Результат интеллектуальной деятельности: СПОСОБ И УСТАНОВКА ДЛЯ МАНИПУЛИРОВАНИЯ СЫРЫМИ ШИНАМИ
Вид РИД
Изобретение
Настоящее изобретение относится к способу и установке для манипулирования сырыми шинами.
Циклы производства шины предусматривают изготовление и/или сборку различных компонентов шины, обрабатываемых на одной или более сборочных линиях, и, затем, изготавливаемую шину подвергают процессу формования и вулканизации, который определяет структуру шину в соответствии с заданной геометрией и дизайну протектора.
Шина по существу содержит каркасную конструкцию, содержащую по меньшей мере один слой каркаса, изготовленный из эластомерного материала, армированного армирующим кордом, лежащим по существу в радиальной плоскости (радиальная плоскость содержит ось вращения шины).
Шина дополнительно содержит структуру короны, содержащая по меньшей мере один ленточный слой (брекер), расположенный радиально снаружи от слоя каркаса. Структура короны дополнительно содержит беговую дорожку протектора, изготовленную из эластомерного материала, расположенную радиально снаружи от брекера. После построения сырой шины, осуществляемого путем сборки различных компонентов, обычно выполняют формование и вулканизацию для осуществления структурной стабилизации шины путем создания поперечных связей в эластомерных композициях и для придания этой шине требуемого рисунка протектора и, возможно, легко различимых графических меток на боковых стенках шины.
Термин "эластомерный материал" означает композицию, содержащую по меньшей мере один эластомерный полимер и по меньшей мере один упрочняющий наполнитель. Предпочтительно, такая композиция далее содержит добавки, например, такие как сшивающий и/или пластифицирующий агент. Благодаря присутствию сшивающего агента в таком материале можно создавать поперечные связи путем нагревания, чтобы сформировать готовое изделие.
Термин "сырая шина" означает шину, полученную из процесса сборки но еще не сформованную и не вулканизированную.
Термин "линия для сборки сырых шин" означает линию, на которой формируют или собирают структурные компоненты сырой шины, пока не будет сформирована сырая шина, содержащая сформированную каркасную конструкцию, собранную со структурой короны, снабженной беговой дорожкой протектора.
Термин "линия вулканизации" означает линию, содержащую множество вулканизационных пресс-форм, в которых сырые шины подвергаются формованию и вулканизации. Это множество пресс-форм может содержать пресс-формы разных размеров для обработки разных моделей шин.
Термин "модель" шины означает набор геометрических характеристик (таких как ширина беговой дорожки протектора, высота боковины, посадочный диаметр), структурных характеристик (таких как однослойная или двухслойная, радиальная или с перекрещивающимися слоями каркаса, с ленточной структурой или без нее, тип ленточной структуры - с перекрещивающимися лентами или под углом 0 градусов, типа беговой дорожки протектора на одном или более слоев и т.д.) и технологических характеристик (таких как набор различных структурных компонентов, материалы, образующие текстильный или металлический армирующий корд, тип формирования армирующего корда и т.д.)
Термин "зона обмена" означает зону, определенную внутри установки, в которой две части или два участка, или два элемента установки функционально соединены друг с другом.
Термин "линия загрузки" означает конвейер, предпочтительно, фиксированный, расположенный между двумя частями или участками, или элементами установки, в частности, непосредственно соединенными друг с другом.
Две части или два участка или два элемента установки определяются как "соединенные непосредственно" друг с другом, когда имеется непосредственное соединение одной части с другой частью, реализованное одним или более конвейером любого типа. Две части или два участка, или два элемента установки определяются как "соединенные функционально" друг с другом, когда имеется соединение одной части с другой частью, реализованное как один или более конвейер любого типа и/или по меньшей мере одна зона обмена.
Термин "пост обработки" означает пост, на который сырые шины - направляемые на конкретную вулканизационную пресс-форму - подают с заранее определенной частотой. Обработка необходима для предотвращения проблем разделения между вулканизационной камерой и внутренней поверхностью шины.
В документе WO 2010/070374 описаны установка и процесс для сборки сырых шин для колес автомобилей, в котором производство можно вести множеством партий, каждая из которых сдержит определенное количество шин, при этом такие партии различаются техническими характеристиками составляющих их шин.
В документе WO 00/35665А2 описывается автоматическая система переноса, которая с помощью монорельсовых конвейеров переносит сырые шины в формовочные камеры. Каждый монорельсовый конвейер помещает сырую шину на систему подъемника, которая, в свою очередь, переносит сырую шину на загрузчик формовочной камеры. Система подъемника является буфером для шин, подвергающихся обработке. Сырые шины можно хранить в буферном кольце монорельсового конвейера, если система не готова к немедленному переносу шин в формовочные камеры.
Заявитель заметил, что создание единственной сборочной линии, которая подает сырые шины на единственную формовочную линию, возможно с промежуточным буфером, делает установку, описанную в WO 00/35665А2 очень негибкой в отношении количества, типа и размера шин, производимых за единицу времени.
