервал ножей 30 может изменяться постепенно на каждом ноже 30, каждых нескольких ножах 30 или даже изменяться один раз, дважды или много раз на всей полосе 50. Кроме того, при перемещении по кольцу в направлении наружу (к наружной периферии 90) от одной полосы 50 к следующей полосе 50 (например, от полосы 50a к полосе 50b) интервалы между ножами 50 уменьшаются в находящейся снаружи кольцеобразной полосе 50 (в данном примере, 50b).
Данное изменение шага ножей поперек по полосам 50 (или диагонально) в дополнение к изменению в кольцах (от одной полосы 50 к другой в направлении к наружной периферии 90, например, по полосам от 50a к 50b к 50c) в некоторых вариантах осуществления создает весьма постепенное изменение интервалов между ножами наружу в радиальном направлении, в котором рисунок ножей постепенно становится плотнее (мельче) к наружной периферии 90 без какого-либо значительного изменения на любом кольцевом местоположении, которое может обуславливать пик дросселирования потока.
Полосы 50 разделены непрерывной перемычкой 140 поверхности в самых дальних от центра зонах 55 перехода в данном варианте, а непрерывная перемычка 150 субповерхности используется для соединения концов ножей 30 на самых ближних к центру зонах 55 перехода. Использование перемычек (140, 150) поверхности и субповерхности может варьироваться в альтернативных вариантах осуществления, и зоны 55 перехода без перемычек также возможны, при этом концы ножей 30 являются квадратными, со скошенными кромками, соединенными или отдельными, как требуется для получения надлежащей подачи или дросселирования.
Поскольку зона 55 перехода перекрывает поверхность пластины рафинера по спирали/концентрично, здесь отсутствует кольцеобразно сосредоточенная площадь перехода, которая может создавать пик в дросселировании потока подаваемого материала. Кроме того, при использовании непрерывной перемычки 140 поверхности в качестве зоны 55 перехода, как показано на фиг.1 для наружных полос 50 ножей 30, такая перемычка 140 поверхности также радиально равномерно распределяется по пластине и не может создавать какого-либо кольцевого сосредоточения подаваемого материала, поскольку много перемычек 140 поверхности находятся на аналогичном кольцевом местоположении.
В данном первом варианте осуществления полосы 50 ножей 30 имеют, по существу, постоянную длину “l” и при этом параллельны друг другу, и являются непрерывными, так что при установке двух сегментов 10 пластины бок о бок полосы 50 ножей 30 должны образовывать, по существу, непрерывный комплект спиральных полос 50, соединенных на первой и второй кромках 60, 80. Хотя данный признак присутствует в предпочтительном варианте осуществления, другие варианты осуществления содержат полосы 50, напрямую не стыкующиеся на первой и второй кромках 60, 80. Данные рисунки также эффективно обеспечивают постепенный переход от грубого рисунка ножей 30 и канавок 40 к относительно более мелкому рисунку ножей 30 и канавок 40 от внутренней дуги 70 к наружной периферии 90, без явной зоны 55 перехода, которая может обуславливать неравномерное радиальное скопление подаваемого материала на поверхности пластины рафинера, смонтированной из сегментов 10 пластины, описанных в данном документе.
С использованием данной концепции параллельная дуга, прочерченная поперек сегмента 10 пластины в любом радиальном месте от первой поперечной кромки 120 ко второй поперечной кромке 130, должна пересекать, по существу, непрерывную зону 55 перехода, по меньшей мере, один раз. Иначе говоря, часть зоны 55 перехода может находиться в любом радиальном местоположении в зоне 110 размола пластины рафинера, смонтированной из сегментов 10 пластины, описанных в данном документе. Получается создание нескольких полос 50 относительно короткой зоны 110 размола, которые, в общем, проходят под углом относительно радиальной линии и по касательной к зоне 55 перехода. Угол θ перехода может иметь величину около 20°-85° и предпочтительно 30°-80°. Видимые полосы 50, таким образом, созданные зоной 110 размола между, по существу, непрерывной и в общем спиральной зоной 55 перехода, могут иметь ножи 30 постоянной длины “l”, или длина “l” может изменяться. Кроме того, ширина w ножей в видимой полосе 50 может являться постоянной или изменяться.
