Результат интеллектуальной деятельности: РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к режущему инструменту с покрытием.
УРОВЕНЬ ТЕХНИКИ
[0002] Общеизвестно использование режущего инструмента с покрытием, в котором слой покрытия, включающий единственный слой одного вещества или несколько слоев двух или более веществ, например, карбида, нитрида, карбонитрида, карбоксида и карбоксинитрида титана, а также оксида алюминия, с общей толщиной пленки от 3 до 20 мкм, образован на поверхности подложки, выполненной из цементированного карбида, путем химического осаждения из газовой фазы, для резания стали, чугуна и т.п.
[0003] Когда пленка покрытия образована на поверхности цементированного карбида на основе карбида вольфрама, в пленке покрытия остается растягивающее напряжение, и покрытые таким образом режущие инструменты, как правило, считают имеющими уменьшенную прочность на разрыв и склонными к разрушению. Было предложено снимать остаточное растягивающее напряжение путем формирования трещин с помощью, например, упрочняющей дробеструйной обработки после образования пленки покрытия, и это предложение было довольно эффективным (например, см. патентный документ 1).
[0004] Кроме того, известен режущий инструмент, который имеет трещины с высокой плотностью в пленке покрытия в нижней части на стороне подложки и имеет трещины с низкой плотностью в пленке покрытия в верхней части на стороне поверхности (см., например, патентный документ 2).
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0005] Патентный документ 1: JP H05-116003 A
Патентный документ 2: JP H06-246512 A
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0006] В процессе резания в последние годы становятся заметнее большие скорости, более высокие подачи и большая глубина резания, и срок службы инструмента имеет тенденцию уменьшаться больше, чем обычно. На этом фоне, когда трещины просто увеличиваются в пленке покрытия, устойчивость инструмента к разрушению улучшается, как раскрыто в патентном документе 1. Однако инструмент, раскрытый в патентном документе 1, имеет проблему уменьшения устойчивости к отделению, устойчивости к скалыванию и износостойкости пленки покрытия от трещин. Инструмент, раскрытый в патентном документе 2, имеет улучшенную износостойкость в верхней части, в то время как он имеет проблему недостаточной износостойкости в нижней части. Вдобавок к этому, он имеет дополнительную проблему возможного отделения пленки покрытия от трещин высокой плотности в нижней части. Настоящее изобретение было выполнено для решениям этих проблем, и задачей настоящего изобретения является предложить режущий инструмент с покрытием, который имеет превосходную устойчивость к скалыванию, износостойкость и устойчивость к разрушению, а также имеет длительный срок службы инструмента за счет улучшения режима формирования трещин в режущем инструменте с покрытием.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМ
[0007] Основываясь на вышеописанной перспективе, автор настоящего изобретения провел интенсивное исследование в области увеличения срока службы режущих инструментов с покрытием и обнаружил, что с описанной ниже конфигурацией можно улучшить устойчивость к разрушению без ухудшения устойчивости к скалыванию и износостойкости и в результате можно продлить срок службы инструмента.
[0008] Таким образом, суть настоящего изобретения заключается в следующем.
(1) Режущий инструмент с покрытием включает в себя: подложку и слой покрытия, образованный на поверхности этой подложки, причем
слой покрытия включает в себя по меньшей мере один слой соединения Ti,
слой соединения Ti является соединением, содержащим элемент Ti и по меньшей мере один элемент, выбираемый из группы, состоящей из C, N, O и B,
слой соединения Ti имеет окруженную трещинами область, если от верхней поверхности рассматривается полированная поверхность в слое соединения Ti, приблизительно параллельная поверхности подложки,
при этом внутри эта область имеет прерывистую трещину, один конец или оба конца которой не контактируют с трещинами, составляющими эту область, и
соотношение между среднечисленной плотностью А этой области и среднечисленной плотностью B прерывистой трещины удовлетворяет условию 0,7<B/A<2.
(2) Режущий инструмент с покрытием в соответствии с п. (1), в котором слой соединения Ti образован на поверхности подложки и имеет среднюю толщину слоя от 2 до 20 мкм.
3) Режущий инструмент с покрытием в соответствии с любым из пп. (1) или (2), в котором слой покрытия имеет слой оксида алюминия со средней толщиной слоя от 1 до 15 мкм на поверхности слоя соединения Ti.
(4) Режущий инструмент с покрытием в соответствии с любым из пп. (1)-(3), в котором слой соединения Ti является соединением, дополнительно содержащим по меньшей мере один элемент, выбираемый из группы, состоящей из Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al и Si.