В частности, установка, описанная в WO 00/35665А2, налагает жесткие ограничения на положение формовочных камер в линии формовки и внутри самой установки.
Заявитель убедился, что при применении дополнительных установок, относящихся к типу, описанному в WO 00/35665А2, увеличение количества сборочных линий, связанных с соответствующими линиями вулканизации, их негибкость увеличивается, поскольку в результате возникает установка, образованная n независимыми участками, каждый из которых образован сборочной линией, соединенной с соответствующей линией вулканизации.
Заявитель понял, что создание дополнительных соединений - расположенных в хранилищах для сырых шин, приходящих с линий сборки и/или на линии вулканизации - может повысить гибкость в управлении обменами между частями установки.
Точнее, Заявитель в итоге обнаружил, что организация множества хранилищ для сырых шин, которые могут соединяться друг с другом, и/или множества линий вулканизации, которые могут соединяться друг с другом, когда по меньшей мере одно хранилище непосредственно соединено с соответствующей сборочной линией, позволяет снять ограничения на расположение вулканизационных пресс-форм в линии вулканизации и, следовательно, выбирать - из всех хранилищ - сырую шину, подходящую для свободной пресс-формы в любой линии вулканизации установки. Таким образом, установка становится гибкой и легко адаптируемой, что позволяет производить партии ограниченного количества шин разных моделей.
Точнее, согласно первому аспекту, настоящее изобретение относится к способу манипулирования сырыми шинами на установке по производству шин, при котором собирают по меньшей мере одну последовательность сырых шин на по меньшей мере одной линии по сборке сырых шин.
Предпочтительно, сырые шины, выходящие из этой по меньшей мере одной сборочной линии, помещают в по меньшей мере два хранилища.
Предпочтительно, в этих хранилищах выбирают сырую шину, подходящую для свободной вулканизационной пресс-формы.
Предпочтительно, когда эта свободная вулканизационная пресс-форма включена в линию вулканизации, непосредственно соединенную с хранилищем, не являющимся хранилищем, в котором находится выбранная сырая шина, эту выбранную сырую шину переносят в свободную вулканизационную пресс-форму, проходя по меньшей мере через хранилище, непосредственно соединенное с линией вулканизации, в которую входит эта свободная вулканизационная пресс-форма.
Предпочтительно, когда эта свободная вулканизационная пресс-форма входит в линию вулканизации, непосредственно соединенную с хранилищем, не являющимся хранилищем, содержащим выбранную сырую шину, эту выбранную сырую шину переносят на свободную вулканизационную пресс-форму, проходя по меньшей мере через линию вулканизации, непосредственно соединенную с хранилищем, содержащим эту выбранную сырую шину.
Заявитель считает, что вышеописанное решение позволяет придать установке большую гибкость и возможность адаптироваться, поскольку наличие промежуточных переходов между хранилищами или между линиями вулканизации устраняет проблемы манипулирования разными вулканизационными пресс-формами, распределенными между линиями вулканизации в случае производства партий с ограниченным количеством шин разных моделей.
Согласно второму аспекту, изобретение относится к установке для производства шин, содержащей по меньшей мере одну линию для сборки сырых шин.
Предпочтительно, установка содержит по меньшей мере два хранилища.
Предпочтительно, установка содержит по меньшей мере две линии вулканизации.
Предпочтительно, каждая линия вулканизации функционально соединена с по меньшей мере одной другой линией вулканизации.
Предпочтительно, каждое хранилище функционально соединено с по меньшей мере другим хранилищем.
Предпочтительно, каждое хранилище непосредственно соединено с соответствующей линией вулканизации, образуя вместе с ней участок.
Предпочтительно, по меньшей мере одна линия сборки непосредственно соединена с по меньшей мере одним из этих участков.
Предпочтительно, установка содержит управляющее устройство, запрограммированное на обнаружение свободной вулканизационной пресс-формы в линиях вулканизации.
Предпочтительно, установка содержит управляющее устройство, запрограммированное на выбор - в этих хранилищах - сырой шины, подходящей для свободной вулканизационной пресс-формы.
Предпочтительно, установка содержит управляющее устройство, запрограммированное на транспортировку - на свободную вулканизационную пресс-форму - выбранной сырой шины, проходя через по меньшей мере хранилище, относящееся к тому же участку линии вулканизации, содержащей свободную вулканизационную пресс-форму, когда эта свободная вулканизационная пресс-форма относится к участку, не являющемуся участком, относящимся к хранилищу, содержащему эту выбранную сырую шину.
Предпочтительно, установка содержит управляющее устройство, запрограммированное на транспортировку - на свободную вулканизационную пресс-форму - этой выбранной сырой шины, проходя через по меньшей мере линию вулканизации, относящейся к тому же участку хранилища, содержащего эту выбранную сырую шину, когда свободная вулканизационная пресс-форма относится к линии вулканизации, не являющейся линией вулканизации, относящейся к хранилищу, содержащему эту выбранную сырую шину.
