Результат интеллектуальной деятельности: КОНФИГУРАЦИЯ НОЖЕЙ И КАНАВОК ДЛЯ ПЛАСТИНЫ РАФИНЕРА И СПОСОБ КОМПРЕССИОННОГО РАЗМОЛА
Вид РИД
Изобретение
Данное изобретение относится к размельчению лигноцеллюлозных материалов (упоминаемых здесь как «волокнистый материал» или «древесноволокнистый материал») и, в частности, к размельчению пластин рафинера, имеющих ножи и канавки для отделения волокон от лигноцеллюлозных материалов.
Изобретение применимо к конструкциям ножей и канавок для различных типов пластин рафинера, в том числе, но не в качестве ограничения, дисковых рафинеров, дисковых рафинеров встречного вращения, двухдисковых и двухпоточных рафинеров, цилиндрических рафинеров, конических рафинеров и конусно-дисковых рафинеров.
Пластины рафинера типично скомпонованы в рафинере, чтобы иметь лицевую поверхность, отделенную зазором. Пластины вращаются относительно друг друга. Волокнистый материал вводится в зазор между пластинами, типично, непрерывной подачей через центральное вводное отверстие в одной из пластин. Волокнистый материал движется в зазоре между пластинами и, действуя таким образом, перемещается поперек ножей на лицевых поверхностях пластин. По мере того, как волокнистый материал перемещается через ножи, ножи прикладывают силы, такие как импульсы сжатия и ударные силы, к материалу. Эти силы обычно бывают наибольшими, когда ножи на противолежащих пластинах перекрещиваются друг с другом. Силы, прикладываемые к волокнистому материалу, действуют на плетение волокон в материале для отделения отдельных волокон от плетения и дополнительного продвижения этих волокон. Отделение отдельных волокон и многократное сжимание волокнистой массы имеет следствием размол волокнистого материала.
Традиционные пластины рафинеров имеют размалывающие ножи, разделенные ножи, выполненные на поверхности пластины. Волокнистый материал, пар, вода и другой материал движутся потоком через канавки и по ножам, по мере того как материал движется радиально наружу между пластинами. Размол волокнистого материала обычно не происходит в канавках. Размол преимущественно происходит в то время, как волокнистый материал переходит через верхние гребни ножей. Канавки могут включать в себя перегородки или другие барьеры, чтобы препятствовать или ограничивать поток волокон и флюида через канавки.
Ножи типично включают в себя острую рабочую кромку вдоль передней лицевой верхней кромки ножа. Предполагается, что традиционные углы острой рабочей кромки ножей должны способствовать срезанию волокнистого материала, проходящего через ножи. По мере того, как ножи на противолежащих пластинах проходят друг друга, они ударяют и срезают волокнистый материал, захваченный между ножами. Режущие удары волокнистого материала о нож являются побочным результатом перекрещивания ножей. Срезание волокнистого материала является нежелательным.
Согласно общепринятой точке зрения считается желательным, чтобы углы острых рабочих кромок обеспечивали канавки с крутыми скосами, из условия, чтобы объем поперечного сечения канавок обеспечивал достаточную пропускную способность для перемещения волокнистого материала между пластинами. Тупая рабочая кромка и ее соответствующая скошенная передняя грань, то есть передняя боковая стенка, давали бы в результате традиционные канавки, имеющие относительно узкие площади поперечного сечения, которые могут быть недостаточными для вмещения потока волокнистого материала и сопутствующих пара и воды, которые должны проходить через канавки. Примеры пластин рафинера с различными типами рабочих кромок на ножах показаны в патенте US 5039022, озаглавленном «Refiner Element Pattern Achieving Successive Compression Before Impact» («Профиль элемента рафинера, достигающий последовательного сжатия перед ударом»), и патенте US 4678127, озаглавленном «Pumped Flow Attrition Disk Zone» («Дисковая зона измельчения накачиваемого потока»). Перекрещивание противолежащих ножей создает импульсы компрессионного сжатия, которые оказывают динамическое воздействие на волокнистый материал между ножами. Компрессионные импульсы прикладывают механическую силу к волокнистому материалу, которая способствует размолу волокнистого материала. Предполагается, что компрессионные импульсы должны обеспечивать требуемое размалывающее действие, образуя высокопрочный, волокнистый материал.
Существует давно ощущаемая потребность в пластинах рафинера, которые минимизируют ударные силы и образующееся при этом срезание волокнистого материала, и максимизируют компрессионные импульсы для размола материала.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Чтобы ослабить срезающие удары передачи энергии на волокнистый материал, по меньшей мере один из пары находящихся напротив перемалывающих элементов, включает в себя ножи, имеющие тупые кромки ножей. Для снижения тенденции острых кромок на рабочей кромке ножей срезать волокнистый материал, угол рабочей кромки ножа предпочтительно должен быть тупым, например, 150-175 градусов. Тупая рабочая кромка на ноже должна ослаблять удары между ножами и волокнистым материалом, которые вызываются острыми рабочими кромками ножей традиционных пластин рафинера. Минимизация ударов должна уменьшать срезание волокнистого материала и, тем самым, максимизировать прочность волокон, отделяемых благодаря многократному компрессионному размолу.
Одним из вариантов осуществления изобретения является пластина рафинера, например, пластина статора или пластина ротора, для системы механического размола, при этом пластина содержит: размалывающую поверхность, включающую в себя ножи и канавки, при этом ножи имеют рабочую кромку, образованную внутренним углом, составляющим 150-175 градусов. Каждый из ножей может включать в себя переднюю грань, проходящую от рабочей кромки до задней грани соседнего ножа. Нож может включать в себя переднюю грань, имеющую верхний участок боковой стенки, образующий угол 150-175 градусов относительно верхнего гребня ножа, и нижний участок боковой стенки, по существу перпендикулярный основе ножа. Кроме того, передняя грань ножей может быть вогнутой или выпуклой. В дополнение, задняя грань ножей может иметь внутренний угол, составляющий 80-140 градусов. Каждая из канавок между ножами может иметь дно канавки, образованное пересечением передней грани и задней грани ножа.
Еще одним вариантом осуществления изобретения является пластина рафинера для системы механического размола, при этом пластина содержит: размалывающую поверхность, включающую в себя ножи и канавки; каждая из канавок имеет ширину, проходящую между верхними гребнями соседних ножей; каждый из ножей имеет переднюю грань, поверхность верхнего гребня и рабочую кромку, сформированную пересечением передней грани и поверхности верхнего гребня, при этом, рабочая кромка имеет внутренний угол между передней гранью и поверхностью верхнего гребня, составляющий 150-175 градусов, и при этом, ширина поверхности верхнего гребня каждой ножи находится в диапазоне от 30% до 75% суммарной ширины поверхности гребня и ширины канавки.
