Результат интеллектуальной деятельности: РЕЖУЩИЙ ИНСТРУМЕНТ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к режущему инструменту с износостойким покрытием.
Предпосылки к созданию изобретения
С современным увеличением потребности в улучшенной эффективности резания существует необходимость в более длительном сроке службы режущего инструмента, чем было доступно до сих пор. Соответственно, требованием к свойствам материалов режущего инструмента, которое становится даже более важным, является то, что должны быть улучшены износостойкость и стойкость к разрушению, связанные со сроком службы режущего инструмента. Для того чтобы получить улучшения указанных свойств, используется режущий инструмент с износостойким покрытием, в котором стопка чередующихся слоев пленок покрытий наносится на основу.
Были предложены различные технологии улучшения свойств таких стопок чередующихся слоев. Например, в патентном документе 1 предлагается режущий инструмент с высокой износостойкостью, в котором отдельный элемент металла или его соединение и отдельное соединение сплава укладываются с периодом укладывания 0,4-50 нм на поверхности основного материала.
В патентном документе 2 предлагается режущий инструмент, показывающий превосходную износостойкость даже в тяжелых условиях резания. Указанный режущий инструмент является таким, что поверхность основы покрывается 4 или более слоями, имеющими общую среднюю толщину слоя 2-10 мкм, которые находятся в форме чередующейся стопки первых тонких слоев композитного нитрида, представленного формулой композиции (Ti1-xAlx)N (x - атомное соотношение 0,30-0,70), и вторых тонких слоев, содержащих алюминийоксидную фазу в отношении 35-65% мас. относительно общей массы ее и массы титаннитридной фазы, причем средняя толщина слоя отдельных слоев составляет 0,2-1 мкм.
В патентном документе 3 предлагается режущий инструмент с превосходной износостойкостью и стойкостью к сварке, которые являются такими, что 100-5000 нм слои стопки, включая периодическую стопку слоев толщиной 1-50 нм, и 100-5000 нм единичные слои укладываются с чередованием в 10 или более слоев поверх друг друга на материал твердой основы.
Ссылки на известный уровень техники
Патентные документы
Патентный документ 1: Опубликованная заявка на патент Япони (Kokai) № Н07-205361.
Патентный документ 2: Опубликованная заявка на патент Япони (Kokai) № 2003-200306.
Патентный документ 3: Опубликованная заявка на патент Япони (Kokai) № Н11-12718.
Раскрытие изобретения
Проблемы, решаемые изобретением
В современном резании режущий инструмент подвергается воздействию более заметного увеличения скорости, подачи и глубины резания. Соответственно, более часто встречается случай, что трещины, которые появляются на поверхности режущего инструмента благодаря нагрузке, прикладываемой к границам резания в процессе резания, достигают основ, или трещины, которые появляются в основах благодаря резким изменениям температуры границ резания, проникают в слои покрытия, давая в результате разрушение режущего инструмента.
Хотя режущий инструмент изобретения из патентного документа 1, который содержит стопку тонких слоев с периодом укладывания 0,4-50 нм, показывает превосходную износостойкость, режущий инструмент является проблематично склонным к разрушению в условиях, описанных выше. Режущий инструмент изобретения из патентного документа 2, который содержит чередующуюся стопку слоев с большой средней толщиной отдельного слоя, имеет проблему в том, что твердость слоев покрытия является настолько недостаточной, что режущий инструмент показывает плохую износостойкость. В режущем инструменте изобретения из патентного документа 3, который имеет слоистое строение, образованное слоями стопки из тонких слоев и единичных слоев, стойкость к разрушению является недостаточной, и режущий инструмент не может больше часто удовлетворять требуемым характеристикам, описанным выше.
Настоящее изобретение разработано для решения указанных проблем. Поэтому задачей настоящего изобретения является создание режущего инструмента с износостойким покрытием с большим сроком службы, который имеет улучшенную стойкость к разрушению без какого-либо снижения износостойкости.
Средство решения проблем
Авторами настоящего изобретения были проведены исследования по увеличению срока службы режущего инструмента с износостойким покрытием. Авторами настоящего изобретения было тогда установлено, что стойкость к разрушению может быть улучшена без появления снижения износостойкости улучшением конфигураций слоев и составов слоев покрытия. Как результат было реализовано увеличение срока службы режущего инструмента с износостойким покрытием.
В частности, настоящее изобретение может быть обобщено следующим образом.
(1) Режущий инструмент с износостойким покрытием содержит основу и слой покрытия, расположенный на поверхности основы, причем слой покрытия содержит первую слоистую структуру и вторую слоистую структуру, при этом первая слоистая структура имеет структуру, в которой два или более видов слоев с различными составами периодически уложены, причем средняя толщина слоя каждого из слоев составляет 60-500 нм, а вторая слоистая структура имеет структуру, в которой два или более видов слоев с различными составами периодически уложены, причем средняя толщина слоя каждого из слоев составляет от 2 нм до менее 60 нм, при этом слои, составляющие первую слоистую структуру, и слои, составляющие вторую слоистую структуру, содержат, по меньшей мере, один элемент, выбранный из группы, состоящей из металлов, включая, по меньшей мере, один элемент металла, выбранный из Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al, Si, Sr, Y, Sn и Bi; и соединения, содержащие, по меньшей мере, один из указанных элементов металла и, по меньшей мере, один элемент неметалла, выбранный из углерода, азота, кислорода и бора.
(2) Режущий инструмент с износостойким покрытием по п.(1), в котором первой слоистой структурой является чередующаяся слоистая структура, содержащая два вида слоев с различными составами, уложенными с чередованием в два или более слоев.
(3) Режущий инструмент с износостойким покрытием по п.(1) или (2), в котором второй слоистой структурой является чередующаяся слоистая структура, содержащая два вида слоев с различными составами, уложенными с чередованием в два или более слоев.
(4) Режущий инструмент с износостойким покрытием по любому из пп.(1)-(3), в котором слой покрытия имеет структуру, содержащую первую слоистую структуру и вторую слоистую структуру, уложенные с чередованием и непрерывно в два или более слоев.
(5) Режущий инструмент с износостойким покрытием по любому из пп.(1)-(4), в котором (Т1-Т2) составляет 20-996 нм, при этом Т1 представляет собой среднее значение периодов укладывания в первой слоистой структуре, а Т2 представляет собой среднее значение периодов укладывания во второй слоистой структуре.
(6) Режущий инструмент с износостойким покрытием по любому из пп.(1)-(5), в котором слои, составляющие первую слоистую структуру, и слои, составляющие вторую слоистую структуру, каждые содержат, по меньшей мере, один элемент, выбранный из группы, состоящей из металлов, включая, по меньшей мере, два элемента металла, выбранных из Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al, Si, Sr, Y, Sn и Bi; и соединения, содержащие, по меньшей мере, два из указанных элементов металла и, по меньшей мере, один элемент неметалла, выбранный из углерода, азота, кислорода и бора.
(7) Режущий инструмент с износостойким покрытием по любому из п.п.(1)-(6), в котором элементы металла, присутствующие в слоях, составляющих первую слоистую структуру, являются идентичными среди слоев, составляющих первую слоистую структуру, и содержат один или более элементов металла, имеющих различие в абсолютном значении 5% ат. или более между его соотношением относительно общего количества элементов металла, присутствующих в одном слое, составляющем первую слоистую структуру, и соотношением идентичного элемента металла относительно общего количества элементов металла, присутствующих в слое, составляющем первую слоистую структуру, который является смежным с одним слоем.
(8) Режущий инструмент с износостойким покрытием по любому из пп.(1)-(7), в котором элементы металла, присутствующие в слоях, составляющих вторую слоистую структуру, являются идентичными среди слоев, составляющих вторую слоистую структуру, и содержат один или более элементов металла, имеющих различие в абсолютном значении 5% ат. или более между его соотношением относительно общего количества элементов металла, присутствующих в одном слое, составляющем вторую слоистую структуру, и соотношением идентичного элемента металла относительно общего количества элементов металла, присутствующих в слое, составляющем вторую слоистую структуру, который является смежным с одним слоем.