Настоящее изобретение по меньшей мере в одном из вышеописанных аспектов может иметь по меньшей мере один из следующих предпочтительных отличительных признаков.
Предпочтительно, предлагается подавать - в данный интервал времени - количество готовых шин, выходящих из линий вулканизации, эквивалентное количеству сырых шин, собранных последовательно и выходящих из по меньшей мере одной сборочной линии за соответствующий интервал времени.
Заявитель полагает, что вышеописанное решение позволяет оптимизировать работу установки и распределение сырых шин по вулканизационным пресс-формам.
Предпочтительно, установка содержит по меньшей мере два участка, каждый из которых содержит хранилище и линию вулканизации, расположены в непосредственном соединении друг с другом.
Предпочтительно, на установке имеется по меньшей мере два участка, каждый из которых содержит сборочную линию, хранилище, непосредственно соединенное со сборочной линией, и линию вулканизации, непосредственно соединенную с хранилищем.
Предпочтительно, количество хранилищ равно количеству линий вулканизации.
Предпочтительно, количество линий сборки, хранилищ и линий вулканизации одинаково.
Заявитель считает, что определение базовых участков, каждый из которых содержит линию сборки, хранилище и линию вулканизации, является оптимальным решением которое можно легко воспроизвести, если необходимо увеличить производительность установки.
Предпочтительно, для транспортировки выбранной сырой шины на свободную вулканизационную пресс-форму активируют загрузочную линию, расположенную между хранилищем, содержащим выбранную сырую шину, и линией вулканизации, непосредственно соединенной с ним.
Предпочтительно, если свободная вулканизационная пресс-форма включена в линию вулканизации, непосредственно соединенную с хранилищем, не являющимся хранилищем, в котором находится выбранная сырая шина, активируют зону обмена между этими по меньшей мере двумя хранилищами.
Заявитель считает, что активация зоны обмена между двумя хранилищами упрощает промежуточный проход между самими хранилищами.
Предпочтительно, зона обмена между по меньшей мере двумя хранилищами содержит по меньшей мере один пост обмена для каждого из этих хранилищ.
Заявитель считает, что определение поста обмена упрощает перенос и делает его эффективным.
Предпочтительно, выбранную сырую шину перемещают на пост обмена хранилища, содержащего эту выбранную сырую шину, и оттуда ее транспортируют на пост обмена хранилища, непосредственно соединенного с линией вулканизации, содержащей свободную вулканизационную пресс-форму.
Предпочтительно, пустые опоры для сырых шин транспортируют из хранилища, непосредственно соединенного с линией вулканизации, содержащей свободную вулканизационную пресс-форму, в другое хранилище, используя соответствующие посты обмена.
Заявитель считает, что применение постов обмена также и для манипулирования пустыми опорами упрощает и рационализирует работу установки.
Предпочтительно, между линией сборки и этими по меньшей мере двумя хранилищами сырые шины перемещают на опорах.
Предпочтительно, зону обмена между двумя линиями вулканизации активируют, если свободная вулканизационная пресс-форма находится в линии вулканизации, непосредственно соединенной с хранилищем, не являющимся хранилищем, в котором находится эта выбранная сырая шина.
Заявитель считает, что активация зоны обмена между двумя линиями вулканизации упрощает промежуточный проход между самими линиями вулканизации.
Предпочтительно, зона обмена между по меньшей мере двумя линиями вулканизации содержит пост для обработки сырых шин.
Предпочтительно, выбранную сырую шину переносят между двумя линиями вулканизации через пост обработки сырых шин, и такой перенос включает обработку выбранных сырых шин, направляемых на конкретную вулканизационную пресс-форму, с конкретной частотой.
Заявитель считает, что применение поста для обработки сырых шин в качестве зоны обмена между линиями вулканизации рационализирует установку и упрощает управление ею, в любом случае позволяя производить обработку, когда это необходимо.
Предпочтительно, в хранилище выбирают самую "старую" сырую шину, подходящую для свободной вулканизационной пресс-формы.
Предпочтительно, из всех хранилищ, имеющихся на установке, выбирают самую "старую" сырую шину, подходящую для свободной вулканизационной пресс-формы в любой линии вулканизации установки.
Предпочтительно, имеется по меньшей мере два участка, каждый из которых содержит линию сборки, хранилище, непосредственно соединенное с линией сборки, и линию вулканизации, непосредственно соединенную с хранилищем.
Предпочтительно, имеется линия загрузки, расположенная между хранилищем и линией вулканизации, непосредственно соединенной с ней, при этом управляющее устройство запрограммировано на активацию линии загрузки для переноса выбранной сырой шины на свободную вулканизационную пресс-форму.
Предпочтительно, по меньшей мере между двумя хранилищами расположена зона обмена, которая может быть активирована, если свободная вулканизационная пресс-форма находится в линии вулканизации, непосредственно соединенной с хранилищем, не являющимся хранилищем, в котором находится выбранная сырая шина.
Предпочтительно, управляющее устройство запрограммировано для активации зоны обмена между по меньшей мере двумя хранилищами.
