Результат интеллектуальной деятельности: СПОСОБ УПАКОВЫВАНИЯ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕСТКОЙ СИГАРЕТНОЙ ПАЧКИ С ОТКИДНЫМ ОТКРЫВАНИЕМ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу упаковывания и к машине для изготовления жесткой сигаретной пачки с откидным открыванием.
Уровень техники
В патенте EP 2017198B1 описана жесткая сигаретная пачка с откидным открыванием, содержащая: две внутренние упаковки, каждая из которых содержит обернутую группу сигарет; два внутренних контейнера, каждый из которых вмещает соответствующую внутреннюю упаковку; внешний контейнер, вмещающий два внутренних контейнера и имеющий два противоположных открытых боковых конца; и два шарнира, каждый из которых соединяет внутренний контейнер с внешним контейнером для того, чтобы позволять внутреннему контейнеру поворачиваться между закрытым положением, в котором он вставлен внутрь внешнего контейнера, и открытым положением, в котором он по меньшей мере частично извлечен из внешнего контейнера. Каждый шарнир расположен вблизи от края нижней стенки внутреннего контейнера и краем нижней стенки внешнего контейнера, у открытого бокового конца внешнего контейнера.
Сигаретная пачка согласно патенту EP 2017198B1 получила большую популярность благодаря простоте, с которой внутренние контейнеры открываются (то есть извлекаются из внешнего контейнера), но изготовление ее на известных упаковочных машинах оказалось неудовлетворительным в отношении производительности.
Краткое изложение сущности изобретения
Цель настоящего изобретения заключается в разработке способа упаковывания и машины для изготовления жесткой сигаретной пачки с откидным открыванием, направленных на исключение упомянутых выше недостатков и являющихся, в частности, недорогими и простыми в осуществлении.
Согласно настоящему изобретению, разработаны способ упаковывания и машина для изготовления жесткой сигаретной пачки с откидным открыванием, согласно прилагаемой формуле изобретения.
Краткое описание чертежей
Несколько неограничивающих вариантов осуществления настоящего изобретения будет описано в качестве примера со ссылкой на прилагаемые чертежи, на которых:
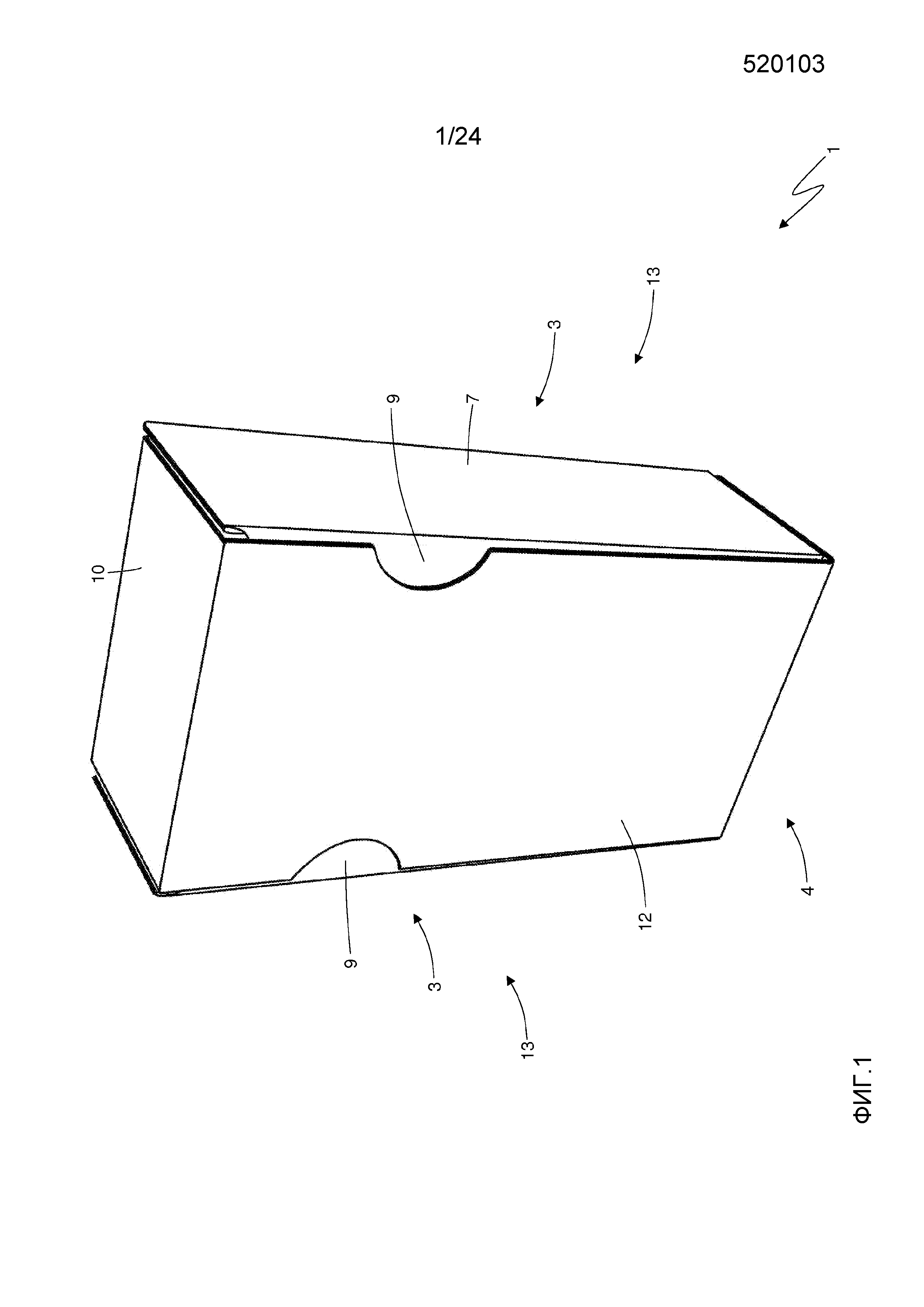
на фиг. 1 показан вид в перспективе жесткой сигаретной пачки с откидным открыванием в полностью закрытом положении.