Дополнительным вариантом осуществления изобретения является способ механического размола лигноцеллюлозного материала в рафинере, имеющем противолежащие пластины рафинера, при этом способ содержит: введение материала во вводное отверстие в одной из противолежащих пластин рафинера; вращение по меньшей мере одной из пластин относительно другой пластины, при этом материал перемещается радиально наружу по зазору между пластинами вследствие центробежных сил, создаваемых вращением; по мере того как материал перемещается по зазору, пропускание материала через ножи в секции размола первой одной из пластин, при этом, ножи на по меньшей мере одной из пластин имеют рабочую кромку, определенную внутренним углом, составляющим 150-175 градусов, и выпускание материала из зазора на периферии пластин рафинера.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
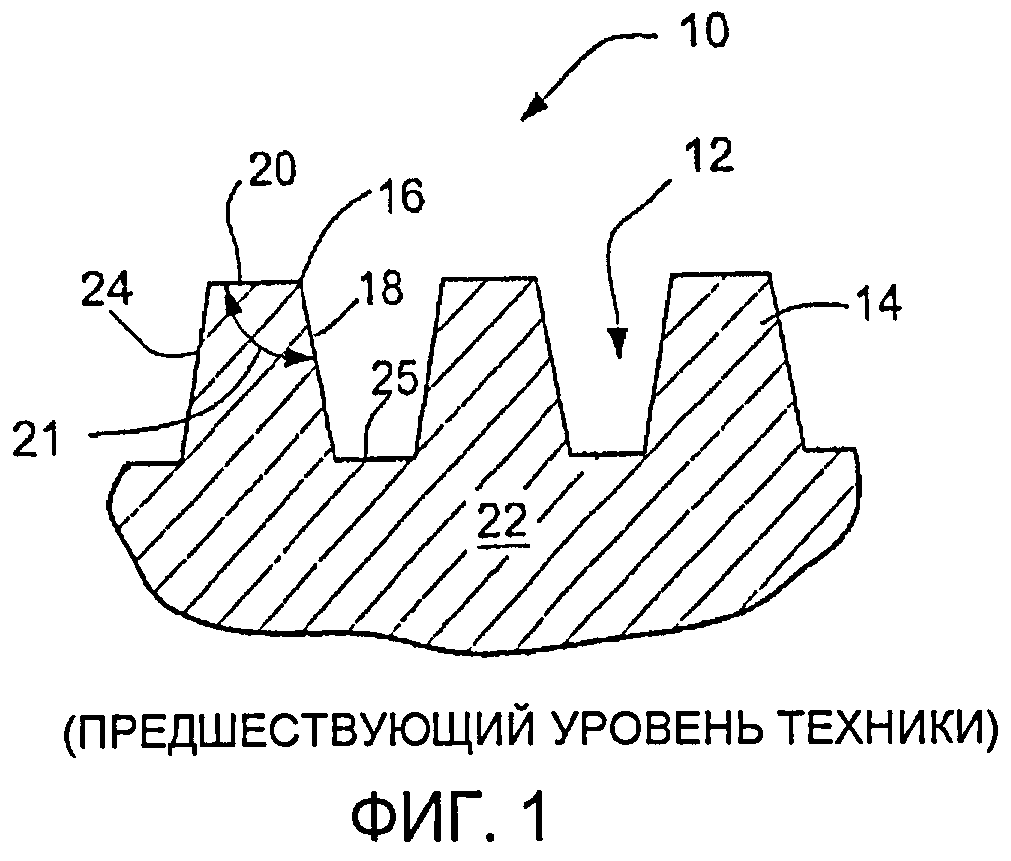
Фиг.1 - вид в поперечном разрезе части традиционной пластины рафинера, например, пластины ротора и статора, показывающий традиционную геометрическую форму поперечного сечения ножей и канавок.
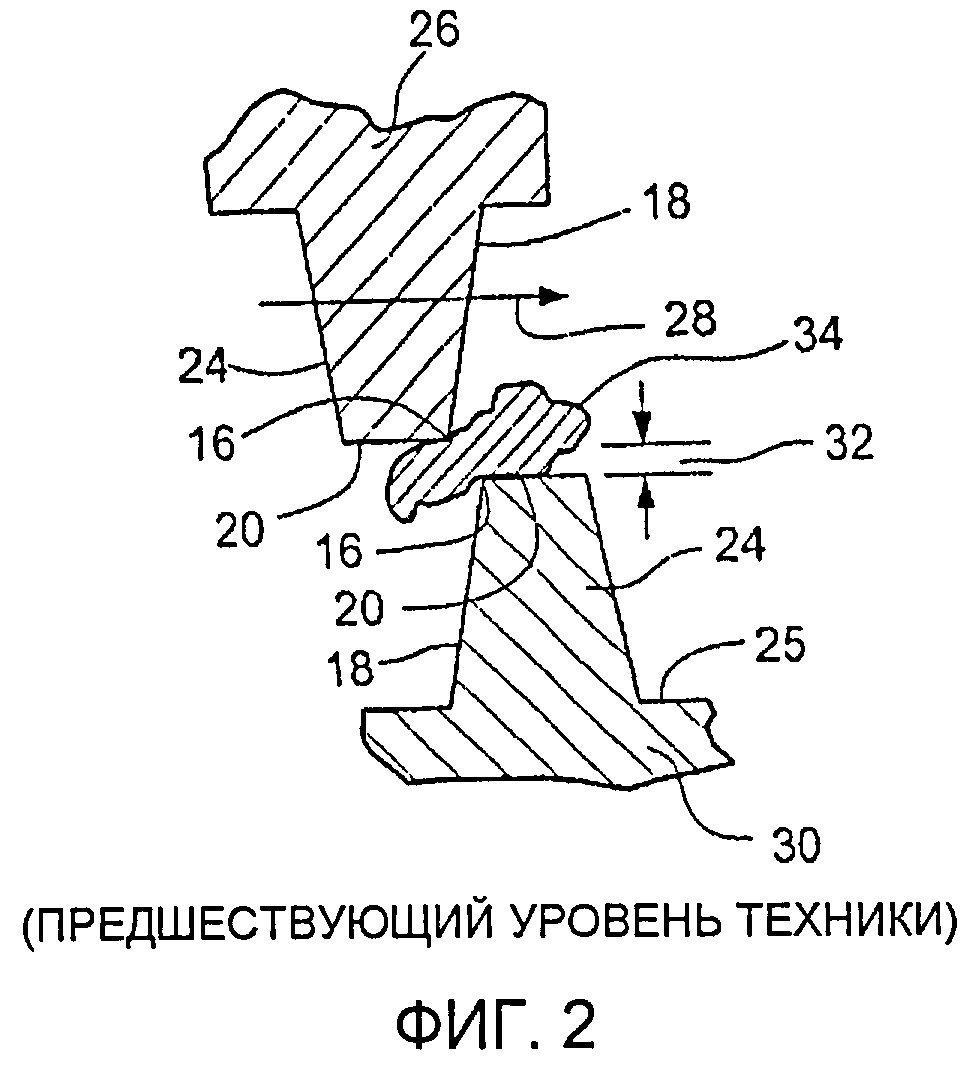
Фиг.2 показывает перекрещивание традиционных ножей противолежащих пластин, где ножи показаны в поперечном разрезе.
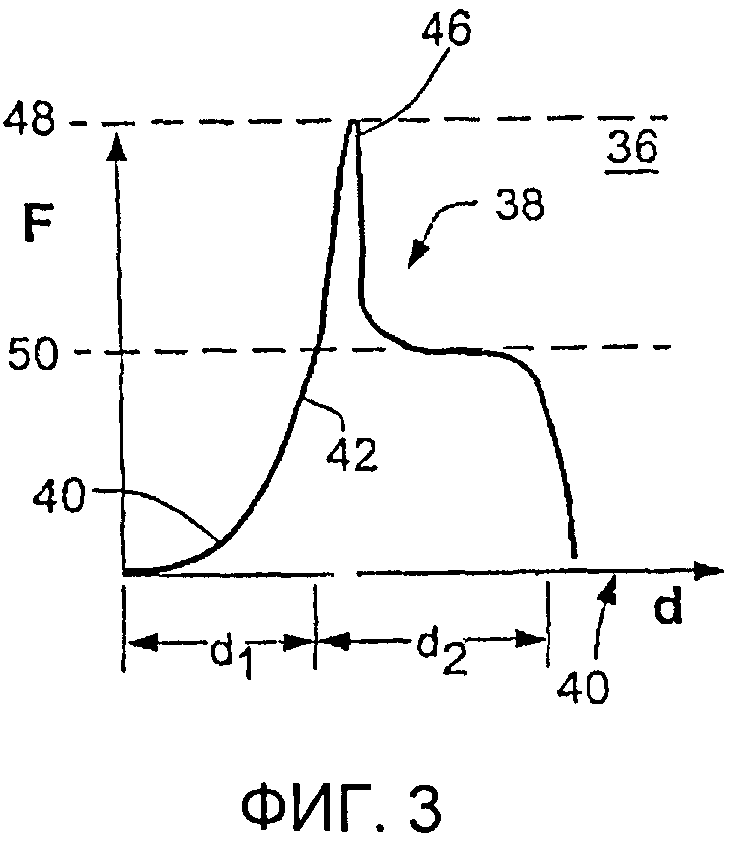
Фиг.3 - график силы, прикладываемой к волокнистому материалу между перекрещивающимися ножами, показанными на фиг.2.