Предпочтительно, управляющее устройство запрограммировано для отправки выбранной сырой шины на пост обмена хранилища, в котором она находится и для переноса ее оттуда на пост обмена хранилища, непосредственно соединенного с линией вулканизации, содержащей свободную вулканизационную пресс-форму.
Предпочтительно, имеются опоры для сырых шин, перемещаемые между линией сборки и по меньшей двумя хранилищами.
Предпочтительно, управляющее устройство запрограммировано для переноса пустых опор для сырых шин от хранилища, непосредственно соединенного с линией вулканизации, содержащей свободную вулканизационную пресс-форму, в другое хранилище, используя соответствующие посты обмена.
Предпочтительно, между этими по меньшей мере двумя линиями вулканизации имеется зона обмена.
Предпочтительно, управляющее устройство запрограммировано для активации зоны обмена, если свободная вулканизационная пресс-форма находится в линии вулканизации, непосредственно соединенной с хранилищем, не являющимся хранилищем, в котором находится выбранная сырая шина.
Предпочтительно, управляющее устройство запрограммировано на перенос выбранной сырой шины между двумя линиями вулканизации через пост обработки сырых шин, обрабатывая с конкретной частотой выбранные сырые шины, направляемые на конкретную вулканизационную пресс-форму.
Предпочтительно, управляющее устройство запрограммировано для выбора - в хранилище - самой "старой" сырой шины, подходящей для свободной вулканизационной пресс-формы.
Предпочтительно, управляющее устройство запрограммировано для выбора - из всех хранилищ, имеющихся на установке - самой "старой" сырой шины, подходящей для свободной вулканизационной пресс-формы в любой из линий вулканизации установки.
Другие отличительные признаки и преимущества настоящего изобретения будут более понятны из нижеследующего описания некоторых вариантов способов и установок манипулирования сырыми шинами по настоящему изобретению, приводимых как неограничивающие примеры, со ссылками на приложенные чертежи, на которых:
Фиг. 1 - схематическая компоновка установки производства шин, в которой применяется способ по одному варианту настоящего изобретения; и
Фиг. 2 - возможный модифицированный вариант установки с фиг. 1.
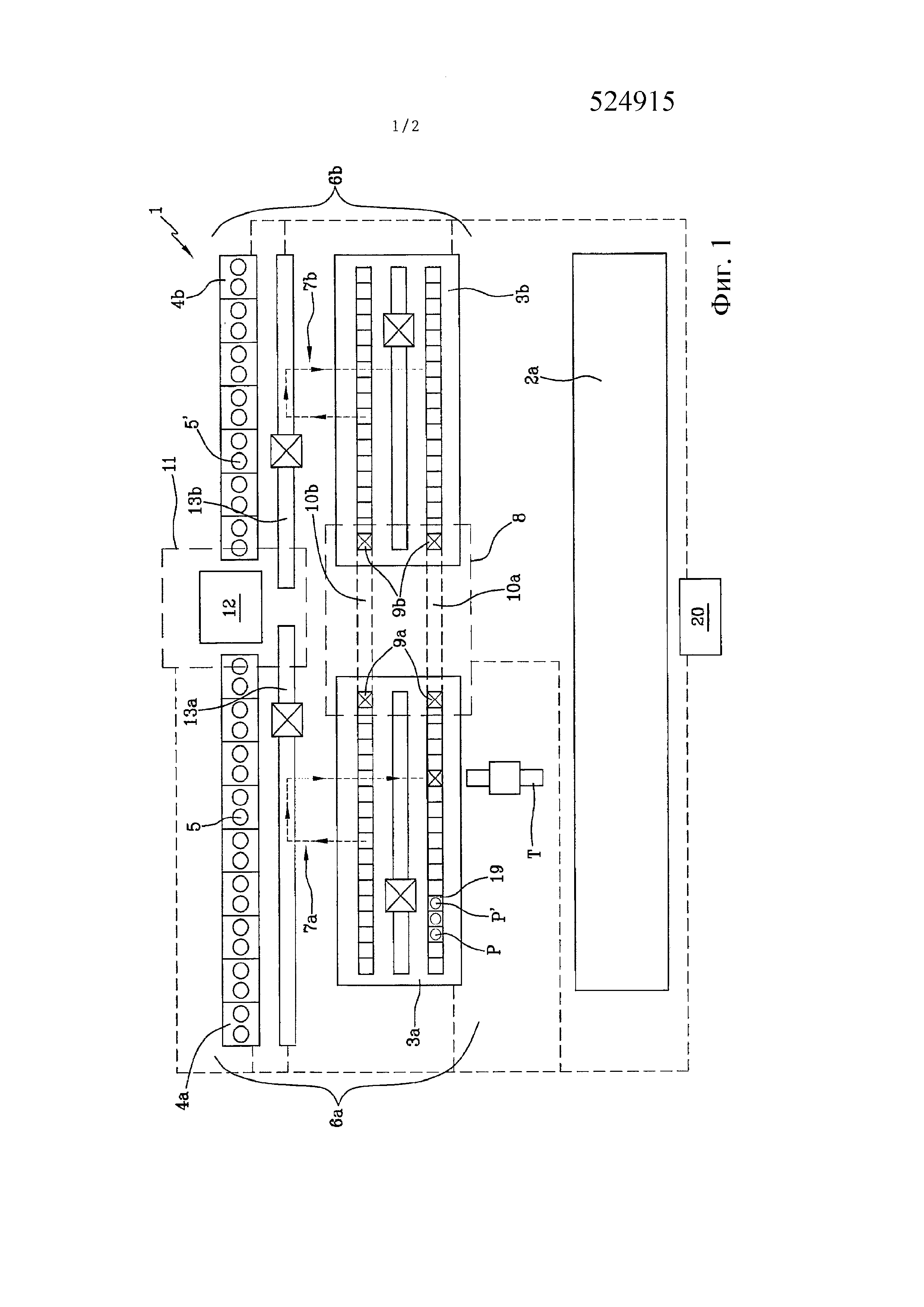
На фиг. 1 позицией 1 обозначена установка для производства шин. Позицией 2а обозначена линия сборки сырых шин. Позициями 3а и 3b, соответственно, обозначены два хранилища, а позиции 4а и 4b обозначают, соответственно две линии вулканизации. Внутри каждой линии вулканизации позицией 5 обозначены вулканизационные пресс-формы, входящие в множество вулканизационных пресс-форм, которое образует собственно линию вулканизации.
Таким образом, пример, показанный на фиг. 1, содержит линию 2а сборки, два хранилища 3а, 3b, и две линии 4а-4b вулканизации. В других вариантах настоящего изобретения установка 1 может содержать две или более линии сборки, два или более хранилища и две или более линии вулканизации.
