Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПЕРЕСТАНОВКИ ВАЛКА В ПРОКАТНОЙ КЛЕТИ
Вид РИД
Изобретение
Изобретение касается устройства для перестановки валка в станине прокатной клети. Кроме того, изобретение касается такой прокатной клети для прокатки, в частности металлического прокатываемого материала.
Устройства названного рода для перестановки валка и вместе с тем для установки межвалкового зазора достаточно известны в уровне техники, см., например, CN 201855834 (U), CN 201692991 (U), JP 07218300 A, JP 08108204 A, CN 201969730 (U), DE 293108, US 1190759, GB 1221979 или DE 412920.
Устройство для перестановки валка в прокатной клети согласно ограничительной части п. 1 формулы изобретения известно из японской заявки на патент JP 63020107. Эта публикация раскрывает прокатную клеть, имеющую станину прокатной клети и упомянутое устройство для перестановки валка, здесь - для перестановки верхнего опорного валка. Устройство включает в себя двигатель в виде гидравлического двигателя, который через червячную передачу приводит во вращение нажимной винт. Нажимной винт установлен с возможностью вращения с вертикальной осью вращения на верхней стороне станины прокатной клети. Во время своего вращения нажимной винт движется в вертикальном направлении и при этом действует на подушку верхнего опорного валка. Таким образом, с помощью двигателя по желанию может устанавливаться сила перестановки опорных и рабочих валков и/или их положение и вместе с тем также размер межвалкового зазора. Упомянутая червячная передача воздействует на нажимной винт снаружи; это связано с большими расходами, занимает большое пространство и требует отдельной масляной смазки.
Европейская заявка на патент EP 1477243 A2 раскрывает устройство для перестановки валка в станине прокатной клети. Устройство имеет двигатель в виде гидрмотора или высокомоментного электродвигателя для установки вертикального положения валка и приводной вал, приводимый этим двигателем во вращательное движение. Кроме того, устройство имеет установленный с возможностью вертикального смещения нажимной винт для передачи силы перестановки на валок. Нажимной винт на своей торцевой стороне, обращенной к двигателю, имеет ориентированное в осевом направлении цилиндрическое приемное пространство, в которое вдается приводной вал. Нажимной винт и приводной вал соединены друг с другом с возможностью вращения внутри приемного пространства посредством соединения с геометрическим замыканием.
Исходя из этого уровня техники в основе изобретения лежит задача, предоставить для известного устройства для перестановки валка в станине прокатной клети, а также для соответствующей известной прокатной клети альтернативное вращающееся соединение с геометрическим замыканием между нажимным винтом и приводным валом.
Эта задача в отношении устройства для перестановки валка решается с помощью предмета п. 1 формулы изобретения. Он отличается тем, что соединение с геометрическим замыканием выполнено за счет того, что нажимной винт на внутренней стороне своего приемного пространства имеет распределенный по его периметру профиль шлицевой втулки и что приводной вал выполнен в виде шлицевого вала для входа в зацепление с профилем шлицевой втулки.
Термин «торцевая сторона, обращенная к двигателю» обозначает ту торцевую сторону нажимного винта, которая обращена к двигателю. Напротив торцевой стороны, обращенной к двигателю, лежит торцевая сторона, которая обращена к подушке валка.
Заявленное применение гидромотора или высокомоментного электродвигателя, по сравнению с традиционным электродвигателем, не высокомоментным электродвигателем, дает то преимущество, что более высокие моменты могут также создаваться без дополнительной передачи. Кроме того, предпочтительно гидравлическая система, уже имеющаяся в прокатной клети для установки межвалкового зазора, может также применяться для эксплуатации гидравлического двигателя.
Благодаря наличию двигателя с сильным вращающим моментом в сочетании с вращающимся соединением между нажимным винтом и приводным валом внутри цилиндрического приемного пространства нажимного винта можно предпочтительно обойтись без дорогостоящей предшествующей червячной передачи, которая известна из уровня техники. Наряду с расходами на изготовление или, соответственно, покупку и техническое обслуживание червячной передачи предпочтительно также экономится конструктивное пространство для предшествующей червячной передачи.