(5) Режущий инструмент с покрытием в соответствии с любым из пп. (1)-(4), в котором слой оксида алюминия является соединением, дополнительно содержащим по меньшей мере один элемент, выбираемый из группы, состоящей из Zr, Hf, V, Nb, Ta, Cr, Mo, W и Si.
(6) Режущий инструмент с покрытием в соответствии с любым из пп. (1)-(5), в котором слой покрытия включает в себя самый внешний слой, выполненный из по меньшей мере одного элемента, выбираемого из группы, состоящей из Zr, Hf, V, Nb, Ta, Cr, Mo, W и Si, и по меньшей мере одного элемента, выбираемого из группы, состоящей из C, N, O и B, на поверхности слоя оксида алюминия.
(7) Режущий инструмент с покрытием в соответствии с любым из пп. (1)-(6), в котором весь слой покрытия имеет общую толщину слоя от 3 до 30 мкм в качестве средней толщины слоя.
(8) Режущий инструмент с покрытием в соответствии с любым из пп. (1)-(7), в котором подложка является любой из цементированного карбида, кермета, керамики или спеченного кубического нитрида бора.
[0009] <РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ>
Режущий инструмент с покрытием по настоящему изобретению включает в себя подложку и слой покрытия, образованный на поверхности этой подложки. В частности, примеры типов режущего инструмента с покрытием могут включать в себя индексируемые режущие вставки для фрез или токарных резцов, сверл, а также торцевых фрез.
[0010] <ПОДЛОЖКА>
Примеры подложки по настоящему изобретению могут включать в себя, например, цементированный карбид, кермет, керамику, спеченный кубический нитрид бора, спеченный алмаз и быстрорежущую сталь. Среди них более предпочтительной для превосходной износостойкости и устойчивости к разрушению является подложка из цементированного карбида, кермета, керамики или спеченного кубического нитрида бора.
[0011] Такая подложка может иметь модифицированную поверхность. Эффекты настоящего изобретения проявляются даже когда поверхность модифицируется таким образом, что, например, на поверхности для цементированного карбида формируется бесподложечный слой, а для кермета может быть сформирован упрочняющий поверхность слой.
[0012] <СЛОЙ ПОКРЫТИЯ>
Весь слой покрытия по настоящему изобретению имеет общую толщину слоя предпочтительно от 3 до 30 мкм в качестве средней толщины слоя. Износостойкость может быть плохой при толщине меньше чем 3 мкм, а адгезия к подложке и устойчивость к разрушению может уменьшаться при толщине больше чем 30 мкм. Диапазон от 3 до 20 мкм является даже более предпочтительным.
[0013] <СЛОЙ СОЕДИНЕНИЯ Ti>
Слой покрытия по настоящему изобретению включает в себя по меньшей мере один слой соединения Ti. Слой соединения Ti означает слой соединения, содержащего элемент Ti в качестве основного компонента и дополнительно содержащего по меньшей мере один элемент, выбираемый из группы, состоящей из C, N, O и B. Слой соединения Ti может содержать по меньшей мере один элемент, выбираемый из группы, состоящей из Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al и Si в качестве дополнительного компонента.
[0014] Слой соединения Ti по настоящему изобретению предпочтительно формируется на поверхности подложки, потому что адгезия между подложкой и слоем покрытия улучшена. Слой соединения Ti по настоящему изобретению имеет среднюю толщину слоя предпочтительно от 2 до 20 мкм. Причина этого заключается в том, что износостойкость имеет тенденцию к уменьшению, когда слой соединения Ti имеет среднюю толщину слоя меньше чем 2 мкм, в то время как устойчивость к разрушению имеет тенденцию к уменьшению, когда слой соединения Ti имеет среднюю толщину слоя больше чем 20 мкм.
[0015] В слое соединения Ti по настоящему изобретению, если от верхней поверхности рассматривают полированную поверхность, приблизительно параллельную поверхности подложки, слой соединения Ti имеет окруженную трещинами область, и внутри эта область имеет прерывистую трещину, один конец или оба конца которой не контактируют с трещинами, составляющими эту область. Здесь фраза «рассматривают от верхней поверхности» означает вид на полированную поверхность в приблизительно нормальном к этой поверхности направлении. Другими словами, это означает вид со стороны передней поверхности слоя покрытия, хотя она и не существует из-за полировки, то есть вид с противоположной стороны от подложки. В дополнение к этому соотношение между среднечисленной плотностью А этой области и среднечисленной плотностью B прерывистой трещины удовлетворяет соотношению 0,7<B/A<2, с получением тем самым эффекта остановки трещин, образующихся в слое покрытия во время резания, прерывистой трещиной, так что устойчивость к скалыванию и устойчивость к разрушению являются превосходными. В дополнение к этому выпадение частиц из слоя покрытия во время резания подавляется до минимума наличием прерывистой трещины, и таким образом можно поддерживать износостойкость. Когда соотношение B/A между среднечисленной плотностью А области и среднечисленной плотностью B прерывистой трещины составляет 0,7 или меньше, распределение прерывистой трещины является недостаточным, и таким образом невозможно получить эффект остановки развития трещин, образующихся в слое покрытия во время резания, прерывистой трещиной, так что устойчивость к скалыванию и устойчивость к разрушению уменьшаются. С другой стороны, когда соотношение B/A между среднечисленной плотностью А области и среднечисленной плотностью B прерывистой трещины составляет 2 или больше, прерывистая трещина распределяется по многим местам, так что трещины, составляющие упомянутую область, и прерывистая трещина легко связываются, и устойчивость к разрушению уменьшается.