В идеале, постепенное изменение геометрии (рисунка), описанное в данном документе для всех вариантов осуществления, охватывает, по меньшей мере, 50% (или 60% или 75%) поверхности зоны размола сегмента 10 пластины (зона размола является площадью сегмента пластины за исключением зоны 100 ножей дробления). Здесь может существовать некоторое незначительное прерывание, такое как не более 10%, в зоне 55 перехода, остающееся в объеме или сущности изобретения. Конкретно, зона перехода может иметь одно или более прерываний в рисунке ножей и канавок, составляющее менее 10% площади поверхности зоны размола. Для данного изобретения прерывание является рисунком, по существу, но не полностью охватывающим всю зону размола вследствие рисунка ножей и канавок, становящихся короткими для достижения кромок сегмента пластины рафинера (“спираль” не становится заподлицо с кромками пластины, обуславливая остановку зоны перехода на данном радиусе и новое начало на несколько отличающемся радиусе).
На фиг.2 показан второй вариант осуществления сегмента 210 пластины рафинера с постепенно изменяющейся геометрией, имеющего четко выделенные полосы 250, содержащие рисунок по существу параллельных, но с изменяющейся длиной “l” ножей 230. В данном варианте осуществления полос 250, по существу, параллельные ножи 230 имеют изменяющуюся длину, с уменьшением длины к наружной периферии 290, по сравнению с длиной ножей 230, ближайших к внутренней дуге 270. Остальные признаки варианта осуществления, показанного на фиг.2, являются аналогичными признакам, описанным на фиг.1. Плотность ножей 230 в данной полосе 250 становится больше (интервалы между ними уменьшаются) при следовании по полосе 250 с началом спирали на внутренней дуге 270 и перемещении вдоль полосы 250 к наружной периферии 290. Плотность ножей 230 также увеличивается при перемещении от одной полосы 250 к следующей полосе 250 от внутренней дуги 270 к наружной периферии 290. Данное изменение плотности ножей 230 между полосами 250 в данных направлениях дает в результате непрерывный, с уменьшенным дросселированием поток материала по поверхности сегмента 210 пластины рафинера.
На фиг.3 показан вариант осуществления сегмента 310 пластины рафинера с постепенно изменяющейся геометрией для двухстороннего вращения. В данном варианте зона 355 перехода образует форму в виде буквы V или перевернутой буквы V, поскольку одинаковые элементы подачи требуются в обоих направлениях вращения пластины рафинера, смонтированной из сегментов 310 пластины рафинера. Полосы 350, по существу, параллельных ножей 330 не проходят непрерывно по спирали; они являются зеркальным отражением рисунка по центральной оси сегмента 310 пластины. Данный рисунок обеспечивает одинаковое постепенное изменение плотности ножей (интервалов между ножами 330) и равномерное распределение зон 355 перехода и перемычек 340, как на фиг.1 и 2, но в версии для двухстороннего вращения.
На фиг.4 показан другой вариант осуществления сегмента 410 пластины рафинера для двухстороннего вращения с постепенно изменяющейся геометрией. В данном варианте вместо использования зоны 455 перехода, образующей форму буквы V, зона 455 перехода данного варианта осуществления образует форму буквы X и также образует, по существу, непрерывную спираль, пересекающую саму себя в обоих направлениях (спираль проходит к внутренней дуге 470 от первой поперечной кромки 425 ко второй поперечной кромке 435, и спираль проходит к внутренней дуге 470 от второй поперечной кромки 435 к первой поперечной кромке 425). Вновь плотность ножей 430 постепенно увеличивается (интервалы уменьшаются) при перемещении от внутренней дуги 470 к наружной периферии 490. В данном примере варианта осуществления ножи 430 являются, по существу, параллельными, имеют, по существу, равные интервалы между собой в каждой площади размола 450 ромбовидной формы, созданной пересекающимися зонами 455 перехода. Плотность ножей 430 увеличивается с каждым радиальным шагом от ромбовидной формы 450 к ромбовидной форме 450 от внутренней дуги 470 к наружной периферии 490.
На фиг.5 показано местоположение зон 540 перехода между полосами ножей и канавок в сегменте пластины, такой как показанный на фиг.1. Касательная линия 520 к зоне 540 перехода пересекает радиальные линии 510, образуя угол θ перехода. Радиальная линия 510 образуется линией, перпендикулярной к наружной периферии 550, проходящей через ось вращения.
На фиг.6 показана параллельная дуга 640, где все точки параллельной дуги 640 являются равноудаленными от оси вращения 650 пластины рафинера, и параллельная (или расположенная на постоянном расстоянии от) периферии 610 сегмента пластины. На любой параллельной дуге 640 в зоне размола одна или более спиральных зон перехода должны ее пересекать.