Реализация шлицевой ступицы или многогранной ступицы осуществляется предпочтительно таким образом, что на торцевой стороне нажимного винта, обращенной к двигателю, в осевом направлении вставлена шлицевая ступица или многогранная ступица, которая соединена с нажимным винтом без возможности вращения и предпочтительно также с фиксацией от смещения в осевом направлении и которая образует приемное пространство, имеющее профиль шлицевой ступицы или многогранный профиль. Применение шлицевой ступицы дает, с одной стороны, то преимущество, что оно проще и дешевле в изготовлении, чем выполнение профиля шлицевой ступицы непосредственно на внутренней стороне приемного пространства нажимного винта. С другой стороны, шлицевая ступица дает то преимущество, что при износе профиля шлицевой ступицы она может легко заменяться как быстроизнашивающаяся деталь.
Между двигателем и приводным валом предпочтительно предусмотрена муфта для того, чтобы можно было отсоединять двигатель от приводного вала, в случае если это требуется, напр. в целях технического обслуживания.
Вышеназванная задача изобретения относительно прокатной клети решается с помощью предмета п. 5 формулы изобретения. Преимущества этой прокатной клети соответствуют вышеназванным преимуществам в отношении заявленного устройства для перестановки валка.
По первому примеру осуществления прокатная клеть включает в себя осевой подшипник для опирания с возможностью вращения приводного вала, и этот осевой подшипник с помощью первого опорного устройства, смонтированного на верхней стороне станины прокатной клети, удерживается на жестко заданном вертикальном расстоянии от верхней стороны станины прокатной клети. С помощью этой конструктивной меры предпочтительно обеспечивается, что также установленный с возможностью отсоединения приводной вал удерживается в жестком вертикальном относительном положении, в частности на жестко заданном вертикальном расстоянии от станины прокатной клети. Исполнение осевого подшипника в виде самоустанавливающегося роликоподшипника предпочтительно делает возможными для приводного вала степени свободы в радиальном направлении, напр. движение качания. Благодаря предоставлению этих степеней свободы механическая перегрузка приводного вала предотвращается даже при некруглом вращательном движении нажимного винта.
Осевой подшипник расположен в камере для смазки, которая снабжается смазкой через подвод для смазки. На нижней стороне камеры для смазки расположен перелив для смазки, который обеспечивает, чтобы высота уровня смазки внутри камеры для смазки не превышала определенную высоту уровня, заданную высотой перелива.
Стекающая через перелив избыточная смазка в соответствии с изобретением собирается оболочковой крышкой на торцевой стороне нажимного винта, обращенной к двигателю, и оттуда через первый кольцевой зазор между приводным валом и краем круглого отверстия, через которое продет приводной вал, направляется в цилиндрическое приемное пространство нажимного винта. Из цилиндрического приемного пространства смазка затем направляется дальше через слив для смазки во второй кольцевой зазор между нажимным винтом и внутренней стороной проточки в станине прокатной клети для смазывания там нажимного винта.