Между каждым хранилищем 3а, 3b и каждой линией 4а, 4b вулканизации имеется непосредственное соединение, реализованное как один или более конвейер. Согласно примеру, приведенному на фиг. 1, между хранилищем 3а и соответствующей линией 4а вулканизации расположена линия 7а загрузки. Аналогично, между хранилищем 3b и соответствующей линией 4b вулканизации расположена линия 7b загрузки. В частности, каждое хранилище 3а, 3b непосредственно соединено с соответствующей линией 4а, 4b вулканизации, образуя с ней соответствующий участок 6а, 6b. Предпочтительно, на каждом участке 6а, 6b имеется своя линия 7а, 7b загрузки.
В случае наличия только одной линии 2а сборки, эта линия 2а сборки непосредственно соединена с по меньшей мере одним из участков 6а, 6b. В случае фиг. 1, линия 2а сборки непосредственно соединена с хранилищем, обозначенным позицией 3а и, таким образом, с участком, обозначенным позиций 6а. Между линией 2а сборки и хранилищем 3а имеется непосредственное соединение, реализованное в форме одного или более конвейеров.
Каждое хранилище функционально соединено по меньшей мере с другим хранилищем. Как показано в примере на фиг. 1, два хранилища 3а, 3b функционально соединены друг с другом и такое соединение, например, реализовано в форме зоны 8 обмена между этими хранилищами.
Зона 8 обмена содержит по меньшей мере один пост обмена для каждого из хранилищ. В примере, приведенном на фиг. 1, для каждого из хранилищ показаны два поста обмена 9а и 9b.
Один или более конвейер 10а, 10b зоны 8 обмена определяют соединение, имеющееся между двумя хранилищами 3а, 3b. Согласно примеру, показанному на фиг. 1, каждый конвейер 10а, 10b соединяет пост 9а обмена хранилища 3а с постом 9b обмена хранилища 3b.
Каждая линия вулканизации функционально соединена по меньшей мере с другой линией вулканизации. Как показано в примере на фиг. 1, две линии 4а, 4b вулканизации функционально соединены друг с другом и такое соединение выполнено, например, в форме зоны 11 обмена между двумя линиями вулканизации.
Зона 11 обмена между двумя линиями 4а, 4b вулканизации может содержать пост 12 для обработки сырых шин. Для каждой линии 4а, 4b вулканизации имеется устройство 13а, 13b переноса, выполненное с возможностью подбирать выбранную сырую шину, приходящую из хранилища 3а, 3b, непосредственно соединенного с соответствующей линией 4а, 4b вулканизации, и переносить ее на саму линию вулканизации или на пост 12 обработки сырых шин. Предпочтительно, каждое устройство 13а, 13b переноса подбирает выбранную сырую шину, приходящую с соответствующей линии 7а, 7b загрузки.
Согласно возможному варианту установка 1 содержит опоры 19 для сырых шин, перемещаемых между линией 2а сборки и хранилищами 3а, 3b. Предпочтительно сырые шины транспортируют на опорах 19, пока их не подберет устройство 3а, 13b переноса, имеющееся для каждой линии 4а, 4b вулканизации. Пустые опоры возвращаются в хранилище по соответствующей линии 7а, 7b загрузки.
