Результат интеллектуальной деятельности: СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН
Вид РИД
Изобретение
Настоящее изобретение относится к способу и установке для сборки шин.
В частности, изобретение предназначено для способа и оборудования, используемых для сборки невулканизированной шины, которая впоследствии подлежит подверганию циклу вулканизации для получения готового изделия.
Шина для колес транспортных средств, как правило, содержит каркасный конструктивный элемент, содержащий, по меньшей мере, один слой каркаса, имеющий соответственно противоположные концевые клапаны, введенные в контактное взаимодействие с соответствующими удерживающими кольцевыми конструктивными элементами, встроенными в зонах, обычно называемых термином «борта», имеющих внутренний диаметр, по существу соответствующий так называемому «посадочному диаметру» шины на соответствующем монтажном ободе.
Каркасный конструктивный элемент соединен с брекерным конструктивным элементом, который может содержать один или более слоев брекера, расположенных с обеспечением их наложения в радиальном направлении друг на друга и на слой каркаса, имеющих текстильные или металлические армирующие корды, имеющие ориентацию с перекрещиванием и/или по существу параллельные направлению протяженности шины вдоль окружности (в слое с кордами, расположенными под углом, составляющим ноль градусов/нулевым углом). В радиальном направлении снаружи по отношению к брекерному конструктивному элементу наложен протекторный браслет, при этом он также выполнен из эластомерного материала подобно другим полуфабрикатам, образующим шину.
Соответствующие боковины, выполненные из эластомерного материала, также наложены в аксиальном направлении снаружи на боковые поверхности каркасного конструктивного элемента, при этом каждая из боковин проходит от одного из боковых краев протекторного браслета до соответствующего удерживающего кольцевого конструктивного элемента в бортах. В шинах «бескамерного» типа воздухонепроницаемый покрывающий слой, обычно называемый «герметизирующим слоем», закрывает внутренние поверхности шины.
После сборки невулканизированной шины, осуществляемой посредством сборки соответствующих компонентов, как правило, выполняют обработку, представляющую собой формование в пресс-форме и вулканизацию, направленную на обеспечение стабилизации конструкции шины посредством сшивания эластомерных композиций, а также на создание на ней, если требуется, заданного рисунка протектора и возможных отличительных графических маркировок на боковинах шины.
Под «шиной для двухколесных транспортных средств», в частности мотоциклов, подразумевается шина, степень кривизны которой примерно составляет от приблизительно 0,15 до приблизительно 0,45.
Под «степенью кривизны в отношении шины» (или ее части) подразумевается соотношение между расстоянием от радиально наружной точки протекторного браслета (или наружной поверхности) до линии, проходящей через противоположные в боковом направлении концы самогó протектора (или самóй наружной поверхности), которое измерено в радиальной плоскости шины (или ее указанной части) или в плоскости, содержащей ее ось вращения, и расстоянием, измеренным вдоль хорды шины (или ее части) между указанными концами.
Под «степенью кривизны в отношении формообразующего барабана» подразумевается соотношение между расстоянием от радиально наружной точки наружной поверхности барабана до линии, проходящей через противоположные в боковом направлении концы самогó барабана, которое измерено в радиальной плоскости барабана или в плоскости, содержащей его ось вращения, и расстоянием, измеренным вдоль хорды барабана между указанными концами.
Предусмотрено, что термин «эластомерный материал» означает композицию, содержащую, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Подобная композиция предпочтительно также содержит добавки, такие как сшивающий агент и/или пластификатор. Благодаря наличию сшивающего агента подобный материал может быть подвергнут сшиванию посредством нагрева для образования конечного изготовленного изделия.
Предусмотрено, что термин «каркасный рукавный элемент» означает каркасный конструктивный элемент с по существу цилиндрической формой, содержащий, по меньшей мере, один слой каркаса и два удерживающих кольцевых конструктивных элемента. Другими словами, это каркасный конструктивный элемент в конце его формирования/сборки на по существу цилиндрическом барабане и перед приданием ему тороидальной формы.
Предусмотрено, что термин «коронный конструктивный элемент» означает, по меньшей мере, комплект, образованный брекерным конструктивным элементом и протекторным браслетом. По меньшей мере, одна часть боковин может быть соединена с данным комплектом.
Предусмотрено, что термин «шина, находящаяся в процессе изготовления» означает каркасный рукавный элемент тороидальной формы, соединенный с формообразующим барабаном, содержащий или не содержащий последовательность компонентов коронного конструктивного элемента, которые были сформированы, начиная от радиально наружной поверхности каркасного рукавного элемента, следовательно, самой шины, находящейся в процессе изготовления. Другими словами, шина, находящаяся в процессе изготовления, представляет собой комплект, формируемый, начиная с каркасного рукавного элемента тороидальной формы, и соединенный с формообразующим барабаном.
Предусмотрено, что термин «замкнутый путь комплектования» означает замкнутую траекторию, необязательно круговую, содержащую, по меньшей мере, одну рабочую станцию, предпочтительно множество рабочих станций, на которой начальная рабочая станция совпадает с конечной рабочей станцией.
Предусмотрено, что термин «невулканизированная шина» означает шину, полученную в конце процесса сборки и еще не подвергнутую формованию в пресс-форме и вулканизации.
Предусмотрено, что термин «полосообразный элемент» означает удлиненное изготовленное изделие, отрезанное по размеру так, что оно имеет длину, превышающую его ширину, при этом оно имеет профиль поперечного сечения со сплющенной формой и содержит один или более кордов, изготовленных, как правило, из текстильного и/или металлического материала, проходящих параллельно длине и продольному направлению протяженности самогó полосообразного элемента и включенных в, по меньшей мере, один слой, образованный из эластомерного материала, или по меньшей мере частично покрытых, по меньшей мере, одним слоем, образованным из эластомерного материала.
Предусмотрено, что термин «непрерывный удлиненный элемент» означает удлиненное изготовленное изделие, выполненное только из эластомерного материала или содержащее, по меньшей мере, один корд, изготовленный из текстильного и/или металлического материала, проходящий параллельно продольному направлению протяженности самогó непрерывного удлиненного элемента и включенный в, по меньшей мере, один слой, образованный из эластомерного материала, или по меньшей мере частично покрытый, по меньшей мере, одним слоем, образованным из эластомерного материала.
В документе WO 2004/041520 барабан, предназначенный для придания формы, может быть перенесен роботизированной рукой, которая взаимодействует с транспортно-загрузочным элементом, несущим брекерный конструктивный элемент, захваченный с вспомогательного барабана, для обеспечения заданного соединения между каркасным конструктивным элементом и брекерным конструктивным элементом. После этого роботизированная рука переносит барабан, предназначенный для придания формы, в зону вблизи устройств, которые предназначены для наложения протекторного браслета и/или боковин и содержат подающие элементы, выполненные с возможностью наложения непрерывного удлиненного элемента, изготовленного из эластомерного материала, на соединенные друг с другом, каркасный и брекерный конструктивные элементы.
В документе WO 2004/041522 проиллюстрирован дополнительный пример, в котором барабан, предназначенный для придания формы и переносимый роботизированной рукой, перемещают для обеспечения его взаимодействия с устройствами, которые завершают изготовление невулканизированной шины после обеспечения наложения брекерного конструктивного элемента, сформированного ранее на вспомогательном барабане.
В документе US 2009/0020200 описано получение шины для двухколесных транспортных средств, в которой протекторный браслет получен непрерывной намоткой непрерывного удлиненного элемента, изготовленного из эластомерного материала, в виде спирали в направлении вдоль окружности шины, находящейся в процессе изготовления, опирающейся на жесткий барабан, профиль наружной поверхности которого повторяет профиль внутренней поверхности шины, находящейся в процессе изготовления.
Заявитель удостоверился в том, что при осуществлении способов изготовления такого типа, как проиллюстрированные в документах WO 2004/041520 или WO 2004/041522, может быть затруднено обеспечение правильного взаимного расположения коронного конструктивного элемента, содержащего, по меньшей мере, один слой брекера, и каркасного конструктивного элемента в первоначальной форме каркасного рукавного элемента. Заявитель осознал, что данное обстоятельство в особенности, но неисключительно, является очевидным при получении шин с высокой степенью кривизны, подобной, например, той, какая, как правило, обнаруживается у шин для двухколесных транспортных средств.
Заявитель также удостоверился в том, что использование по существу жесткого тороидального формообразующего барабана, имеющего фиксированную геометрию, такого типа, как описанный в документе US 2009/0020200, обуславливает тенденцию к возникновению затруднений и критических состояний в технологическом процессе, а также влечет за собой значительные логистические сложности, связанные с оборудованием и пространствами, необходимыми для монтажа производственных установок.
В частности, Заявитель также установил в результате наблюдений, что существующая в настоящее время потребность в наличии ограниченных производственных площадей представляет собой потребность, по существу эквивалентную высокому уровню автоматизации, воспроизводимости технологического процесса и точности выполнения технологических процессов для получения готовых шин, все в большей степени приближающихся к техническим требованиям, при более коротких длительностях цикла и более низких затратах.
Таким образом, Заявитель осознал, что для избежания значительных логистических сложностей, связанных с оборудованием и пространствами, необходимыми для монтажа производственных установок, можно работать с компоновкой установки, которая в максимально возможной степени воспроизводит замкнутый контур.
Следовательно, Заявитель осознал, что при формировании компонентов коронного конструктивного элемента непосредственно на каркасном рукавном элементе, которому придана форма в соответствии с его заданной конфигурацией в собранной невулканизированной шине, можно обеспечить бóльшую геометрическую точность и точность конструкции отдельных компонентов и оптимальное размещение каждого из данных компонентов относительно других компонентов шины.
В завершение Заявитель обнаружил, что при соединении - на рабочей станции придания формы - тороидального формообразующего барабана расширяющегося/сужающегося типа с по существу цилиндрическим, имеющим тороидальную форму, каркасным рукавным элементом и при последующем выполнении наложения коронного конструктивного элемента непосредственно на шину, находящуюся в процессе изготовления, то есть на радиально наружную поверхность вышеуказанного каркасного рукавного элемента, вдоль замкнутого пути комплектования, проходящего от и до рабочей станции придания формы, можно получать шины при ограниченных длительностях цикла, при этом элементы конструкции данных шин соответствуют точным техническим требованиям и компоновка установки сохраняется компактной.
В соответствии с первым аспектом настоящее изобретение относится к способу сборки шин.
Предпочтительно, предусмотрено размещение каркасного рукавного элемента на рабочей станции придания формы.
Предпочтительно, предусмотрено придание тороидальной формы указанному каркасному рукавному элементу и его присоединение к расширяющемуся/сужающемуся в радиальном направлении, тороидальному формообразующему барабану, что обеспечивает образование шины, находящейся в процессе изготовления.
Предпочтительно, предусмотрено перемещение указанного формообразующего барабана вдоль замкнутого пути комплектования, имеющего начальную рабочую станцию и конечную рабочую станции, совпадающие с указанной рабочей станцией придания формы.
Предпочтительно, предусмотрено формирование - вдоль указанного замкнутого пути комплектования - каждого компонента соответствующего коронного конструктивного элемента шины, находящейся в процессе изготовления, в радиальном направлении снаружи по отношению к вышеуказанной шине, находящейся в процессе изготовления, при этом получают невулканизированную шину.
Предпочтительно, предусмотрено отсоединение указанной невулканизированной шины от указанного формообразующего барабана.
Предпочтительно, предусмотрен захват указанной невулканизированной шины.
В соответствии со вторым аспектом настоящее изобретение относится к установке для сборки шин.
Предпочтительно, предусмотрена рабочая станция придания формы, выполненная с возможностью приема каркасного рукавного элемента.
Предпочтительно, предусмотрен, по меньшей мере, один расширяющийся/сужающийся в радиальном направлении, тороидальный формообразующий барабан, выполненный с возможностью ввода в контактное взаимодействие на рабочей станции придания формы.
Предпочтительно, предусмотрена, по меньшей мере, одна рабочая станция, выполненная с возможностью формирования, по меньшей мере, одной части компонента коронного конструктивного элемента на радиально наружной поверхности шины, находящейся в процессе изготовления, образуемой, начиная с каркасного рукавного элемента, которому придана форма и который присоединен к формообразующему барабану.
Предпочтительно, предусмотрены транспортно-загрузочные устройства, выполненные с возможностью перемещения указанного формообразующего барабана вдоль замкнутого пути комплектования и возможность размещения указанного формообразующего барабана последовательно вблизи указанной, по меньшей мере, одной рабочей станции для получения невулканизированной шины, при этом указанный замкнутый путь комплектования проходит от начальной рабочей станции до конечной рабочей станции, совпадающих с указанной рабочей станцией придания формы.
Предпочтительно, предусмотрено захватное устройство, выполненное с возможностью захвата указанной невулканизированной шины, отсоединенной от соответствующего формообразующего барабана.
Заявитель полагает, что таким образом шины получают на установках с высоким уровнем автоматизации, при сокращенных длительностях цикла и уменьшенных пространствах, при этом элементы конструкции каждой собранной шины точно соответствуют техническим требованиям.
В одном из вышеуказанных аспектов настоящее изобретение может содержать один или более из нижеприведенных признаков.