К описанию прилагаются две фигуры, при этом показано:
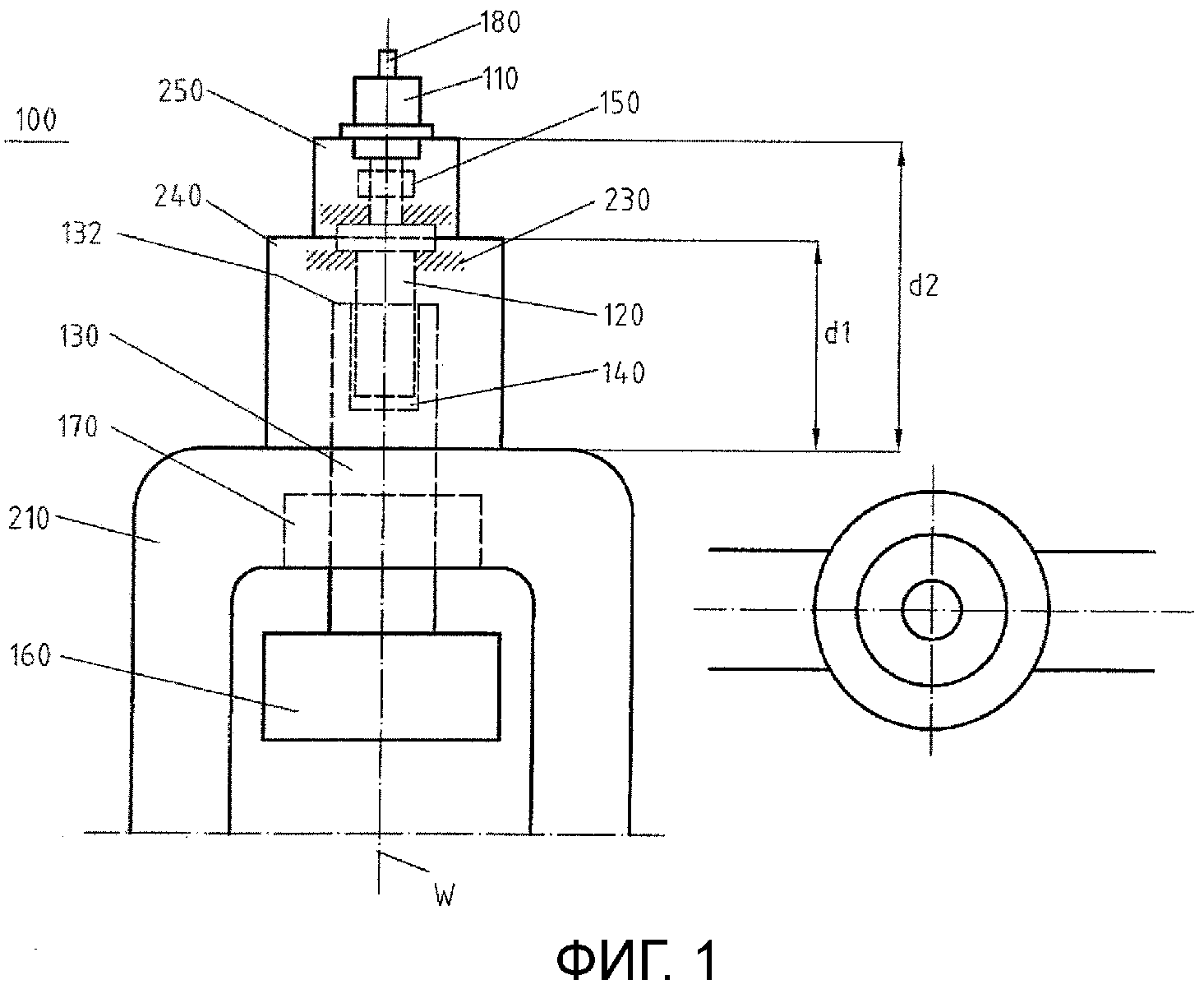
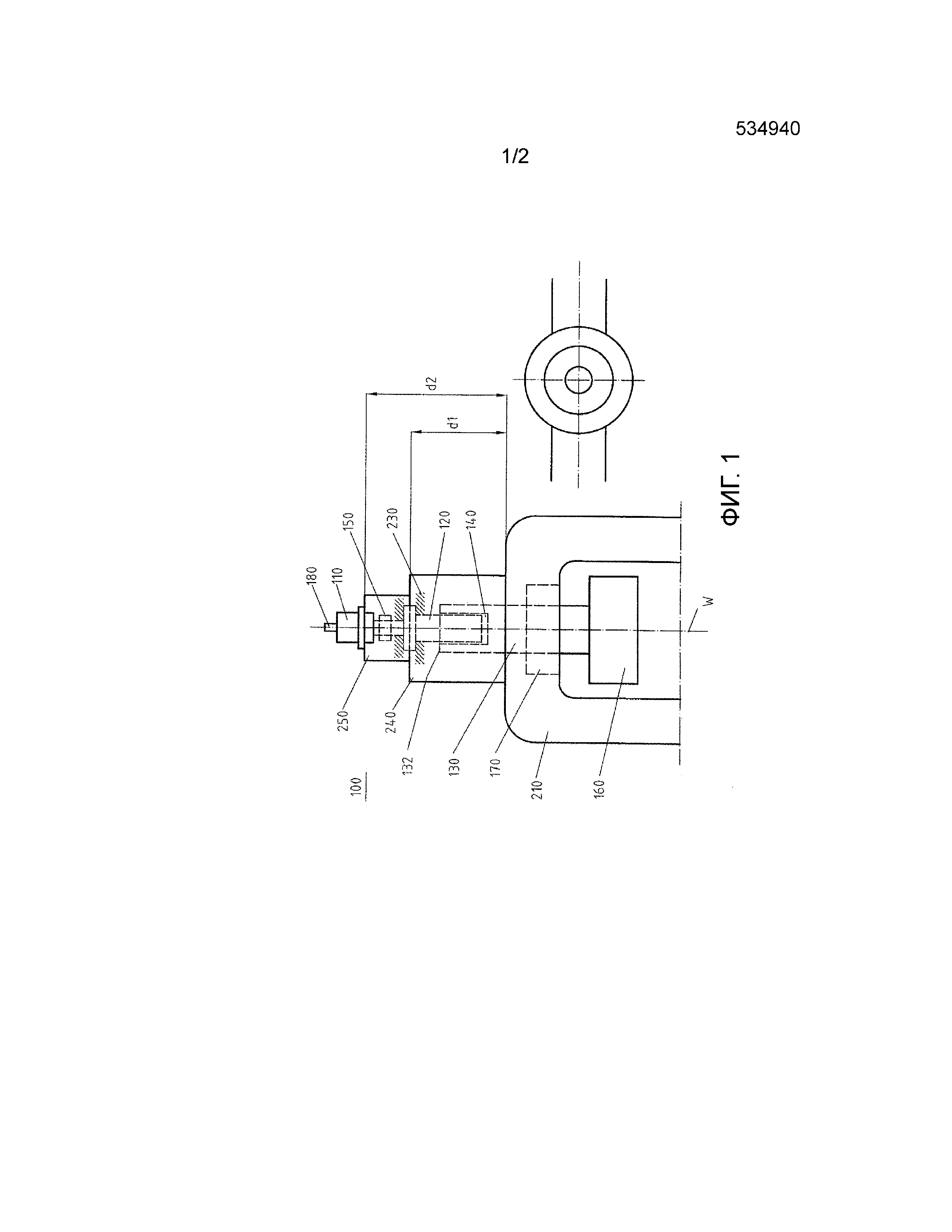
фиг. 1: схематичный вид предлагаемого изобретением устройства; и
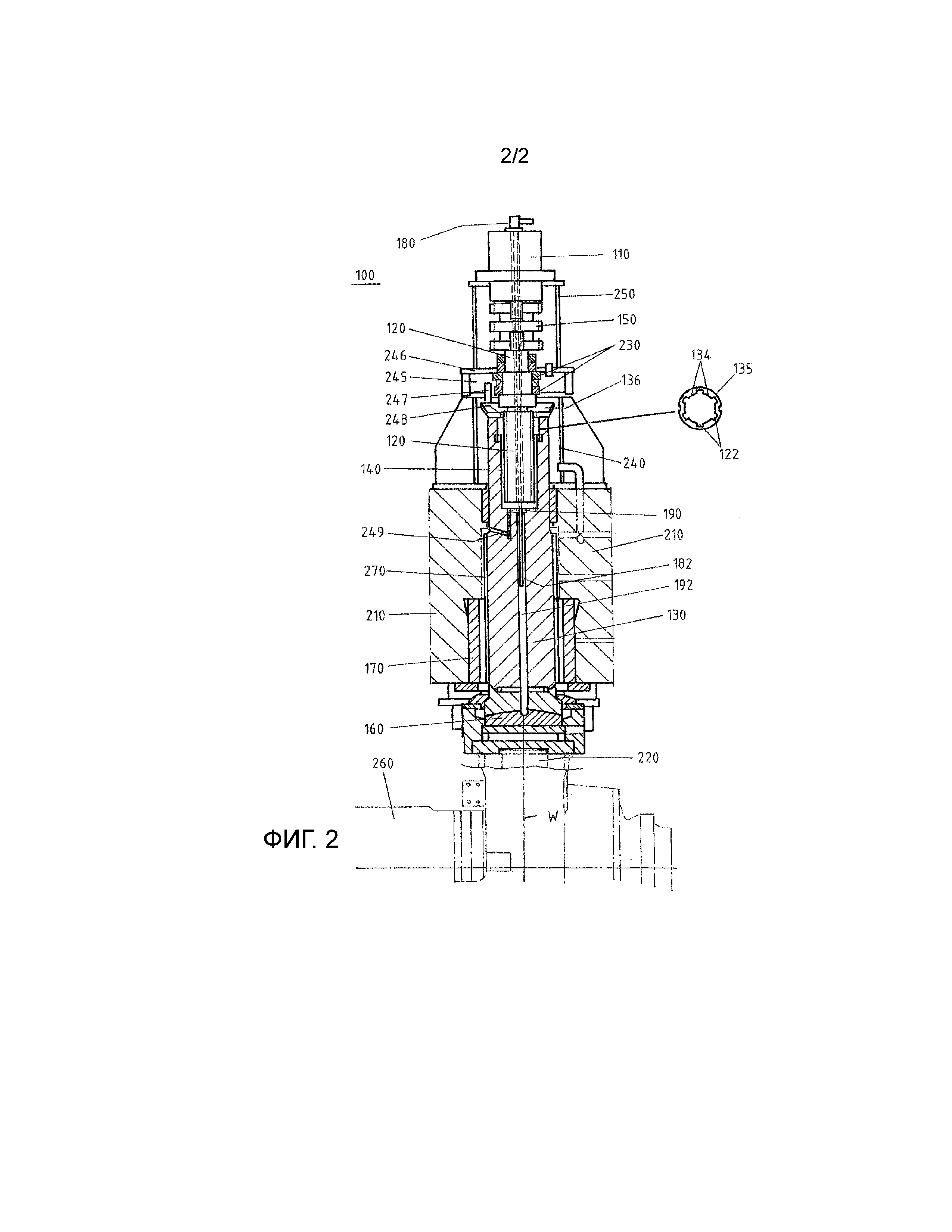
фиг. 2: детальное изображение фиг. 1.
На фиг. 1 показано предлагаемое изобретением устройство 100 для перестановки валка в станине 210 прокатной клети. Устройство включает в себя двигатель 110, предпочтительно высокомоментный электродвигатель или гидравлический двигатель, кратко называемый гидромотором, для обеспечения положения перестановки валка. Двигатель 110 расположен над станиной 210 и там опирается с помощью второго опорного устройства 250 на верхнюю сторону станины 