[0016] Полированная поверхность слоя соединения Ti является поверхностью слоя соединения Ti, которая получается путем полировки режущего инструмента с покрытием приблизительно параллельно поверхности подложки до тех пор, пока не откроется слой соединения Ti. В этой точке предпочтительно получать полированную поверхность в положении толщины слоя 50% или больше от средней толщины слоя соединения Ti. Для режущего инструмента с покрытием, сформированным слоями соединения Ti с множеством составов, предпочтительно измерять область слоя состава с самой толстой средней толщиной слоя и прерывистой трещиной.
[0017] Область, наблюдаемая на полированной поверхности слоя соединения Ti по настоящему изобретению, является областью, окруженной трещинами, образованными в слое покрытия во время охлаждения после формирования слоя покрытия, а трещины получены в слое покрытия путем обработки, такой как сухая струйная обработка и упрочняющая дробеструйная обработка. Число областей определяется таким образом, что наименьшая окруженная трещинами область является одной областью. Когда есть даже меньшая область в области, они определяются как две области.
[0018] Среднечисленную плотность области по настоящему изобретению можно получить следующим способом. Измеряется число областей, наблюдаемых на полированной поверхности слоя соединения Ti. Числовую плотность областей можно получить путем деления числа областей на площадь измеряемого слоя соединения Ti. Среднечисленную плотность можно получить путем деления числовой плотности на число измеряемых областей наблюдения.
[0019] Прерывистая трещина по настоящему изобретению является трещиной, у которой один конец или оба конца трещины не контактируют с трещинами, составляющими упомянутую область. Примеры состояния прерывистой трещины могут включать в себя, например, состояние, в котором отсутствует контакт с любой трещиной в упомянутой области, и состояние развития трещин из трещин, составляющих упомянутую область, в направлении к внутренней части области, в то время как это развитие останавливается, не пересекая область.
[0020] Среднечисленную плотность прерывистой трещины по настоящему изобретению можно получить следующим способом. Измеряется число сегментов прерывистой трещины, наблюдаемых на полированной поверхности слоя соединения Ti. Числовую плотность прерывистой трещины можно получить путем деления числа сегментов прерывистой трещины на площадь измеряемого слоя соединения Ti. Среднечисленную плотность можно получить путем суммирования каждой числовой плотности измеряемых областей наблюдения и деления суммы числовых плотностей на число измеряемых областей наблюдения.
[0021] Слой покрытия по настоящему изобретению предпочтительно включает в себя слой оксида алюминия (здесь далее слой Al2O3) на поверхности слоя соединения Ti, потому что возможно подавить прогресс износа благодаря реакции с материалом обрабатываемой детали. Кристаллическая система слоя Al2O3 не ограничивается особым образом, и ее примеры могут включать α-форму, β-форму, δ-форму, γ-форму, κ-форму, χ-форму, псевдо-τ-форму, η-форму и ρ-форму. Среди них кристаллическая система слоя Al2O3 предпочтительно является α-формой, которая устойчива при высоких температурах, или κ-формой, которая имеет превосходную адгезию между слоем соединения Ti и слоем Al2O3. В частности, в случае, когда область, вовлекаемая в процесс резания, становится очень горячей при такой температуре, как при высокоскоростном резании, слой Al2O3 не так легко разрушается или скалывается при использовании слоя α-Al2O3. Слой Al2O3 предпочтительно имеет среднюю толщину слоя от 1 до 15 мкм. Устойчивость к износу в виде лунки на передней поверхности режущего инструмента может быть уменьшена, когда слой Al2O3 имеет среднюю толщину слоя меньше чем 1 мкм, а когда средняя толщина слоя составляет более 15 мкм, легко происходит отделение, и может уменьшиться устойчивость к разрушению.