(9) Режущий инструмент с износостойким покрытием по любому из пп.(1)-(6), в котором один слой, составляющий первую слоистую структуру, содержит один или более элементов металла, отличающихся от элемента или элементов металла, присутствующих в слое, составляющем первую слоистую структуру, который является смежным с одним слоем.
(10) Режущий инструмент с износостойким покрытием по любому из пп.(1)-(6) и (9), в котором один слой, составляющий вторую слоистую структуру, содержит один или более элементов металла, отличающихся от элемента или элементов металла, присутствующих в слое, составляющем вторую слоистую структуру, который является смежным с одним слоем.
(11) Режущий инструмент с износостойким покрытием по любому из пп. (1)-(10), в котором средняя общая толщина слоя всего слоя покрытия составляет 0,22-12 мкм.
(12) Режущий инструмент с износостойким покрытием по любому из пп. (1)-(11), в котором средняя толщина первой слоистой структуры составляет 0,2-6 мкм.
(13) Режущий инструмент с износостойким покрытием по любому из пп. (1)-(12), в котором средняя толщина второй слоистой структуры составляет 0,02-6 мкм.
Преимущества изобретения
Режущий инструмент с износостойким покрытием по настоящему изобретению имеет превосходные износостойкость и стойкость к разрушению с достижением более длительного срока службы режущего инструмента, чем было возможно до сих пор.
Краткое описание чертежа
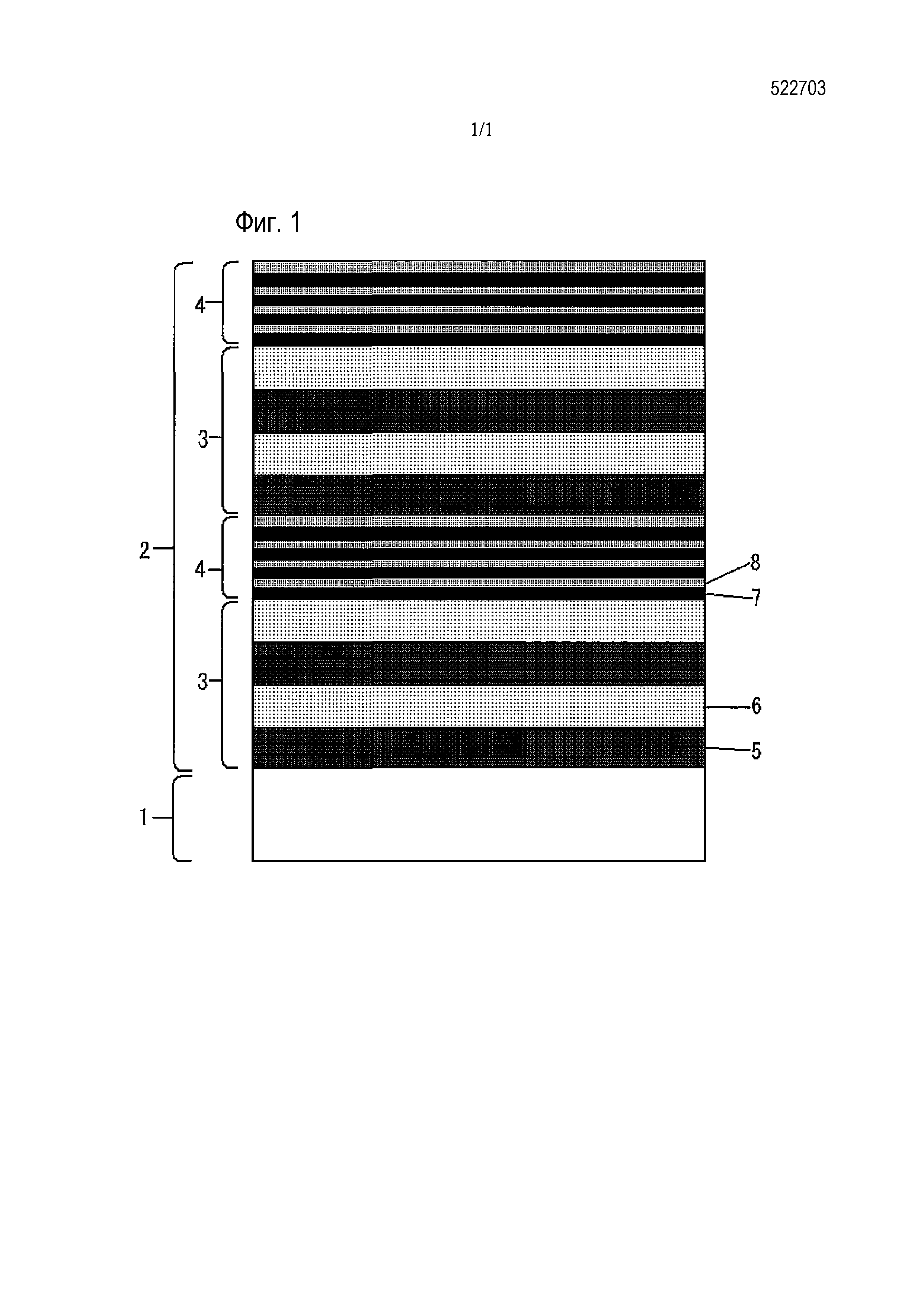
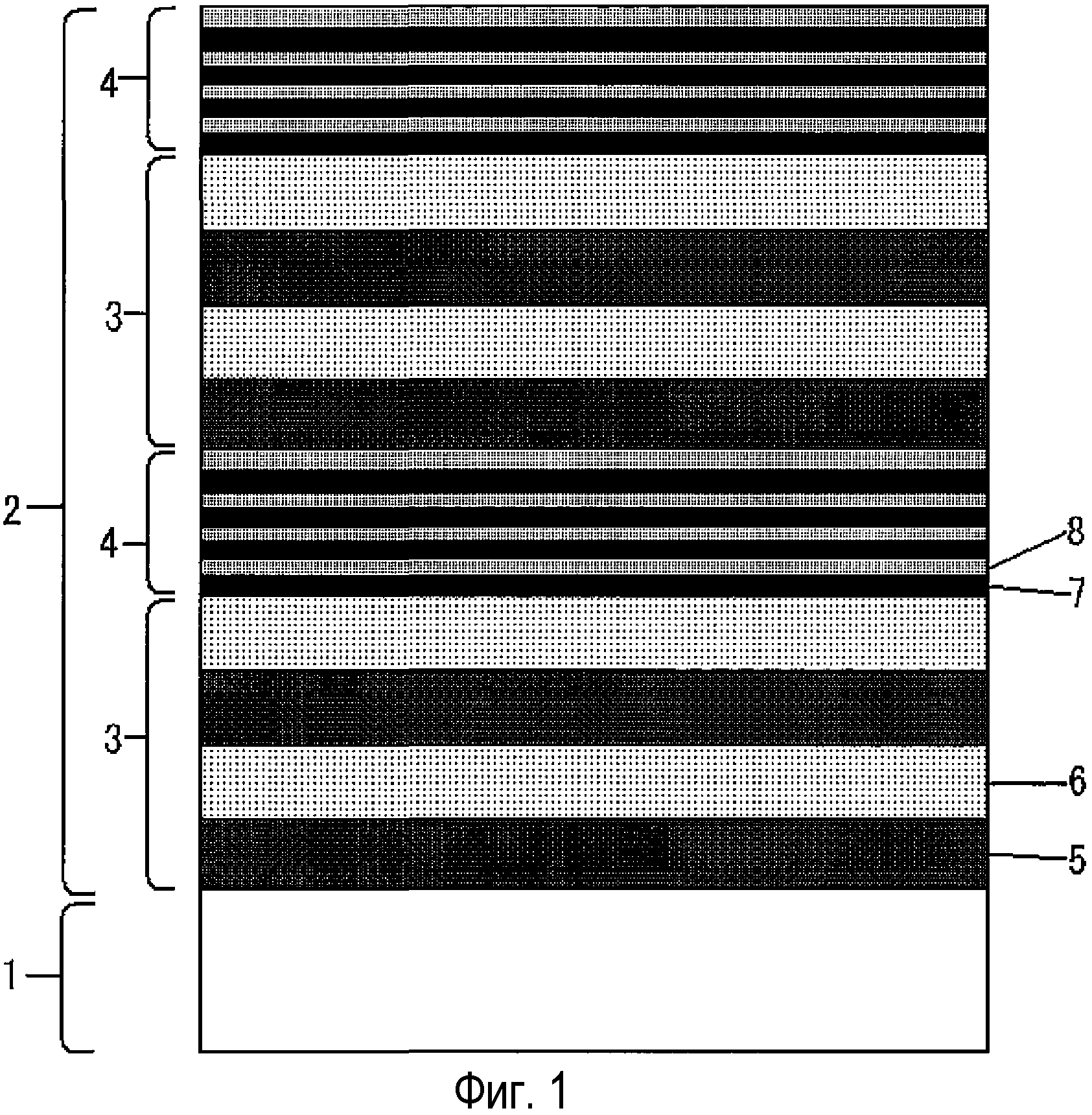
Фиг. 1 представляет собой пример схематического вида, показывающий секционную структуру режущего инструмента с износостойким покрытием по настоящему изобретению.