210 прокатной клети, причем это второе опорное устройство, со своей стороны, тоже опирается на первое опорное устройство 240. С помощью опорных устройств двигатель 110 располагается на жестком расстоянии d2 от верхней стороны станины 210 прокатной клети. Гидравлический двигатель ориентирован в осевом направлении относительно приводного вала 120, который приводится им во вращательное движение. Между приводным валом 120 и двигателем предпочтительно предусмотрена муфта 150, которая расположена внутри второго опорного устройства. Приводной вал 120 удерживается в осевом подшипнике 230, который, как показано на фиг. 1, в качестве примера расположен в переходной области между первым и вторым опорным устройством 240, 250 на предопределенной высоте d1 над верхней стороной станины 210 прокатной клети. Благодаря опоре приводного вала 120 в осевом подшипнике приводной вал также удерживается с предварительно заданным относительным положением или, соответственно, высотой относительно станины 210 прокатного стана.
Приводной вал 120 служит для передачи заданного двигателем 110 вращающего момента на нажимной винт 130, который, со своей стороны, служит для передачи силы перестановки на валок. Вал двигателя 110 с одной стороны муфты, приводной вал 120 с другой стороны муфты и нажимной винт 130 расположены в осевом направлении последовательно; то есть их соответствующие центральные линии соосны в осевом, здесь вертикальном направлении W.