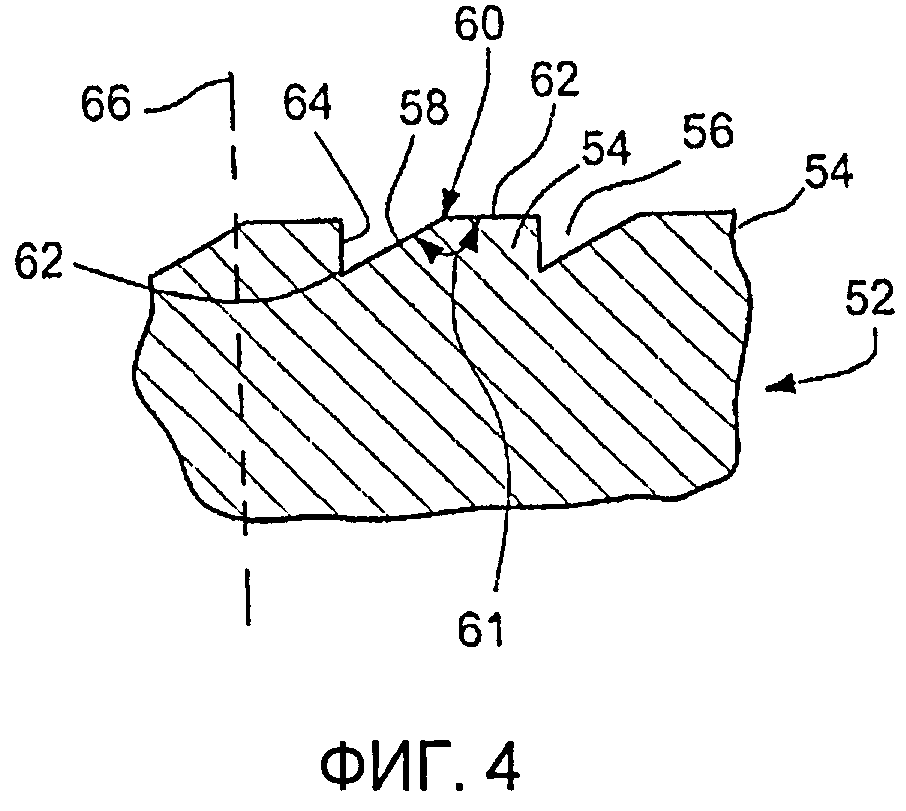
Фиг.4 - вид в поперечном разрезе части пластины рафинера, например, пластины ротора и статора, показывающий новую геометрическую форму поперечного сечения ножей и канавок.
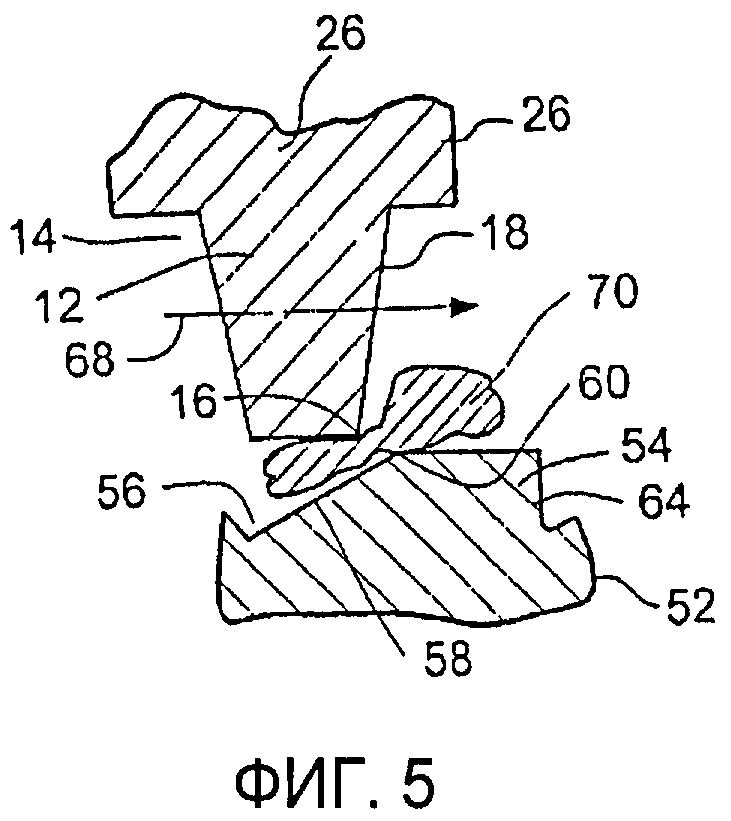
Фиг.5 показывает перекрещивание традиционного ножа одной пластины рафинера с новым ножом противолежащей пластины рафинера, в противолежащих пластинах, при этом ножи показаны в поперечном разрезе.
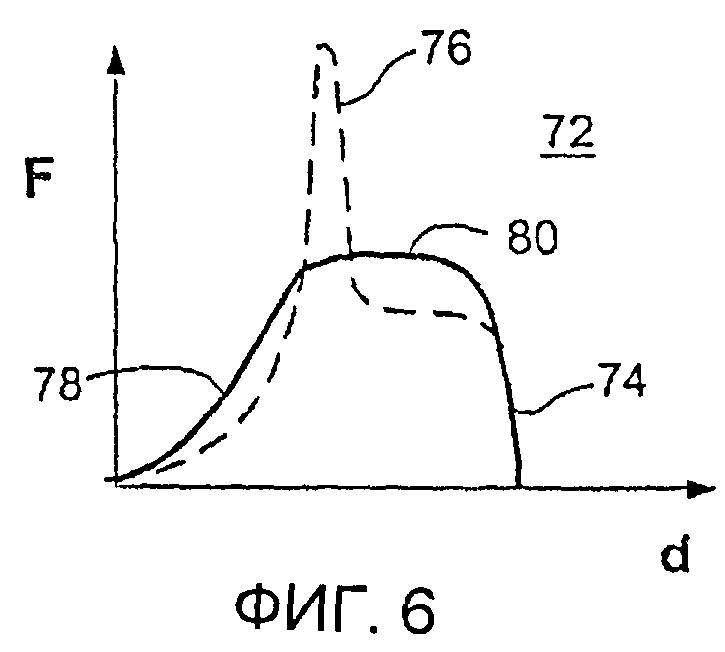
Фиг.6 - график силы (сплошная линия), прикладываемой к волокнистому материалу между перекрещивающимися ножами, показанными на фиг.5, по сравнению с силой (пунктирная линия), прикладываемой к волокнистому материалу между перекрещивающимися ножами, показанными на фиг.2 и 3.
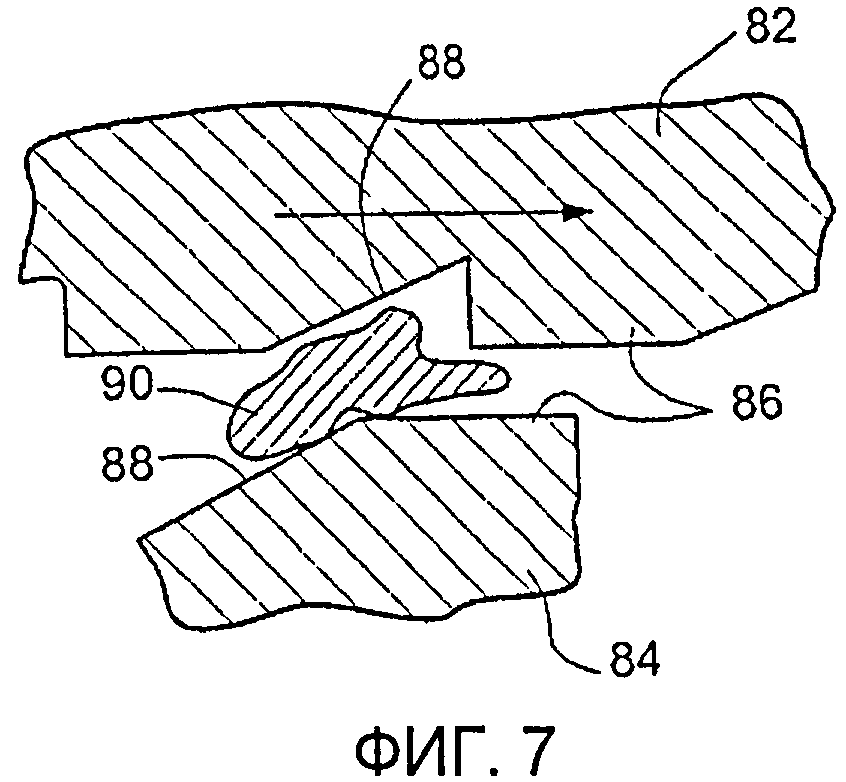
Фиг.7 показывает перекрещивание ножей, оба из которых имеют новые профили, противолежащих пластин, где ножи показаны в поперечном разрезе.