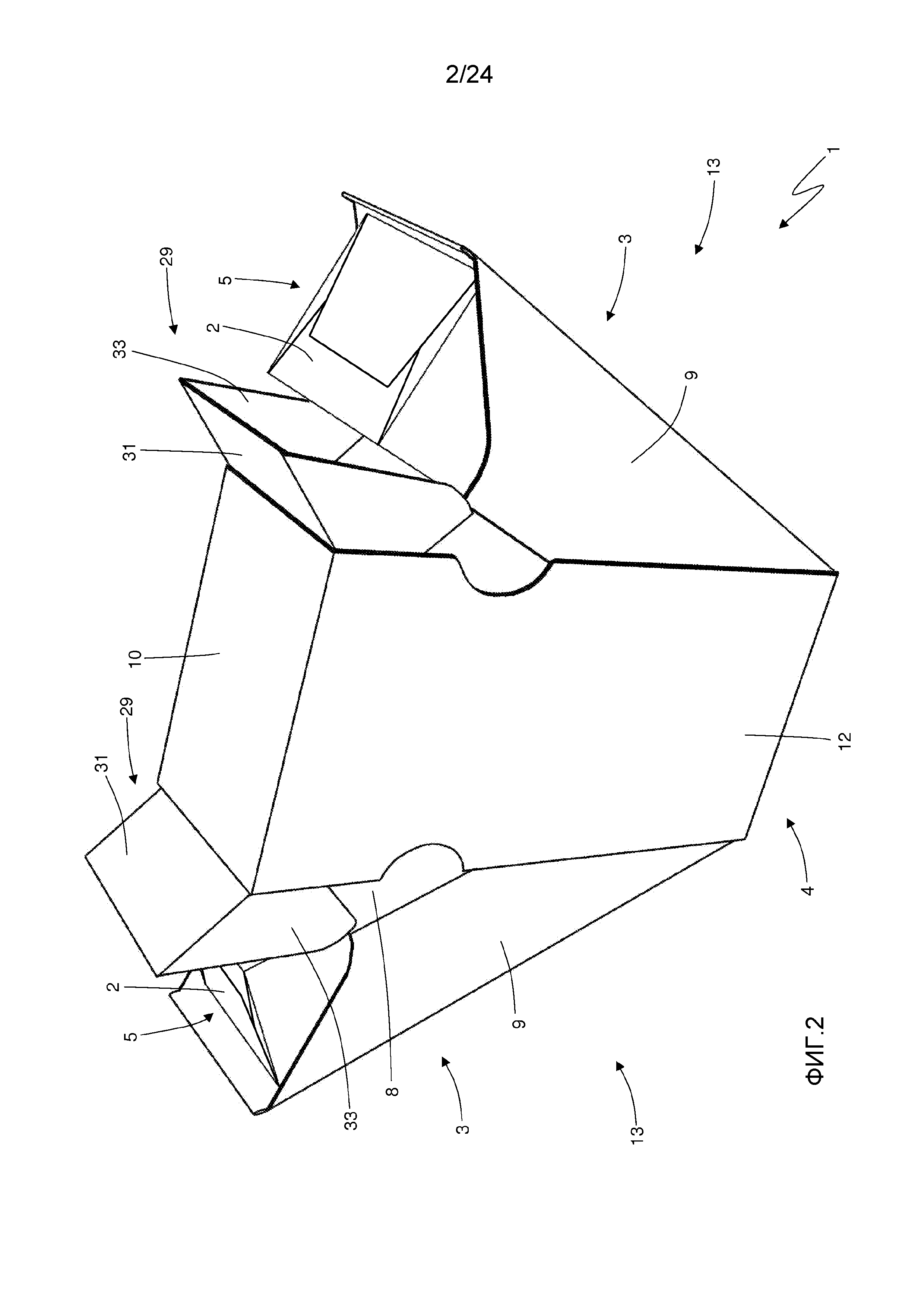
На фиг. 2 показан вид в перспективе сигаретной пачки с фиг. 1 в полностью открытом положении.
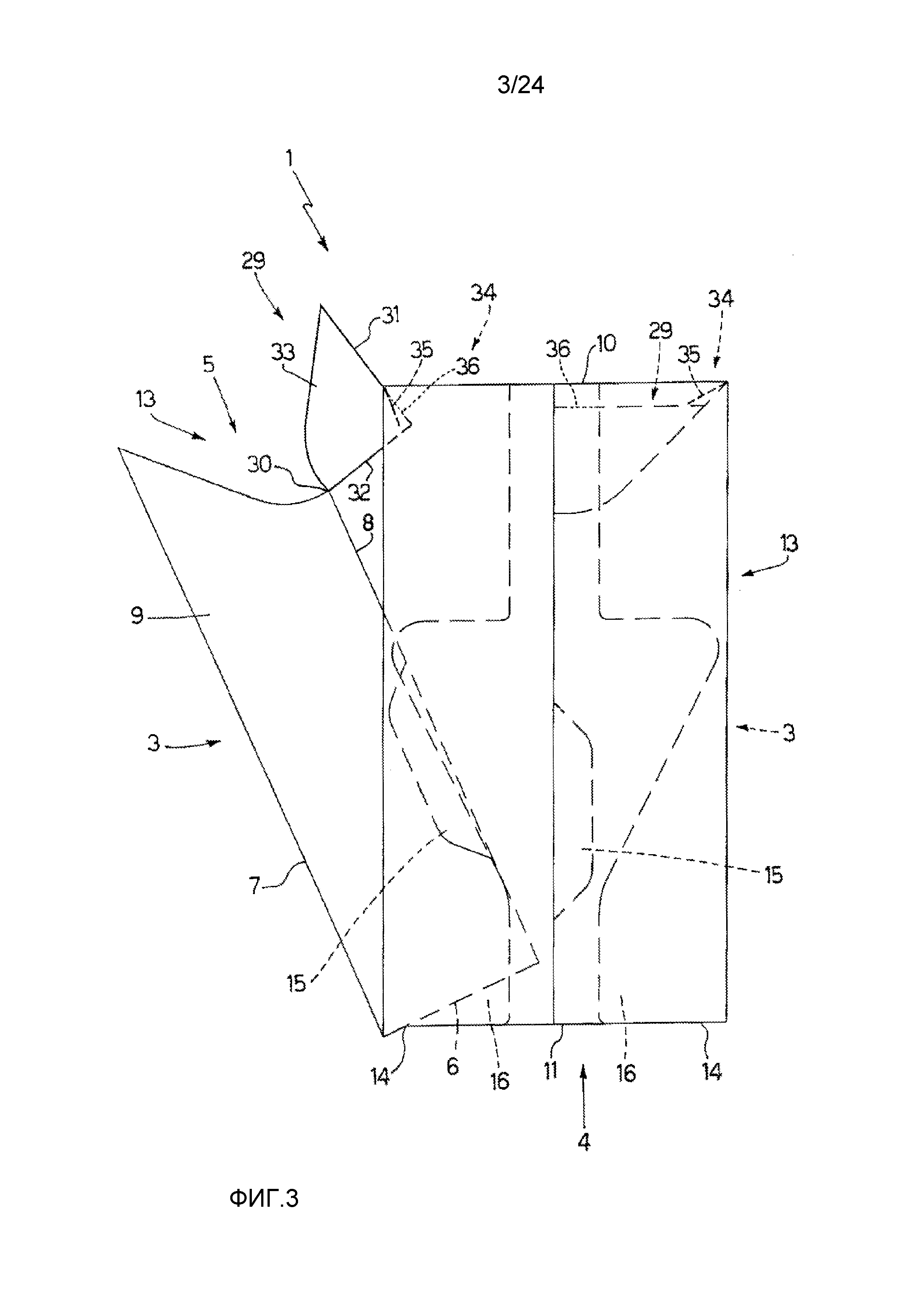
На фиг. 3 показан вид спереди, с частями, удаленными для ясности, сигаретной пачки с фиг. 1 в частично открытом положении.