Подробное описание вариантов
Режущий инструмент с износостойким покрытием по настоящему изобретению содержит основу и слой покрытия, расположенный на поверхности основы. Основы в настоящем изобретении специально не ограничиваются и могут использоваться любые основы режущего инструмента с износостойким покрытием. Их примеры включают в себя цементированные карбиды, керметы, керамики, спеченные нитриды кубического бора, спеченные алмазы и высокоскоростные стали. В частности, основы из цементированного карбида являются более предпочтительными благодаря превосходным износостойкости и стойкости к разрушению.
Износостойкость имеет тенденцию к снижению, если средняя общая толщина слоя всего слоя покрытия в режущем инструменте с износостойким покрытием по настоящему изобретению составляет менее 0,22 мкм. Снижение стойкости к разрушению имеет тенденцию быть вызванным, если средняя общая толщина слоя всего слоя покрытия превышает 12 мкм. Поэтому, предпочтительно, что средняя общая толщина слоя всего слоя покрытия составляет 0,22-12 мкм. В частности, средняя общая толщина слоя всего слоя покрытия составляет, более предпочтительно, 1,0-8,0 мкм.
Как описано выше, слой покрытия в режущем инструменте с износостойким покрытием по настоящему изобретению содержит отдельную первую слоистую структуру и отдельную вторую слоистую структуру. Каждый из слоев, составляющих первую слоистую структуру, содержит, по меньшей мере, один элемент, выбранный из группы, состоящей из:
металла, включая, по меньшей мере, один элемент металла, выбранный из Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al, Si, Sr, Y, Sn и Bi; и
соединений, содержащих, по меньшей мере, один из указанных элементов металла и, по меньшей мере, одного элемента неметалла, выбранного из углерода, азота, кислорода и бора. Такие слои показывают превосходную износостойкость.
В частности, более предпочтительно, что слои, составляющие первую слоистую структуру, содержат, по меньшей мере, один элемент, выбранный из группы, состоящей из:
металлов, включая, по меньшей мере, два элемента металла, выбранных из Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al, Si, Sr, Y, Sn и Bi; и
соединений, содержащих, по меньшей мере, два из указанных элементов металла и, по меньшей мере, одного элемента неметалла, выбранного из углерода, азота, кислорода и бора. Указанная конфигурация вводит твердость. Отдельные примеры металлов или соединений для образования составляющих слоев в первой слоистой структуре включают в себя (Al0,50Ti0,50)N, (Al0,60Ti0,40)N, (Al0,67Ti0,33)N, (Al0,67Ti0,33)CN, (Al0,45Ti0,45Si0,10)N, (Al0,45Ti0,45Y0,10)N, (Al0,50Ti0,30Cr0,20)N, (Al0,50Ti0,45Nb0,05)N, (Al0,50Ti0,45Ta0,05)N, (Al0,50Ti0,45W0,05)N, (Ti0,90Si0,10)N и (Al0,50Cr0,50)N.
В слое покрытия в режущем инструменте с износостойким покрытием по настоящему изобретению первая слоистая структура имеет структуру, в которой два или более видов слоев, включая любой из указанных металлов или соединений, предпочтительно, укладываются один поверх другого, причем каждый слой имеет среднюю толщину слоя 60-500 нм. Указанная слоистая структура, имеющая отдельную периодичность, содержит два или более видов слоев с различными составами. Для предотвращения проникновения трещин и для получения улучшенной стойкости к разрушению, предпочтительно, что указанные слои с различными составами укладываются с чередованием в два или более слоев.
В изобретении толщина минимальной единицы, при повторении которой получается стопка, описывается как «период укладывания». Период укладывания поясняется ниже по отношению к фиг.1, на которой представлен пример схематических видов, иллюстрирующий секционную структуру режущего инструмента с износостойким покрытием изобретения. Когда, например, стопка состоит из повторения слоя А1 (5), слоя В1 (6), слоя С1 и слоя D1, имеющих различные составы, в порядке слой А1 → слой В1 → слой С1 → слой D1 → слой А1 → слой В1 → слой С1 → слой D1 → … от основы 1 к поверхности слоя 2 покрытия, общая толщина слоя от слоя А1 по слой D1 определяется как «период укладывания». В том случае, когда стопка состоит из повторения слоя А1 (5) и слоя В1 (6), имеющих различные составы, в порядке слой А1 → слой В1 → слой А1 → слой В1 → слой А1 → слой В1 → … от основы 1 к поверхности слоя 2 покрытия, «период укладывания» показывает общую толщину слоя А1 и толщину слоя В1.
В случае конфигурации, в которой слои, имеющие различные составы и повторяющуюся среднюю толщину слоя 60-500 нм, укладываются с указанной выше периодичностью, предотвращается проникновение в основу трещины, которая появляется на поверхности слоя покрытия в процессе использования режущего инструмента с износостойким покрытием. В частности, такая трещина, которая достигает первой слоистой структуры, обусловлена разрастанием в направлении, параллельном границе раздела между слоями с различными составами. Преимущественно указанный эффект дополнительно улучшается, когда выполнена чередующаяся слоистая структура, в которой два вида слоев, имеющих различные составы, укладываются с чередованием в два или более слоев. В частности, первая слоистая структура представляет собой, предпочтительно, чередующуюся слоистую структуру, в которой слой А1 и слой В1 с различными составами укладываются с чередованием в два или более слоев в порядке слой А1 → слой В1 → слой А1 → слой В1 → … от основы 1 к поверхности слоя покрытия.
Что касается каждого из слоев, составляющих первую слоистую структуру в слое покрытия в режущем инструменте с износостойким покрытием по настоящему изобретению, любая средняя толщина слоя каждого слоя, которая составляет менее 60 нм, дает в результате снижение эффекта предотвращения проникновения трещины в основу. С другой стороны, стойкость к разрушению снижается, если средняя толщина слоя превышает 500 нм. Таким образом, средняя толщина слоя каждого из слоев, составляющих первую слоистую структуру, находится в пределах от 60 нм до 500 нм. Более предпочтительно, средняя толщина слоя каждого из слоев, составляющих первую слоистую структуру, находится в интервале 60-250 нм.
Если средняя толщина первой слоистой структуры является меньше 0,2 мкм, первая слоистая структура имеет такое небольшое число повторений периодического укладывания слоев с различными составами, что первая слоистая структура имеет тенденцию к снижению эффекта подавления проникновения трещин в основу. С другой стороны, любая средняя толщина, превышающая 6 мкм, дает увеличение остаточного напряжения сжатия в целостности слоя покрытия, и, соответственно, слой покрытия имеет тенденцию к разделению или разрушению, а именно тенденцию показывать плохую стойкость к разрушению. Таким образом, средняя толщина первой слоистой структуры в настоящем изобретении составляет, предпочтительно, 0,2-6 мкм.
Как описано выше, слой покрытия в режущем инструменте с износостойким покрытием изобретения содержит вторую слоистую структуру. Слои, составляющие вторую слоистую структуру, содержат, по меньшей мере, один элемент, выбранный из группы, состоящей из:
металлов, включая, по меньшей мере, один элемент металла, выбранный из Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al, Si, Sr, Y, Sn и Bi; и
соединений, содержащих, по меньшей мере, один из указанных элементов металла и, по меньшей мере, один элемент неметалла, выбранный из углерода, азота, кислорода и бора. Такие слои показывают превосходную износостойкость.