Операция отсоединения указанной невулканизированной шины от указанного формообразующего барабана предпочтительно происходит на указанной рабочей станции придания формы в конце замкнутого пути комплектования, полностью пройденного указанным формообразующим барабаном.
Операция захвата указанной невулканизированной шины предпочтительно происходит на указанной рабочей станции придания формы.
Предпочтительно, предусмотрено размещение указанного суженного в радиальном направлении, формообразующего барабана на указанной рабочей станции придания формы.
Предпочтительно, предусмотрено радиальное расширение указанного формообразующего барабана.
Предпочтительно, предусмотрено присоединение указанного имеющего тороидальную форму, каркасного рукавного элемента к расширенному в радиальном направлении, формообразующему барабану.
Предпочтительно, предусмотрена коаксиальная установка указанного каркасного рукавного элемента в радиальном направлении снаружи по отношению к указанному суженному в радиальном направлении, формообразующему барабану, размещенному на указанной рабочей станции придания формы, перед радиальным расширением указанного формообразующего барабана.
Указанный каркасный рукавный элемент тороидальной формы предпочтительно перемещают вдоль указанного замкнутого пути комплектования, когда указанный каркасный рукавный элемент присоединен к указанному расширенному в радиальном направлении, формообразующему барабану.
Предпочтительно предусмотрено радиальное сужение указанного формообразующего барабана для отсоединения указанной невулканизированной шины.
Указанную шину, находящуюся в процессе изготовления, предпочтительно размещают вблизи множества рабочих станций вдоль указанного замкнутого пути комплектования, при этом каждая рабочая станция выполнена с возможностью формирования, по меньшей мере, одной части компонента указанного коронного конструктивного элемента.
Указанный компонент коронного конструктивного элемента предпочтительно представляет собой, по меньшей мере, одно из:
компонента брекерного конструктивного элемента;
протекторного браслета;
боковины.
По меньшей мере, один компонент указанного коронного конструктивного элемента предпочтительно формируют посредством намотки, по меньшей мере, одного непрерывного удлиненного элемента в соответствии с окружными витками, которые приближены друг к другу в аксиальном направлении и/или наложены друг на друга в радиальном направлении вокруг радиально наружной поверхности шины, находящейся в процессе изготовления.
Еще более предпочтительно, если указанный компонент представляет собой, по меньшей мере, одно из:
слоя с расположенными под нулевым углом кордами, принадлежащего брекерному конструктивному элементу;
по меньшей мере, одной части протекторного браслета;
боковины.
Компонент указанного коронного конструктивного элемента предпочтительно формируют посредством наложения множества полосообразных элементов при приближении друг к другу соответствующих отрезков так, чтобы продольное направление протяженности каждого полосообразного элемента было расположено поперек к направлению протяженности вдоль окружности радиально наружной поверхности шины, находящейся в процессе изготовления, при этом указанное множество полосообразных элементов образует указанный компонент, охватывающий всю определяемую в направлении вдоль окружности протяженность шины, находящейся в процессе изготовления.
Еще более предпочтительно, если указанный компонент представляет собой, по меньшей мере, один слой брекера, принадлежащий брекерному конструктивному элементу.
Предпочтительно предусмотрено перемещение выходящего формообразующего барабана, который не соединен с шиной, находящейся в процессе изготовления, вдоль, по меньшей мере, одного участка указанного замкнутого пути комплектования.
Предпочтительно предусмотрено удаление указанного выходящего формообразующего барабана с замкнутого пути комплектования и ввод входящего формообразующего барабана для замещения на указанный замкнутый путь комплектования.
Еще более предпочтительно, если одно и то же транспортно-загрузочное устройство выполнено с возможностью удаления указанного выходящего формообразующего барабана с замкнутого пути комплектования и возможность ввода указанного входящего формообразующего барабана для замещения на указанный замкнутый путь комплектования.
Указанный выходящий формообразующий барабан предпочтительно удаляют во время перемещения вдоль замкнутого пути комплектования непосредственно перед рабочей станцией придания формы - в соответствии с направлением перемещения по замкнутому пути комплектования, и указанный входящий формообразующий барабан для замещения вводят на указанный замкнутый путь комплектования у указанной рабочей станции придания формы.
Предпочтительно предусмотрено размещение платформы, выполненной с возможностью приема множества входящих формообразующих барабанов, на рабочей станции замещения, расположенной вблизи указанного замкнутого пути комплектования.
Предпочтительно предусмотрено автоматическое перемещение указанной платформы от рабочей станции ожидания к указанной рабочей станции замещения.
Расширенный формообразующий барабан предпочтительно имеет степень кривизны, находящуюся в диапазоне между приблизительно 0,15 и приблизительно 0,45.
Предпочтительно предусмотрено размещение дополнительного каркасного рукавного элемента на рабочей станции придания формы после отсоединения невулканизированной шины от указанного формообразующего барабана и ее захвата.
Предпочтительно предусмотрено придание тороидальной формы указанному дополнительному каркасному рукавному элементу и его присоединение к указанному формообразующему барабану на рабочей станции придания формы для получения дополнительной шины, находящейся в процессе изготовления.
Предпочтительно предусмотрено перемещение указанного формообразующего барабана снова вдоль указанного замкнутого пути комплектования.
Предпочтительно предусмотрено формирование каждого компонента соответствующего коронного конструктивного элемента дополнительной шины, находящейся в процессе изготовления, в радиальном направлении снаружи по отношению к вышеуказанной дополнительной шине, находящейся в процессе изготовления, вдоль указанного замкнутого пути комплектования.
Указанное захватное устройство предпочтительно выполнено с возможностью захвата указанной невулканизированной шины с рабочей станции придания формы в конце замкнутого пути комплектования, полностью пройденного указанным формообразующим барабаном.
Предпочтительно предусмотрены приводные устройства, функционирующие на рабочей станции придания формы для радиального расширения формообразующего барабана внутри каркасного рукавного элемента и для радиального сужения формообразующего барабана внутри невулканизированной шины.
Предпочтительно предусмотрено загрузочное устройство, выполненное с возможностью размещения указанного каркасного рукавного элемента на указанной рабочей станции придания формы.
Предпочтительно предусмотрена рабочая станция замещения формообразующих барабанов, расположенная вблизи указанного замкнутого пути комплектования и выполненная с возможностью обеспечения, по меньшей мене, одного входящего формообразующего барабана для замещения и с возможностью приема, по меньшей мере, одного выходящего формообразующего барабана.
Одно и то же транспортно-загрузочное устройство предпочтительно выполнено с возможностью удаления указанного выходящего формообразующего барабана с замкнутого пути комплектования посредством размещения указанного выходящего формообразующего барабана в заданном положении на рабочей станции замещения и возможность ввода указанного входящего формообразующего барабана на указанный замкнутый путь комплектования посредством захвата указанного входящего формообразующего барабана с указанной рабочей станции замещения.
Указанная рабочая станция замещения предпочтительно расположена непосредственно перед рабочей станцией придания формы - в соответствии с направлением перемещения по замкнутому пути комплектования.
Предпочтительно предусмотрена платформа, выполненная с возможностью приема множества входящих формообразующих барабанов на указанной рабочей станции замещения.
Предпочтительно предусмотрены исполнительные механизмы, выполненные с возможностью автоматического перемещения указанной платформы от рабочей станции ожидания к указанной рабочей станции замещения.
Указанная, по меньшей мере, одна рабочая станция предпочтительно содержит, по меньшей мере, одно формирующее устройство, выбранное из:
устройства для формирования слоя с кордами, расположенными под нулевым углом;
устройства для формирования слоя брекера;
устройства для формирования первой части протекторного браслета;
устройства для формирования второй части протекторного браслета;
устройства для формирования третьей части протекторного браслета;
устройства для формирования боковин;
устройства для формирования маркировочного элемента.
Указанная, по меньшей мере, одна рабочая станция предпочтительно содержит устройство для формирования слоя с кордами, расположенными под нулевым углом, которое содержит устройство для намотки по спирали, выполненное с возможностью намотки обрезиненного корда или непрерывного удлиненного армирующего элемента в соответствии с окружными витками, которые приближены друг к другу в аксиальном направлении с обеспечением контакта друг с другом, в радиальном направлении снаружи вокруг шины, находящейся в процессе изготовления, во время приведения формообразующего барабана во вращение и его соответствующего перемещения для распределения окружных витков в соответствии с заданной схемой.
Указанная, по меньшей мере, одна рабочая станция предпочтительно содержит формирующее устройство, выбранное из: устройства для формирования первой части протекторного браслета, устройства для формирования второй части протекторного браслета, устройства для формирования третьей части протекторного браслета, устройства для формирования боковин, при этом каждое указанное формирующее устройство содержит устройство для намотки по спирали, выполненное с возможностью намотки, по меньшей мере, одного непрерывного удлиненного элемента, изготовленного из эластомерного материала, в соответствии с окружными витками, которые приближены друг к другу в аксиальном направлении с обеспечением контакта друг с другом и/или наложены друг на друга в радиальном направлении, в радиальном направлении снаружи вокруг шины, находящейся в процессе изготовления, во время приведения формообразующего барабана во вращение и его соответствующего перемещения для распределения окружных витков в соответствии с заданной схемой.
Указанная, по меньшей мере, одна рабочая станция предпочтительно содержит устройство для формирования слоя брекера, которое содержит устройство для наложения, выполненное с возможностью наложения множества полосообразных элементов при приближении друг к другу соответствующих отрезков таким образом, чтобы продольное направление протяженности каждого полосообразного элемента было расположено поперек к направлению протяженности вдоль окружности радиально наружной поверхности шины, находящейся в процессе изготовления, и чтобы множество полосообразных элементов образовывало слой брекера, охватывающий всю определяемую в направлении вдоль окружности протяженность шины, находящейся в процессе изготовления.
Устройство для наложения предпочтительно выполнено с возможностью формирования множества слоев брекера за счет размещения полосообразных элементов с перекрещиванием относительно ранее сформированного слоя брекера.
Указанные транспортно-загрузочные устройства предпочтительно содержат, по меньшей мере, одну антропоморфную роботизированную руку.
Указанные транспортно-загрузочные устройства предпочтительно содержат, по меньшей мере, одно устройство для поступательного перемещения.
Дополнительные характеристики и преимущества станут более ясными из подробного описания предпочтительного, но не единственного варианта осуществления способа и установки для получения шин в соответствии с настоящим изобретением.