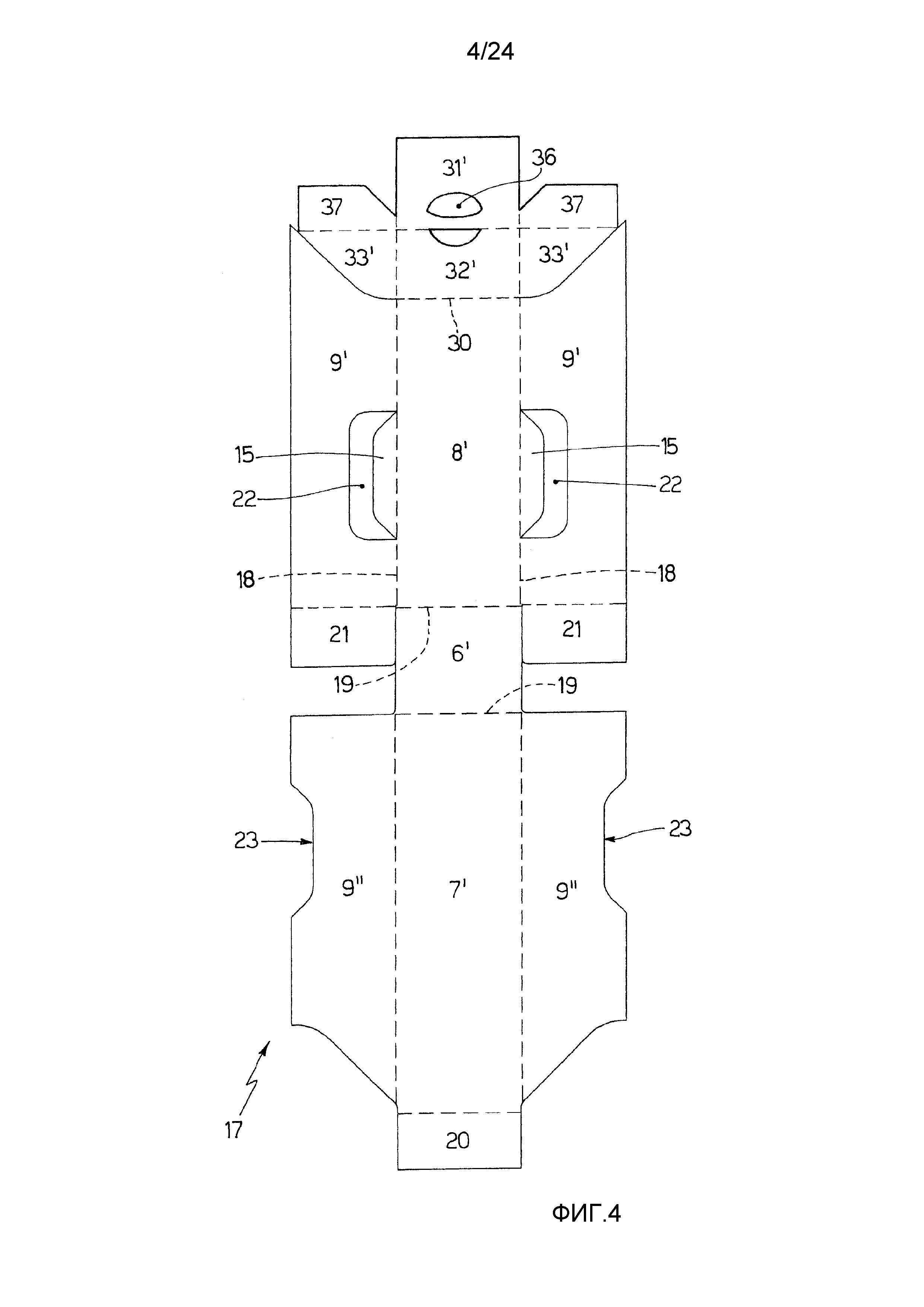
На фиг. 4 показан вид в плане внутренней заготовки, из которой образуется внутренний контейнер сигаретной пачки с фиг. 1.
На фиг. 5 показан вид в плане внешней заготовки, из которой образуется внешний контейнер сигаретной пачки с фиг. 1.
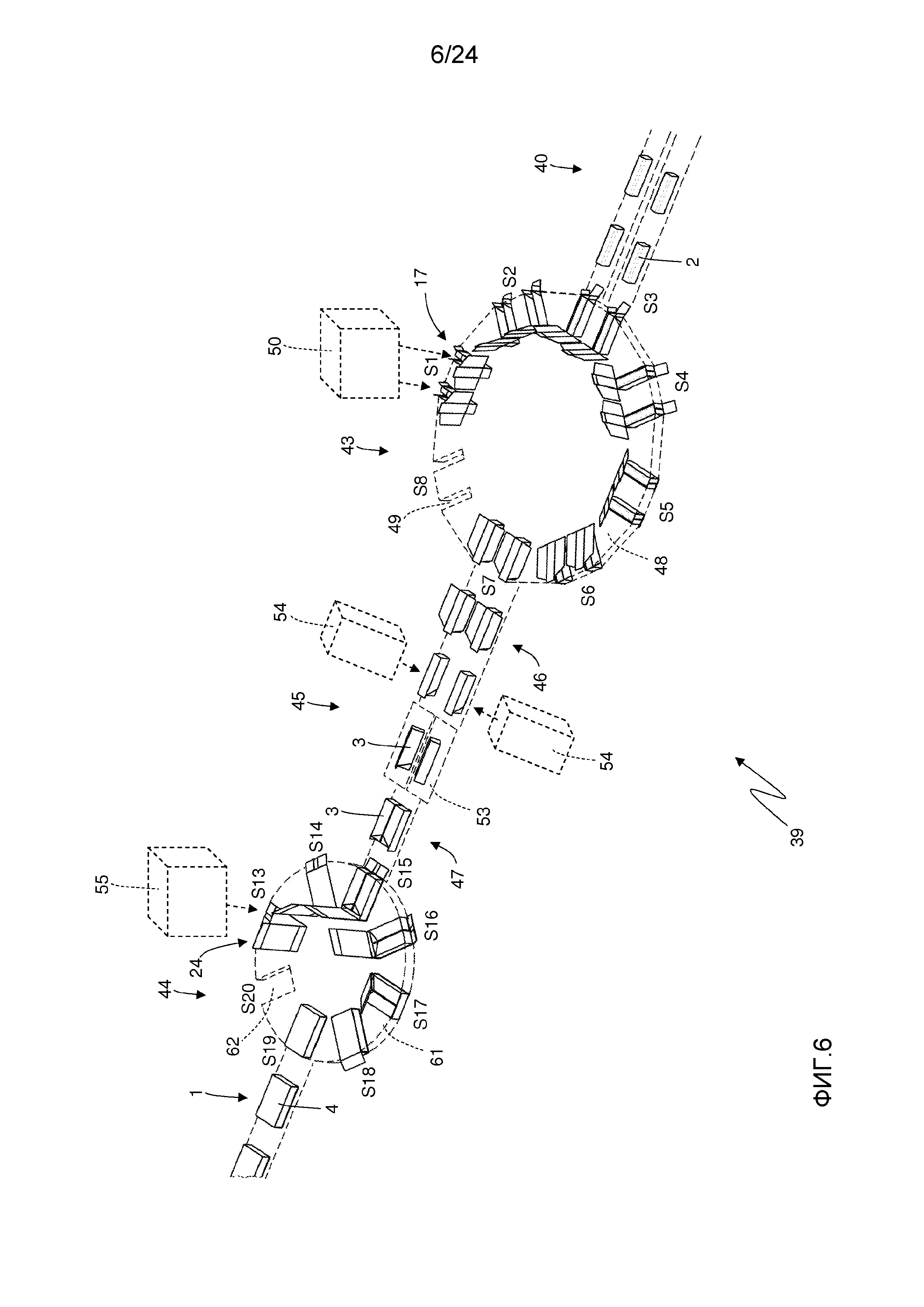
На фиг. 6 показан схематичный вид, с частями, удаленными для ясности, упаковочной машины, согласно настоящему изобретению, для изготовления сигаретной пачки с фиг. 1.