В частности, более предпочтительно, что слои, составляющие вторую слоистую структуру, содержат, по меньшей мере, один элемент, выбранный из группы, состоящей из:
металлов, включая, по меньшей мере, два элемента металла, выбранных из Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al, Si, Sr, Y, Sn и Bi; и
соединений, содержащих, по меньшей мере, два из указанных элементов металла и, по меньшей мере, один элемент неметалла, выбранный из углерода, азота, кислорода и бора. Указанная конфигурация вводит твердость. Отдельные примеры металлов или соединений для образования составляющих слоев во второй слоистой структуре включают в себя (Al0,50Ti0,50)N, (Al0,60Ti0,40)N, (Al0,67Ti0,33)N, (Al0,67Ti0,33)CN, (Al0,45Ti0,45Si0,10)N, (Al0,45Ti0,45Y0,10)N, (Al0,50Ti0,30Cr0,20)N, (Al0,50Ti0,45Nb0,05)N, (Al0,50Ti0,45Ta0,05)N, (Al0,50Ti0,45W0,05)N, (Ti0,90Si0,10)N и (Al0,50Cr0,50)N.
Вторая слоистая структура по настоящему изобретению имеет структуру, в которой два или более видов слоев, включая любой из указанных металлов или соединений, периодически уложены один поверх другого, причем каждый слой имеет среднюю толщину слоя от 2 нм до менее 60 нм. Указанная слоистая структура, имеющая отдельную периодичность, содержит два или более видов слоев с различными составами. Для обеспечения высокой твердости и получения улучшенной износостойкости, предпочтительно, чтобы вторая слоистая структура была чередующейся слоистой структурой, в которой указанные слои с различными составами укладываются с чередованием в два или более слоев.
Во второй слоистой структуре подобно описанному выше толщина минимальной единицы, при повторении которой получается стопка, описывается как «период укладывания». Что касается фиг.1 в качестве примера, когда стопка состоит из повторения слоя А2 (7), слоя В2 (8), слоя С2 и слоя D2, имеющих различные составы, в порядке слой А2 → слой В2 → слой С2 → слой D2 → слой А2 → слой В2 → слой С2 → слой D2 → … от основы 1 к поверхности слоя 2 покрытия, общая толщина слоя от слоя А2 по слой D2 определяется как «период укладывания». В том случае когда стопка состоит из повторения слоя А2 (7) и слоя В2 (8), имеющих различные составы, в порядке слой А2 → слой В2 → слой А2 → слой В2 → слой А2 → слой В2 → … от основы 1 к поверхности слоя 2 покрытия, «период укладывания» показывает общую толщину слоя А2 и толщину слоя В2.
В случае конфигурации, в которой слои, имеющие различные составы и повторяющуюся среднюю толщину слоя от 2 нм до менее 60 нм, укладываются с указанной выше периодичностью, вторая слоистая структура в режущем инструменте с износостойким покрытием по настоящему изобретению приобретает высокую твердость с достижением улучшения износостойкости. Преимущественно указанный эффект дополнительно улучшается, когда выполнена чередующаяся слоистая структура, в которой два вида слоев, имеющих различные составы, укладываются с чередованием в два или более слоев. В частности, вторая слоистая структура представляет собой, предпочтительно, чередующуюся слоистую структуру, в которой слой А2 и слой В2 с различными составами укладываются с чередованием в два или более слоев в порядке слой А2 → слой В2 → слой А2 → слой В2 → … от основы к поверхности слоя покрытия.
Если средняя толщина слоя каждого из слоев, составляющих вторую слоистую структуру, является меньше 2 нм, появляется трудность формования слоя с однородной толщиной. Если средняя толщина слоя каждого из слоев, составляющих вторую слоистую структуру, составляет 60 нм или более, твердость снижается, вызывая снижение износостойкости. Кроме того, такая вторая слоистая структура имеет небольшое отличие в толщине слоя от первой слоистой структуры с тем результатом, что она является твердой с полным достижением эффекта подавления проникновения трещин в основу, побуждая трещину разрастаться в направлении, параллельном границе раздела между первой слоистой структурой и второй слоистой структурой. Таким образом, средняя толщина слоя каждого из слоев, составляющих вторую слоистую структуру в настоящем изобретении, находится в пределах от 2 нм до менее 60 нм. С вышеуказанной точки зрения, средняя толщина слоя каждого из слоев, составляющих вторую слоистую структуру, предпочтительно, составляет 5-30 нм.
Если средняя толщина второй слоистой структуры является меньше 0,02 мкм, вторая слоистая структура имеет такое небольшое число повторений периодического укладывания слоев, что улучшение твердости не может быть получено. С другой стороны, любая средняя толщина второй слоистой структуры, превышающая 6 мкм, дает увеличение остаточного напряжения сжатия во второй слоистой структуре, и, соответственно, слой покрытия имеет тенденцию к разделению или разрушению, а именно тенденцию показывать плохую стойкость к разрушению. Таким образом, средняя толщина второй слоистой структуры в настоящем изобретении составляет, предпочтительно, 0,02-6 мкм.
Режущий инструмент с износостойким покрытием по настоящему изобретению, предпочтительно, имеет разность Т1 и Т2 (Т1-Т2) 20-996 нм, где Т1 представляет собой среднее значение периодов укладывания в первой слоистой структуре, и Т2 представляет собой среднее значение периодов укладывания во второй слоистой структуре. Если разность (Т1-Т2) составляет менее 20 нм, режущий инструмент с износостойким покрытием имеет тенденцию к снижению его эффекта подавления проникновения трещины в основу, вызывая разрастание трещины в направлении, параллельном границе раздела между первой слоистой структурой и второй слоистой структурой. С другой стороны, если разность (Т1-Т2) превышает 996 нм, средняя толщина первой слоистой структуры является такой большой, что стойкость к разрушению имеет тенденцию к снижению. В частности, разность между Т1 и Т2 (Т1-Т2) составляет, более предпочтительно, 20-500 нм и, еще более предпочтительно, 20-250 нм.
При условии, что единица «слой А2 → слой В2» повторно укладываются одна поверх другой 100 раз, среднее значение периодов укладывания рассчитывают путем получения суммы периодов укладывания 100 повторяющихся единиц «слой А2 → слой В2 → слой А2 → слой В2 → слой А2 → слой В2 → …» и деления суммы периодов укладывания на число повторений, а именно 100.
В предпочтительном варианте режущего инструмента с износостойким покрытием по настоящему изобретению элементы металла, присутствующие в слоях, составляющих первую слоистую структуру, являются идентичными среди слоев, составляющих первую слоистую структуру и содержат один или более элементов металла, имеющих разницу в абсолютном значении 5% ат. или более между его соотношением относительно общего количества элементов металла, присутствующих в одном слое, составляющем первую слоистую структуру, и соотношением идентичного элемента металла относительно общего количества элементов металла, присутствующих в другом слое, составляющем первую слоистую структуру, который является смежным одному слою.
В случае указанной конфигурации может быть получено смещение кристаллических решеток на границе раздела между смежными слоями, составляющими первую слоистую структуру, без какого-либо снижения адгезии между слоями. Следовательно, структура может легко вызвать разрастание трещины в направлении, параллельном границе раздела между слоями, составляющими первую слоистую структуру, и поэтому более предпочтительно, что эффект подавления проникновения трещин в основу улучшается.
Выражение, что элементы металла «содержат один или более элементов металла, которые имеют разницу в абсолютном значении 5% ат. или более», поясняется. Когда, например, первая слоистая структура содержит слои (Al0,55Ti0,45)N и слои (Al0,67Ti0,33)N, два вида слоев содержат идентичные элементы металла, а именно элемент Al и элемент Ti. Соотношение элемента Al, присутствующего в слое (Al0,55Ti0,45)N, составляет 55% ат. относительно общего содержания элементов металла, а соотношение элемента Al, присутствующего в слое (Al0,67Ti0,33)N, составляет 67% ат. относительно общего содержания элементов металла. Таким образом, разница в соотношении элемента Al между двумя слоями составляет 12% ат., удовлетворяя вышеуказанному требованию. Кроме того, будут обсуждены слои (Al0,49Ti0,39 Cr0,12)N и слои (Al0,56Ti0,36 Cr0,08)N. Указанные два вида слоев содержат идентичные элементы металла, а именно элемент Al, элемент Ti и элемент Cr. Хотя разница в соотношении элемента Ti между двумя слоями составляет 3% ат., а разница в соотношении элемента Cr между двумя слоями составляет 4% ат., именно разницы для обоих элементов являются меньше 5% ат., структура удовлетворяет требованию, поскольку разница соотношения элемента Al между двумя слоями составляет 7% ат.