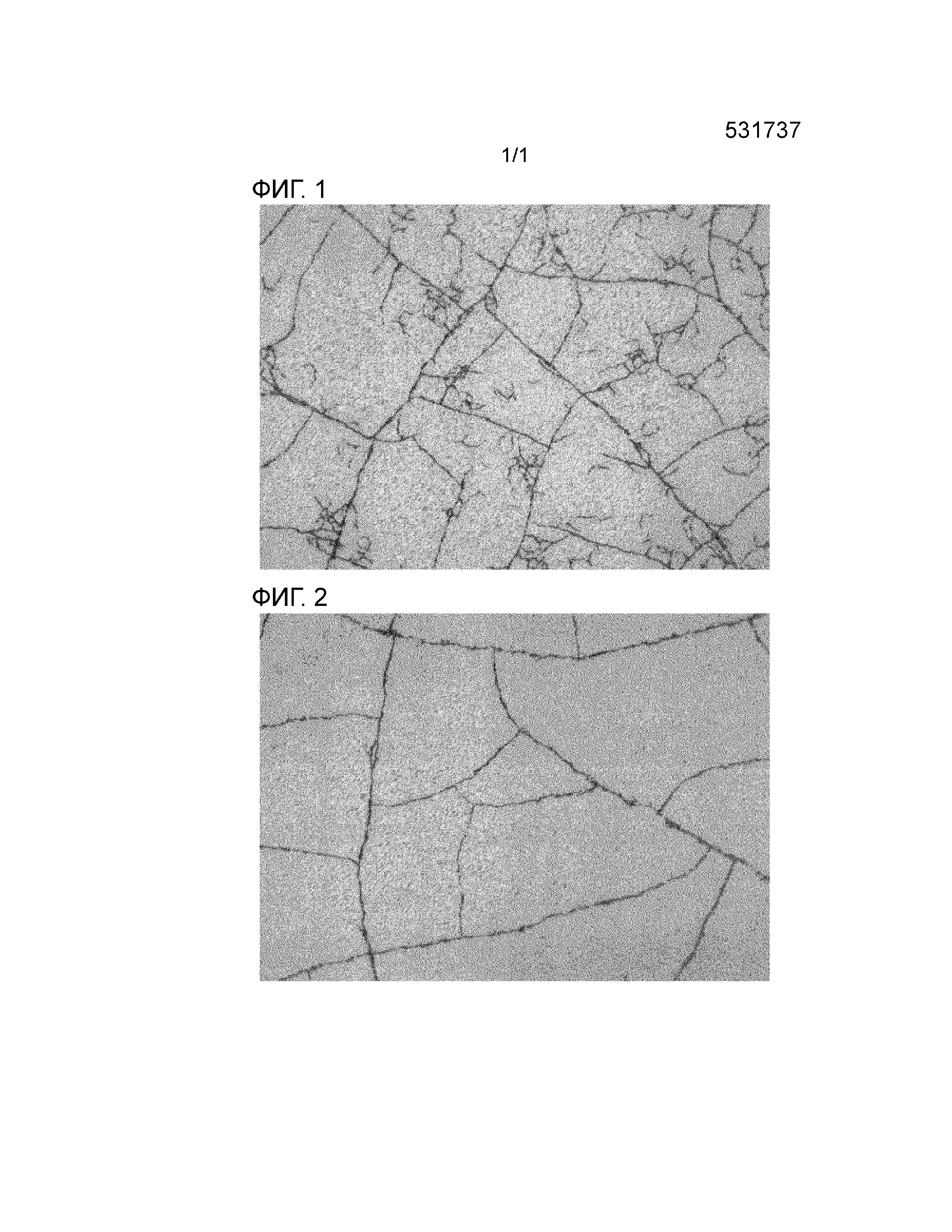
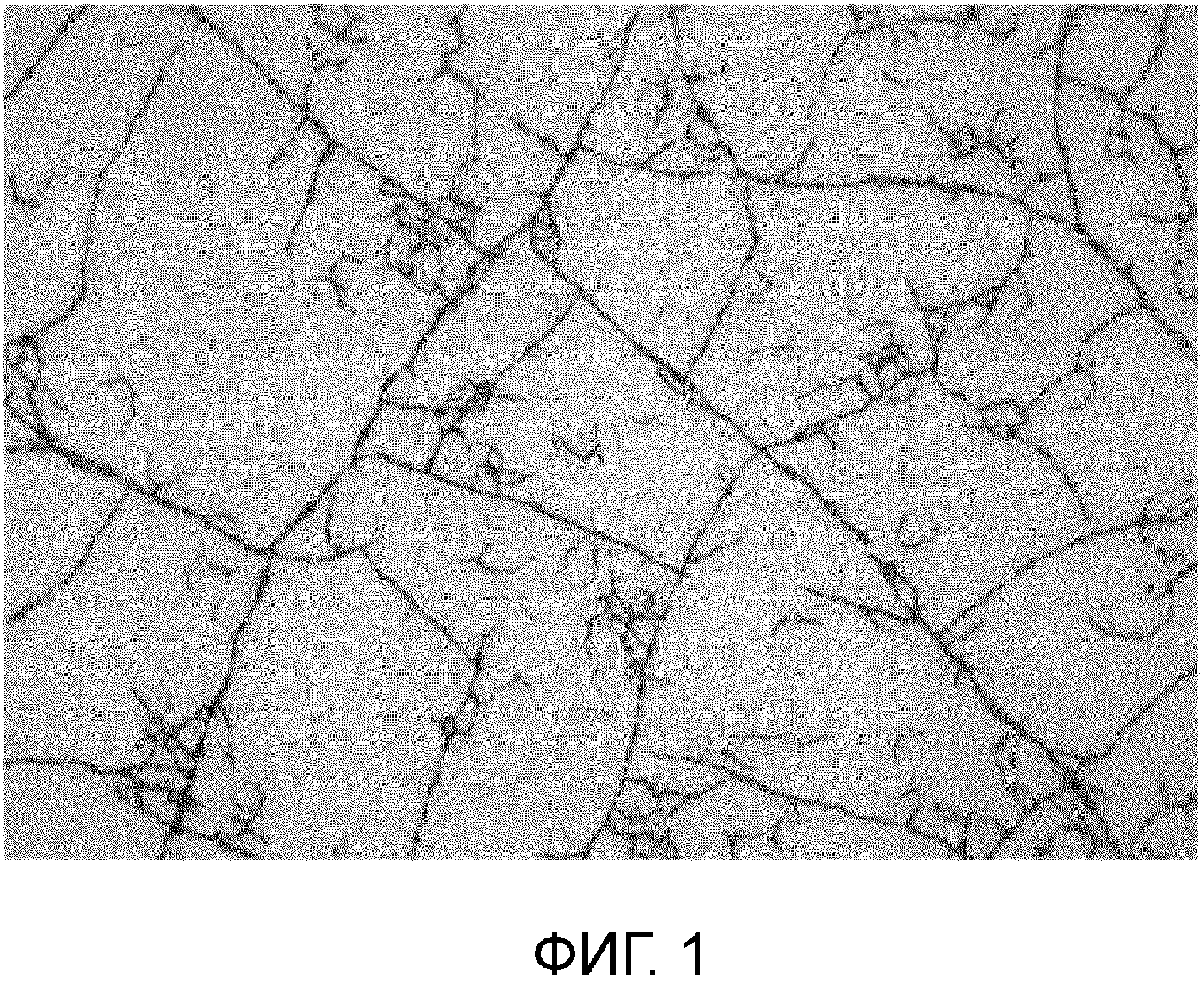
[0022] Здесь фиг. 1 иллюстрирует пример фотографии полированной поверхности в слое соединения Ti по настоящему изобретению, приблизительно параллельной поверхности подложки и рассматриваемой от верхней поверхности, а Фиг. 2 иллюстрирует пример фотографии полированной поверхности в обычном слое соединения Ti, приблизительно параллельной поверхности подложки и рассматриваемой от верхней поверхности.
[0023] [СПОСОБ ФОРМИРОВАНИЯ СЛОЯ ПОКРЫТИЯ]
Примеры способа формирования каждого слоя, составляющего слой покрытия в режущем инструменте с покрытием по настоящему изобретению, могут включать в себя, например, следующий способ.
[0024] Например, возможно сформировать слой TiN путем химического осаждения из газовой фазы, в котором состав исходного газа представляет собой TiCl4: от 5,0 до 10,0 мол.%, N2: от 20 до 60 мол.% и H2: остаток, температура: от 850 до 920°C и давление: от 100 до 350 гПа.
[0025] Возможно сформировать слой TiN путем химического осаждения из газовой фазы, в котором состав исходного газа представляет собой TiCl4: от 10 до 15 мол.%, CH3CN: от 1 до 3 мол.%, N2: от 0 до 20 мол.% и H2: остаток, температура: от 850 до 920°C и давление: от 60 до 80 гПа.
[0026] Возможно сформировать слой TiN путем химического осаждения из газовой фазы, в котором состав исходного газа представляет собой TiCl4: от 1,0 до 3,0 мол.%, CH4: от 4,0 до 6,0 мол.% и H2: остаток, температура: от 990 до 1030°C и давление: от 50 до 100 гПа.