Такое описание будет приведено ниже со ссылкой на приложенные чертежей, приведенные только в качестве неограничивающего примера, на которых:
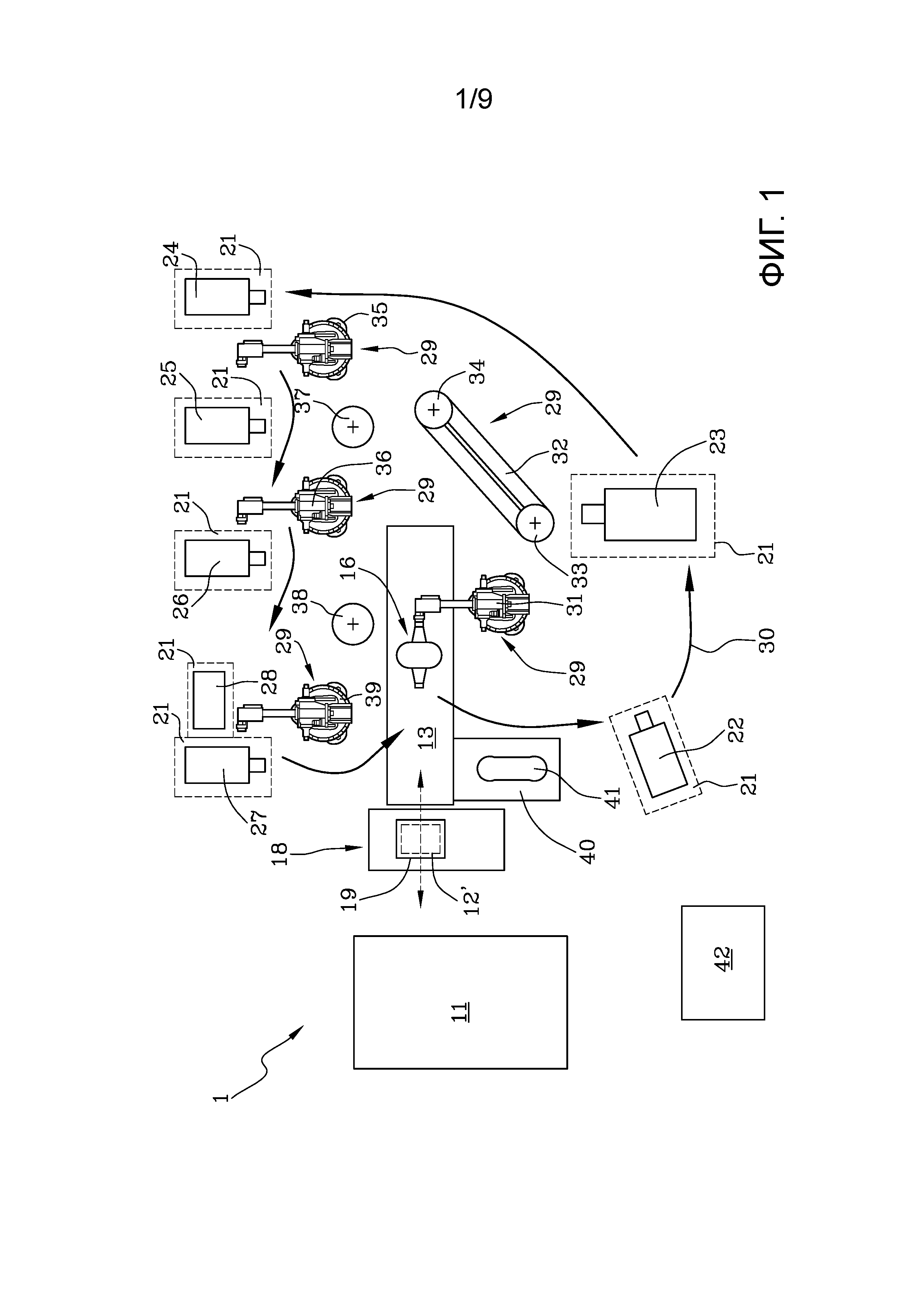
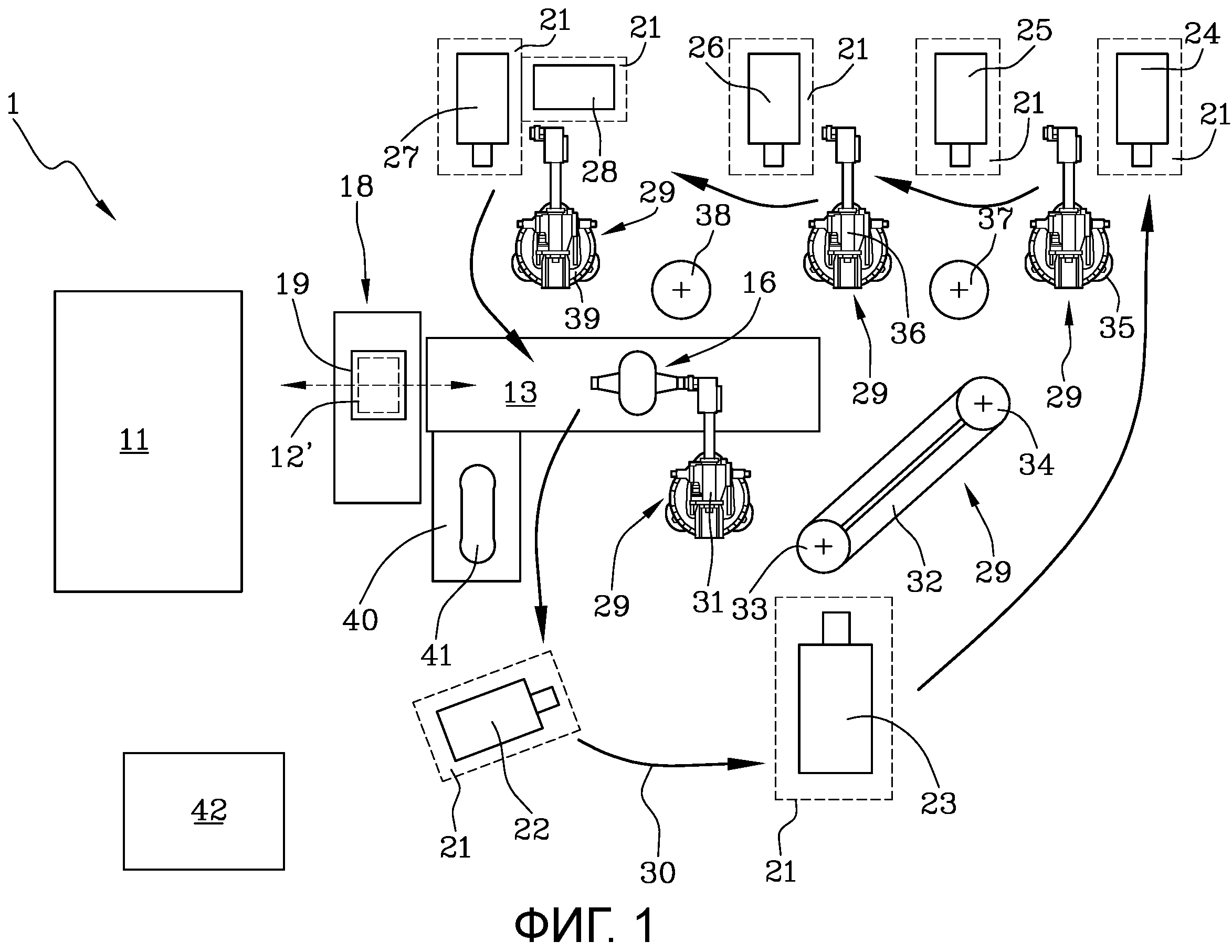
фиг.1 - схематический вид сверху установки для сборки шин в соответствии с настоящим изобретением;
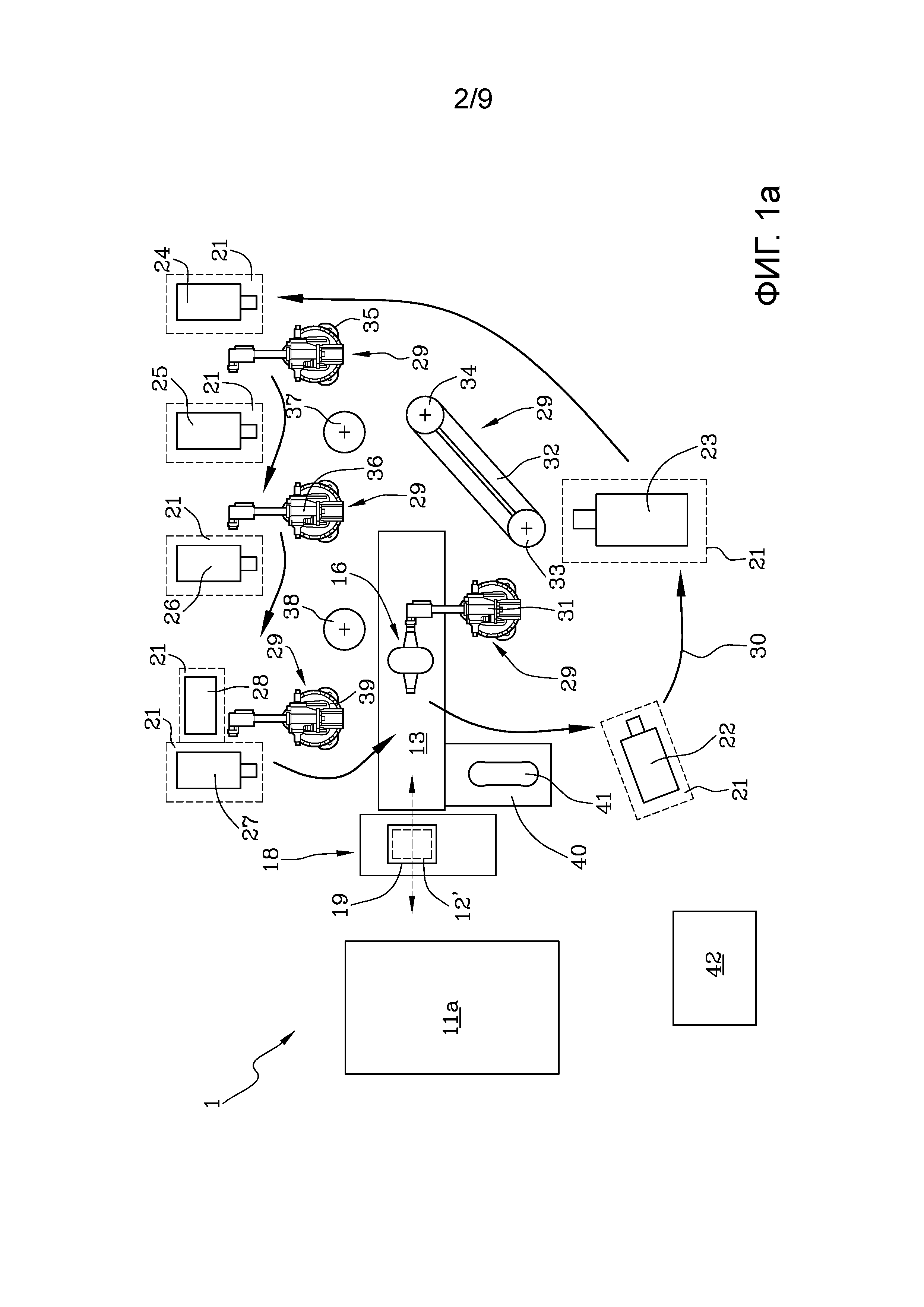
фиг.1а - схематический вид сверху одного варианта установки для сборки шин с фиг.1;
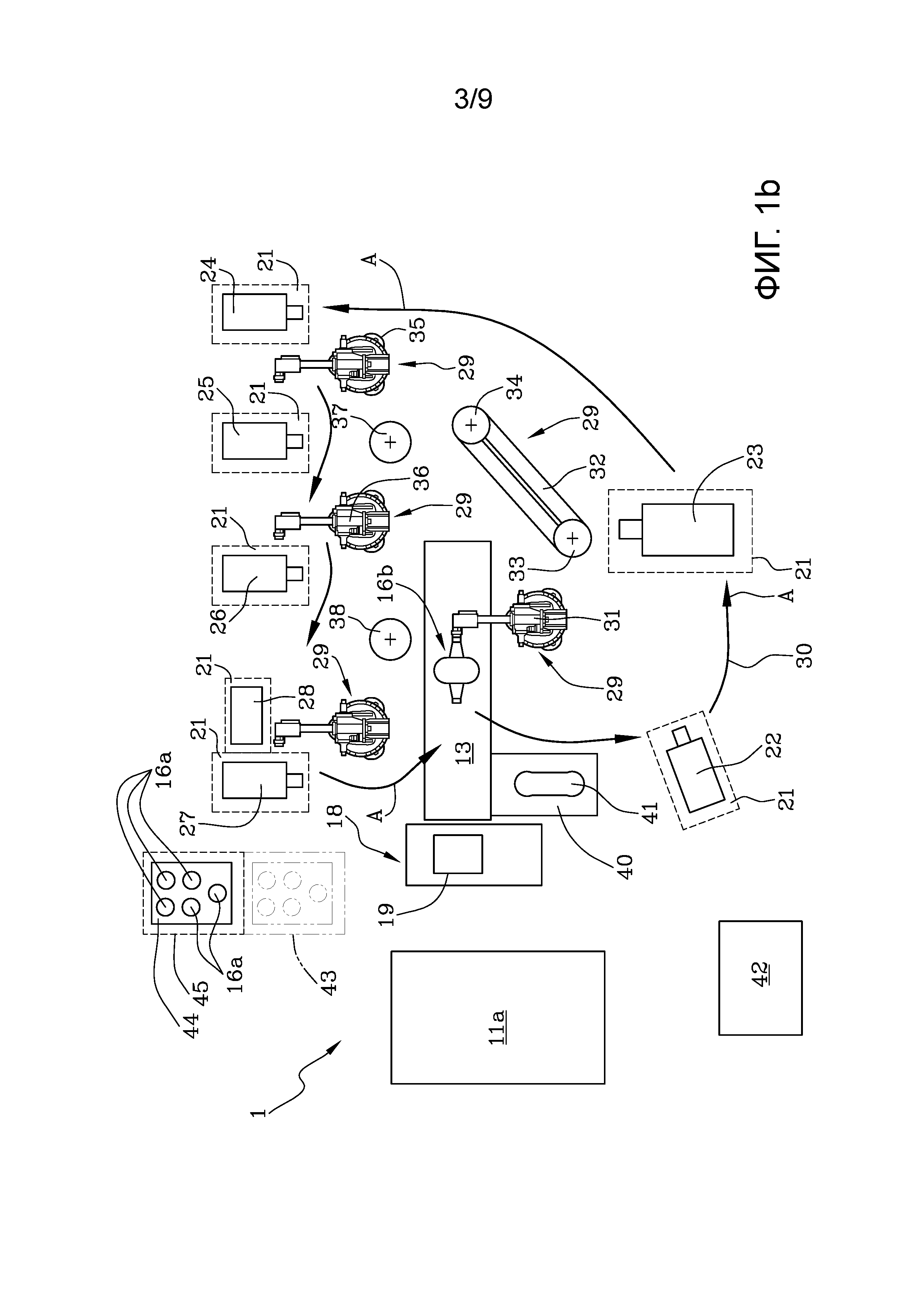
фиг.1b - схематический вид сверху дополнительного варианта установки для сборки шин с фиг.1;
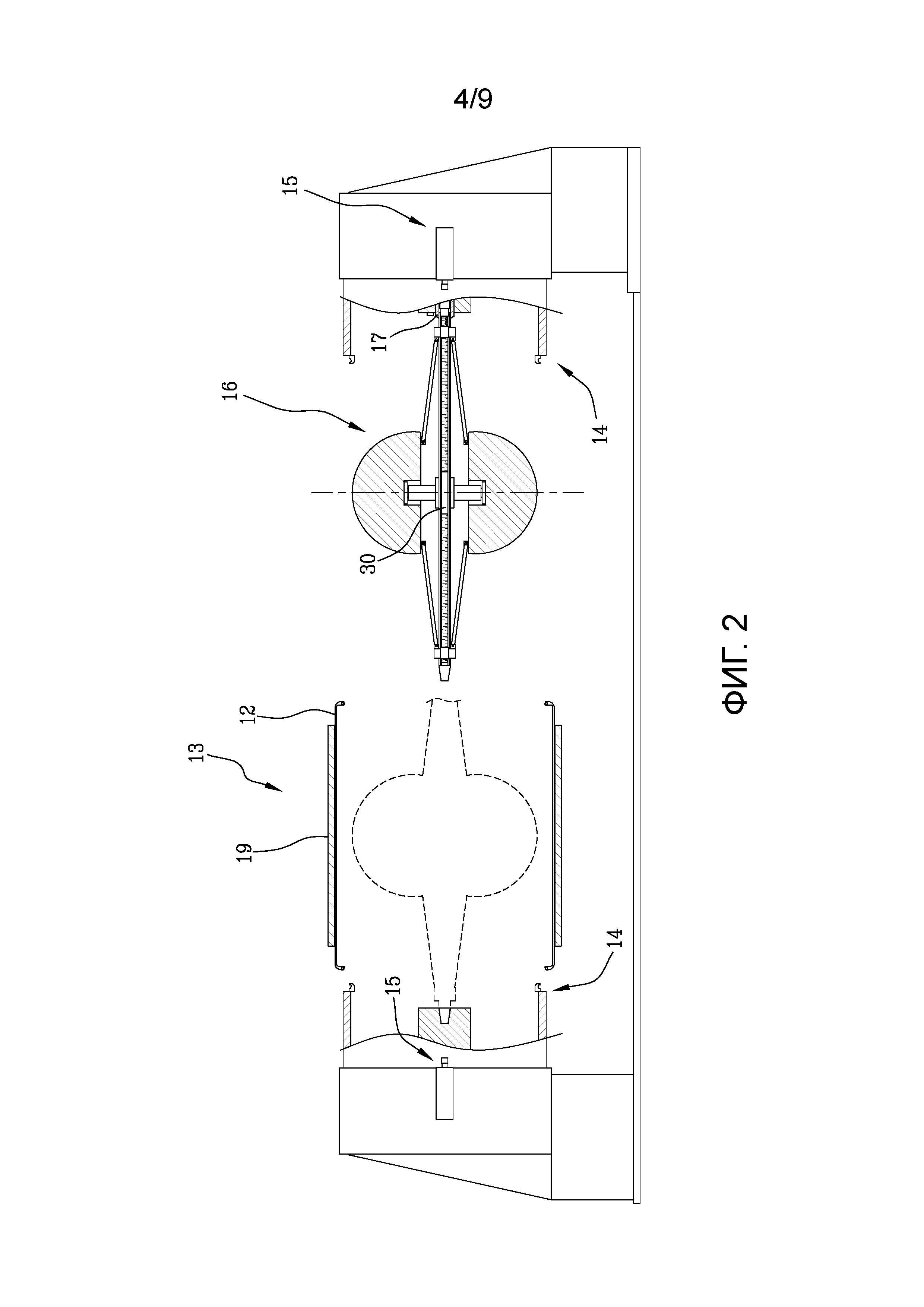
фиг.2 - схематический выполненный с частичным разрезом вид сбоку рабочей станции придания формы в рабочем состоянии;
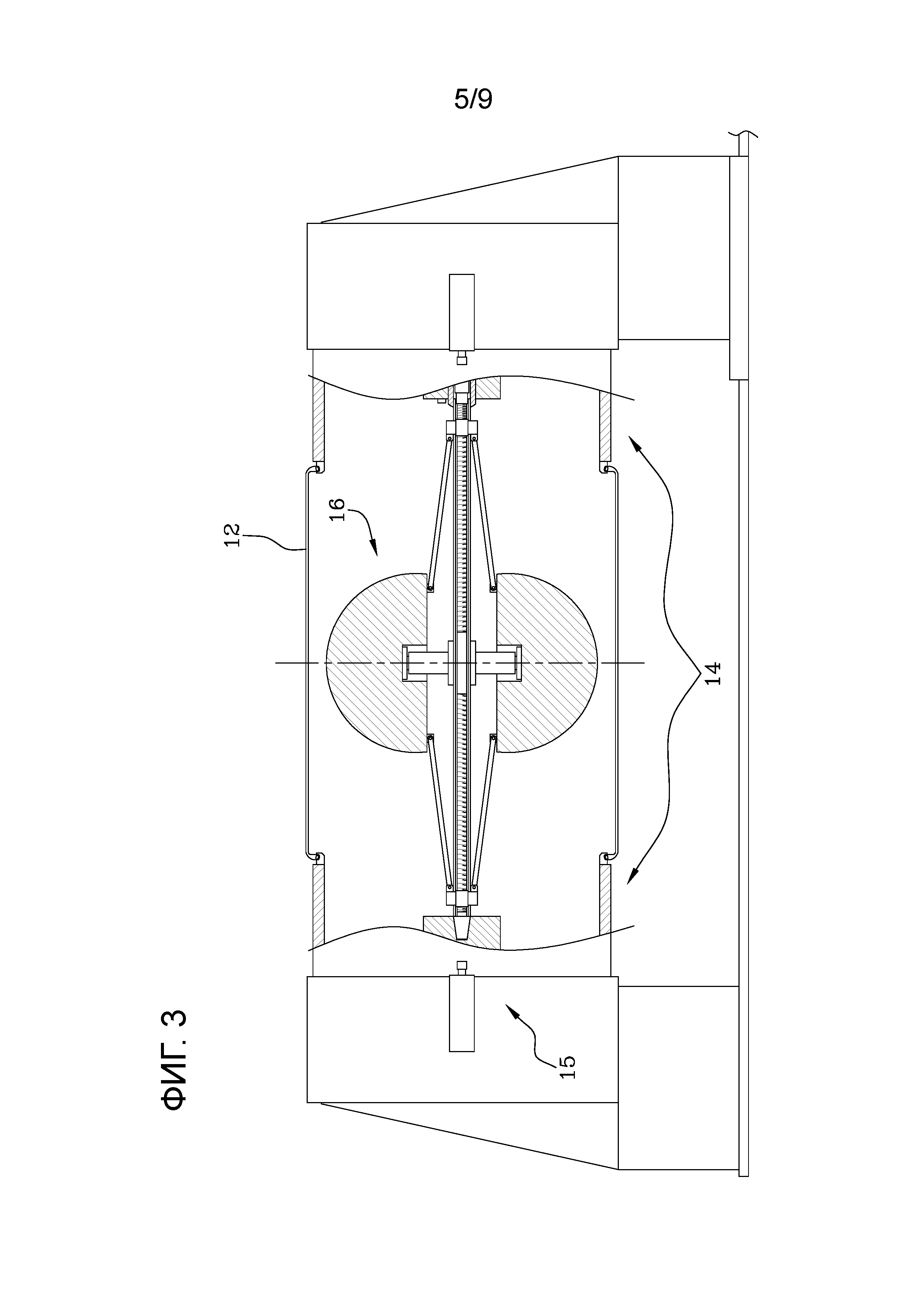
фиг.3 - схематический вид рабочей станции с фиг.2 в последующем рабочем состоянии;
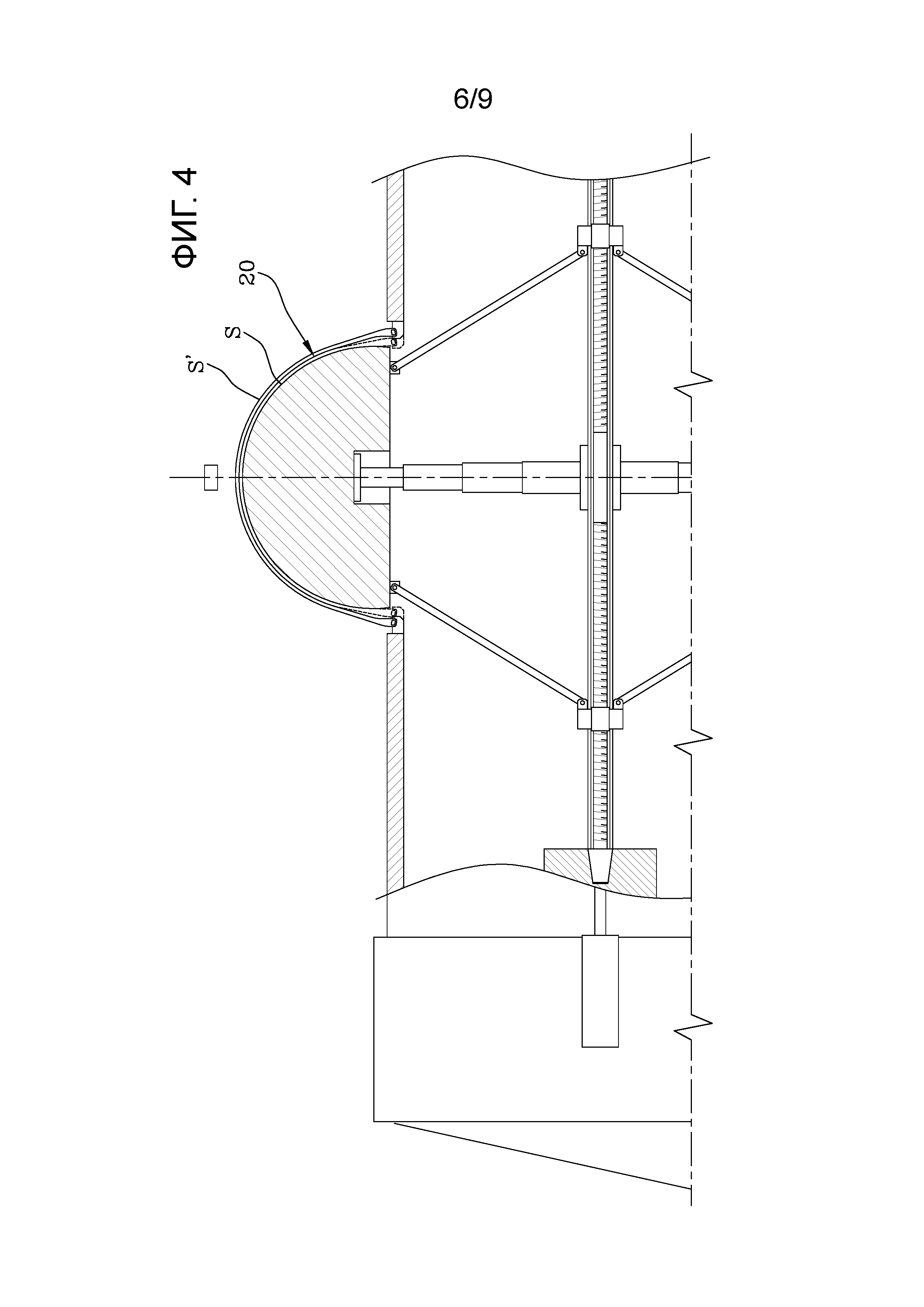
фиг.4 - схематический вид рабочей станции с фиг.3 в последующем рабочем состоянии;
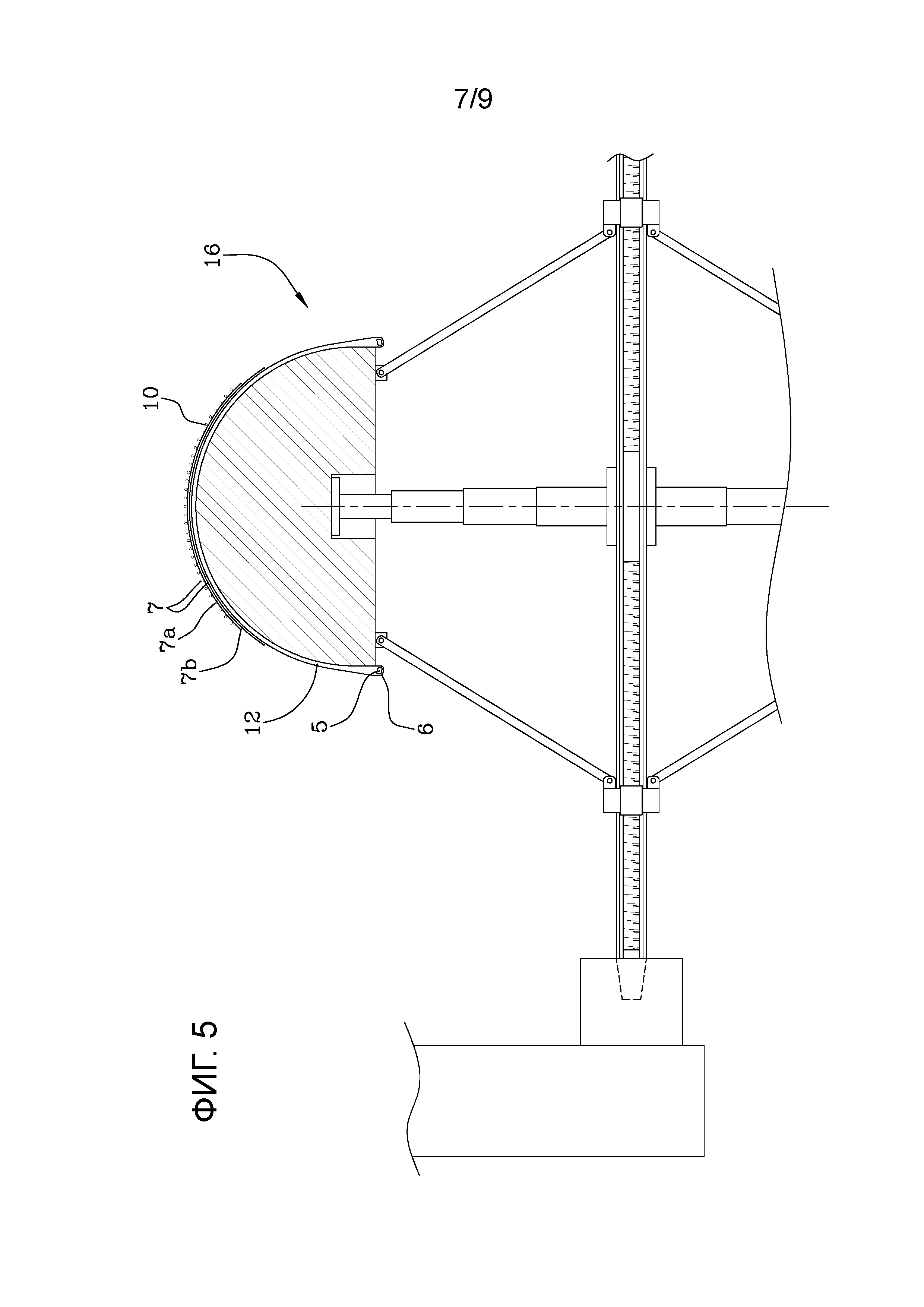
фиг.5 - схематический вид рабочей станции с фиг.4 в последующем рабочем состоянии;
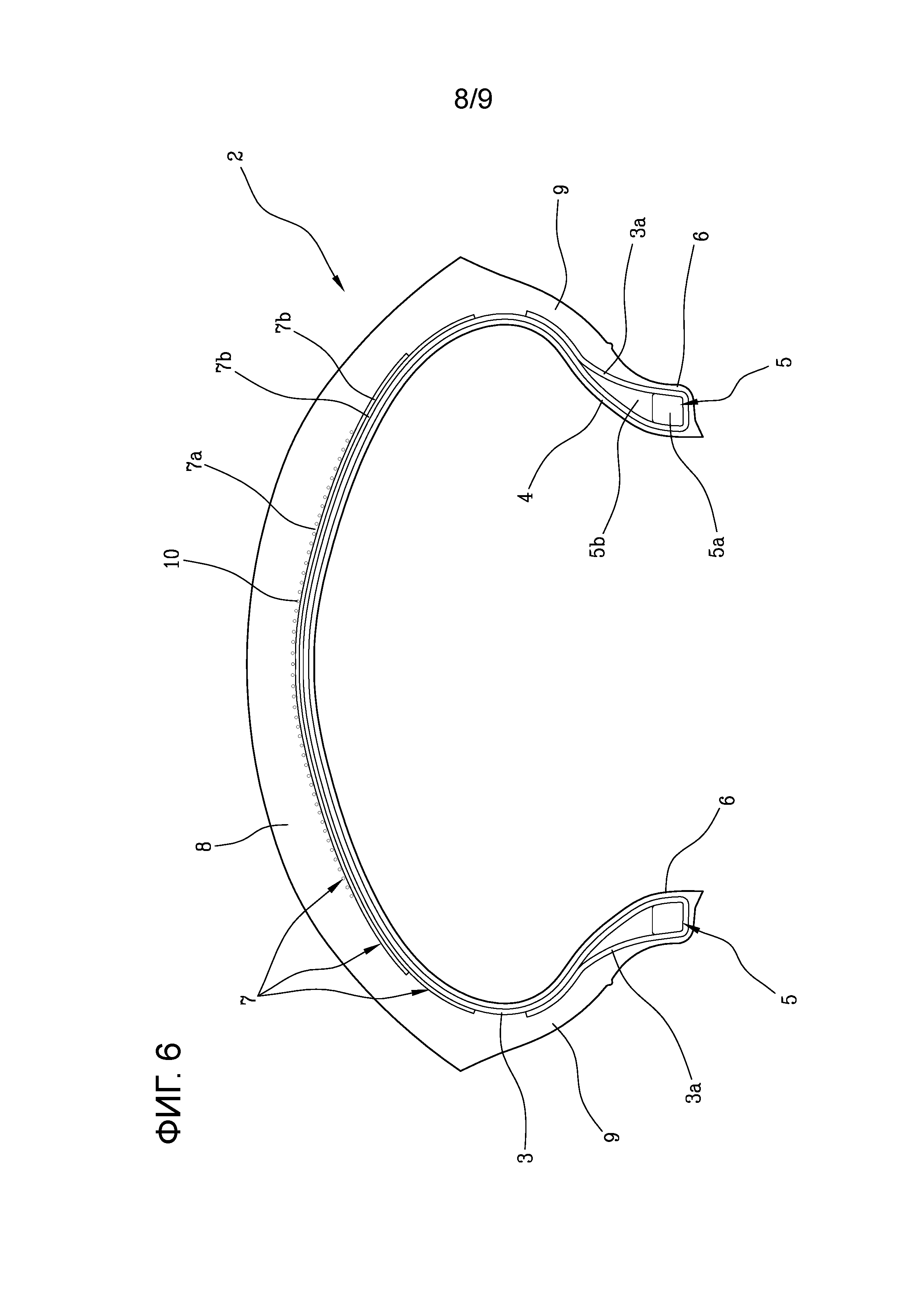
фиг.6 - схематический вид в радиальном полусечении шины, получаемой в соответствии с настоящим изобретением;
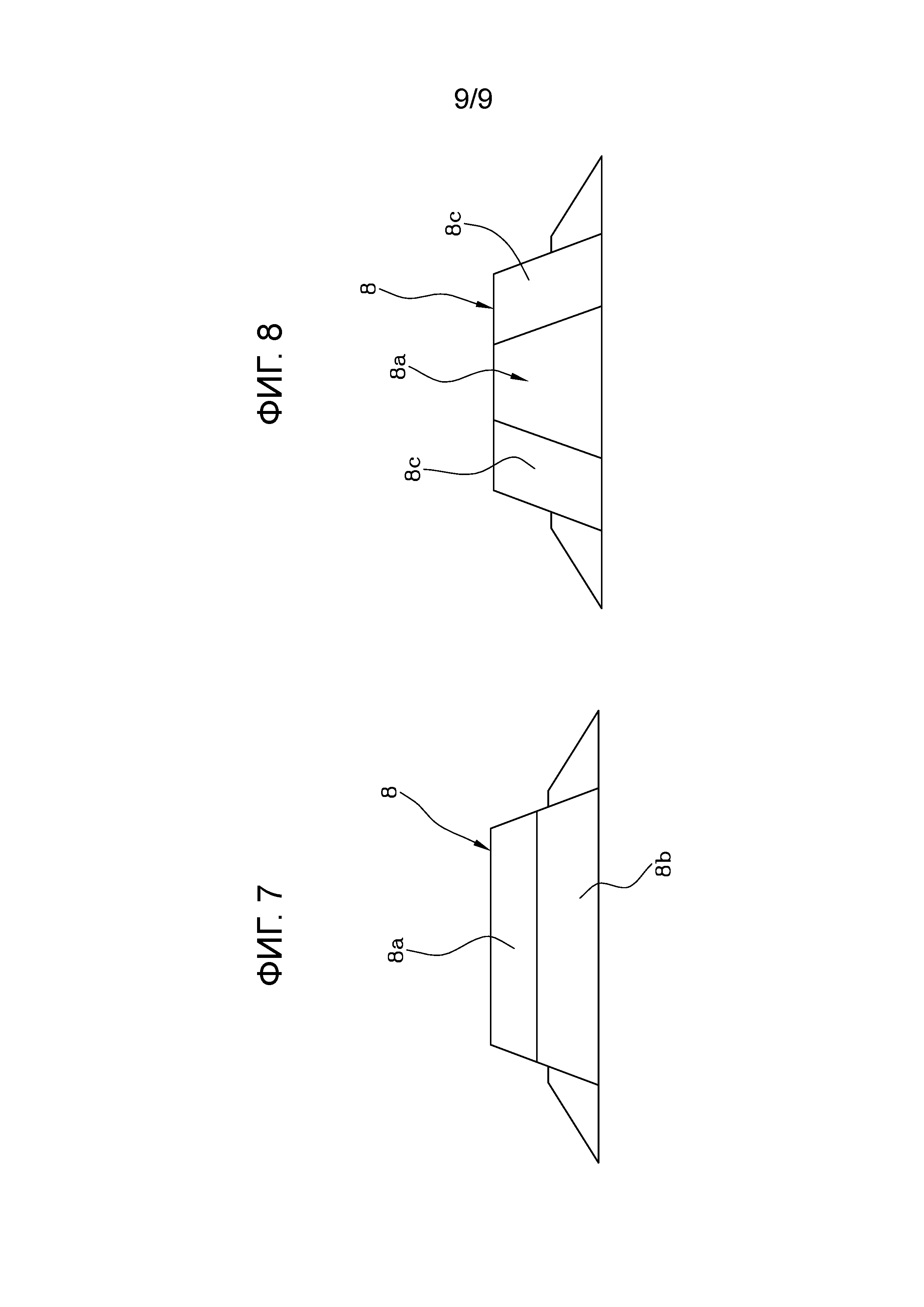
фиг.7 и фиг.8 - схематические виды, соответственно, протекторного браслета в соответствии с двумя возможными вариантами осуществления.
На вышеупомянутых чертежах ссылочная позиция 1 обозначает в целом установку для сборки шин для колес транспортных средств, выполненную с возможностью осуществления способа в соответствии с настоящим изобретением.