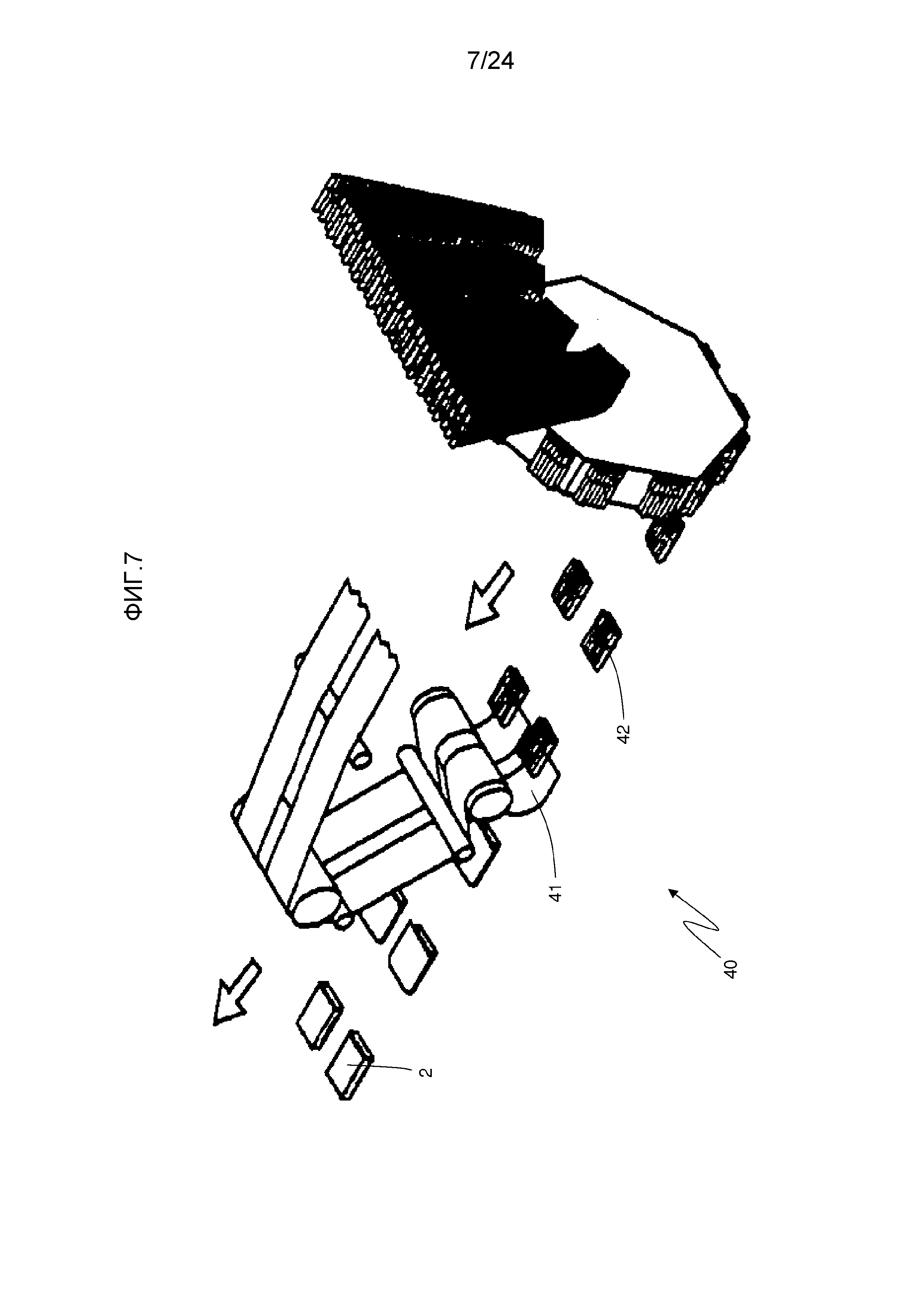
На фиг. 7 показан схематичный вид в перспективе упаковочного узла упаковочной машины с фиг. 6 для завертывания групп сигарет.
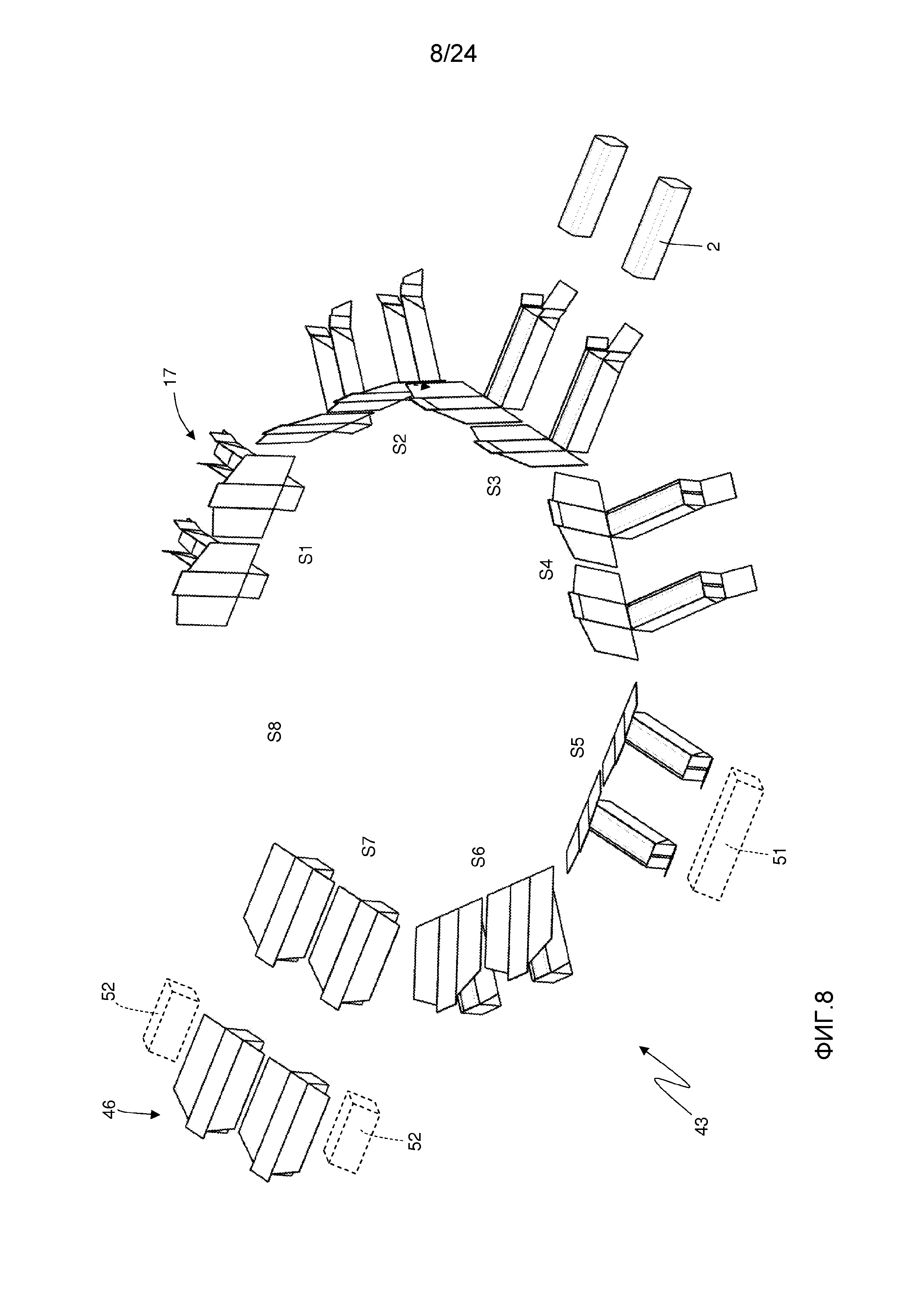
фиг. 8 показан схематичный вид в перспективе последовательности сгибания внутренней заготовки с фиг. 4 на упаковочном колесе упаковочного узла упаковочной машины с фиг. 6.