[0027] Возможно сформировать слой α-Al2O3 путем химического осаждения из газовой фазы, в котором состав исходного газа представляет собой AlCl3: от 2,1 до 5,0 мол.%, CO2: от 2,5 до 4,0 мол.%, HCl: от 2,0 до 3,0 мол.%, H2S: от 0,28 до 0,45 мол.% и H2: остаток, температура: от 900 до 1000°C и давление: от 60 до 80 гПа.
[0028] Возможно сформировать слой κ-Al2O3 путем химического осаждения из газовой фазы, в котором состав исходного газа представляет собой AlCl3: от 2,1 до 5,0 мол.%, CO2: от 3,0 до 6,0 мол.%, CO: от 3,0 до 5,5 мол.%, HCl: от 3,0 до 5,0 мол.%, H2S: от 0,3 до 0,5 мол.% и H2: остаток, температура: от 900 до 1000°C и давление: от 60 до 80 гПа.
[0029] Возможно сформировать слой TiAlCNO путем химического осаждения из газовой фазы, в котором состав исходного газа представляет собой TiCl4: от 3,0 до 5,0 мол.%, AlCl3: от 1,0 до 2,0 мол.%, CO: от 0,4 до 1,0 мол.%, N2: от 30 до 40 мол.% и H2: остаток, температура: от 975 до 1025°C и давление: от 90 до 110 гПа.
[0030] Возможно сформировать слой TiAlCO путем химического осаждения из газовой фазы, в котором состав исходного газа представляет собой TiCl4: от 0,5 до 1,5 мол.%, AlCl3: от 3,0 до 5,0 мол.%, CO: от 2,0 до 4,0 мол.% и H2: остаток, температура: от 975 до 1025°C и давление: от 60 до 100 гПа.
[0031] Возможно сформировать слой TiCNO путем химического осаждения из газовой фазы, в котором состав исходного газа представляет собой TiCl4: от 3,0 до 5,0 мол.%, CO: от 0,4 до 1,0 мол.%, N2: от 30 до 40 мол.% и H2: остаток, температура: от 975 до 1025°C и давление: от 90 до 110 гПа.
[0032] Возможно сформировать слой TiCO путем химического осаждения из газовой фазы, в котором состав исходного газа представляет собой TiCl4: от 0,5 до 1,5 мол.%, CO: от 2,0 до 4,0 мол.% и H2: остаток, температура: от 975 до 1025°C и давление: от 60 до 100 гПа.
[0033] Режущий инструмент с покрытием, имеющий среднечисленную плотность А упомянутой области и среднечисленную плотность B прерывистой трещины, удовлетворяющие условию 0,7<B/A<2 в слое соединения Ti, получается, например, с помощью следующего способа.
[0034] Можно легко управлять среднечисленной плотностью B прерывистой трещины в слое соединения Ti с помощью сухой дробеструйной обработки с использованием бомбардирующих частиц, имеющих форму с соотношением сторон большим, чем обычно, после того, как слой покрытия сформирован. Еще более предпочтительно форма бомбардирующих частиц имеет острые выпуклости. В качестве условий сухой дробеструйной обработки, например, бомбардирующие частицы могут выбрасываться со скоростью выбрасывания от 80 до 100 м/с в течение времени выбрасывания от 0,5 до 1 минуты имеющими угол выбрасывания к поверхности слоя покрытия от 30 до 90°. Бомбардирующие частицы для сухой дробеструйной обработки предпочтительно представляют собой материал, такой как Al2O3 и ZrO2, имеющий средний диаметр частиц от 160 до 200 мкм.
[0035] Толщину каждого слоя можно измерять с использованием оптического микроскопа, сканирующего электронного микроскопа (SEM), автоэмиссионного сканирующего электронного микроскопа (FE-SEM) и т.п. из структуры поперечного сечения режущего инструмента с покрытием. Толщина слоя режущего инструмента с покрытием может быть получена путем измерения толщины каждого слоя в трех или более точках в положениях около 50 мкм от края в направлении к передней поверхности режущего инструмента с покрытием и получения их среднего значения. Состав каждого слоя можно измерить с использованием энергодисперсионного рентгеновского спектрометра (EDS), рентгеновского спектрометра с дисперсией по длинам волн (WDS) и т.п. из структуры поперечного сечения режущего инструмента с покрытием по настоящему изобретению.