Установка 1 настроена для изготовления шин 2 (фиг.6), по существу содержащих, по меньшей мере, один слой 3 каркаса, предпочтительно покрытый внутри слоем непроницаемого эластомерного материала или так называемым герметизирующим слоем 4. Два кольцевых удерживающих конструктивных элемента 5, каждый из которых содержит так называемый сердечник 5а борта, предпочтительно несущий эластомерный наполнительный шнур 5b, который расположен в радиальном направлении снаружи, введены в контактное взаимодействие с соответствующими концевыми клапанами 3а слоя/слоев 3 каркаса. Удерживающие кольцевые конструктивные элементы 5 встроены вблизи зон, обычно называемых термином «борта» 6, в которых обычно осуществляется контактное взаимодействие между шиной 2 и соответствующим монтажным ободом (непоказанным).
Брекерный конструктивный элемент 7 наложен по окружности вокруг слоя/слоев 3 каркаса, и протекторный браслет 8 наложен по окружности на брекерный конструктивный элемент 7.
Протекторный браслет 8 может быть получен посредством сборки вместе двух или более частей, сформировранных по отдельности. В частности, протекторный браслет может представлять собой структуру из одной, двух или трех частей 8а-8с протекторного браслета 8 (фиг.7 и 8), которые для простоты иллюстрации будут названы первой частью 8а протекторного браслета, второй частью 8b протекторного браслета, третьей частью 8с протекторного браслета. Обозначение «первая», «вторая» и «третья» не подразумевает ни время, ни последовательность в пространстве, и в одном протекторе могут быть предусмотрены только одна из частей или любые две части, например, вторая и третья или первая и третья, как будет описано впоследствии.