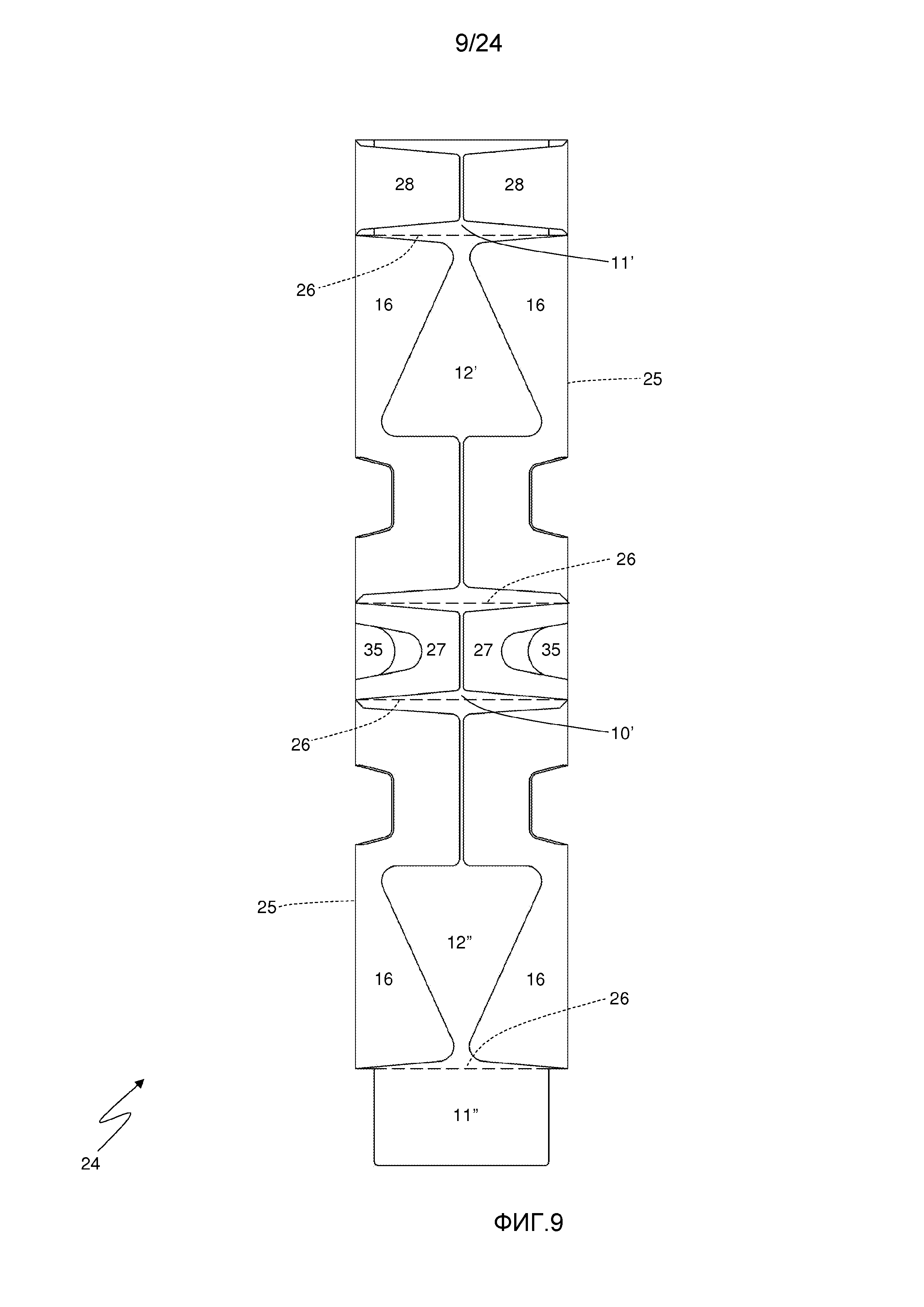
На фиг. 9 показан вид в плане внешней заготовки с фиг. 5 после ее предварительного формования.
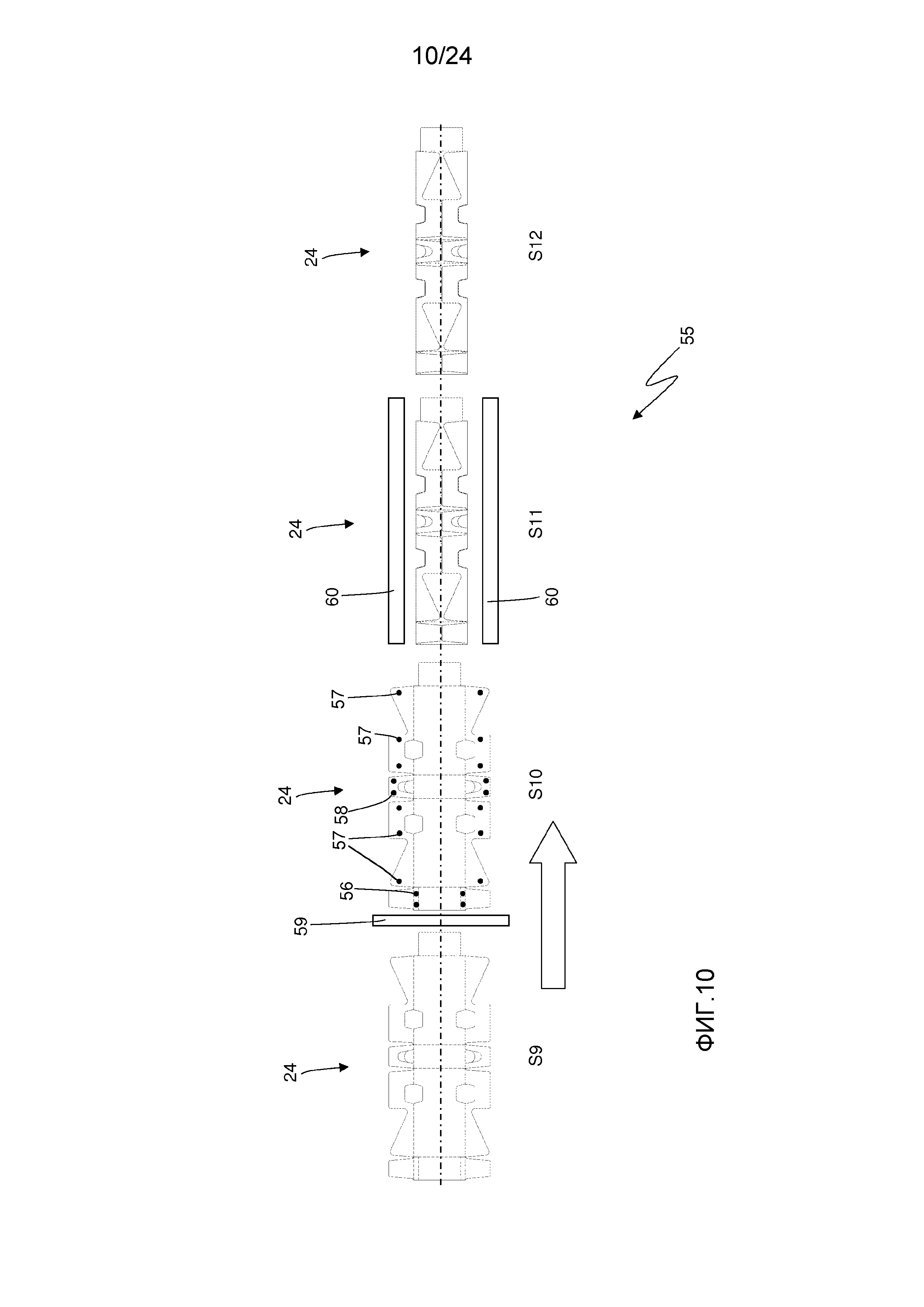
На фиг. 10 показан схематичный вид в плане подающего узла внешней заготовки упаковочной машины с фиг. 6.