Гидромотор или высокомоментный электродвигатель предпочтительно выполнен для создания у черновых прокатных клетей традиционного горячеполосового прокатного стана номинального вращающего момента > 4 кНм или у тяжелых листовых клетей > 30 кНм. Эти значения действительны при предположении очень благоприятных условий низкого трения; в целях надежности для практического применения в этих значениях должен еще учитываться коэффициент надежности.
На торцевой стороне 132 нажимного винта 130, обращенной к двигателю, выполнено ориентированное в осевом направлении цилиндрическое приемное пространство 140 для помещения приводного вала 120 в смонтированном состоянии устройства. Для передачи заданного двигателем вращающего момента на нажимной винт 130 приводной вал 120 внутри приемного пространства 140 соединен с возможностью вращения с нажимным винтом 130, предпочтительно с геометрическим замыканием. Например, нажимной винт 130 на внутренней стороне своего приемного пространства 140 выполнен в виде шлицевой ступицы, то есть снабжен распределенным по периметру профилем шлицевой ступицы, и одновременно приводной вал выполнен в виде шлицевого вала для входа в зацепление с профилем шлицевой ступицы нажимного винта 130. Альтернативно соединение с геометрическим замыканием может быть также реализовано путем выполнения приемного пространства нажимного винта в виде многогранной ступицы, а приводного вала в виде многогранного вала, при этом многогранный вал может приводиться в зацепление с многогранной ступицей.
На своем удаленном от двигателя конце нажимной винт через так называемый предохранительный стакан 160 действует на подушку валка в прокатной клети. У двухвалковой клети, которая имеет только два рабочих валка, нажимной винт 130 через предохранительный стакан 160 действует на подшипниковые втулки, называемые также подушками, рабочих валков, в то время как у четырехвалковой клети, имеющей два рабочих и два опорных валка, он действует на подушки опорных валков. Предохранительный стакан 160 служит для того, чтобы отделять вращательное движение винта от его одновременного вертикального движения, так чтобы на данную подушку переставляемого валка действовало чисто вертикальное движение без вращательной компоненты. Вертикальное движение нажимного винта 130 создается нажимной гайкой 170, которая без возможности вращения встроена в станину 210 прокатной клети. Нажимной винт 130 ввернут в нажимную гайку 170. Когда нажимной винт 130 с помощью приводного или, соответственно, шлицевого вала 120 приводится во вращение, нажимная гайка одновременно вызывает вертикальное движение нажимного винта, благодаря чему может устанавливаться положение перестановки для расположенной под предохранительным стаканом 160 подушки валка.
На фиг. 2 уже показанные на фиг. 1 элементы предлагаемого изобретением устройства показаны более детально. Конкретно, например, можно видеть профиль 134 шлицевой ступицы на внутренней стороне цилиндрического приемного пространства 140, причем этот профиль шлицевой ступицы выполнен во втулке 135 шлицевой ступицы, которая на фиг. 2 показана как в продольном сечении, так и в поперечном сечении. Втулка шлицевой ступицы может быть, со своей стороны, например, посредством призматических шпонок, установлена в приемном пространстве 140 с фиксацией от вращения. Комплементарно к профилю шлицевой ступицы выполнен шлицевой вал 120, который входит в зацепление со шлицевой ступицей с целью передачи вращающего момента.
На фиг. 2, кроме того, можно видеть, что между первым опорным устройством 240 и вторым опорным устройством 250, которые также называются каждое колпаками, расположена камера 245 для смазки, которая снабжается смазкой через подвод 246 для смазки. Смазка служит, в частности, для смазывания осевого подшипника 230. На нижней стороне камеры 245 для смазки расположен перелив 247 для смазки, который обеспечивает, чтобы смазка в камере 245 для смазки не превышала высоту уровня, заданную высотой перелива. Избыточная смазка стекает через перелив 247 из камеры для смазки в находящуюся под ней оболочковую крышку 136, которая расположена на торцевой стороне нажимного винта 130, обращенной к двигателю. Крышка 136 имеет круглое отверстие для продевания шлицевого вала 120. Между шлицевым валом 120 и краем круглого отверстия крышки выполнен кольцевой зазор 248, через который смазка стекает дальше вниз в приемное пространство 140 для смазывания находящейся там многогранной или шлицевой передачи, состоящей в каждом случае из ступицы и вала. Из приемного пространства 140 смазка затем течет дальше через слив 249 для смазки в нажимном винте во второй кольцевой зазор 270 между нажимным винтом 130 и проточкой в станине 210 прокатной клети, в которой установлен нажимной винт.