Как показано на фиг. 1, установка 1 далее содержит управляющее устройство 20, запрограммированное для:
обнаружения свободной вулканизационной пресс-формы 5' в линиях 4а, 4b вулканизации;
выбора - в хранилищах 3а, 3b - из множества сырых шин Р, поступивших со сборочной линии 2а, самой старой из сырых шин Р', подходящих для этой свободной вулканизирующей пресс-формы 5';
переноса выбранной сырой шины 5' на свободную вулканизационную пресс-форму 5'.
На фиг. 1 показана ситуация, при которой свободная вулканизационная пресс-форма 5' относится к линии 4b вулканизации, относящейся к участку 6b, который не является участком 6а, относящимся к хранилищу 3а, в которой находится выбранная сырая шина Р'. Другими словами, на фиг. 1 показана ситуация, при которой свободная вулканизационная пресс-форма 5' относится к линии 4b вулканизации, непосредственно соединенной с хранилищем 3b, не являющимся хранилищем 3а, в котором содержится выбранная сырая шина Р'.
В этом случае, управляющее устройство 20 запрограммировано для переноса выбранной сырой шины P' на свободную вулканизационную пресс-форму 5', проходя:
i) по меньшей мере через хранилище 3b, относящееся к тому же участку 6b, к которому относится линия 4b вулканизации, в которой имеется свободная вулканизационная пресс-форма 5';
ii) по меньшей мере через линию 4а вулканизации, относящейся к тому же участку 6а, к которому относится хранилище 3а, содержащее выбранную сырую шину Р'.
В случае i) для переноса выбранной сырой шины Р' на свободную вулканизационную пресс-форму 5', управляющее устройство 20 запрограммировано для активации зоны 8 обмена между хранилищами 3а, 3b. Согласно примеру по фиг. 1, управляющее устройство 20 запрограммировано для отправки выбранной сырой шины P' на пост 9а обмена хранилища 3а, в котором она находится, и оттуда эта сырая шина перемещается на пост 9b обмена хранилища 3b, непосредственно соединенного с линией 4b вулканизации, содержащей свободную вулканизационную пресс-форму 5'. Этот последний перенос осуществляется путем активации линии 7b загрузки, расположенной между хранилищем 3b и соответствующей линией 4b вулканизации, в которую входит свободная вулканизационная пресс-форма 5'.
В случае, когда сырые шины между линией 2а сборки и хранилищами 3а, 3b транспортируют на опорах 19, управляющее устройство 20 запрограммировано для переноса пустых опор 19 для сырых шин из хранилища 3b, непосредственно соединенного с линией 4b вулканизации, к которой относится свободная вулканизационная пресс-форма 5', в другое хранилище 3а с использованием соответствующих постов 8 обмена.
В случае ii) для транспортировки выбранной сырой шины Р' на свободную вулканизационную пресс-форму 5' управляющее устройство 20 запрограммировано для активации линии 7а загрузки, находящейся между хранилищем 3а, в котором находится выбранная сырая шина Р', и соответствующей линией 4а вулканизации, непосредственно соединенной с ним. Согласно примеру показанному на фиг. 1, управляющее устройство 20 запрограммировано для активации области 11 обмена между двумя линиями 4а, 4b вулканизации для переноса выбранной сырой шины Р' из линии 4а вулканизации, непосредственно соединенной с хранилищем 3а, в котором находилась выбранная сырая шина Р', на линию 4b вулканизации, к которой относится свободная вулканизационная пресс-форма 5'.
Предпочтительно, управляющее устройство 20 запрограммировано для переноса выбранной сырой шины между двумя линиями 4а, 4b вулканизации через пост 12 обработки сырых шин, обрабатывая с конкретной частотой выбранные сырые шины Р', направляющиеся на конкретную вулканизирующую пресс-форму 5'.