[0036] Примеры способа измерения области и прерывистой трещины в слое соединения Ti могут включать, например, следующий способ. Режущий инструмент с покрытием полируется в направлении, приблизительно параллельном поверхности подложки, до тех пор, пока не откроется слой соединения Ti, с получением полированной поверхности слоя соединения Ti. Трещины можно легко наблюдать при травлении полированной поверхности фтористо-азотной кислотой. Полированную поверхность наблюдают при увеличениях от 300 до 750 с использованием оптического микроскопа для получения фотографии полированной поверхности. Используя фотографию полированной поверхности, измеряют число областей и число прерывистых сегментов трещины в слое соединения Ti. Числовые плотности области и прерывистой трещины можно получить путем деления измеренных чисел областей и прерывистых сегментов трещины соответственно на измеренную площадь. Среднечисленную плотность A и среднечисленную плотность B прерывистой трещины можно получить путем суммирования соответствующих измеренных числовых плотностей области и прерывистой трещины каждой области наблюдения и деления их соответственно на измеренное число областей наблюдения. Предпочтительно измерять площадь 0,2 мм2 или больше с использованием фотографии полированной поверхности. Когда число областей измеряется с использованием фотографии полированной поверхности, площадь, на которой невозможно подтвердить формирование области из-за того, что трещина упирается в край фотографии, определяется как область 0,5.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0037] Режущий инструмент с покрытием по настоящему изобретению сохраняет износостойкость и обладает превосходной устойчивостью к скалыванию и устойчивостью к разрушению, и таким образом проявляет эффект продления срока службы инструмента больше, чем обычно.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0038] Фиг. 1 представляет собой пример фотографии полированной поверхности, приблизительно параллельной поверхности подложки, рассматриваемой от верхней поверхности в слое соединения Ti по настоящему изобретению.
Фиг. 2 представляет собой пример фотографии полированной поверхности, приблизительно параллельной поверхности подложки, рассматриваемой от верхней поверхности в обычном слое соединения Ti.
ПРИМЕРЫ
[0039] Настоящее изобретение описывается ниже со ссылкой на Примеры, в то время как настоящее изобретение не ограничивается ими.
[0040] В качестве подложки была подготовлена режущая вставка, выполненная из цементированного карбида, имеющего форму CNMG120412 в соответствии с японскими промышленными стандартами JIS и состав 86,0WC-1,0TiCN-1,3TaC-0,2NbC-0,5ZrC-11,0Co (все до этого в мас.%). После того как кромка режущего края подложки была подвергнута циркулярному хонингованию щеткой из SiC, поверхность подложки была промыта. Затем подложка была помещена в устройство химического осаждения из газовой фазы с наружным нагревом, и слой покрытия был сформирован на поверхности подложки имеющим конфигурацию слоя покрытия и среднюю толщину слоя, показанные в Таблице 1. Для каждой конфигурации было подготовлено десять образцов. В Таблице 1, α в столбце кристаллической системы слоя оксида алюминия (слоя Al2O3) представляет слой α-Al2O3, а κ представляет слой κ-Al2O3.
[0041] После того, как слой покрытия был сформирован, полученные таким образом образцы были подвергнуты сухой дробеструйной обработке. В качестве условий для сухой дробеструйной обработки Представленных изделий 1-10 бомбардирующие частицы выбрасывались со скоростью выбрасывания 90 м/с в течение времени выбрасывания от 0,5 до 1 минуты имеющими угол выбрасывания к поверхности слоя покрытия 45°. В качестве бомбардирующих частиц для сухой дробеструйной обработки использовали Al2O3 со средним соотношением сторон от 2 до 4 и средним диаметром частиц 50 мкм, измеренным в положениях наименьшего диаметра бомбардирующих частиц.
[0042] Сравнительные изделия 1 и 2 не подвергались ни сухой дробеструйной обработке, ни влажной дробеструйной обработке.
[0043] Сравнительное изделие 3 было подвергнуто сухой дробеструйной обработке с использованием бомбардирующих частиц в виде стальных шариков, имеющих средний диаметр частиц 150 мкм. В качестве условий для сухой дробеструйной обработки бомбардирующие частицы выбрасывались со скоростью 120 м/с в течение времени выбрасывания одна минута имеющими угол падения к поверхность слоя покрытия 45°.
[0044] В качестве условий для сухой дробеструйной обработки Сравнительных изделий 4, 5, 7 и 8 бомбардирующие частицы выбрасывались со скоростью 90 м/с в течение времени выбрасывания от 0,5 до 1 минуты имеющими угол падения к поверхности слоя покрытия 45°. В качестве бомбардирующих частиц для сухой дробеструйной обработки использовали Al2O3 со средним диаметром частиц 150 мкм.