На фиг.7 показан другой вариант осуществления сегмента 710 пластины рафинера, аналогичной показанному на фиг.2, где зоны 755 перехода имеют более крутой угол θ перехода, чем показанный на фиг.1 или 2. Как и на фиг.2, рисунок ножей 730 становится плотнее при пересечении зоны 755 перехода к периферии 790 сегмента 710 или сектора пластины рафинера 710. Рисунок ножей 730 также становится плотнее в каждой полосе 750 поверхности размола при прохождении спирально наружу к наружной периферии 790. Более крутой угол θ перехода может являться предпочтительным в некоторых вариантах применения, в противоположность менее крутым наклоненными зонами перехода, такими как показаны на фиг.1 и 2.
На фиг.8 показан другой вариант осуществления сегмента 810 пластины рафинера, в котором концы ножей 830 каждой спиральной полосы 850 соединяются (некоторые ножи 830 перекрывают зоны 855 перехода, а не заканчиваются на зоне 855 перехода или не совпадают с ней). Три спиральные линии 802, 803 и 804, прочерченные по рисунку ножей 830 и канавок 840, показывают, где расположены зоны 855 перехода, например, где рисунок ножей 830 становится плотнее при пересечении зоны 855 перехода к наружной периферии 890 сегмента 810 пластины рафинера. Рисунок ножей 830 и канавок 840 постепенно становится мельче (плотнее) с перемещением от второй поперечной кромки 833 сегмента 810 пластины рафинера к первой поперечной кромке 834 сегмента 810 пластины рафинера в полосе 850, и также при проходе от полосы к полосе (например, от полосы 850a к полосе 850b) при перемещении радиально к наружной периферии 890 сегмента пластины 810. Данное изменение интервала между полосами 850 ножей 830 в радиальном направлении дает в результате непрерывный, с уменьшенным дросселированием поток материала по поверхности сегмента 810 пластины рафинера, обеспечивая более равномерное распределение материала по зоне размола. В данном варианте осуществления зоны 855 перехода между полосами 850 получаются в результате соединения 895 между каждой из полос 850. Зона 855 перехода данного варианта осуществления может иметь много различных вариаций, например, возможно соединение нескольких ножей 830, когда часть зоны 855 перехода содержит перемычки и/или прерывания.
Должно быть понятно, что настоящее изобретение никоим образом не ограничено конкретными конструкциями и этапами способа, раскрытыми в данном документе или показанными на чертежах, но также содержит любые модификации или эквиваленты в объеме формулы изобретения, известные в технике. Специалисту в данной области техники должно быть ясно, что устройства, раскрытые в данном документе, могут использоваться для многочисленных вариантов применения пластин рафинера и т.п.
Плиты рафинера, имеющие каналы для пара, и способ отвода противоточного пара из дискового рафинера
Способ и система для варки полуцеллюлозы
Способы и системы для отбеливания лигноцеллюлозных масс после варки с содой и антрахиноном
Устройства для крепления пластины рафинера для ее быстрой замены, способы ее крепления и сборки
Способ и система для улучшения характеристик волокна путем добавления обрабатывающего средства во время механического пульпирования
Конфигурация ножей и канавок для пластины рафинера и способ компрессионного размола
Способ и устройство для отделения волокон от газа в центрифуге
Способ и система для размола целлюлозной массы при средней консистенции
Способ получения пара в варочном котле на целлюлозно-бумажном предприятии
Компактная система и способ подачи измельченного целлюлозного материала
Плиты рафинера, имеющие каналы для пара, и способ отвода противоточного пара из дискового рафинера
Способ и система для варки полуцеллюлозы
Способы и системы для отбеливания лигноцеллюлозных масс после варки с содой и антрахиноном
Устройства для крепления пластины рафинера для ее быстрой замены, способы ее крепления и сборки
Способ и система для улучшения характеристик волокна путем добавления обрабатывающего средства во время механического пульпирования
Конфигурация ножей и канавок для пластины рафинера и способ компрессионного размола
Способ и устройство для отделения волокон от газа в центрифуге
Способ и система для размола целлюлозной массы при средней консистенции
Способ получения пара в варочном котле на целлюлозно-бумажном предприятии
Компактная система и способ подачи измельченного целлюлозного материала