Две боковины 9, каждая из которых проходит от соответствующего борта 6 до соответствующего бокового края протекторного браслета 8, наложены в местах, противоположных в боковом направлении, на слой/слои 3 каркаса.
Брекерный конструктивный элемент 7 может содержать слой 7а с кордами, расположенными под нулевым углом, и/или один или более слоев 7b брекера. Слой 7а с кордами, расположенными под нулевым углом, содержит окружные витки 10 непрерывного удлиненного элемента, армированного одним или более металлическими или текстильными кордами, при этом вышеуказанные витки 10 приближены друг к другу в аксиальном направлении и по существу параллельны направлению протяженности шины вдоль окружности. Слой (слои) 7b брекера может (могут) содержать параллельные металлические или текстильные корды, расположенные в соответствии с ориентацией с наклоном относительно направления протяженности шины вдоль окружности, при этом корды в слоях 7b брекера, которые являются соседними друг с другом, соответственно перекрещиваются. На фиг.6 был проиллюстрирован вариант осуществления шины, содержащий слой 7а с кордами, расположенными под нулевым углом, и множество слоев 7b брекера (в частности, два слоя 7b брекера), которые являются внутренними в радиальном направлении по отношению к слою 7а с кордами, расположенными под нулевым углом. В соответствии с альтернативным непроиллюстрированным вариантом осуществления шина 2 может содержать слой 7а с кордами, расположенными под нулевым углом, и один или более слоев 7b брекера, расположенных в радиальном направлении снаружи по отношению к слою 7а с кордами, расположенными под нулевым углом.
Слой 7а с кордами, расположенными под нулевым углом, и/или слой (слои) 7b брекера представляют собой компоненты брекерного конструктивного элемента 7.