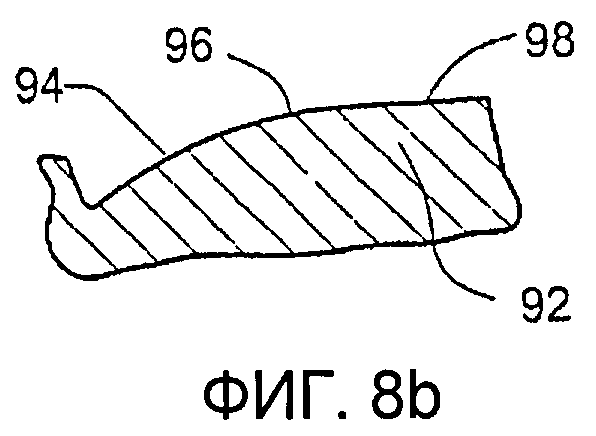
Фиг.8а и 8b показывают ножи в поперечном сечении, имеющие плоскую переднюю боковую стенку (8а) и искривленную переднюю боковую стенку (8b).
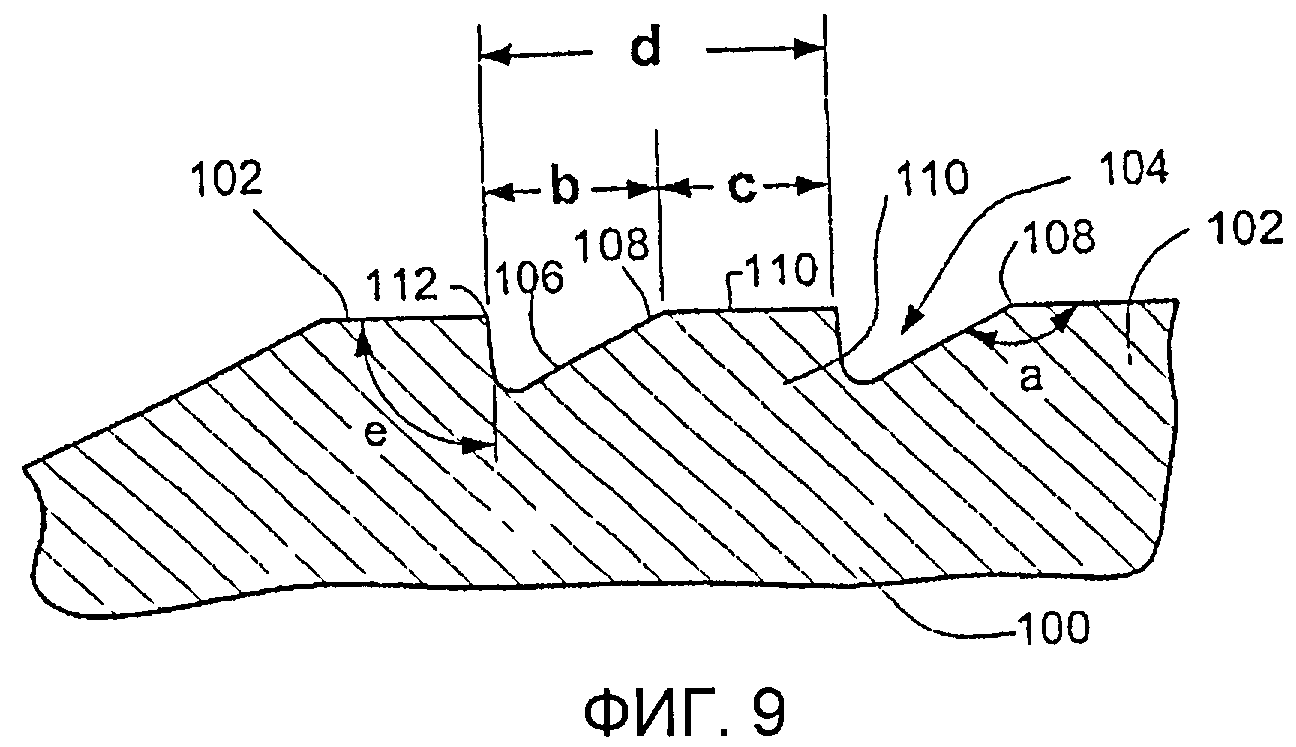
Фиг.9 - увеличенный вид в поперечном разрезе части пластины рафинера, например, пластины статора, показывающий новую геометрическую форму поперечного сечения ножей и канавок.
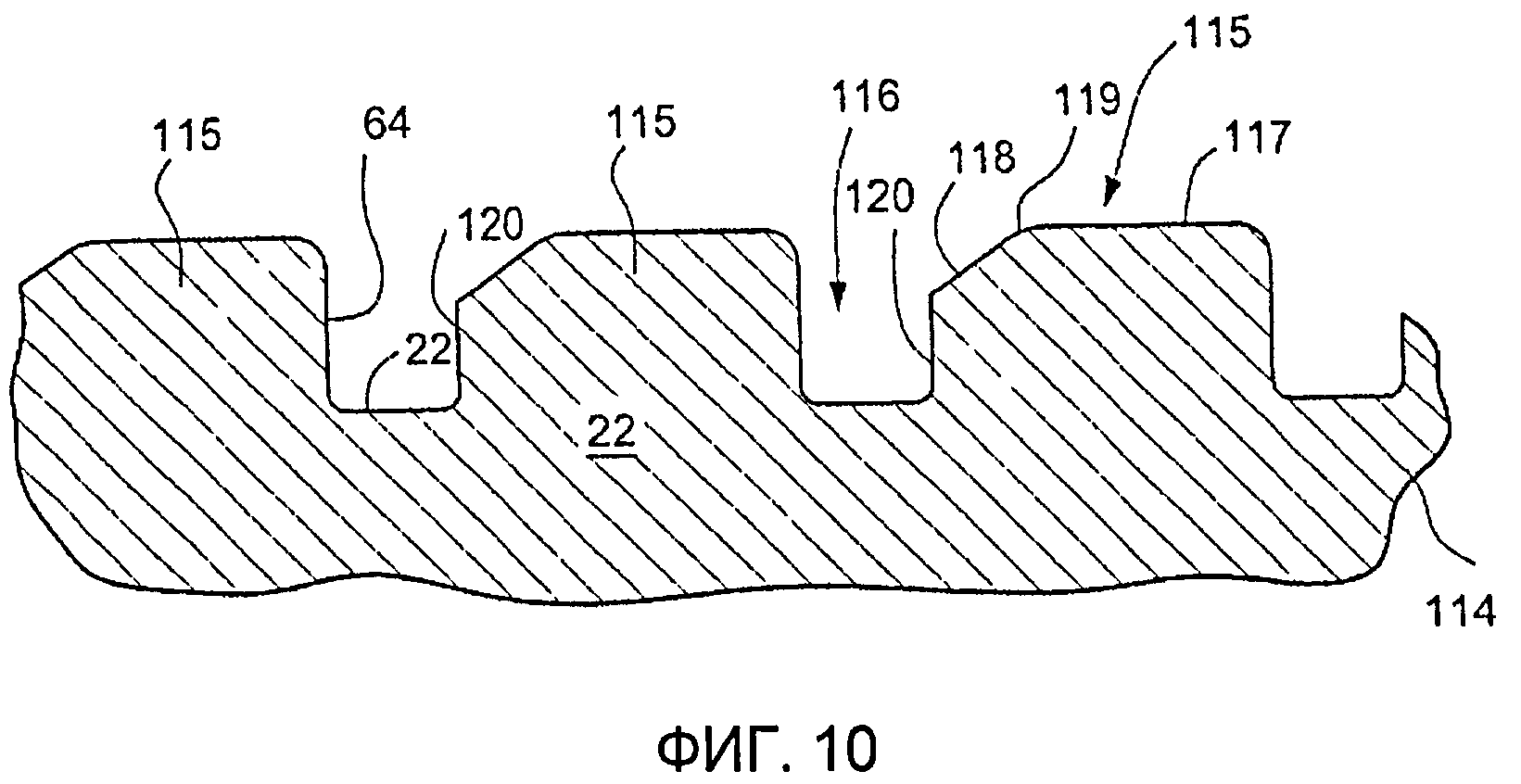
Фиг.10 - увеличенный вид в поперечном разрезе части пластины рафинера, например, пластины статора, показывающий еще одну новую геометрическую форму поперечного сечения ножей и канавок.