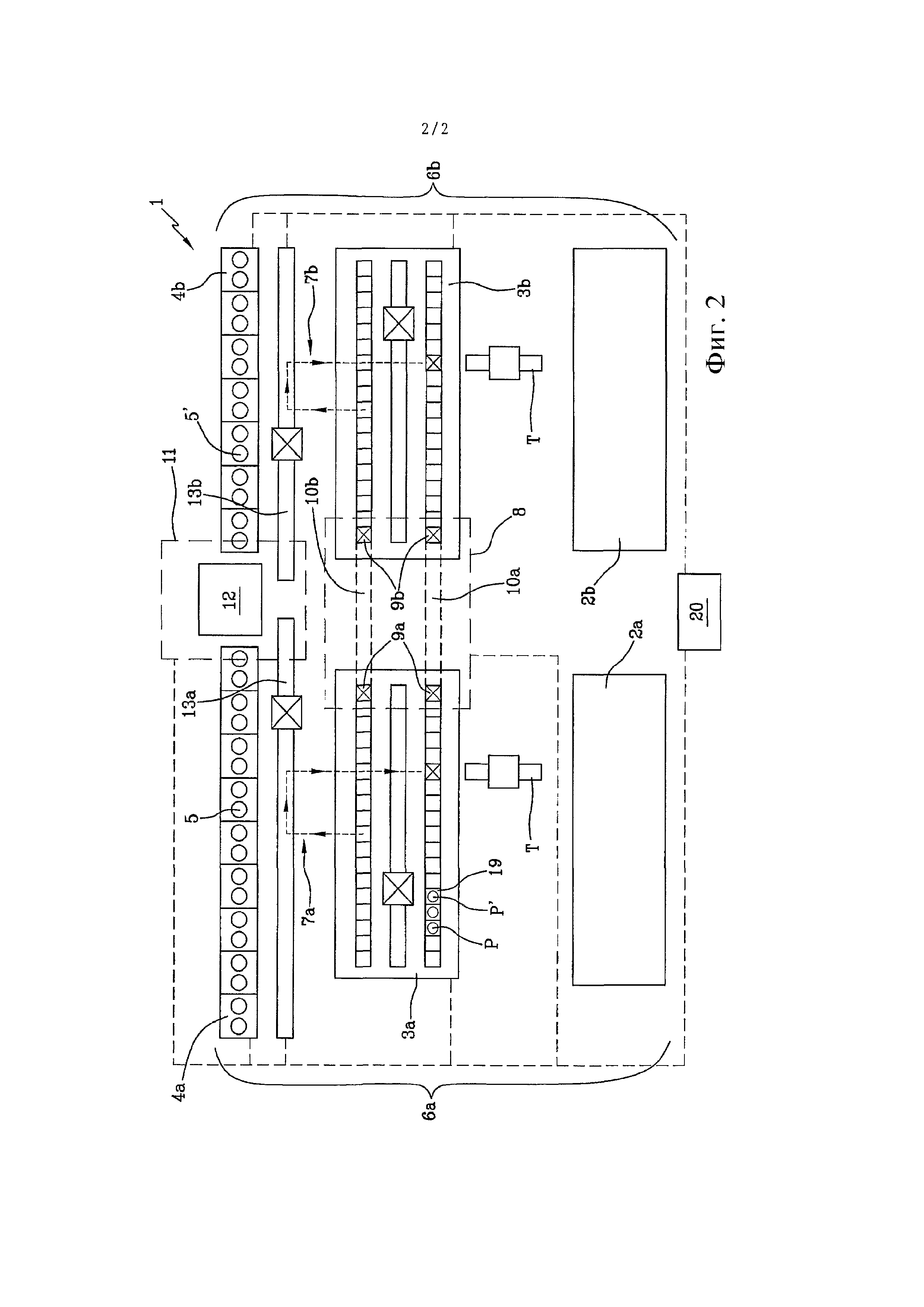
Установка, показанная на фиг. 2, отличается от показанного на фиг. 1 тем, что содержит две линии 2а, 2b сборки. Эта установка содержит два участка 6а, 6b, каждый из которых содержит линию 2а, 2b сборки, хранилище 3а, 3b, непосредственно соединенное с линией 2а, 2b сборки, и линию 4а, 4b вулканизации, непосредственно соединенную с хранилищем 3а, 3b. Между каждой линией сборки и соответствующим хранилищем имеется непосредственное соединение, выполненное в форме одного или более конвейеров Т.
Согласно возможному варианту, можно создать два или более участков, каждый из которых содержит по меньшей мере одно хранилище и по меньшей мере одну линию вулканизации.
Согласно возможному варианту можно создать два или более участков, каждый из которых содержит по меньшей мере одну линию сборки, по меньшей мере одно хранилище и по меньшей мере одну линию вулканизации.
Согласно возможному варианту, установка 1 содержит одинаковое количество хранилищ и линий вулканизации.
Согласно возможному варианту установка 1 содержит одинаковое количество линий сборки, хранилищ и линий вулканизации.
В любом из описанных вариантов управляющее устройство 20 запрограммировано для выбора - в хранилищах - самой "старой" сырой шины, подходящей для свободной вулканизационной пресс-формы.
В любом из описанных вариантов управляющее устройство 20 запрограммировано для выбора - из всех хранилищ, имеющихся на установке 1 - самой "старой" сырой шины, подходящей для свободной вулканизационной пресс-формы в любой из линий вулканизации установки.
Любую из вышеописанных установок можно адаптировать для выполнения способа манипулирования сырыми шинами по настоящему изобретению. Такой способ описан ниже со ссылками на установку по фиг. 2, приведенный для примера.
На линии 2а сборки собирают по меньшей мере одну последовательность сырых шин Р и помещают сырые шины Р, последовательно выходящие с линии 2а сборки, в хранилище 3а, непосредственно соединенное с этой линией сборки.
Далее, на линии 2b сборки собирают по меньшей мере одну последовательность сырых шин Р, помещают сырые шины Р, последовательно выходящие с линии 2b сборки, в хранилище 3b, непосредственно соединенное с этой линией сборки.