[0045] Сравнительное изделие 6 было подвергнуто влажной дробеструйной обработке. Бомбардирующие частицы выбрасывались со скоростью 120 м/с в течение времени выбрасывания одна минута имеющими угол падения к поверхности слоя покрытия 45°. В качестве бомбардирующих частиц для влажной дробеструйной обработки использовали Al2O3 со средним диаметром частиц 30 мкм.
[0046]
|
[0047] Толщина каждого слоя полученных таким образом образцов была получена при измерении поперечных сечений около положений в 50 мкм от края режущего инструмента с покрытием в направлении к центральной части передней поверхности режущего инструмента в трех точках с помощью сканирующего электронного микроскопа и получения их среднего значения.
[0048] Для измерения области и прерывистой трещины в слое соединения Ti, полученные таким образом образцы полировали до тех пор, пока не открывался слой соединения Ti, в направлении, приблизительно параллельном поверхности подложки. Полированная поверхность слоя соединения Ti была подготовлена имеющей среднюю толщину слоя в отношении 70% от толщины слоя, и полированную поверхность соединения Ti травили фтористо-азотной кислотой. Полированную поверхность слоя соединения титана наблюдали при увеличении 300 с использованием оптического микроскопа с получением фотографии полированной поверхности на площади 0,33 мм2. Для каждого образца были подготовлены три вставки, при этом число областей и число сегментов прерывистой трещины в слое соединения Ti были получены с использованием соответствующих фотографий полированной поверхности с получением среднечисленной плотности А области и среднечисленной плотности B прерывистой трещины в слое соединения Ti из этих значений. Таблица 2 показывает среднечисленную плотность А области и среднечисленную плотность B прерывистой трещины в слое соединения Ti.
[0049]
|
[0050] Используя полученные таким образом образцы, были выполнены первое испытание на резание и второе испытание на резание. Расстояния обработки, соответствующие сроку службы инструмента, показаны в Таблице 3. Первое испытание на резание является испытанием для оценки износостойкости, а второе испытание на резание является испытанием для оценки устойчивости к разрушению.
[0051] [ПЕРВОЕ ИСПЫТАНИЕ НА РЕЗАНИЕ]
Материал обрабатываемой детали: круглый пруток S45C
Скорость резания: 250 м/мин,
Подача: 0,30 мм/об,
Глубина резания: 2,0 мм,
Охлаждающее средство: использовалось
Точка оценки: Измеряли продолжительность обработки, соответствующую сроку службы инструмента, где срок службы инструмента определяли как время, когда образец разрушался или имел максимальную ширину износа задней поверхности режущего инструмента, достигающую 0,2 мм.
[0052] [ВТОРОЕ ИСПЫТАНИЕ НА РЕЗАНИЕ]
Материал обрабатываемой детали: круглый пруток S45C с двумя продольными канавками с равным интервалом
Скорость резания: 200 м/мин,
Подача: 0,40 мм/об,
Глубина резания: 1,5 мм,
Охлаждающее средство: использовалось
Точка оценки: Измеряли число соударений, соответствующее сроку службы инструмента, где срок службы инструмента определяли как время, когда образец разрушался. Число соударений определяли как число раз, когда материал обрабатываемой детали вступал в контакт с образцом, и испытание прекращалось, когда число контактов достигало максимального значения 20000 раз. Для каждого образца были подготовлены пять вставок и измеряли соответствующее число соударений с получением среднего значения из значений этих чисел соударений с определением срока службы инструмента.
[0053]
|
[0054] Как показано в Таблице 3, было обнаружено, что износостойкость, устойчивость к скалыванию и устойчивость к разрушению улучшились, и за счет этого продолжительность обработки, соответствующая сроку службы инструмента, удлинилась, а число соударений было больше в Представленных изделиях, чем в Сравнительных изделиях, так что срок службы инструмента был значительно более долгим.
Режущая пластина и режущий инструмент
Режущая пластина и режущий инструмент
Режущая пластина
Режущий инструмент со сменными режущими кромками и режущие пластины для использования в нем
Режущая пластина
Режущая пластина и режущий инструмент
Режущий инструмент с заменяемой режущей кромкой
Режущий инструмент с износостойким покрытием
Соединительное устройство и режущий инструмент
Материал основы из прошитого углеродного волокна и влажный препрег с его использованием
Сверло
Сверло с индексируемыми режущими пластинами и корпус сверла
Режущая пластина и торцевая фреза
Режущая пластина
Сверло с индексируемыми режущими пластинами и корпус сверла
Развертка
Режущая пластина и режущий инструмент
Режущая пластина и режущий инструмент
Режущая пластина и режущий инструмент
Режущая пластина