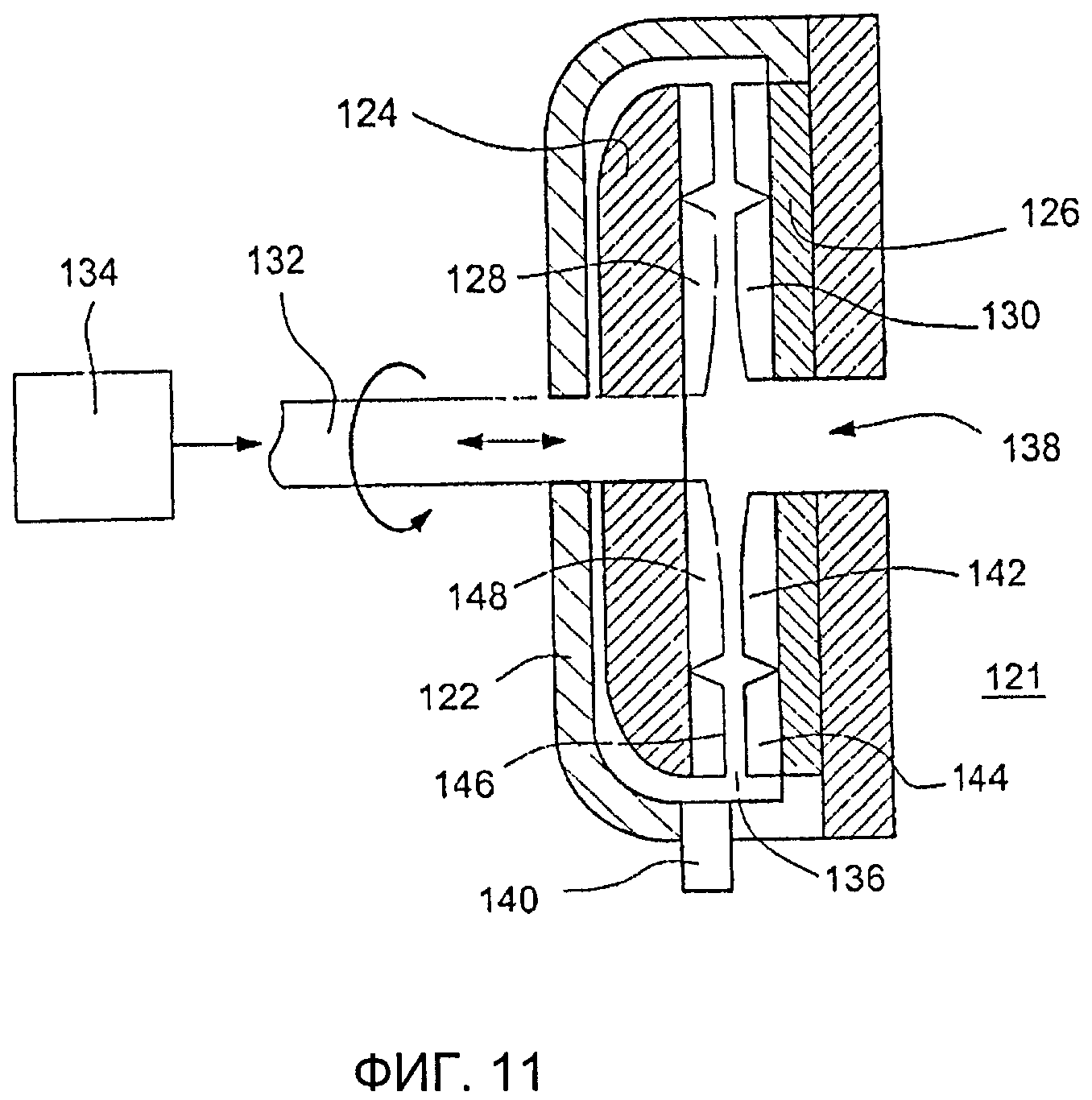
Фиг.11 - схема поперечного сечения, показывающая рафинер, имеющий корпус рафинера для сборки кольцевого диска ротора и пластины и сборки кольцевого диска статора и пластины.
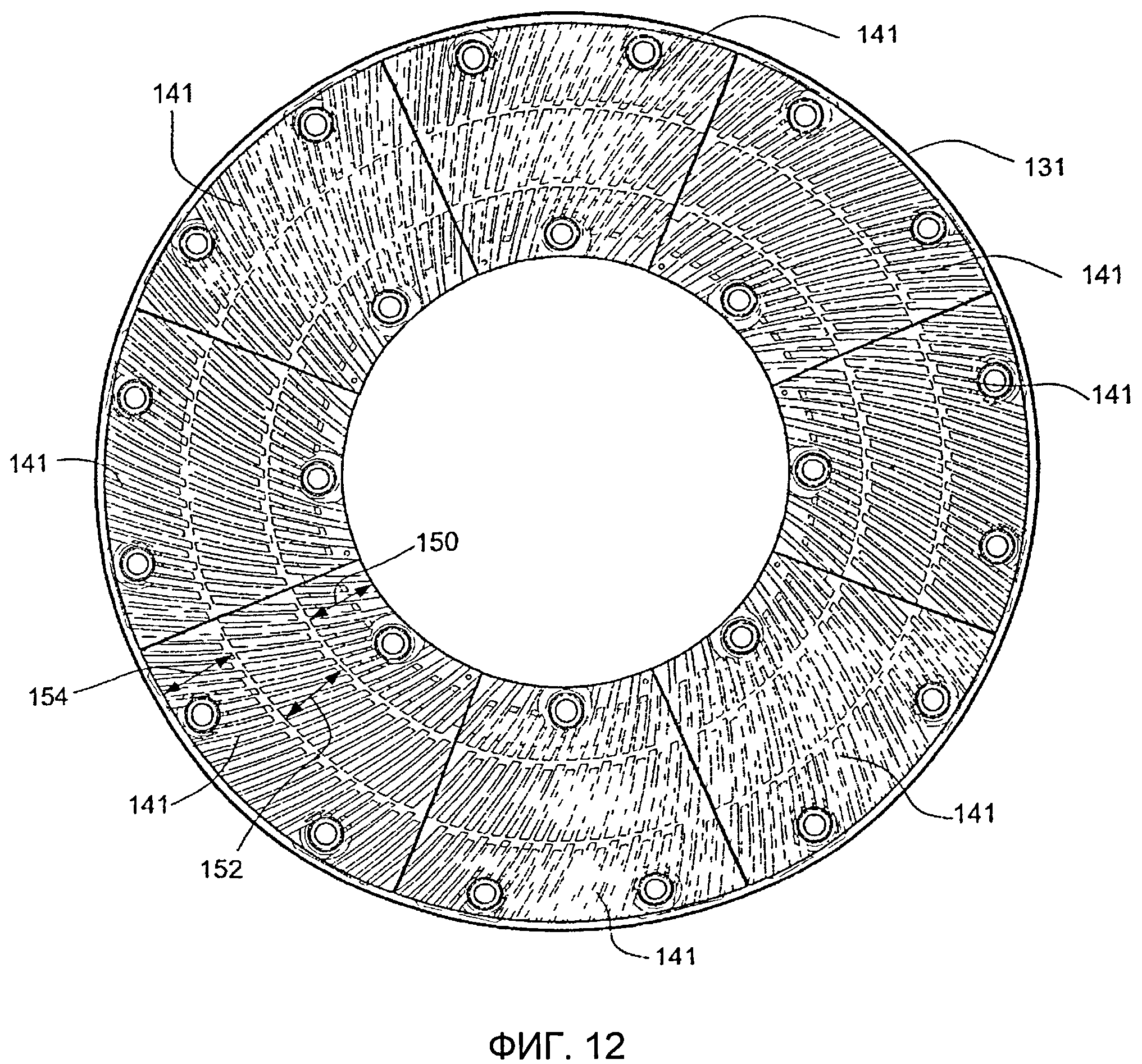
Фиг.12 - вид спереди кольцевого диска статора, показанного на фиг.11.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиг.1 - вид в поперечном разрезе части традиционной пластины 10 рафинера, например, пластины ротора или статора, показывающий традиционную геометрическую форму поперечного сечения ножей 14 и канавок 12. Ножи имеют относительно острую рабочую кромку 16, сформированную пересечением передней грани 18 ножи и гребня 20 на верхней поверхности ножа. Передняя грань 18 является боковой стенкой ножа, обращенной в направлении вращения, если на пластине ротора, и обращенной к приближающимся ножам ротора, если на пластине статора.