Комплект, образованный брекерным конструктивным элементом 7, в частности его компонентами, и протекторным браслетом 8, возможно, соединенный с, по меньшей мере, одной частью боковин 9, образует так называемый «коронный конструктивный элемент» шины 2. Другими словами, компоненты брекерного конструктивного элемента 7, протекторный браслет 8 (предпочтительно части, которые образуют его) и, возможно, по меньшей мере, одна часть боковин 9 образуют примеры компонентов коронного конструктивного элемента.
Установка 1, проиллюстрированная на фиг.1, содержит линию 11 сборки каркасов, имеющую одну или более непроиллюстрированных сборочных станций, на которых в соответствии с известными способами осуществляется изготовление каркасного рукавного элемента 12 (фиг.2-3), при этом подобный рукавный элемент имеет по существу цилиндрическую форму. В соответствии с альтернативным вариантом осуществления, проиллюстрированным, например, на фиг.1а, линия сборки каркасов является удаленной по отношению к остальной части установки 1, которая будет описана ниже. В этом случае может быть предусмотрен склад 11а каркасов, поступающих с удаленной линии сборки каркасов.
Каркасный рукавный элемент 12 содержит, по меньшей мере, один слой 3 каркаса, предпочтительно покрытый внутри герметизирующим слоем 4 и имеющий соответствующие концевые клапаны 3а, введенные в контактное взаимодействие, например, посредством заворота, с соответствующими удерживающими кольцевыми конструктивными элементами 5. В случае необходимости каркасный рукавный элемент 12 может также содержать боковины 9 или их первые части, каждая из которых начинается от соответствующего борта 6.
Линия 11 сборки каркасов и/или склад 11а каркасов ведет к рабочей станции 13 придания формы, выполненной с возможностью приема каркасного рукавного элемента 12. Кроме того, рабочая станция 13 придания формы выполнена с возможностью придания тороидальной формы каркасному рукавному элементу 12.
В частности, рабочая станция 13 придания формы содержит устройства 14, предназначенные для контактного взаимодействия с каркасным рукавным элементом 12, которые удерживают каркасный рукавный элемент 12, и устройства 15 для придания формы, под воздействием которых каркасному рукавному элементу 12, удерживаемому устройствами 14 для контактного взаимодействия, придается форма в соответствии с тороидальной конфигурацией.
Устройства 14 для контактного взаимодействия предпочтительно выполнены с возможностью удерживания каркасного рукавного элемента 12 у бортов 6 и в их внутренней части.
Устройства 15 для придания формы могут, например, содержать гидро- или газодинамический контур (непроиллюстрированный) для ввода воздуха под давлением или другой рабочей текучей среды для накачивания внутрь каркасного рукавного элемента 12.
Установка 1 содержит, по меньшей мере, один расширяющийся/сужающийся в радиальном направлении, тороидальный формообразующий барабан 16. Формообразующий барабан 16 выполнен с возможностью ввода в контактное взаимодействие на рабочей станции 13 придания формы. Более конкретно, предпочтительно предусмотрено то, что формообразующий барабан 16 сначала закрепляют с его выступанием на рабочей станции 13 придания формы, как, например, проиллюстрировано на фиг.2.
В частности, формообразующий барабан 16 выполнен с возможностью расширения между первым рабочим состоянием, в котором формообразующий барабан 16 сужен в радиальном направлении (фиг.2 и 3), и вторым рабочим состоянием, в котором формообразующий барабан расширен в радиальном направлении (фиг.4 и 5), и наоборот.
Рабочая станция 13 придания формы предпочтительно содержит приводные устройства 17, функционирующие на самóй рабочей станции 13 придания формы для радиального расширения формообразующего барабана 16, в частности, при его размещении внутри каркасного рукавного элемента 12. Те же самые приводные устройства 17 предпочтительно выполнены с возможностью приведения их в действие для радиального сужения формообразующего барабана 16.
Во втором рабочем состоянии, то есть тогда, когда формообразующий барабан 16 расширен, формообразующий барабан 16 образует вдоль направления его протяженности вдоль окружности радиально наружную тороидальную поверхность ʺSʺ (фиг.4), необязательно непрерывную, которой придана форма в соответствии с внутренней конфигурацией, которую должна принять одна часть каркасного рукавного элемента 12 после завершения придания формы. Более конкретно, предпочтительно может быть предусмотрено то, что расширенный формообразующий барабан 16 будет иметь степень кривизны, находящуюся в диапазоне между приблизительно 0,15 и приблизительно 0,45, как правило, подходящую для получения шин для мотоциклов или других двухколесных транспортных средств. Тем не менее, в случае необходимости могут использоваться степени кривизны со значениями, более низкими, чем указанные выше, например, подходящие для изготовления шин для легковых автомобилей или грузовых автомобилей.
В соответствии с одним возможным вариантом осуществления установка 1 содержит загрузочное устройство 18, выполненное с возможностью размещения каркасного рукавного элемента 12 на рабочей станции 13 придания формы. В частности, посредством загрузочного устройства 18 каркасный рукавный элемент 13, поступающий с линии 11 сборки каркасов или со склада 11а, переносится затем на рабочую станцию 13 придания формы для его коаксиального размещения в радиальном направлении снаружи вокруг суженного в радиальном направлении, формообразующего барабана 16.
Загрузочное устройство 18 может содержать, например, по меньшей мере, одно грузозахватное устройство 19, предпочтительно воздействующее на наружную поверхность каркасного рукавного элемента 12.
После придания тороидальной формы каркасному рукавному элементу 12 его присоединяют к расширенному в радиальном направлении, формообразующему барабану 16, образуя шину 20, находящуюся в процессе изготовления. Впоследствии будут описаны способы такого соединения в соответствии с одним возможным вариантом осуществления.
Каркасный рукавный элемент 12, которому придана форма, и расширенный в радиальном направлении, формообразующий барабан 16, соединенные друг с другом, выполнены с возможностью их подвергания «воздействию», по меньшей мере, одной рабочей станции 21 установки 1, выполненной с возможностью формирования, по меньшей мере, одного компонента коронного конструктивного элемента на радиально наружной поверхности Sʹ (фиг.4) шины 20, находящейся в процессе изготовления. Компонент коронного конструктивного элемента представляет собой, по меньшей мере, одно из:
компонента брекерного конструктивного элемента 7, например, слоя 7а с кордами, расположенными под нулевым углом, и/или слоя (слоев) 7b брекера;
протекторного браслета 8;
одной или обеих боковин 9.
В соответствии с одним возможным вариантом осуществления установка 1 содержит множество рабочих станций 21. Каждая рабочая станция 21 может содержать формирующее устройство, например, выбранное из:
устройства 22 для формирования слоя с кордами, расположенными под нулевым углом,
устройства 23 для формирования слоя брекера;
устройства 24 для формирования первой части протекторного браслета;
устройства 25 для формирования второй части протекторного браслета;
устройства 26 для формирования третьей части протекторного браслета;
устройства 27 для формирования боковин;
устройства 28 для формирования маркировочного элемента.
На фиг.1 и 1а был проиллюстрирован вариант осуществления установки, содержащий все вышеперечисленные формирующие устройства.
Устройство 22 для формирования слоя с кордами, расположенными под нулевым углом, может содержать, например, распределитель, который подает, по меньшей мере, один обрезиненный корд или другой непрерывный удлиненный армирующий элемент, выполненный из текстильного или металлического материала. В частности, устройство 22 для формирования слоя с кордами, расположенными под нулевым углом, может содержать, например, устройство для намотки по спирали, выполненное с возможностью намотки обрезиненного корда или непрерывного удлиненного армирующего элемента в соответствии с окружными витками, которые приближены друг к другу в аксиальном направлении с обеспечением контакта друг с другом, в радиальном направлении снаружи вокруг шины, находящейся в процессе изготовления, во время приведения формообразующего барабана 16 во вращение и его соответствующего перемещения для распределения окружных витков в соответствии с заданной схемой.
Устройство 23 для формирования слоя брекера может содержать, например, устройство для наложения, выполненное с возможностью наложения множества полосообразных элементов при приближении друг к другу соответствующих отрезков таким образом, чтобы продольное направление протяженности каждого полосообразного элемента было расположено поперек к направлению протяженности вдоль окружности радиально наружной поверхности шины 20, находящейся в процессе изготовления, и чтобы множество полосообразных элементов образовывало слой 7b брекера, охватывающий всю определяемую в направлении вдоль окружности протяженность шины 20, находящейся в процессе изготовления. В возможном варианте устройство для наложения может быть выполнено с возможностью формирования множества слоев 7b брекера за счет размещения полосообразных элементов с перекрещиванием относительно ранее сформированного слоя 7b брекера.
Устройство (24-26) для формирования первой или второй или третьей части протекторного браслета может содержать, например, устройство для намотки по спирали, выполненное с возможностью намотки, по меньшей мере, одного непрерывного удлиненного элемента, изготовленного из эластомерного материала, в соответствии с окружными витками, которые приближены друг к другу в аксиальном направлении с обеспечением контакта друг с другом и/или наложены друг на друга в радиальном направлении, в радиальном направлении снаружи вокруг шины 20, находящейся в процессе изготовления, в частности, вокруг брекерного конструктивного элемента 7 или ранее сформированной части протектора, во время приведения формообразующего барабана 16 во вращение и его соответствующего перемещения для распределения окружных витков в соответствии с заданной схемой.
Устройство 27 для формирования боковин может содержать устройство для намотки по спирали, выполненное с возможностью намотки, по меньшей мере, одного непрерывного удлиненного элемента, изготовленного из эластомерного материала, в соответствии с окружными витками, которые приближены друг к другу в аксиальном направлении с обеспечением контакта друг с другом и/или наложены друг на друга в радиальном направлении, в радиальном направлении снаружи вокруг шины 20, находящейся в процессе изготовления, во время приведения формообразующего барабана 16 во вращение и его соответствующего перемещения для распределения окружных витков в соответствии с заданной схемой. В частности, устройство для намотки по спирали обеспечивает размещение боковин у противоположных в аксиальном направлении, боковых частей каркасного рукавного элемента 12.
Установка 1 может содержать как устройство 22 для формирования слоя с кордами, расположенными под нулевым углом, так и устройство 23 для формирования слоя брекера, как проиллюстрировано на фиг.1 и 1а, или только устройство 22 для формирования слоя с кордами, расположенными под нулевым углом, или только устройство 23 для формирования слоя брекера в зависимости от типа шины, подлежащей сборке. Если предусмотрены оба устройства, они оба могут быть приведены в действие в одном и том же технологическом процессе или избирательно - всегда в зависимости от типа шины, подлежащей сборке.
Также может быть предусмотрено множество рабочих станций 21, каждая из которых содержит устройство 23 для формирования слоя брекера.
Установка 1 может содержать устройство 24 для формирования первой части протекторного браслета, устройство 25 для формирования второй части протекторного браслета и устройство 26 для формирования третьей части протекторного браслета, как проиллюстрировано, например, на фиг.1 и 1а. Каждое формирующее устройство из трех вышеуказанных выполнено с возможностью приведения его в действие для формирования соответствующей части 8а-8с протекторного браслета 8. На фиг.7 приведен вариант осуществления протекторного браслета 8, содержащего две части, например, первую часть 8а и вторую часть 8b. В этом случае из трех вышеуказанных формирующих устройств будут приведены в действие устройство 24 для формирования первой части протекторного браслета и устройство 25 для формирования второй части протекторного браслета. На фиг.8 приведен дополнительный вариант осуществления протекторного браслета 8, при этом такой протекторный браслет 8 содержит три части, например, первую часть 8а и две третьи части 8с. В этом случае из трех вышеуказанных формирующих устройств будут приведены в действие устройство 24 для формирования первой части протекторного браслета и устройство 26 для формирования третьей части протекторного браслета. Возможны дополнительные комбинации с только одной из частей протекторного браслета, с любыми двумя из частей протекторного браслета или со всеми тремя частями 8а-8с протекторного браслета в соответствии с любым типом взаимного расположения. В случае другого числа возможных частей протекторного браслета также может варьироваться число соответствующих формирующих устройств.
В соответствии с возможным вариантом осуществления установка 1 содержит транспортно-загрузочные устройства 29, выполненные с возможностью перемещения формообразующего барабана 16 вдоль замкнутого пути комплектования и возможность его размещения вблизи рабочей (-их) станции (-й) 21. На фиг.1 и 1а показан пример замкнутого пути 30 комплектования, пригодного для изготовления шины со слоем 7а с кордами, расположенными под нулевым углом, по меньшей мере, одним слоем 7b брекера, протекторным браслетом 8, содержащим первую часть 8а и третьи части 8с, (как, например, проиллюстрировано на фиг.8), боковинами 9 и маркировкой.
Замкнутый путь 30 комплектования проходит от начальной рабочей станции до конечной рабочей станции, совпадающих с рабочей станцией 13 придания формы.