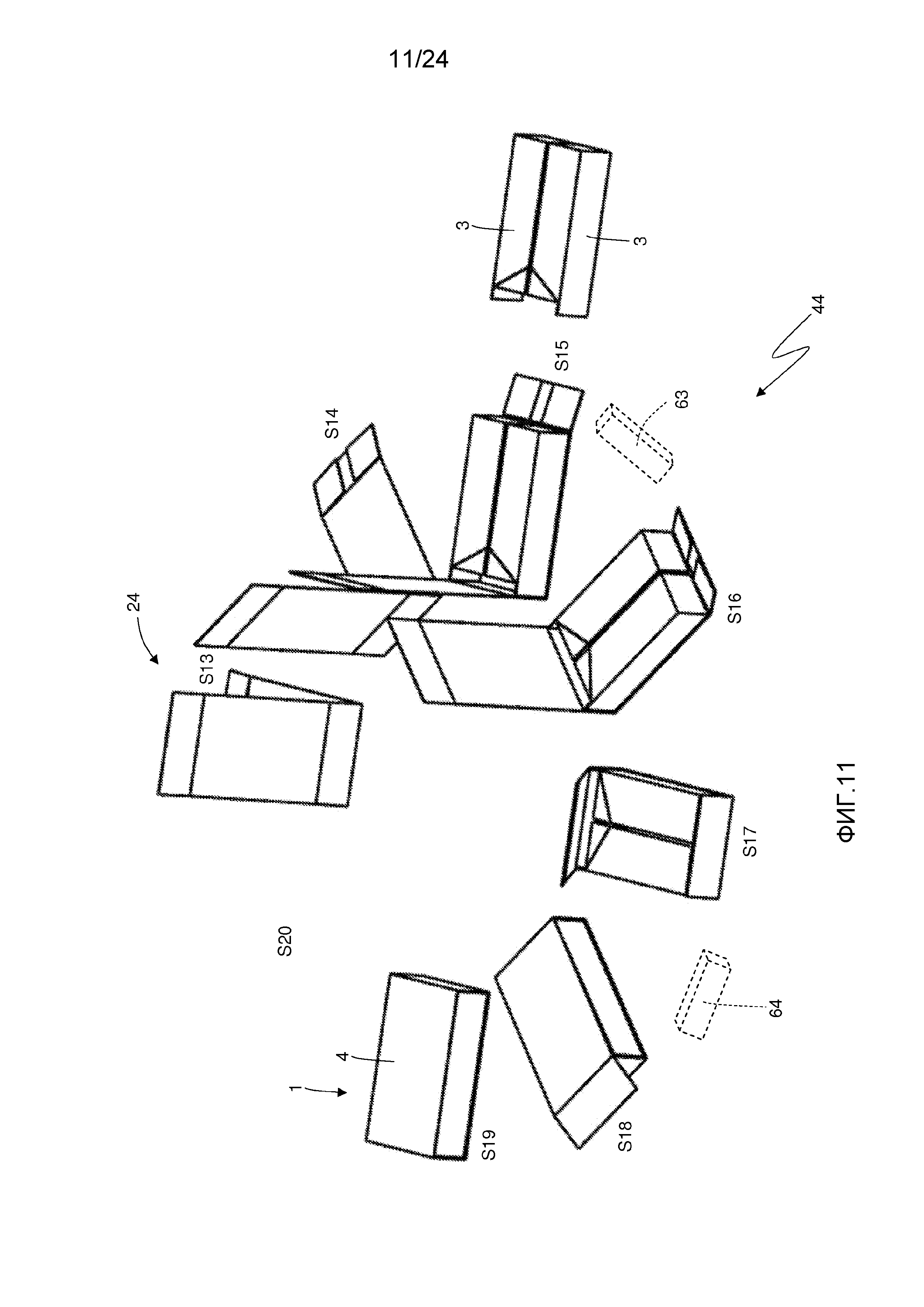
На фиг. 11 показан схематичный вид в перспективе последовательности сгибания внешней заготовки с фиг. 5 на упаковочном колесе упаковочной машины с фиг. 6.