Угол рабочей кромки определен как внутренний угол 21 между передней гранью и гребнем 20 ножа. Традиционный угол рабочей кромки является острым, например, в диапазоне 90-100 градусов, и может включать в себя острые углы в пределах 75 градусов. Острые рабочие кромки на ножах, например, имеющие угол рабочей кромки 75-100 градусов, имеют тенденцию срезать волокнистый материал, зажатый между противоположными ножами, в то время как ножи на расположенных напротив пластин рафинера перекрещиваются во время вращения одной или обеих накладок рафинера.
Острая рабочая кромка традиционного ножа предусматривает крутую переднюю грань 18, которая приблизительно перпендикулярна относительно основы 22 пластины рафинера. Задняя грань 24 ножа находится на противоположной стороне ножа по отношению к передней грани. Задняя грань 24 является крутой и типично образует внутренний угол с гребнем 20 между 80-100 градусов. Крутые передняя и задняя грани ножа имеют следствием канавки 12, которые относительно широки, от верха до дна 25 канавки на уровне основы 22. Канавки типично имеют дно 25 в целом с плоской поверхностью между нижними углами передней и задней граней соседних ножей. Широкие канавки 12 имеют большие площади поперечного сечения, которые предусматривают относительно большие объемы потока материала, например, пара и воды, по канавкам. Пропускная способность широких канавок для пропускания больших объемов материала улучшает пропускную способность устройства пластины рафинера, чтобы справляться с большим потоком волокнистого материала, перемещающегося между пластинами.
Фиг.2 показывает перекрещивание традиционных ножей 26, 30 противолежащих пластин, где ножи показаны в поперечном разрезе. Пластины могут быть пластиной 26 ротора, движущейся в направлении вращения (стрелка 28) относительно неподвижной пластины 30 статора. Пластины ротора и статора противоположны друг другу, из условия чтобы гребни 20 ножей на противолежащих пластинах проходили относительно друг друга с относительно небольшим зазором 32 размола, например, от 0,5 до 4 миллиметров, между гребнями. Зазор 32 размола между перекрещивающимися ножами обычно является областью, где происходит большая часть размалывающего действия для отделения волокон от волокнистого материала. Давления и силы, прикладываемые к волокнистому материалу в зазоре размола, являются большими, чем давления и силы в областях между канавкой и ножом или между противолежащими канавками. Более высокие давления и силы в зазоре 32 размола заставляют волокна отделяться от плетения волокон в волокнистом материале.
Волокнистый материал 34, размалываемый пластинами, может срезаться в зазоре 32 между пластинами. Острые рабочие кромки 16 традиционных ножей могут непосредственно ударять и срезать волокнистый материал 34. Срезание древесноволокнистого материала является нежелательным. Срезание может повреждать волокна, уменьшать длину волокон в волокнистой массе, производимой размалыванием, и снижать потенциальную прочность основанных на волокнах изделий, изготавливаемых из волокнистой массы. Предполагается, что срезание волокнистого материала должно быть наиболее сильным в зазоре 32, в то время как острые рабочие кромки 16 противолежащих ножей перекрещиваются. Острая рабочая кромка и крутой скос передней грани ножа имеют тенденцию воздействовать ударом на волокнистый материал между пластинами. Удары срезают волокнистый материал.
Фиг.3 - график 36, изображающий силы (F), как понимается изобретателем, прикладываемой к волокнистому материалу между перекрещивающимися ножами, показанными на фиг.2. Горизонтальная ось 40 графика 36 изображает перемещение ножа, проходящего расстояние (d) в направлении стрелки 28. Кривая 38 изображает силу, прикладываемую к материалу между пластинами рафинера. В то время как гребень ножа на одной пластине перемещается над канавкой противоположной пластины (изображенной на расстоянии dl), очень низкая сила 40 прикладывается к волокнистому материалу между ножом и канавкой.
По мере того как острая рабочая кромка и крутая передняя грань одного традиционного ножа приближается к острой рабочей кромке и крутой передней грани противоположного традиционного ножа, сила, прикладываемая к волокнистому материалу между ножами, сильно возрастает, как указано быстро нарастающим участком 42 кривой 38 силы. В то время как рабочие кромки противолежащих ножей перекрещиваются, сила дает пик 46, так как рабочие кромки ножей оказывают сильное ударное воздействие на волокнистый материал. Пик 46 силы находится на чрезмерном уровне 48, который может срезать волокнистый материал, повреждать волокна в материале и иным образом наносить ущерб материалу.
Гребни противолежащих ножей перекрещиваются во время расстояния d2 на фиг.2. После того, как рабочие кромки 16 противолежащих ножей перекрещиваются и гребни ножей противоположны друг другу, сила быстро уменьшается до уровня 50 силы, который относительно высок. Этот высокий уровень 50 силы, являющийся следствием импульса давления сжатия, прикладываемого перекрещивающимися гребнями 20 ножей. Высокий уровень сил 50 достаточен для размола волокнистого материала, например, чтобы заставлять волокна отделяться от плетения волокон древесного материала. Предполагается, что высокий уровень сил 50 по существу не должен срезать волокнистый материал или иным образом повреждать материал до такой же степени, которая возникает при прикладывании чрезмерного уровня 48 силы во время пика 46 силы. Пик 46 силы является нежелательной и необязательной особенностью многих традиционных пластин рафинеров.
Фиг.4 - схема поперечного разреза пластины 52 рафинера, имеющей ножи 54 и канавки 56. Ножи имеют переднюю грань 58, имеющую наклон приблизительно 5-40 градусов относительно плоскости гребней ножей. Наклон может применяться к полной передней грани, от гребня до основы. В качестве альтернативы, наклон может применяться к верхнему участку передней грани, прилегающей к гребню, наряду с тем, что нижний участок передней грани является более крутым, например, имеющим наклон 45-90 градусов.
Рабочая кромка 60 образована на пересечении передней грани 58 и гребня 62 ножа. Внутренний угол 61 рабочей кромки является тупым и может быть в диапазоне 140-175 градусов, и предпочтительно, в диапазоне 155-175 градусов, а наиболее предпочтительно, около 160 градусов.
Передняя грань 58 имеет пологий наклон, являющийся следствием тупого угла рабочей кромки. Вследствие своего пологого наклона, передняя грань каждого ножа продолжается по существу на полную ширину канавки 56. Благодаря пологому наклону и тупой рабочей кромке, передняя грань 58 постепенно прикладывает возрастающее давление сжатия к волокнистому материалу между пластинами, по мере того, как передняя грань приближается к ножу на противоположной пластине. Задняя грань 64 ножей 54 может быть по существу параллельной, например, с внутренним углом 90-100 градусов, относительно оси 66 пластины. Формы ножа 54 и канавки 56 предусматривают компрессионный профиль ножей и канавок.
Канавки 56 между ножами образованы передней гранью и задней гранью соседних ножей. Наклон передней грани 58 ножа постепенно снижает глубину канавки в направлении, приближающемся к рабочей кромке 60 ножа. Благодаря наклону передней грани, канавка может иметь форму поперечного сечения треугольника, в котором передняя грань 58 и задняя грань 64 пересекаются на дне 62 канавки. Площадь поперечного сечения канавки должна быть достаточна, чтобы предоставлять воде, пару и другим флюидам в волокнистом материале возможность течь по канавкам пластины рафинера, не задерживая поток волокнистого материала между противолежащими пластинами.
Канавки 56 являются неглубокими, особенно возле рабочей кромки 60 ножа. Неглубокая канавка способствует плавному движению волокнистого материала по зазору размола между перекрещивающимися ножами. Неглубокая канавка стремится сдвигать волокнистый материал в зазор размола между перекрещивающимися ножами. Тупые рабочие кромки и скошенные передние поверхности ножей, показанные на фиг.4, стремятся повышать концентрацию волокнистого материала в местах сжатия зазора размола между гребнями ножей и, тем самым, повышать энергию, применяемую при компрессионном размоле. В противоположность, традиционные канавки имеют тенденцию ударяться о волокнистый материал, не обеспечивают плавный переход через рабочую кромку и в зазор между противолежащими гребнями ножей, и имеют тенденцию предоставлять волокнистому материалу возможность накапливаться в канавке.