Как можно видеть на фиг. 1 и 2, все компоненты предлагаемого изобретением устройства, т.е. двигатель 110, муфта 150, приводной или, соответственно, шлицевой вал 120 и нажимной винт 130, ориентированы в осевом направлении друг относительно друга. Двигатель непосредственно осуществляет привод приводного вала, через муфту.
Над двигателем 110 может быть стационарно установлен датчик 180 положения для регистрации соответственно текущего положения валка 260. Датчик положения имеет, например, шток 182 датчика, который предпочтительно установлен в осевой проточке 192. Эта проточка проходит через двигатель 110, через муфту 150, через приводной вал или, соответственно, шлицевой вал 120 и через нажимной винт 130 до предохранительного стакана 160. Шток 182 датчика вдается на некоторое расстояние в проточку нажимного винта и там пройдет через кольцевой магнит 190, который жестко соединен с нажимным винтом. При вертикальном движении нажимного винта магнит вертикально передвигается относительно стационарного штока 182 датчика. В результате этого относительного движения между магнитом и штоком датчика датчик 180 положения регистрирует соответственно текущее положение нажимного винта 130.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
100 Устройство
110 Двигатель
120 Приводной вал
122 Зубья шлицевого вала
130 Нажимной винт
132 Торцевая сторона нажимного винта, обращенная к двигателю
134 Профиль шлицевой ступицы
135 Втулка шлицевой ступицы
136 Крышка
140 Приемное пространство
150 Муфта
160 Предохранительный стакан
170 Нажимная гайка
180 Сенсор положения
182 Шток датчика
190 Магнит кольцевой
192 Проточка
210 Станина прокатной клети
220 Подушка
230 Осевой подшипник
240 Первое опорное устройство
245 Камера для смазки
246 Подвод для смазки
247 Перелив
248 Первый кольцевой зазор
249 Слив для смазки
250 Второе опорное устройство
260 Валок
270 Второй кольцевой зазор между нажимным винтом и станиной прокатной клети
d1 Расстояние от осевого подшипника до верхней стороны станины прокатной клети
d2 Расстояние от двигателя до верхней стороны станины прокатной клети
W Вертикальное осевое расстояние
Способ и устройство высадки для изготовления деталей с уступами, таких как валы или стержни
Устройство для наматывания полосового материала в рулон
Синхронно движущиеся гидравлические ножницы без станины
Система загрузки расплава для разливки полосы
Способ и устройство для снятия окалины с металлической поверхности, а также установка для изготовления металлических полуфабрикатов
Способ изготовления металлической полосы посредством непрерывной разливки и прокатки
Инжекторное устройство для продувания или вдувания обогащеных кислородом газов в металлургический агрегат или плавильный сосуд и дуговая электропечь
Стан горячей прокатки
Устройство и способ управления и/или регулирования печи для отжига или термообработки в производственной линии обработки металлического материала
Способ изготовления металлической полосы
Способ и устройство высадки для изготовления деталей с уступами, таких как валы или стержни
Устройство для наматывания полосового материала в рулон
Синхронно движущиеся гидравлические ножницы без станины
Система загрузки расплава для разливки полосы
Способ и устройство для снятия окалины с металлической поверхности, а также установка для изготовления металлических полуфабрикатов
Способ изготовления металлической полосы посредством непрерывной разливки и прокатки
Инжекторное устройство для продувания или вдувания обогащеных кислородом газов в металлургический агрегат или плавильный сосуд и дуговая электропечь
Стан горячей прокатки
Устройство и способ управления и/или регулирования печи для отжига или термообработки в производственной линии обработки металлического материала
Способ изготовления металлической полосы