В настоящем изобретении нитриды иногда описываются как (MaLb)N c буквой a, указывающей атомное соотношение элемента М, и буквой b, указывающей атомное соотношение элемента L, относительно общего содержания элементов металла. Например, (Al0,55Ti0,45)N означает, что атомное соотношение элемента Al относительно общего содержания элементов металла составляет 0,55 и атомное соотношение элемента Ti относительно общего содержания элементов металла составляет 0,45, а именно соотношение элемента Al относительно общего содержания элементов металла составляет 55% ат. и соотношение элемента Ti относительно общего содержания элементов металла составляет 45% ат.
В предпочтительном варианте режущего инструмента с износостойким покрытием по настоящему изобретению элементы металла, присутствующие в слоях, составляющих вторую слоистую структуру, являются идентичными среди слоев, составляющих вторую слоистую структуру, и содержат один или более элементов металла, имеющих разницу в абсолютном значении 5% ат. или более между его соотношением относительно общего содержания элементов металла, присутствующих в одном слое, составляющем вторую слоистую структуру, и соотношением идентичного элемента металла относительно общего содержания элементов металла, присутствующих в другом слое, составляющем вторую слоистую структуру, который является смежным одному слою.
В случае указанной конфигурации может быть получено смещение кристаллических решеток на границе раздела между смежными слоями, составляющими первую слоистую структуру, без какого-либо снижения адгезии между слоями. Следовательно, структура может легко вызвать разрастание трещины в направлении, параллельном границе раздела между слоями, составляющими первую слоистую структуру, и поэтому более предпочтительно, что эффект подавления проникновения трещин в основу улучшается. Значение выражения, что элементы металла «содержат один или более элементов металла, которые имеют разницу в абсолютном значении 5% ат. или более», является таким же, как описано выше по отношению к первой слоистой структуре.
В другом варианте режущего инструмента с износостойким покрытием по настоящему изобретению более предпочтительно, что один слой, составляющий первую слоистую структуру, и другой слой, составляющий первую слоистую структуру, который является смежным с одним слоем, содержат один или более элементов металла, различающихся между слоями. В случае указанной конфигурации кристаллические решетки могут быть смещены на границе раздела между слоями, и, соответственно, структура может легко вызвать разрастание трещины в направлении, параллельном границе раздела между слоями, таким образом достигая улучшения эффекта подавления проникновения трещин в основу. Когда, например, первая слоистая структура содержит слои (Al0,50Ti0,50)N и слои (Al0,50Ti0,30Cr0,20)N, сравнение элементов металла в указанных двух видах слоев показывает, что элемент Al и элемент Ti содержатся в двух слоях, тогда как элемент Cr присутствует только в одном из слоев. Т.е. указанное выше требование удовлетворяется. Кроме того, когда первая слоистая структура содержит слои (Al0,50Cr0,50)N и слои (Al0,67Ti0,33)N, сравнение элементов металла, присутствующих в указанных двух видах слоев, показывает, что элемент Al содержится в двух слоях, тогда как элемент Cr присутствует только в одном из слоев, а элемент Ti присутствует только в другом из слоев. Таким образом, указанное выше требование удовлетворяется.
Аналогично, в режущем инструменте с износостойким покрытием по настоящему изобретению более предпочтительно, что один слой, составляющий вторую слоистую структуру, и другой слой, составляющий вторую слоистую структуру, который является смежным с одним слоем, содержат один или более элементов металла, различающихся между слоями. В случае такой конфигурации кристаллические решетки могут быть смещены на границе раздела между слоями и, соответственно, структура может легко вызвать разрастание трещины в направлении, параллельном границе раздела между слоями, таким образом достигая улучшения эффекта подавления проникновения трещин в основу.
В режущем инструменте с износостойким покрытием по настоящему изобретению слой покрытия содержит первую слоистую структуру, имеющую превосходную стойкость к разрушению, и вторую слоистую структуру, имеющую превосходную износостойкость. В результате режущий инструмент с износостойким покрытием показывает превосходные стойкость к разрушению и износостойкость. Слой покрытия может содержать верхний слой на поверхности слоя покрытия на стороне, противоположной основе через первую слоистую структуру и вторую слоистую структуру. Кроме того, слой покрытия может содержать нижний слой на более близкой стороне к основе, чем первая и вторая уложенные структуры. Кроме того, слой покрытия может содержать промежуточный слой между первой слоистой структурой и второй слоистой структурой.
Конфигурации указанных верхних слоев, промежуточных слоев и нижних слоев специально не ограничиваются и могут использоваться любые слои покрытия, предусмотренные в режущем инструменте с износостойким покрытием.
В частности, улучшенная износостойкость может быть преимущественно получена при осуществлении однослойной конфигурации или непериодической многослойной конфигурации, которые содержат, по меньшей мере, один элемент, выбранный из группы, состоящей из металлов, включая, по меньшей мере, один элемент металла, выбранный из Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al, Si, Sr, Y, Sn и Bi; и соединения, содержащие, по меньшей мере, один из указанных элементов металла и, по меньшей мере, один элемент неметалла, выбранный из углерода, азота, кислорода и бора.
В более предпочтительном варианте первая слоистая структура и вторая слоистая структура укладываются с чередованием и непрерывно в два или более слоев. В случае указанной конфигурации структура может легко вызывать разрастание трещины в направлении, параллельном границе раздела между первой слоистой структурой и второй слоистой структурой, и таким образом эффективно подавлять проникновение трещин в основу, а именно достигать улучшенной стойкости к разрушению. Позиционное взаимоотношение между первой слоистой структурой и второй слоистой структурой не ограничивается и может быть таким, что первая слоистая структура является наиболее близкой к основе, а вторая слоистая структура является наиболее близкой к поверхности слоя покрытия на стороне, противоположной поверхности, или может быть таким, что вторая слоистая структура является наиболее близкой к основе, а первая слоистая структура является наиболее близкой к поверхности слоя покрытия на стороне, противоположной поверхности. В качестве альтернативы, первая слоистая структура или вторая слоистая структура могут быть расположены наиболее близко как к основе, так и к поверхности слоя покрытия на стороне, противоположной основе. На основании того, что остаточное напряжение сжатия в первой слоистой структуре является ниже, чем остаточное напряжение сжатия во второй слоистой структуре, более предпочтительно, что первая слоистая структура располагается наиболее близко к основе, а вторая слоистая структура располагается наиболее близко к поверхности. В данном случае слой покрытия имеет тенденцию показывать улучшенную стойкость к разделению.
Слой покрытия в режущем инструменте с износостойким покрытием по настоящему изобретению может быть получен любыми способами без ограничения. Например, способ физического осаждения, такой как способ ионного осаждения, способ ионно-дугового осаждения, способ осаждения распылением или способ ионного смешения могут использоваться для формования слоев, таких как вышеуказанные первая слоистая структура и вторая слоистая структура, на основе. В частности, способ ионно-дугового осаждения является более предпочтительным благодаря превосходной адгезии между слоем покрытия и основой.
Режущий инструмент с износостойким покрытием по настоящему изобретению может быть получен при формовании слоев на поверхности основы традиционным способом нанесения покрытия. Типичный способ получения описан ниже.
Основа, переработанная в виде режущего инструмента, помещается в реакционный сосуд устройства физического осаждения и внутри реакционного сосуда получается вакуум при вакуумировании до давления 1×10-2 Па или ниже. После создания вакуума температура основы повышается до 200-800°C нагревателем, расположенным в реакционном сосуде. После нагревания Ar-газ вводится в реакционный сосуд с повышением давления до 0,5-5,0 Па. В атмосфере Ar-газа при давлении 0,5-5,0 Па к основе подводится напряжение смещения от -200 до -1000 В и ток 5-20 А пропускается через вольфрамовую нить, расположенную в реакционном сосуде, в результате с обработкой поверхности основы ионной бомбардировкой Ar-газа. После обработки поверхности основы ионной бомбардировкой вакуум доводится до давления 1×10-2 Па или ниже.