Канавки 56, показанные на фиг.4, имеют уменьшенную площадь поперечного сечения по сравнению с традиционными канавками, такими как показанные на фиг.1. Благодаря ограниченному объему, имеющемуся в распоряжении в канавках 56, пластины рафинера с канавками уменьшенной площади поперечного сечения наиболее приспособлены, чтобы быть (но не обязательно) одними из следующих: (1) компрессионная конструкция кромок ножей на одной из размалывающих пластин и традиционная конструкция кромок ножей на противоположной размалывающей пластине; (2) компрессионная конструкция кромок ножей и традиционная конструкция кромок ножей, чередующиеся между кольцевыми зонами размола на противоположных размалывающих пластинах; (3) компрессионная конструкция кромок ножей на обеих размалывающих пластинах совместно с улучшающей течение особенностью конструкции, например, полости для пара (как показанные в патенте US 5863000), канавки для пара (патент US 4676440), накачивающие/подающие канавки, или (4) другие модификации, которые улучшают пропускную способность пластинок рафинера по отношению к воде и пару волокнистого материала.
Фиг.5 показывает, в поперечном разрезе, перекрещивание ножей 54, 12, где один из ножей имеет тупую рабочую кромку, показанную на фиг.4, а противоположный нож имеет традиционную острую рабочую кромку, такую, как показанная на фиг.1. В этом примере, перекрещивание ножей показано с пластиной 26 ротора, содержащей ножи 12, имеющие переднюю грань 18 с острой рабочей кромкой 16. Ножи пластины 52 статора имеют скошенную, переднюю грань 58 с тупой ведущей кромкой 60. Пластина ротора движется в направлении вращения, показанном стрелкой 68.
Волокнистый материал 70 размалывается в зазоре между противолежащими ножами на пластинах ротора и статора, а более точно, посредством давления сжатия, прикладываемого к материалу, в то время как противолежащие ножи перекрещиваются. Давление, прикладываемое к волокнистому материалу, является следствием скрещивания ножей 12, 54, которое уменьшает зазор между пластинами рафинера, и, тем самым, повышает давление в зазоре и прикладываемое к волокнистому материалу 70 в зазоре.
Пологий наклон передней грани 58 ножа 54 статора постепенно увеличивает давление, прикладываемое к волокнистому материалу 70, по мере того, как нож 12 ротора проходит над канавкой 56 в пластине статора и приближается к рабочей кромке 60 ножа 54 статора. Пологий наклон передней грани 58 ножа статора снижает склонность волокнистого материала сильно ударяться рабочими кромками перекрещивающихся ножей. Постепенное повышение давления, являющееся следствием скошенной передней грани 58 и тупой рабочей кромки 60 ножа статора, является менее предрасположенным к нанесению ударного воздействия и срезания материала вследствие профиля такого ножа. Острая рабочая кромка 16 ножа 12 ротора на фиг.5 предполагается менее предрасположенной к нанесению ударного воздействия и срезанию стружечного материала, так как волокнистый материал не защемляется между противоположными острыми рабочими кромками противолежащих ножей.
Фиг.6 - график 72, изображающий силы (F), как понимается изобретателем, прикладываемой к волокнистому материалу между перекрещиванием противолежащих ножей, показанных на фиг.5 и фиг.2. Кривая 74 силы сплошной линии изображает воспринимаемые силы, прикладываемые к волокнистому материалу 70, например, древесным стружкам, между пластинами 26, 52 ротора и статора, показанными на фиг.5. Кривая 76 пунктирной линии показывает воспринимаемые силы, прикладываемые к волокнистому материалу 34 между пластинами 26, 30 ротора и статора, показанными на фиг.2.
Кривая 76 пунктирной линии подобна кривой 38, показанной на графике 36 согласно фиг.3. Кривая 76 пунктирной линии изображена на фиг.6 в качестве сравнения для иллюстрации пика давления, являющегося следствием перекрещивания ножей с традиционными острыми рабочими кромками, по сравнению с давлениями
(показанными кривой 74 сплошной линии), которые являются следствием перекрещивания ножей, в которых по меньшей мере один из ножей имеет скошенную переднюю грань и тупую рабочую кромку
(«компрессионную конструкцию ножа»).
Кривая 74 силы сплошной линии показывает постепенное увеличение 78 сил, прикладываемых к волокнистому материалу, по мере того как рабочая кромка 16 ножа 12 ротора проходит над канавкой 56 ножа 54 статора. Постепенное повышение силы является противоположным быстрому возрастанию силы (см. участок 42 кривой на фиг.3), которое предполагается происходящим, когда традиционные ножи, имеющие острые рабочие кромки, приближаются, как показано кривой 76 пунктирной линии на фиг.6.
Предполагается, что пологий наклон передней грани 58 компрессионного ножа 54 статора должен заставлять силы постепенно возрастать до максимальной силы, указанной вершиной 90 кривой 74 силы.
Кривая 74 силы сплошной линии показывает по существу отсутствие пика в ударных силах, прикладываемых к волокнистому материалу перекрещиванием тупой рабочей кромки компрессионного ножа и острой рабочей кромки ножа ротора. Пик ударных сил (см. пик на пунктирной линии 76), в противоположность острым рабочим кромкам, перекрещиваемым в традиционных профилях ножа, предполагается избегаемым, когда по меньшей мере одна пластина рафинера имеет компрессионные ножи, такие как нож 54, показанный на фиг.5.
Высокий уровень сил 80, прикладываемых к волокнистому материалу в стадии сжатия перекрещивания ножей, достаточен для размалывания материала. Предполагается, что пологий наклон передней грани ножа статора должен избегать пика силы, в то время как перекрещиваются рабочие кромки у противолежащих ножей. Избегание пиков в силах, прикладываемых к волокнистому материалу, сокращает срезание волокнистых материалов, в то время как перекрещиваются рабочие кромки противолежащих ножей. Максимальный уровень 80 силы возникает, в то время, когда перекрещиваются гребни противолежащих ножей. После того, как ножи перекрещиваются, силы на стружечном материале снижаются, по мере того как ножи проходят над противоположной канавкой. Силы, показанные на фиг.6, многократно прикладываются к волокнистому материалу, в то время как ножи ротора перекрещивают ножи статора.
Фиг.7 показывает поперечный разрез пластины 82 ротора и пластины 84 статора, обе из которых имеют ножи 86, имеющие передние грани 88 с пологими скосами и тупыми рабочими кромками. Волокнистый материал 90 подвергается повторным импульсам сжатия по мере того, как ножи перекрещиваются, в то время как пластина ротора движется в направлении вращения, указанном стрелкой. Силы, прикладываемые к волокнистому материалу перекрещивающимися ножами 86, обычно бывают полностью или по меньшей мере в основном обусловленными силами сжатия, прикладываемыми к материалу. Перекрещивающиеся ножи имеют профиль поперечного сечения, например, скошенную переднюю грань и тупую рабочую кромку, который минимизирует ударные силы, прикладываемые, когда ножи перекрещиваются. Минимизация ударных сил должна снижать или устранять срезание волокон, обусловленное перекрещиванием рабочих кромок противолежащих ножей.
Как показано на фиг.4 и 7, компрессионные ножи с тупой рабочей кромкой и передней гранью, имеющей пологий наклон, могут быть скомпонованы на одной или обоих из противолежащих пластинах. Предпочтительно, эти ножи расположены по меньшей мере на пластине статора (см. фиг.5), но могут быть расположены исключительно на пластине ротора или на обеих противолежащих пластинах, например, паре пластин ротор-ротор и паре пластин ротор-статор (фиг.7).
Каждая из Фиг.8a и 8b показывает поперечный разрез части пластины рафинера, имеющей ножи 54, 92 с тупыми рабочими кромками и передними гранями, имеющими пологий наклон. Нож 54, показанный на фиг.8a, является по существу таким же, как нож 54, показанный на фиг.4. Более точно, передняя грань 58 ножа 54 является по существу плоской и образует прямую линию в поперечном сечении. Нож 92, показанный на фиг.8b, имеет выпуклую переднюю грань 94, которая сливается с гребнем 98 ножа, без каких бы то ни было сгибов или других резких изменений на рабочей кромке 96 ножа 92. Плоская передняя грань 58, показанная на фиг.8а, может облегчать изготовление, например, отливку, пластины. Сечение выпуклой передней грани 94 и искривленной рабочей кромки 96 ножа 92, показанное на фиг.8b, может минимизировать удары и пики в силах, прикладываемых к волокнистому материалу, обусловленные перекрещиванием рабочих кромок ножей на противолежащих пластинах.