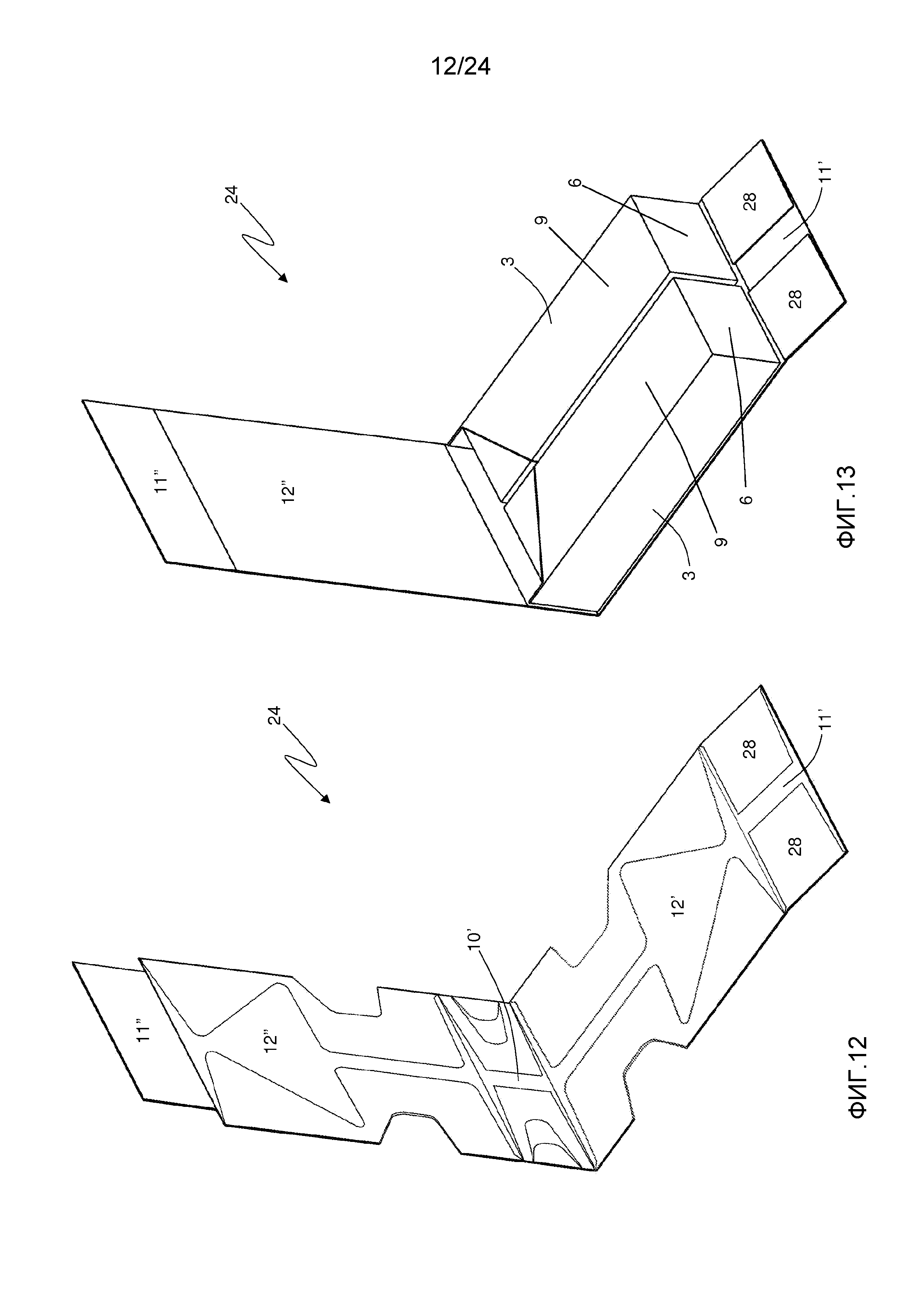
На фиг. 12 показан вид в перспективе внешней заготовки с фиг. 5 во время последовательности сгибания на упаковочном колесе с фиг. 11.
На фиг. 13 показан вид в перспективе внешней заготовки с фиг. 5, в которую загружены два внутренних контейнера, во время последовательности сгибания на упаковочном колесе с фиг. 11.
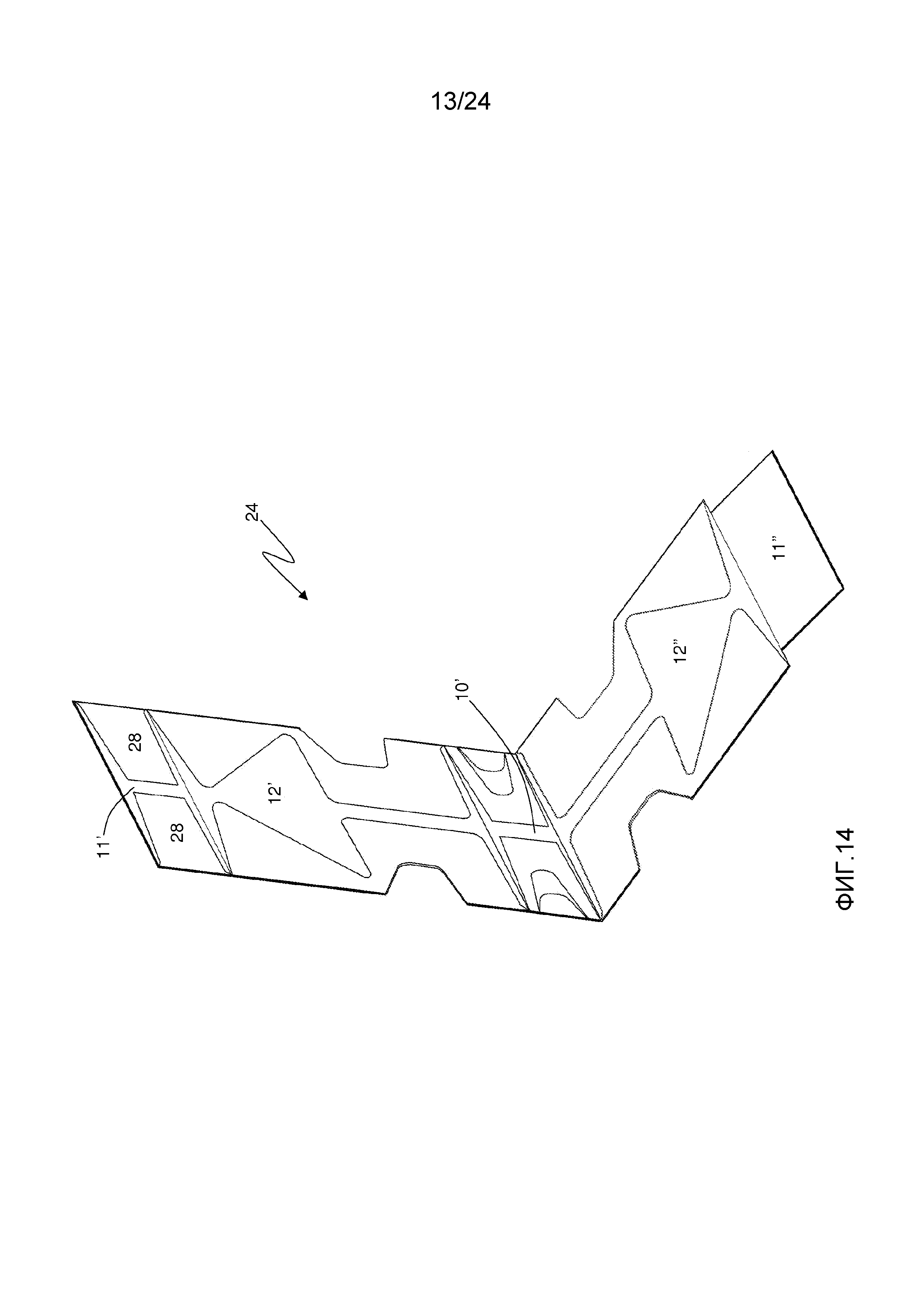
На фиг. 14 показан вид в перспективе внешней заготовки с фиг. 5 во время варианта последовательности сгибания на упаковочном колесе с фиг. 11.