В соответствии с одним возможным вариантом осуществления, проиллюстрированным, например, на фиг.1 или 1а, транспортно-загрузочные устройства 29 содержат первую роботизированную руку 31, предпочтительно антропоморфную, выполненную с возможностью переноса шины 20, находящейся в процессе изготовления, с рабочей станции 13 придания формы к первой из рабочих станций 21, с которыми «сталкивается» шина 20, находящаяся в процессе изготовления. Первая роботизированная рука 31 предпочтительно выполнена с возможностью входа в контактное взаимодействие с формообразующим барабаном 16 на его конце, определяемом в аксиальном направлении. Еще более предпочтительно, если первая роботизированная рука 31 выполнена с возможностью приведения формообразующего барабана 16 во вращение во время формирования компонента коронного конструктивного элемента.
Например, первая роботизированная рука 31 выполнена с возможностью переноса шины 20, находящейся в процессе изготовления, с рабочей станции 13 придания формы на рабочую станцию, содержащую устройство 22 для формирования слоя с кордами, расположенными под нулевым углом, или устройство (-а) 23 для формирования слоя брекера.
Слой (слои) 7b брекера может (могут) быть сформирован (-ы) перед формированием или после формирования слоя 7а с кордами, расположенными под нулевым углом. Впоследствии будет описано формирование слоя 7а, имеющего корды, расположенные под нулевым углом, и слоя (слоев) 7b брекера.
Если предусмотрены как устройство 22 для формирования слоя с кордами, расположенными под нулевым углом, так и устройство (устройства) 23 для формирования слоя брекера, перемещение формообразующего барабана 16 между ними может быть осуществлено одной и той же первой роботизированной рукой 31 или второй антропоморфной роботизированной рукой, или непроиллюстрированным манипуляционным устройством другого типа.
В соответствии с одним возможным вариантом осуществления, проиллюстрированным, например, на фиг.1 или 1а, транспортно-загрузочные устройства 29 содержат устройство 32 для поступательного перемещения, выполненное с возможностью, например, переноса шины 20, находящейся в процессе изготовления, с рабочей станции 21, содержащей устройство 22 для формирования слоя с кордами, расположенными под нулевым углом, или устройство (-а) 23 для формирования слоя брекера, на последующую рабочую станцию, например, содержащую устройство 24 для формирования первой части протекторного браслета. Устройство 32 для поступательного перемещения предпочтительно выполнено с возможностью входа в контактное взаимодействие с формообразующим барабаном 16, выполненным с вертикальной осью, на его конце, определяемом в аксиальном направлении. Устройство 32 для поступательного перемещения предпочтительно выполнено с возможностью входа в контактное взаимодействие с формообразующим барабаном 16, начиная от первой переходной станции 33, и его перемещения на вторую переходную станцию 34.
В соответствии с одним возможным вариантом осуществления, проиллюстрированным, например, на фиг.1 или 1а, транспортно-загрузочные устройства 29 могут содержать вторую роботизированную руку 35 и третью роботизированную руку 36, которые обе предпочтительно являются антропоморфными и выполнены с возможностью переноса шины 20, находящейся в процессе изготовления, со второй переходной станции 34 на рабочую станцию 21, содержащую одно из устройств (24-26) для формирования первой или второй, или третьей части протекторного браслета. Вторая роботизированная рука 35 и/или третья роботизированная рука 36 предпочтительно выполнена/выполнены с возможностью входа в контактное взаимодействие с формообразующим барабаном 16 на его конце, определяемом в аксиальном направлении.
Еще более предпочтительно, если вторая роботизированная рука 35 и/или третья роботизированная рука 36 выполнена/выполнены с возможностью приведения формообразующего барабана 16 во вращение во время формирования компонента коронного конструктивного элемента.
Например, вторая роботизированная рука 35 выполнена с возможностью переноса шины 20, находящейся в процессе изготовления, со второй переходной станции 34 на рабочую станцию 21, содержащую устройство 24 для формирования первой части протекторного браслета, и/или на рабочую станцию 21, содержащую устройство 25 для формирования второй части протекторного браслета.
Например, третья роботизированная рука 36 выполнена с возможностью переноса шины 20, находящейся в процессе изготовления, с третьей переходной станции 37, на которой данная шина оставлена второй роботизированной рукой 35, на рабочую станцию 21, содержащую устройство 25 для формирования второй части протекторного браслета, и/или на рабочую станцию 21, содержащую устройство 26 для формирования третьей части протекторного браслета, перед последующим отпусканием данной шины на четвертой переходной станции 38.
В соответствии с одним возможным вариантом осуществления, проиллюстрированным, например, на фиг.1 или 1а, транспортно-загрузочные устройства 29 могут содержать четвертую роботизированную руку 39, предпочтительно антропоморфную, предназначенную для переноса шины 20, находящейся в процессе изготовления, с четвертой переходной станции 38 на рабочую станцию 21, содержащую устройство 27 для формирования боковин. Четвертая роботизированная рука 39 предпочтительно выполнена с возможностью входа в контактное взаимодействие с формообразующим барабаном 16 на его конце, определяемом в аксиальном направлении. Еще более предпочтительно, если четвертая роботизированная рука 39 выполнена с возможностью приведения формообразующего барабана 16 во вращение во время формирования компонента коронного конструктивного элемента.
Например, та же самая четвертая роботизированная рука 39 выполнена с возможностью переноса шины 20, находящейся в процессе изготовления, с рабочей станции 21, содержащей устройство 27 для формирования боковин, на рабочую станцию 21, содержащую устройство 28 для формирования маркировочных элементов.
В возможном варианте последовательность формирования боковин и маркировочных элементов может быть изменена на противоположную, так что четвертая роботизированная рука 39 будет переносить шину 20, находящуюся в процессе изготовления, с четвертой переходной станции 38 на рабочую станцию 21, содержащую устройство 28 для формирования маркировочных элементов, и впоследствии на рабочую станцию 21, содержащую устройство 27 для формирования боковин.
Например, та же самая четвертая роботизированная рука 39 выполнена с возможностью переноса шины 20, находящейся в процессе изготовления, на рабочую станцию 13 придания формы, что завершает замкнутый путь 30 комплектования.
В соответствии с одним возможным вариантом осуществления, проиллюстрированным, например, на фиг.1 или 1а, установка 1 содержит захватное устройство 40, выполненное с возможностью захвата с рабочей станции 13 придания формы, - выполняемого в конце замкнутого пути 30 комплектования, полностью пройденного шиной 20, находящейся в процессе изготовления, - невулканизированной шины 41, отсоединенной от соответствующего формообразующего барабана 16. Невулканизированная шина 41 выполнена с возможностью ее вулканизации в вулканизационном устройстве 42, принадлежащем установке 1, как проиллюстрировано на фигурах, или расположенном удаленно.
В соответствии с одним возможным вариантом осуществления установка 1 содержит множество транспортно-загрузочных устройств 29 (в проиллюстрированном варианте осуществления четыре роботизированные руки и одно устройство для поступательного перемещения) и может содержать эквивалентное или другое число шин 20, находящихся в процессе изготовления и расположенных вдоль замкнутого пути 30 комплектования.
Следует подчеркнуть, что определение первой, второй, третьей, четвертой роботизированной руки не означает последовательность и не требует того, чтобы все четыре одновременно присутствовали в одной и той же установке. Следовательно, установки могут быть предусмотрены с только одной из указанных роботизированных рук или комбинациями, отличными от описанных и проиллюстрированных комбинаций, например, только со второй и третьей роботизированными руками.
В соответствии с одним возможным вариантом осуществления установка 1 содержит рабочую станцию 43 замещения формообразующих барабанов 16, расположенную вблизи замкнутого пути 30 комплектования и выполненную с возможностью обеспечения, по меньшей мере, одного входящего формообразующего барабана 16а для замещения и с возможностью приема, по меньшей мере, одного выходящего формообразующего барабана 16b (фиг.1b).
Предпочтительно то же самое транспортно-загрузочное устройство, которое в варианте осуществления, проиллюстрированном на фиг.1b, представлено четвертой роботизированной рукой 39, выполнено с возможностью удаления выходящего формообразующего барабана 16b с замкнутого пути 30 комплектования посредством размещения выходящего формообразующего барабана 16b на рабочей станции 43 замещения и возможность ввода входящего формообразующего барабана 16а на замкнутый путь 30 комплектования посредством захвата входящего формообразующего барабан 16а с рабочей станции 43 замещения.
Рабочая станция 43 замещения предпочтительно расположена непосредственно перед рабочей станцией 13 придания формы - в соответствии с направлением А перемещения по замкнутому пути 30 комплектования.
В частности, установка 1 содержит платформу 44, выполненную с возможностью приема множества входящих формообразующих барабанов 16а на рабочей станции 43 замещения.
Установка 1 предпочтительно содержит непроиллюстрированные исполнительные механизмы, выполненные с возможностью автоматического перемещения платформы 44 от рабочей станции 45 ожидания к рабочей станции 43 замещения.
Установка 1 выполнена с возможностью функционирования во время использования в соответствии со способом сборки шин согласно настоящему изобретению. Один пример такого способа описан ниже.
Способ сборки шин в соответствии с настоящим изобретением, например, предусматривает размещение суженного в радиальном направлении, формообразующего барабана 16 на рабочей станции 13 придания формы. Сужение формообразующего барабана 16 происходит на самóй рабочей станции 13 придания формы в соответствии со способами, которые будут описаны впоследствии.
Кроме того, способ сборки шин в соответствии с настоящим изобретением предусматривает размещение каркасного рукавного элемента 12 на рабочей станции 13 придания формы. Каркасный рукавный элемент 12 может поступать с линии 11 сборки каркасов, расположенной в самой установке, или со склада 11а, который принимает каркасные рукавные элементы 12, поступающие с линии сборки каркасов, например, удаленной. В частности, формообразующий барабан 16 достигает рабочей станции 13 придания формы до того, как соответствующий каркасный рукавный элемент 12, например, еще подвергаемый обработке вдоль линии 11 сборки каркасов или еще содержащийся на складе 11а, достигнет самóй рабочей станции 13 придания формы.
На фиг.2 проиллюстрирован один из возможных способов переноса каркасного рукавного элемента 12, в котором предусмотрено то, что каркасный рукавный элемент 12 сначала вставляют в положении, в котором он выровнен в аксиальном направлении относительно формообразующего барабана 16 (фиг.2), и после этого размещают вокруг формообразующего барабана 16, предпочтительно после аксиального поступательного перемещения самогó формообразующего барабана (фиг.2, пунктирная линия).
Каркасный рукавный элемент 12 стабильно удерживается на рабочей станции 13 придания формы посредством устройств 14, предназначенных для контактного взаимодействия с каркасным рукавным элементом 12, так, что грузозахватное устройство 19 может выйти из контактного взаимодействия с каркасным рукавным элементом 12 и может быть удалено с рабочей станции 13 придания формы (фиг.3).
Предусмотрено последующее придание тороидальной формы каркасному рукавному элементу 12. Для придания формы каркасному рукавному элементу 12 устройства 15, предназначенные для придания формы, могут быть, например, приведены в действие для ввода воздуха под давлением или другой рабочей текучей среды для накачивания внутрь каркасного рукавного элемента 12 при одновременном приближении друг к другу определяемых в аксиальном направлении, наружных концов каркасного рукавного элемента 12, удерживаемого устройствами 14 для контактного взаимодействия.
Также предусмотрено радиальное расширение формообразующего барабана 16 и соединение каркасного рукавного элемента 12 тороидальной формы с расширенным в радиальном направлении, формообразующим барабаном 16, что обеспечивает образованиее шины 20, находящейся в процессе изготовления. Для радиального расширения формообразующего барабана 16 могут быть, например, приведены в действие приводные устройства 17, функционирующие на рабочей станции 13 придания формы.
В соответствии с вариантом осуществления, проиллюстрированным на фигурах, перед радиальным расширением формообразующего барабана 16 предусмотрена коаксиальная установка каркасного рукавного элемента 12 в радиальном направлении снаружи по отношению к суженному в радиальном направлении, формообразующему барабану 16, размещенному на рабочей станции 13 придания формы.
В соответствии с одним возможным вариантом осуществления может быть обеспечено регулирование радиального расширения формообразующего барабана 16 во время придания формы, когда каркасный рукавный элемент 12 начинает расширяться в радиальном направлении.
Придание формы каркасному рукавному элементу 12 предпочтительно выполняют без контакта между каркасным рукавным элементом 12 и формообразующим барабаном 16, по меньшей мере, до тех пор, пока сам формообразующий барабан 16 не достигнет максимального радиального расширения при достижении его второго рабочего состояния. В частности, может быть предусмотрено то, что при достижении заранее установленного максимального значения диаметра каркасного рукавного элемента 12 воздействие устройств 15, предназначенных для придания формы, прерывается, и обеспечивается возможность завершения радиального расширения формообразующего барабана 16 с переводом его во второе рабочее состояние. Следовательно, обеспечивается возможность соединения между каркасным рукавным элементом 12 и формообразующим барабаном 16. Подтверждением такого соединения является то, что внутренняя поверхность каркасного рукавного элемента 12 находится в контакте с радиально наружной тороидальной поверхностью ʺSʺ формообразующего барабана 16.
Предпочтительно предусмотрено то, что в конце придания формы внутренняя поверхность каркасного рукавного элемента 12 достигает максимального диаметра, превышающего максимальный диаметр наружной поверхности расширенного формообразующего барабана 16. Следовательно, соединение может быть осуществлено после небольшого радиального сужения каркасного рукавного элемента 12, обеспечиваемого, например, благодаря его упругому стягиванию после откачивания рабочей текучей среды, введенной ранее во время придания формы.