Фиг.9 - увеличенный вид в поперечном разрезе части пластины 100 рафинера, например, пластины статора, показывающий новую геометрическую форму поперечного сечения ножей 102 и канавок 104. Ножи имеют скошенную переднюю грань 106 и тупую рабочую кромку 108. Предпочтительно, чтобы ширина (с) гребня 110 ножа была по существу равной ширине (b) канавки 104. Например, ширины канавок и ножей, каждая, могут быть в диапазоне от двух до восьми миллиметров (мм) и, предпочтительно, в диапазоне от двух до четырех миллиметров. Отношение ширины ножа к объединенным ширинам (d) ножа и канавки должно быть в диапазоне от 30% до 75%, а предпочтительно, в диапазоне от 40% до 60%.
Угол (а) рабочей кромки 108 ножа 102 должен быть в диапазоне 150-175 градусов. Угол (е) задней кромки 112 ножа предпочтительно должен быть приблизительно 90 градусов, например, 80-100 градусов. Острый угол на задней кромке дает заднюю грань с крутым скосом и предусматривает глубокие канавки, имеющие относительно большую площадь поперечного сечения. В качестве альтернативы, угол (е) задней кромки может быть большим, например, 150-175 градусов, особенно если пластина рафинера должна работать в обоих направлениях вращения.
Площадь поперечного сечения канавки должна быть достаточна, чтобы предоставить волокнистому материалу, пару и воде возможность проходить между пластинами рафинера. В дополнение, канавка должна иметь глубину, достаточную для предоставления возможности компрессионного рельефа после того, как ножи пересеклись. Канавка, которая является слишком пологой, может быть недостаточной для обеспечения компрессионного рельефа после того, как ножи пересекаются. Без достаточного компрессионного рельефа, эффективность передачи энергии на волокно может снижаться.
Форма канавки и боковых стенок ножей могут быть выполнены так, чтобы обеспечивать достаточную площадь поперечного сечения для канавки и компрессионный рельеф для волокнистого материала. Предпочтительно, верхний участок ведущей боковой стенки наклонен, а рабочая кромка является тупой, как описано выше, для минимизации ударов рабочими кромками по волокнистому материалу, в то время как ножи перекрещиваются. Нижний участок ведущей боковой стенки может быть резко скошенным или по существу перпендикулярным подложке для увеличения площади поперечного сечения пластины.
Фиг.10 - увеличенный вид в поперечном разрезе части пластины 114 рафинера, например, пластины статора, показывающий новую геометрическую форму поперечного сечения ножей 115 и канавок 116. Ножи включают в себя в целом плоский верхний гребень 117 и ведущую боковую стенку, имеющую скошенный верхний участок 118 боковой стенки с кривой рабочей кромкой 119, в то время как боковая стенка сливается с верхним гребнем. Ведущая боковая стенка также включает в себя по существу прямой нижний участок 120 боковой стенки для увеличения глубины и площади поперечного сечения канавки.
Нижний участок 120 боковой стенки ведущей боковой стенки и задняя боковая стенка 64 могут иметь углы литейного уклона, например, углы от линии, перпендикулярной основе 22 пластины, меньшие, чем один или два градуса, и быть по существу перпендикулярными основе 22 пластины 114. Переход между верхним участком 118 боковой стенки и нижним участком 120 боковой стенки может быть определен таким, чтобы обеспечивать требуемую площадь поперечного сечения канавки, и чтобы находился, предпочтительно, в середине ножа между верхним гребнем 117 и основой 22.
Фиг.11 - схема поперечного сечения, показывающая рафинер 121, имеющий корпус 122 рафинера, который вмещает кольцевой диск 124 ротора и кольцевой диск 126 статора. Каждый из дисков поддерживает, соответственно, кольцевые пластины 128 ротора (которые также могут быть кольцевой сборкой сегментов пластины) и кольцевые пластины 130 статора (которые также могут быть кольцевой сборкой сегментов пластины). Диск 124 ротора установлен на валу 132, который вращается (см. стрелку на полуокружности) электродвигателем 134. Механическая регулировка, например, винт, перемещает вал в осевом направлении (см. двойную снабженную наконечниками стрелку), чтобы перемещать диск и пластину ротора в осевом направлении относительно диска и пластины статора. Осевая регулировка определяет зазор 136 между расположенными напротив поверхностями пластин.
Неразмолотый волокнистый материал вводится через центральное вводное отверстие 138 диска статора и проникает в зазор 136 между пластинами. Материал перемещается радиально наружу по зазору вследствие центробежных сил, сообщаемых вращением диска ротора. По мере того, как материал перемещается между пластинами, материал проходит между перекрещивающимися ножами противолежащих пластин и, тем самым, размалывается в волокнистую массу, содержащую разделенные волокна. Размолотая волокнистая масса выходит из зазора 136 на периферии пластин рафинера и выпускается через выходное отверстие 140 из рафинера. Каждая пластина 141 рафинера может включать в себя многочисленные кольцевые и концентрические зоны 142, 144, 146 и 148 размола. Каждая из зон размола имеет конфигурацию ножей и канавок, расположенных на поверхности пластины размола. Как правило, противолежащие пластины имеют подобные кольцевые секции размола, которые выравниваются, когда размещаются в рафинере. Пластина 130 статора, например, включает в себя внутреннюю кольцевую секцию 142, имеющую ножи с тупыми рабочими кромками и пологими передними гранями, и наружную кольцевую секцию 144, имеющую ножи с острыми рабочими кромками и круто скошенными передними гранями. Пластина 128 ротора, может иметь внутреннюю кольцевую секцию 148, имеющую ножи с острыми рабочими кромками и крутыми передними гранями, и наружную кольцевую секцию 146, имеющую ножи с тупыми рабочими кромками и пологими передними гранями.
Фиг.12 - вид спереди, который в общем показывает диск 131, который может быть диском ротора или диском статора. Кольцевая компоновка пластин 141 рафинера расположена на диске 131. Пластины часто включают в себя две или более кольцевые зоны 150, 152 и 154 размола. Каждая зона размола типично имеет однородную конфигурацию ножей и канавок.
Предпочтительно, чтобы ножи с тупыми рабочими кромками и пологими скошенными передними гранями были на по меньшей мере одной пластине из пары расположенных напротив пластин для каждой из кольцевых секций размола. Однако пары противолежащих пластин могут быть скомпонованы из условия, чтобы одна или более кольцевых зон 150, 152 размола имели ножи с острыми рабочими кромками и крутыми передними гранями на обеих пластинах, и по меньшей мере одна кольцевая зона 154 размола имела ножи с тупыми рабочими кромками и полого скошенные передние грани на по меньшей мере одной из пластин.
Несмотря на то что изобретение было описано в связи с тем, что в настоящее время считается наиболее практичным и предпочтительным вариантом осуществления, должно быть понятно, что изобретение не должно ограничиваться раскрытым вариантом осуществления, а наоборот, подразумевается покрывающим различные модификации и эквивалентные компоновки, находящиеся в пределах сущности и объема прилагаемой формулы изобретения.
Плиты рафинера, имеющие каналы для пара, и способ отвода противоточного пара из дискового рафинера
Способ и система для варки полуцеллюлозы
Способы и системы для отбеливания лигноцеллюлозных масс после варки с содой и антрахиноном
Устройства для крепления пластины рафинера для ее быстрой замены, способы ее крепления и сборки
Способ и система для улучшения характеристик волокна путем добавления обрабатывающего средства во время механического пульпирования
Способ и устройство для отделения волокон от газа в центрифуге
Способ и система для размола целлюлозной массы при средней консистенции
Способ получения пара в варочном котле на целлюлозно-бумажном предприятии
Компактная система и способ подачи измельченного целлюлозного материала
Пластина дефлокулятора и соответствующие способы
Плиты рафинера, имеющие каналы для пара, и способ отвода противоточного пара из дискового рафинера
Способ и система для варки полуцеллюлозы
Способы и системы для отбеливания лигноцеллюлозных масс после варки с содой и антрахиноном
Устройства для крепления пластины рафинера для ее быстрой замены, способы ее крепления и сборки
Способ и система для улучшения характеристик волокна путем добавления обрабатывающего средства во время механического пульпирования
Способ и устройство для отделения волокон от газа в центрифуге
Способ и система для размола целлюлозной массы при средней консистенции
Способ получения пара в варочном котле на целлюлозно-бумажном предприятии
Компактная система и способ подачи измельченного целлюлозного материала
Пластина дефлокулятора и соответствующие способы