Во время производства обнаруживают наличие свободной вулканизационной пресс-формы 5 на двух линиях 4а, 4b вулканизации и выбирают в хранилищах 3а, 3b сырую шину, подходящую для свободной вулканизационной пресс-формы 5'.
На фиг. 2 показана ситуация, когда свободная вулканизационная пресс-форма 5' находится в линии 4b вулканизации, принадлежащей к участку 6b, не являющемуся участком 6а, к которому принадлежит хранилище 3а, в котором находится выбранная сырая шина Р'. Другими словами, на фиг. 2 показана ситуация, в которой свободная вулканизационная пресс-форма 5' находится в линии 4b вулканизации, непосредственно соединенной с хранилищем 3b, которое не является хранилищем 3а, в котором находится выбранная сырая шина Р'.
В этой ситуации выбранную сырую шину Р' переносят в свободную вулканизационную пресс-форму 5' через i) по меньшей мере хранилище 3b, непосредственно соединенное с линией 4b вулканизации, в которой находится свободная вулканизационная пресс-форма 5', или
ii) по меньшей мере линию 4а вулканизации, непосредственно соединенную с хранилищем 3а, в котором находится выбранная сырая шина Р'.
В случае i) активируют зону 8 обмена между хранилищами 3а, 3b. В частности, выбранную сырую шину Р' подают на пост 9а обмена хранилища 3а, в котором находится эта выбранная сырая шина Р', и оттуда ее переносят на пост 9b обмена хранилища 3b, непосредственно соединенного с линией 4b вулканизации, в которой находится свободная вулканизационная пресс-форма 5'.
Если сырые шины перемещают между линиями 2а, 2b и хранилищами 3а, 3b на опорах 19, то пустые опоры 19 перемещают из хранилища 3b, непосредственно соединенного с линией 4b вулканизации, в которой находится свободная вулканизационная пресс-форма 5', в другое хранилище (хранилище 3а на фиг. 2). Такое перемещение осуществляют, используя соответствующие посты 9а, 9b обмена хранилищ.
В случае ii) для переноса выбранной сырой шины на свободную вулканизационную пресс-форму 5' активируют линию 7а загрузки, расположенную между хранилищем 3а, в котором находится выбранная сырая шина Р', и линией 4а вулканизации, непосредственно соединенной с ним. Затем активируют зону 11 обмена между двумя линиями 4а, 4b вулканизации. Возможно выбранные сырые шины, направляемые на конкретную вулканизационную пресс-форму и проходящие через зону 11 обмена, обрабатывают в самой зоне обмена с конкретной частотой.
Согласно возможному варианту количество готовых шин, выходящих из линий 4а, 4b вулканизации за данный интервал времени, эквивалентно количеству сырых шин, собранных последовательно и выходящих с линии (линий) сборки 2а, 2b за тот же интервал времени.
Согласно способу по настоящему изобретению создают по меньшей мере два участка, каждый из которых содержит хранилище и линию вулканизации, непосредственно соединенные друг с другом. Предпочтительно согласно способу по настоящему изобретению создают по меньшей мере два участка, каждый из которых содержит линию сборки, хранилище, непосредственно соединенное с линией сборки, и линию вулканизации, непосредственно соединенную с хранилищем. Еще более предпочтительно согласно способу по настоящему изобретению создают одинаковое количество хранилищ и линий вулканизации и, возможно, линий сборки.
Согласно возможному варианту, в хранилище выбирают самую "старую" сырую шину, подходящую для свободной вулканизационной пресс-формы. В частности, из всех хранилищ, имеющихся на установке, выбирают самую старую сырую шину, подходящую для свободной вулканизационной пресс-формы в любой из линий вулканизации установки.
Способ и устройство для изготовления шины, способной обеспечивать движение в спущенном состоянии, для колес транспортных средств
Шина, содержащая электронный блок, и способ установки упомянутого электронного блока в упомянутую шину
Способ изготовления шины
Установка для укладки пар удлиненных элементов на формовочный барабан и способ получения шин для колес транспортных средств
Способ и устройство для обертывания удерживающих кольцевых конструктивных элементов в технологическом процессе сборки шин для колес транспортных средств
Способ и устройство для сборки шин
Способ управления линией сборки каркасных конструктивных элементов, способ и установка для сборки каркасных конструктивных элементов шин
Сборочная установка для шин и способ подачи удлиненного элемента на формирующий барабан в шиносборочной установке
Способ и установка для сборки шин для колес транспортных средств
Шина для колес большегрузных транспортных средств
Способ изготовления эластомерных компонентов шины для колес транспортных средств
Способ и установка для автоматического наложения шумоподавляющего элемента на шину для колес транспортных средств
Способ и устройство для сборки шин для колес транспортных средств
Способ и устройство контроля шин в технологическом процессе и установке для изготовления шин для транспортных средств
Расширяющийся формообразующий барабан и способ для сборки шин для колес траснпортных средств
Способ и установка для сборки шин
Способ и устройство для нанесения шумоподавляющих элементов на шины для колес транспортных средств