Далее реакционный газ, такой как газообразный азот, вводится в реакционный сосуд для увеличения давления внутри реакционного сосуда до 0,5-5,0 Па. К основе подводится напряжение смещения от -10 до -150 В и источники осаждения металла в соответствии с компонентами металла соответствующих слоев испаряются при дуговом разряде с образованием в результате слоев на поверхности основы. В том случае когда два или более видов отдельно размещенных источников осаждения металла испаряются одновременно при дуговом разряде и слои для составления первой слоистой структуры и второй слоистой структуры формуются при вращении вращающегося стола, на котором закреплена основа, толщина слоя соответствующих слоев для составления первой слоистой структуры и второй слоистой структуры может регулироваться путем регулирования скорости вращения вращающегося стола, несущего основу, в реакционном сосуде. Когда два или более видов источников осаждения металла испаряются с чередованием при дуговом разряде с формованием слоев для составления первой слоистой структуры или второй слоистой структуры, толщина слоя соответствующих слоев для составления первой слоистой структуры или второй слоистой структуры может регулироваться путем регулирования времени дугового разряда для соответствующих источников осаждения металла.
Толщина слоя соответствующих слоев, составляющих слой покрытия в режущем инструменте с износостойким покрытием по настоящему изобретению, может измеряться при анализе секционной структуры режущего инструмента с износостойким покрытием таким устройством, как оптический микроскоп, сканирующий электронный микроскоп (СЭМ) или трансмиссионный электронный микроскоп (ТЭМ). Средняя толщина слоя каждого из слоев может быть получена путем измерения толщины каждого слоя по отношению к поперечному сечению, взятому из 3 или более участков приблизительно на 50 мкм от края резки поверхности, противоположной источнику осаждения металла к центру поверхности, и расчета среднего значения полученных толщин слоя.
Состав каждого из слоев в режущем инструменте с износостойким покрытием по настоящему изобретению может быть определен при анализе секционной структуры режущего инструмента с износостойким покрытием по настоящему изобретению таким устройством, как энергодисперсионный рентгеновский спектрометр ((ЭДС) (EDS)) или длинноволновый рентгеновский спектрометр ((ДВС) (WDS)).
Отдельные примеры режущего инструмента с износостойким покрытием по настоящему изобретению включают в себя режущие пластины, сверла и торцевые фрезы.
ПРИМЕРЫ
Пример 1
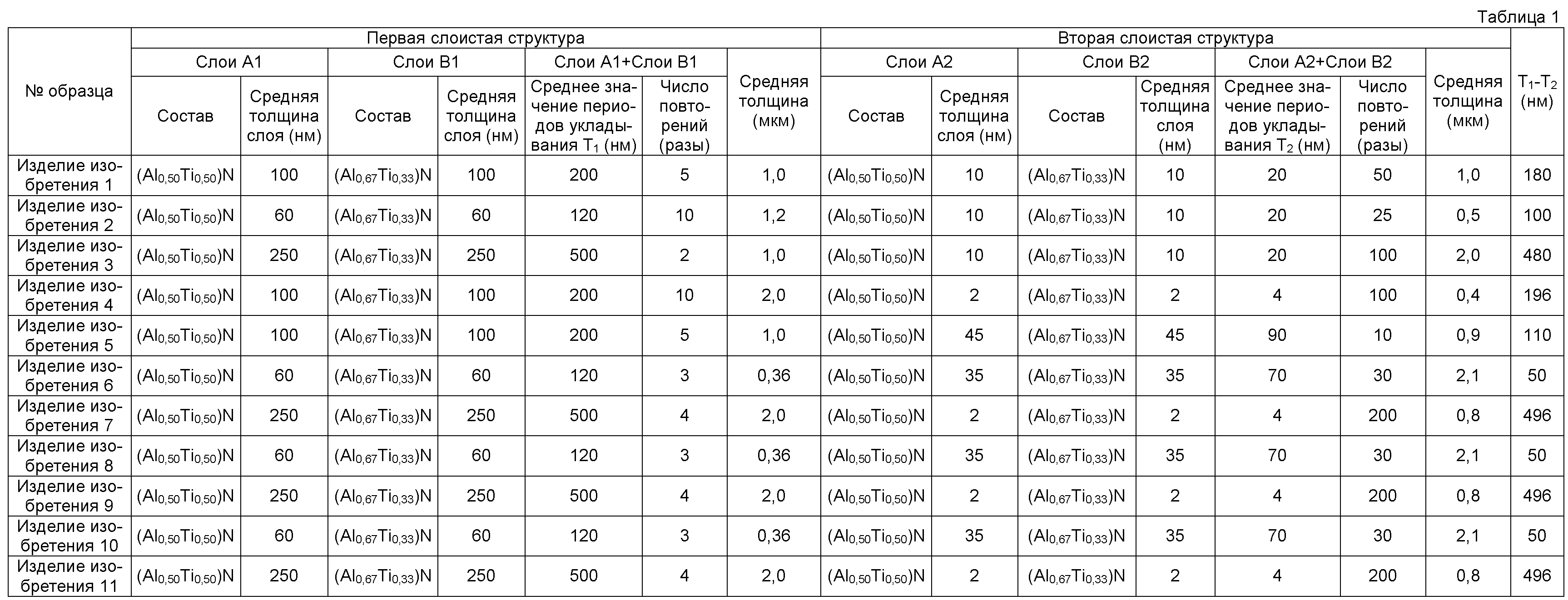
Цементированный карбид, соответствующий по форме Р10 пластине ISO SEEN 1203, предусматривается в качестве основы. Источники осаждения металла размещают в реакционном сосуде устройства ионно-дугового осаждения с тем, чтобы формовать слои, имеющие составы, указанные в любой из таблиц 1-3. Основа крепится к фиксирующей комплектующей оснастке вращающегося стола, расположенного в реакционном сосуде.
Затем получают вакуум вакуумированием реакционного сосуда до давления 5,0×10-3 Па или ниже. После создания вакуума основу нагревают до температуры 500°C нагревателем, расположенным в реакционном сосуде. После нагревания в реакционный сосуд вводят Ar-газ с повышением давления до 5,0 Па.
В атмосфере Ar-газа при давлении 5,0 Па напряжение смещения -1000 В прикладывают к основе, и ток 10 А пропускают через вольфрамовую нить, расположенную в реакционном сосуде, обрабатывая в результате поверхность основы ионной бомбардировкой Ar-газа в течение 30 мин. После выполнения обработки ионной бомбардировкой реакционный сосуд вакуумируют с доведением вакуума до давления 5,0×10-3 Па или ниже.
После получения вакуума в реакционный сосуд вводят газообразный азот с созданием атмосферы азота-газа, имеющего давление 2,7 Па. К основе подводят напряжение смещения -50 В и ток дуги 200 А пропускают с получением дугового разряда с испарением в результате источников осаждения металла, таким образом формуя соответствующие слои.
При формовании слоев А1 и слоев В1 в изделиях изобретения 1-11 источник осаждения металла для слоев А1 и источник осаждения металла для слоев В1 с чередованием испаряют при дуговом разряде с формованием слоев А1 и слоев В1. В ходе указанного способа толщину слоя слоев А1 и слоев В1 регулируют путем регулирования соответствующего времени дугового разряда. При получении сравнительного изделия 1 слои Х и слои Y с большой толщиной слоя формуют аналогичным образом с чередованием испарения дуговым разрядом источника осаждения металла для слоев Х и источника осаждения металла для слоев Y. В ходе указанного способа толщину слоя слоев Х и слоев Y регулируют путем регулирования соответствующего времени дугового разряда.