После завершения соединения устройства 14 для контактного взаимодействия выходят из контактного взаимодействия с каркасным рукавным элементом 12, которому придана форма, оставляя его на расширенном формообразующем барабане 16, и таким образом получается шина 20, находящаяся в процессе изготовления (фиг.4).
Формообразующий барабан 16 затем перемещают вдоль замкнутого пути 30 комплектования, который начинается и заканчивается на рабочей станции 13 придания формы. Во время такого перемещения вдоль замкнутого пути 30 комплектования каждому компоненту соответствующего коронного конструктивного элемента шины 20, находящейся в процессе изготовления, придают форму в радиальном направлении снаружи по отношению к вышеуказанной шине 20, находящейся в процессе изготовления. Другими словами, каркасный рукавный элемент 12 тороидальной формы перемещают вдоль замкнутого пути 30 комплектования, когда каркасный рукавный элемент 12 тороидальной формы соединен с расширенным в радиальном направлении, формообразующим барабаном 16.
Вдоль замкнутого пути 30 комплектования шину 20, находящуюся в процессе изготовления, размещают вблизи, по меньшей мере, одной из рабочих станций 21, предпочтительно множества рабочих станций 21, для формирования компонентов коронного конструктивного элемента.
В конце замкнутого пути 30 комплектования шину 20, находящуюся в процессе изготовления, снова размещают на рабочей станции 13 придания формы. На рабочей станции 13 придания формы происходит отсоединение невулканизированной шины 41 от формообразующего барабана 16, так что невулканизированная шина 41 может быть захвачена с рабочей станции 13 придания формы. Отсоединение невулканизированной шины 41 от формообразующего барабана 16 предпочтительно происходит за счет радиального сужения формообразующего барабана 16 на рабочей станции 13 придания формы. Таким образом, суженный в радиальном направлении, формообразующий барабан 16 также будет размещен на рабочей станции 13 придания формы для обеспечения возможности начала нового цикла.
Что касается формирования компонентов коронного конструктивного элемента, то существует возможность его выполнения посредством намотки, по меньшей мере, одного непрерывного удлиненного элемента в соответствии с окружными витками, которые приближены друг к другу в аксиальном направлении и/или наложены друг на друга в радиальном направлении вокруг радиально наружной поверхности Sʹ шины 20, находящейся в процессе изготовления. Подобный способ выполнения может быть предусмотрен, в частности, в том случае, если компонент, подлежащий формированию, представляет собой, по меньшей мере, одно из:
слоя 7а с кордами, расположенными под нулевым углом, который представляет собой часть брекерного конструктивного элемента 7;
по меньшей мере, одной части (например, первой части 8а или второй части 8b, или третьей части 8с) протекторного браслета 8;
одной или обеих боковин 9.
В альтернативном варианте формирование компонентов коронного конструктивного элемента может происходить посредством наложения множества полосообразных элементов при приближении друг к другу соответствующих отрезков таким образом, чтобы продольное направление протяженности каждого полосообразного элемента было расположено поперек к направлению протяженности вдоль окружности радиально наружной поверхности Sʹ шины 20, находящейся в процессе изготовления. В конце формирования множество полосообразных элементов образуют компонент, охватывающий всю определяемую в направлении вдоль окружности протяженность шины 20, находящейся в процессе изготовления. Подобный способ выполнения может быть предусмотрен, в частности, в том случае, если компонент, подлежащий формированию, представляет собой, по меньшей мере, один слой 7b брекера, являющийся частью брекерного конструктивного элемента 7.
Далее перемещение шины 20, находящейся в процессе изготовления, вдоль замкнутого пути 30 комплектования описано со ссылкой на установку, проиллюстрированную на фиг.1 или 1а. Для обеспечения возможности переноса шины 20, находящейся в процессе изготовления, с рабочей станции 13 придания формы предусмотрено то, что формообразующий барабан 16, несущий каркасный рукавный элемент 12, опирается с его выступанием, что освобождает доступ для первой роботизированной руки 31 или для другого соответствующего транспортно-загрузочного устройства, которая (-ое), в свою очередь, консольно входит в контактное взаимодействие с формообразующим барабаном 16. Первая роботизированная рука 31 также обеспечивает соответствующее перемещение формообразующего барабана 16 в зону перед устройством 22 для формирования слоя с кордами, расположенными под нулевым углом, и/или так, чтобы сделать формообразующий барабан 16 доступным для устройства 23 для формирования слоя брекера.
Следовательно, в первом случае слой 7а с кордами, расположенными под нулевым углом, получают намоткой непрерывного удлиненного армирующего элемента в соответствии с окружными витками 11, приближенными друг к другу в аксиальном направлении, вокруг радиально наружной поверхности ʺSʹʺ шины 20, находящейся в процессе изготовления, при этом формообразующий барабан 16 приводится во вращение и перемещается соответствующим образом первой роботизированной рукой 31.
Таким образом получают точное размещение в заданном положении отдельных окружных витков 11 слоя 7а с кордами, расположенными под нулевым углом, который будет образован непосредственно в соответствии с техническими требованиями к шине 20, находящейся в процессе изготовления, даже тогда, когда подобный профиль имеет увеличенную кривизну в поперечном направлении, с которой, как правило, сталкиваются, например, в шинах, предназначенных для мотоциклов или других двухколесных транспортных средств.
Во втором случае слой (слои) 7b брекера накладывают на шину 20, находящуюся в процессе изготовления, перед наложением или после наложения слоя 7а с кордами, расположенными под нулевым углом, или при отсутствии такого слоя 7а с кордами, расположенными под нулевым углом. Формирование слоя 7b брекера происходит посредством наложения множества полосообразных элементов при приближении друг к другу соответствующих отрезков таким образом, чтобы продольное направление протяженности каждого полосообразного элемента было расположено поперек к направлению протяженности вдоль окружности радиально наружной поверхности Sʹ шины 20, находящейся в процессе изготовления. В конце формирования множество полосообразных элементов образуют слой 7b брекера, охватывающий всю определяемую в направлении вдоль окружности протяженность шины 20, находящейся в процессе изготовления. Поскольку каждый полосообразный элемент содержит параллельные текстильные или металлические корды, соответствующий слой 7b брекера имеет такие корды, расположенные в соответствии с ориентацией, которая имеет наклон относительно направления протяженности шины вдоль окружности. Возможный дополнительный слой 7b брекера формируют таким же образом, но за счет размещения полосообразных элементов с перекрещиванием относительно ранее сформированного слоя брекера таким образом, что соответствующие корды слоев 7b брекера, соседних друг с другом, также будут расположены с перекрещиванием.
Перенос шины 20, находящейся в процессе изготовления, между устройством 22 для формирования слоя с кордами, расположенными под нулевым углом, и устройством 23 для формирования слоя брекера может осуществляться одной и той же первой роботизированной рукой 31 или дополнительной роботизированной рукой, предпочтительно антропоморфной, или манипуляционным устройством другого типа.
После этого шину 20, находящуюся в процессе изготовления, переносят к одному или более из устройств для формирования первой/второй/третьей части протекторного браслета в зависимости от типа протекторного браслета, подлежащего формированию, посредством устройства 32 для поступательного перемещения и второй роботизированной руки 35 и/или третьей роботизированной руки 36.
Перенос шины 20, находящейся в процессе изготовления, на рабочую станцию 21, содержащую устройство 27 для формирования боковин, и на рабочую станцию 21, содержащую устройство 28 для формирования маркировочных элементов, может осуществляться одной и той же четвертой роботизированной рукой 39. Кроме того, перенос шины 20, находящейся в процессе изготовления, на рабочую станцию 13 придания формы для завершения замкнутого пути 30 комплектования также осуществляется той же самой четвертой роботизированной рукой 39.
В завершение, в конце замкнутого пути 30 комплектования захватное устройство 40 захватывает невулканизированную шину 41, отсоединенную от соответствующего формообразующего барабана 16, с рабочей станции 13 придания формы.
На фиг.1 и 1а проиллюстрирован момент, когда невулканизированная шина 41 захватывается с рабочей станции 13 придания формы и дополнительный каркасный рукавный элемент 12ʹ размещается на рабочей станции 13 придания формы.
В этот момент цикл начинается снова, так что дополнительному каркасному рукавному элементу 12ʹ придают тороидальную форму и присоединяют его к суженному в радиальном направлении, формообразующему барабану 16, который остался на рабочей станции 13 придания формы, для получения непроиллюстрированной дополнительной шины, находящейся в процессе изготовления.
Вышеуказанный формообразующий барабан 16 перемещают затем снова вдоль замкнутого пути 30 комплектования аналогичным образом или по-другому в зависимости от типа шины, которая должна быть получена путем формирования - вдоль замкнутого пути 30 комплектования - каждого компонента соответствующего коронного конструктивного элемента дополнительной шины, находящейся в процессе изготовления, в радиальном направлении снаружи по отношению к вышеуказанной дополнительной шине, находящейся в процессе изготовления.
Установка 1 при нормальных рабочих условиях предпочтительно может производить множество шин 20, находящихся в процессе изготовления, которое соответствует или нет числу транспортно-загрузочных устройств 29, выполненных с возможностью перемещения указанных формообразующих барабанов 16 вдоль замкнутого пути 30 комплектования, посредством размещения их последовательно вблизи рабочих станций 21.
В соответствии с одним возможным вариантом осуществления установки 1, проиллюстрированным, например, на фиг.1b, может быть предусмотрено перемещение - вдоль, по меньшей мере, одного участка замкнутого пути 30 комплектования - незагруженного выходящего формообразующего барабана 16b, отсоединенного от каркасного рукавного элемента 12, и удаление выходящего формообразующего барабана 16b с замкнутого пути 30 комплектования. Кроме того, предусмотрен ввод входящего формообразующего барабана 16а для замещения на замкнутый путь 30 комплектования.
В частности, после отсоединения невулканизированной шины от выходящего формообразующего барабана 16b на рабочей станции 13 придания формы выходящий формообразующий барабан 16b проходит почти по всему замкнутому пути 30 комплектования до тех пор, пока он не будет размещен на переходной станции, предпочтительно непосредственно перед станцией 13 придания формы - в соответствии с направлением А перемещения. В частности, выходящий формообразующий барабан 16b проходит почти весь замкнутый путь 30 комплектования до тех пор, пока он не будет размещен на четвертой переходной станции 38.
Предпочтительно одно и то же транспортно-загрузочное устройство выполнено с возможностью удаления выходящего формообразующего барабана 16b с замкнутого пути 30 комплектования и возможность ввода входящего формообразующего барабана 16а для замещения на замкнутый путь 30 комплектования.
Как проиллюстрировано, например, на фиг.1b, выходящий формообразующий барабан 16b удаляют во время перемещения вдоль замкнутого пути 30 комплектования непосредственно перед рабочей станцией 13 придания формы - в соответствии с направлением А перемещения по замкнутому пути 30 комплектования. Кроме того, входящий формообразующий барабан 16а для замещения вводят на замкнутый путь 30 комплектования у рабочей станции 13 придания формы.
В частности, когда выходящий формообразующий барабан 16b находится в состоянии ожидания на четвертой переходной станции 38, четвертая роботизированная рука 39 захватывает входящий формообразующий барабан 16а с рабочей станции 43 замещения и вводит его на замкнутый путь 30 комплектования у рабочей станции 13 придания формы. После этого входящий формообразующий барабан 16а может начать новый цикл, как описано выше.
Та же самая четвертая роботизированная рука 39 захватывает выходящий формообразующий барабан 16b с четвертой переходной станции 38 и переносит его на рабочую станцию 43 замещения.
Таким же образом могут быть замещены все формообразующие барабаны, работающие одновременно в установке 1.
Для выполнения замещения может быть предусмотрено размещение платформы 44, выполненной с возможностью приема множества входящих формообразующих барабанов 16а, на рабочей станции 43 замещения. В частности, предусмотрены размещение платформы 44, выполненной с возможностью приема множества входящих формообразующих барабанов 16а, на рабочей станции 45 ожидания и автоматическое перемещение или отсутствие перемещения платформы 44 от рабочей станции 45 ожидания к рабочей станции 43 замещения.
Пневматическая шина
Способ и установка для производства покрышек
Способ и устройство для сборки шин
Способ и установка для сборки невулканизированных шин для колес транспортных средств
Способ и установка для производства шин для колес транспортного средства
Способ конструирования шипованной шины и шипованная шина, полученная этим способом
Покрышка для колес большегрузных транспортных средств
Шина для автомобиля
Зимняя шина
Способ и установка для сборки шин для колес транспортных средств
Способ и устройство для сборки шин
Способ и установка для сборки невулканизированных шин для колес транспортных средств
Способ и установка для сборки шин для колес транспортных средств
Способ и установка для сборки шин
Способ и устройство для хранения элементарного полуфабрикатного элемента в установке по производству шин
Способ и установка для сборки шин для колес транспортных средств
Способ и установка для сборки шин для колес транспортных средств
Способ и установка для изготовления взаимно отличающихся шин
Шина для мотоциклов
Установка и способ для управления производственным циклом установки в процессе сборки шин для колес транспортных средств