При формовании слоев А2 и слоев В2 в изделиях изобретения 1-11 источник осаждения металла для слоев А2 и источник осаждения металла для слоев В2 одновременно испаряются дуговым разрядом с формованием слоев А2 и слоев В2. В ходе данного способа толщина слоя слоев А2 и слоев В2 регулируются регулированием скорости вращения вращающегося стола в интервале 0,2-10 мин-1. При получении сравнительного изделия 2 слои Х и слои Y с небольшой толщиной слоя формуют аналогичным образом при одновременном испарении источника осаждения металла для слоев Х и источника осаждения металла для слоев Y дуговым разрядом. В ходе данного способа толщина слоя слоев Х и слоев Y регулируется регулированием скорости вращения вращающегося стола в интервале 0,2-10 мин-1.
После формования слоев на поверхности основы с заданной толщиной слоя нагреватель выключают. После того как температура образцов снижается до 100°C или ниже, образцы собирают из реакционного сосуда.
|
|
Соответствующая средняя толщина слоя слоев в полученных образцах определяется путем измерения толщины каждого слоя с использованием ТЭМ по отношению к поперечному сечению, взятому из 3 участков приблизительно на 50 мкм от края резки поверхности режущего инструмента с износостойким покрытием, противоположной источнику осаждения металла к центру поверхности, и расчетом среднего значения полученных толщин слоя. Соответствующие составы слоев в полученных образцах определяют при анализе поперечного сечения, взятого из участка с края резки поверхности режущего инструмента с износостойким покрытием, противоположной источнику осаждения металла, на расстоянии 50 мкм к центру поверхности, с использованием EDS. Результаты представлены в таблицах 1-3. Соотношения состава элементов металла в слоях, описанных в таблицах 1-3, показывают атомные соотношения элементов металла по отношению к общему содержанию элементов металла в соединениях металлов, образующих соответствующие слои.
Стойкость к разрушению образцов, полученных выше, оценивают использованием образцов в виде фрез в следующих условиях испытания. Полученные результаты представлены в таблице 4.
Условия испытания
Обрабатываемые детали: SCM440.
Форма обрабатываемых деталей: кубоид 105 мм × 200 мм × 60 мм (имеющий 6 отверстий диаметром 30 мм в 105 мм × 200 мм фрезерованной фаске кубоида).
Скорость резания: 250 м/мин.
Подача: 0,4 мм/зуб.
Глубина резания: 2,0 мм.
Ширина резания: 105 мм.
Хладагент: отсутствует.
Эффективный диаметр резца: 125 мм.
Оцениваемый показатель: Определяется длина резания до появления разрушения образца (появления разрушения режущего лезвия образца).
|
Результаты, представленные в таблице 4, показывают, что изделия изобретения достигают большую длину резания и имеют более длительный срок службы режущего инструмента, чем сравнительные изделия, которые имеют чередующуюся слоистую структуру, состоящую из слоев с различной однородной толщиной слоя.
Пример 2
Цементированный карбид, соответствующий по форме Р10 пластине ISO SEEN 1203, предусматривается в качестве основы. Источники осаждения металла размещают в реакционном сосуде устройства ионно-дугового осаждения с тем, чтобы формовать слои, имеющие составы, указанные в таблице 5. Образцы, имеющие конфигурации слоев, описанных в таблицах 5 и 6, получают таким же способом получения, как в примере 1.
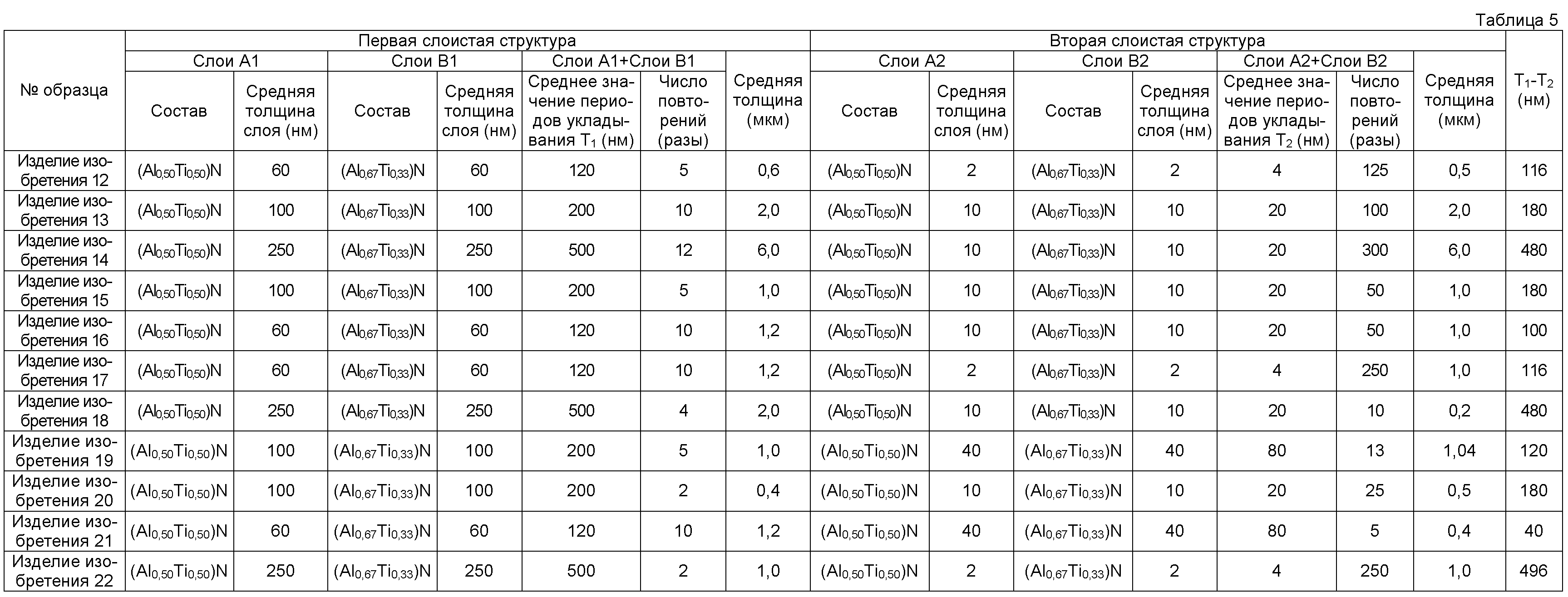
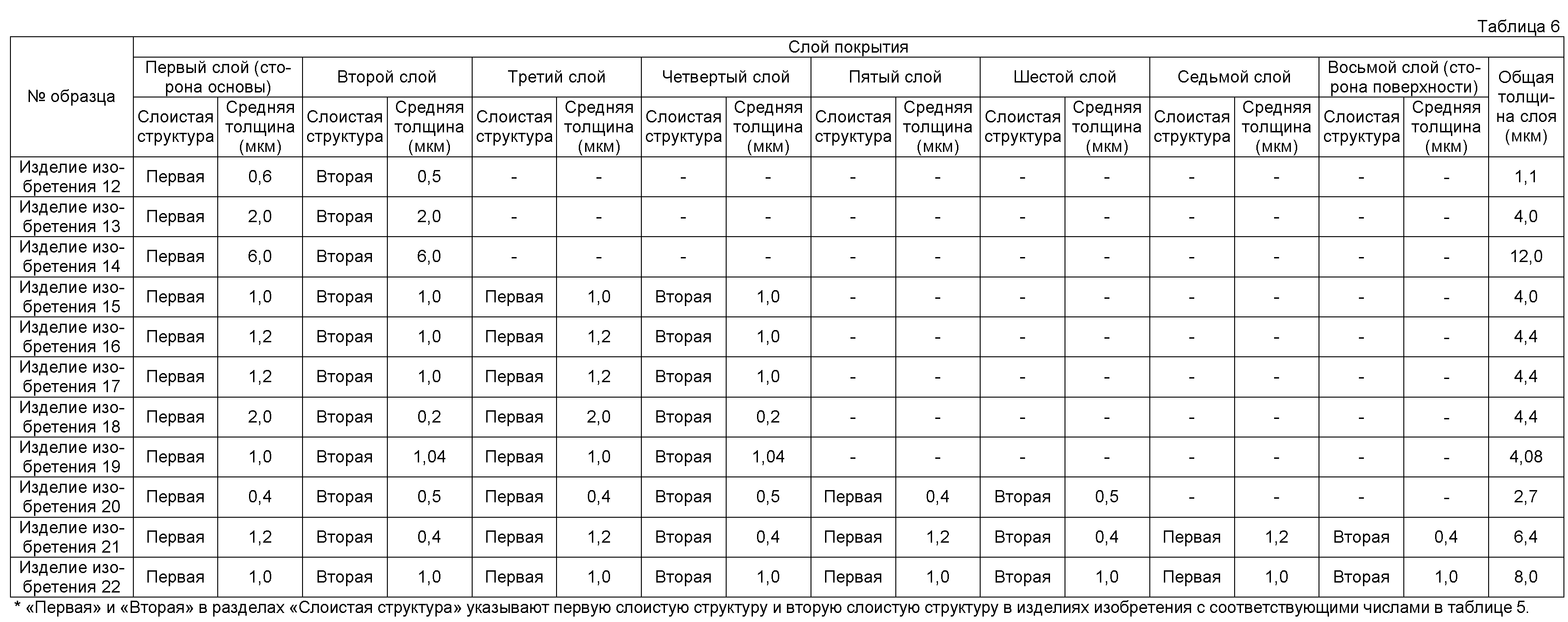
Соответствующую среднюю толщину слоя и соответствующие составы слоев в полученных образцах определяют таким же образом, как в примере 1, причем полученные результаты описаны в таблицах 5 и 6. Кроме того, стойкость к разрушению образцов, полученных выше, оценивают с использованием образцов в виде фрез в таких же условиях испытания, как в примере 1. Полученные результаты представлены в таблице 7.
|
Результаты, представленные в таблице 7, показывают, что изделия изобретения достигают большую длину резания и имеют более длительный срок службы режущего инструмента, чем сравнительные изделия, которые имеют чередующуюся слоистую структуру, состоящую из слоев с различной однородной толщиной слоя.
Пример 3
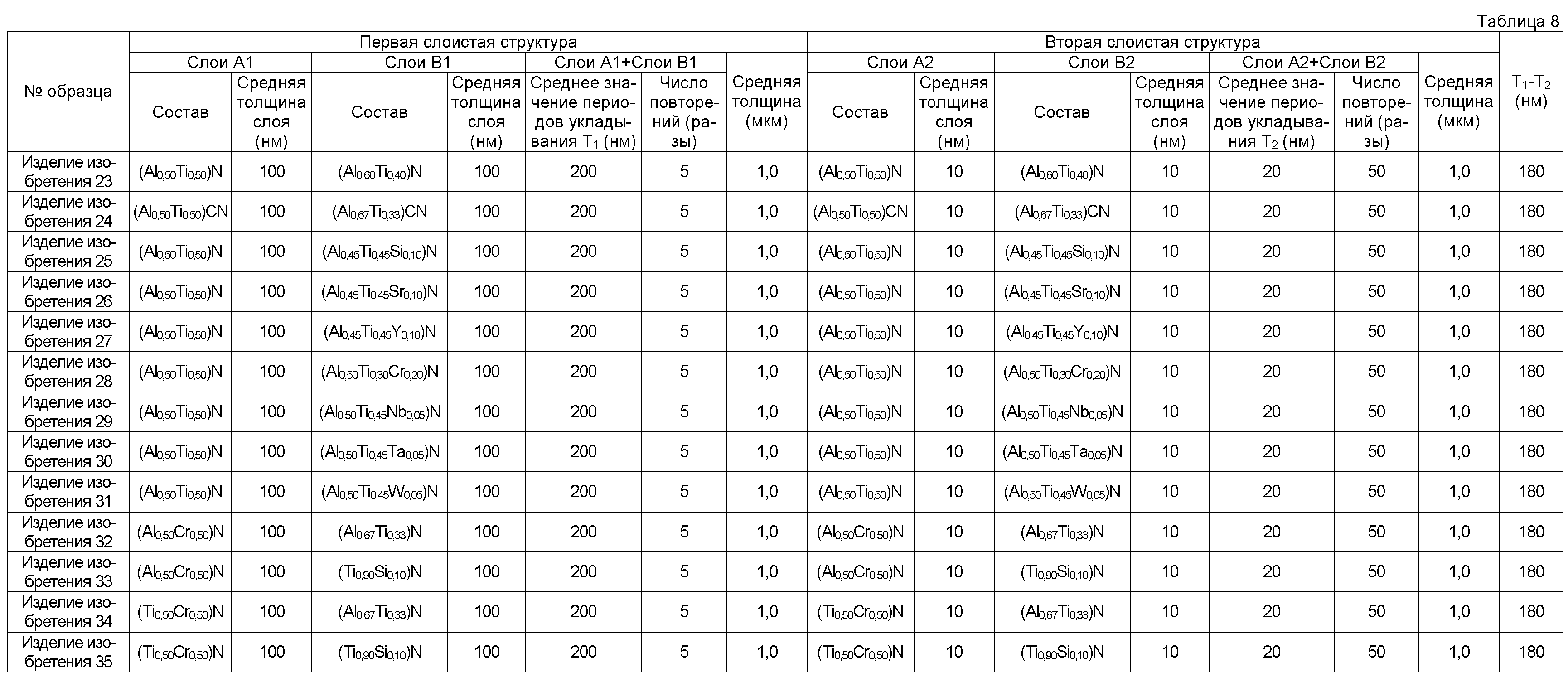
Цементированный карбид, соответствующий по форме Р10 пластине ISO SEEN 1203, предусматривается в качестве основы. При получении изделий изобретения 23 и 25-35 и сравнительных изделий 3 и 5-15 источники осаждения металла размещают в реакционном сосуде устройства ионно-дугового осаждения с тем, чтобы формовать слои, имеющие составы, указанные в таблицах 8 и 10, и образцы, имеющие конфигурации слоев, описанных в таблицах 8 и 10, получают таким же способом получения, как в примере 1.
При получении изделия изобретения 24 и сравнительного изделия 4 источники осаждения металла размещают в реакционном сосуде устройства ионно-дугового осаждения с тем, чтобы формовать слои, имеющие составы, указанные в таблицах 8 и 10, и образцы, имеющие конфигурации слоев, описанных в таблицах 9 и 10, получают таким же способом получения, как в примере 1, за исключением того, что атмосферу в реакционном сосуде в процессе формования слоев создают подачей смешанного газа, содержащего N2-газ и CH4-газ при соотношении парциального давления N2:CH4=1:1 при давлении в реакционном сосуде 2,7 Па.
|
|
Соответствующие толщины слоев и соответствующие составы слоев в полученных образцах определяют таким же образом, как в примере 1, причем полученные результаты описаны в таблицах 8 и 10. Композиционные соотношения элементов металла в слоях, описанных в таблицах 8 и 10, показывают атомные соотношения элементов металла по отношению к общему содержанию элементов металла в соединениях металла, образующих соответствующие слои. Стойкость к разрушению полученных образцов оценивают с использованием образцов в виде фрез в таких же условиях испытания, как в примере 1. Полученные результаты представлены в таблицах 11 и 12.
|
|
Результаты, представленные в таблицах 11 и 12, показывают, что изделия по изобретению достигают большую длину резания и имеют более длительный срок службы режущего инструмента, чем сравнительные изделия, которые имеют чередующуюся слоистую структуру, состоящую из слоев с различной однородной толщиной слоя.
Перечень ссылочных позиций
1 - Основа
2 - Слой покрытия
3 - Первая слоистая структура
4 - Вторая слоистая структура
5 - Слой А1
6 - Слой В1
7 - Слой А2
8 - Слой В2
Режущая пластина и режущий инструмент
Режущая пластина и режущий инструмент
Режущая пластина
Режущий инструмент со сменными режущими кромками и режущие пластины для использования в нем
Режущая пластина
Режущая пластина и режущий инструмент
Режущий инструмент с заменяемой режущей кромкой
Соединительное устройство и режущий инструмент
Режущая пластина и индексируемый вращающийся режущий инструмент
Режущий инструмент с покрытием
Сверло
Сверло с индексируемыми режущими пластинами и корпус сверла
Режущая пластина и торцевая фреза
Режущая пластина
Сверло с индексируемыми режущими пластинами и корпус сверла
Развертка
Режущая пластина и режущий инструмент
Режущая пластина и режущий инструмент
Режущая пластина и режущий инструмент
Режущая пластина