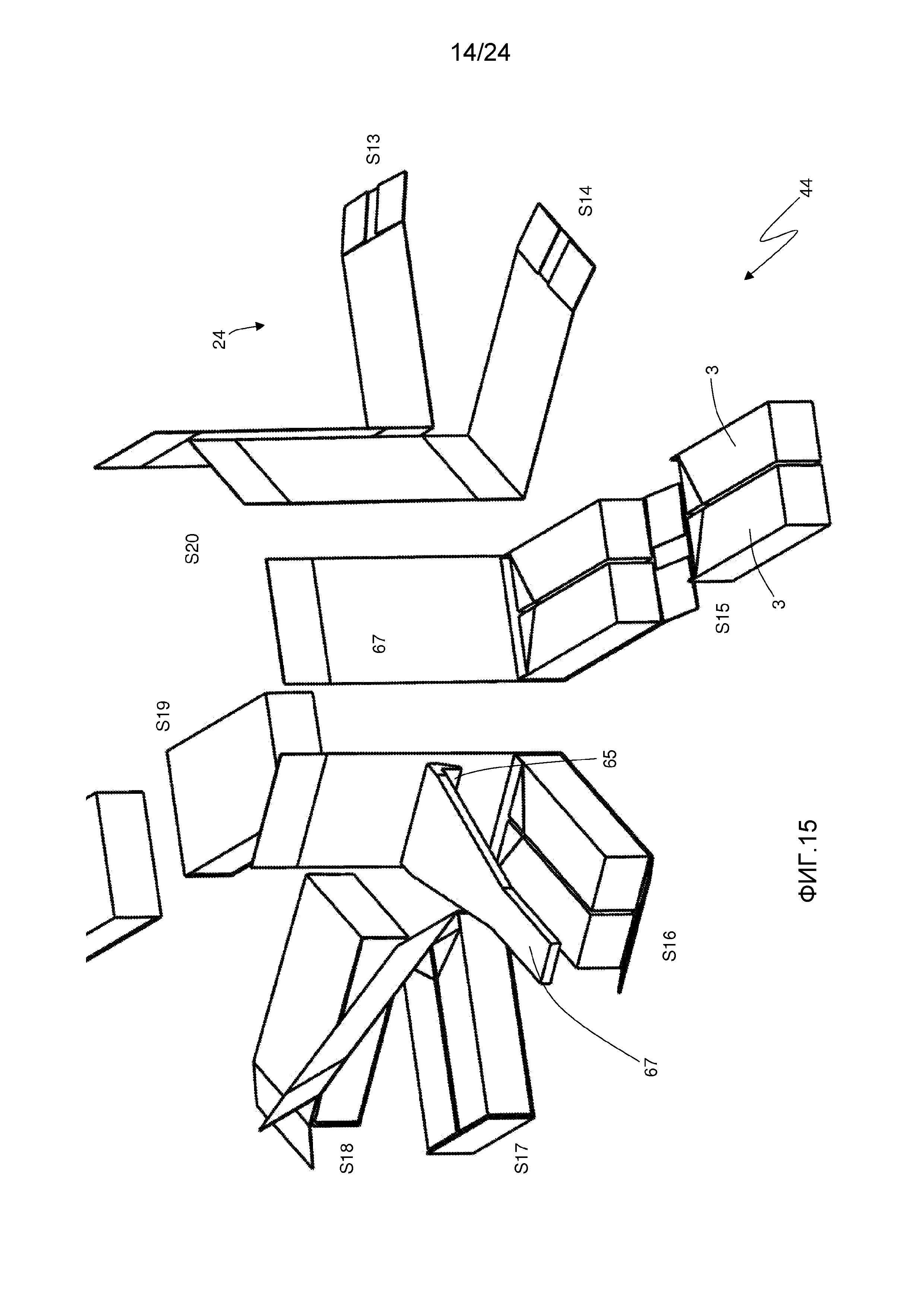
На фиг. 15 показан схематичный вид в перспективе последовательности сгибания внешней заготовки с фиг. 5 на упаковочном колесе с фиг. 11, вместе с удерживающим устройством и проставкой.
На фиг. 16 показан вид в перспективе внешней заготовки с фиг. 5, в которую загружены два внутренних контейнера, во время последовательности сгибания на упаковочном колесе с фиг. 15.
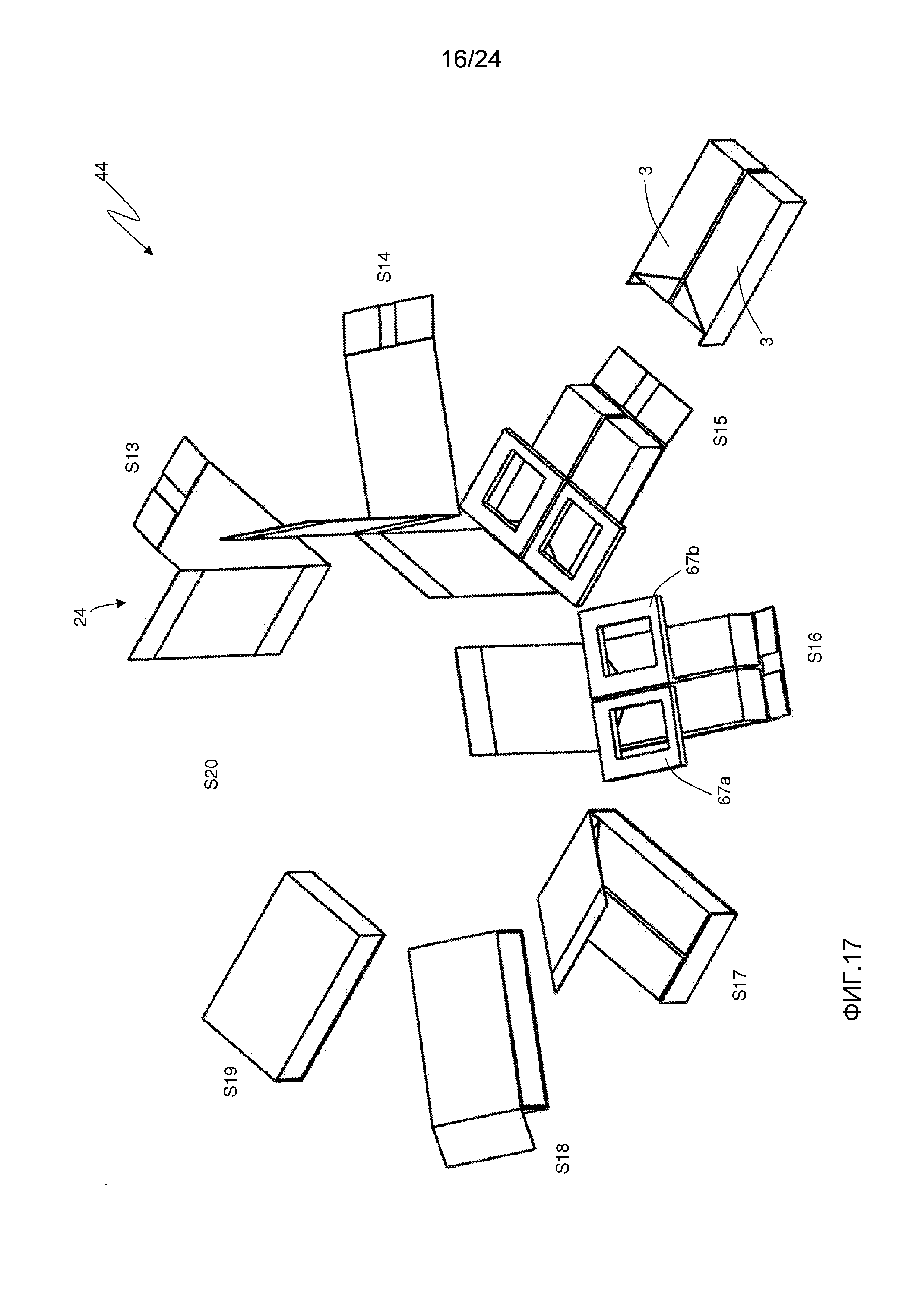
На фиг. 17 показан схематичный вид в перспективе последовательности сгибания внешней заготовки с фиг. 5 на упаковочном колесе с фиг. 11, вместе с альтернативными вариантами выполнения удерживающего устройства и проставки.
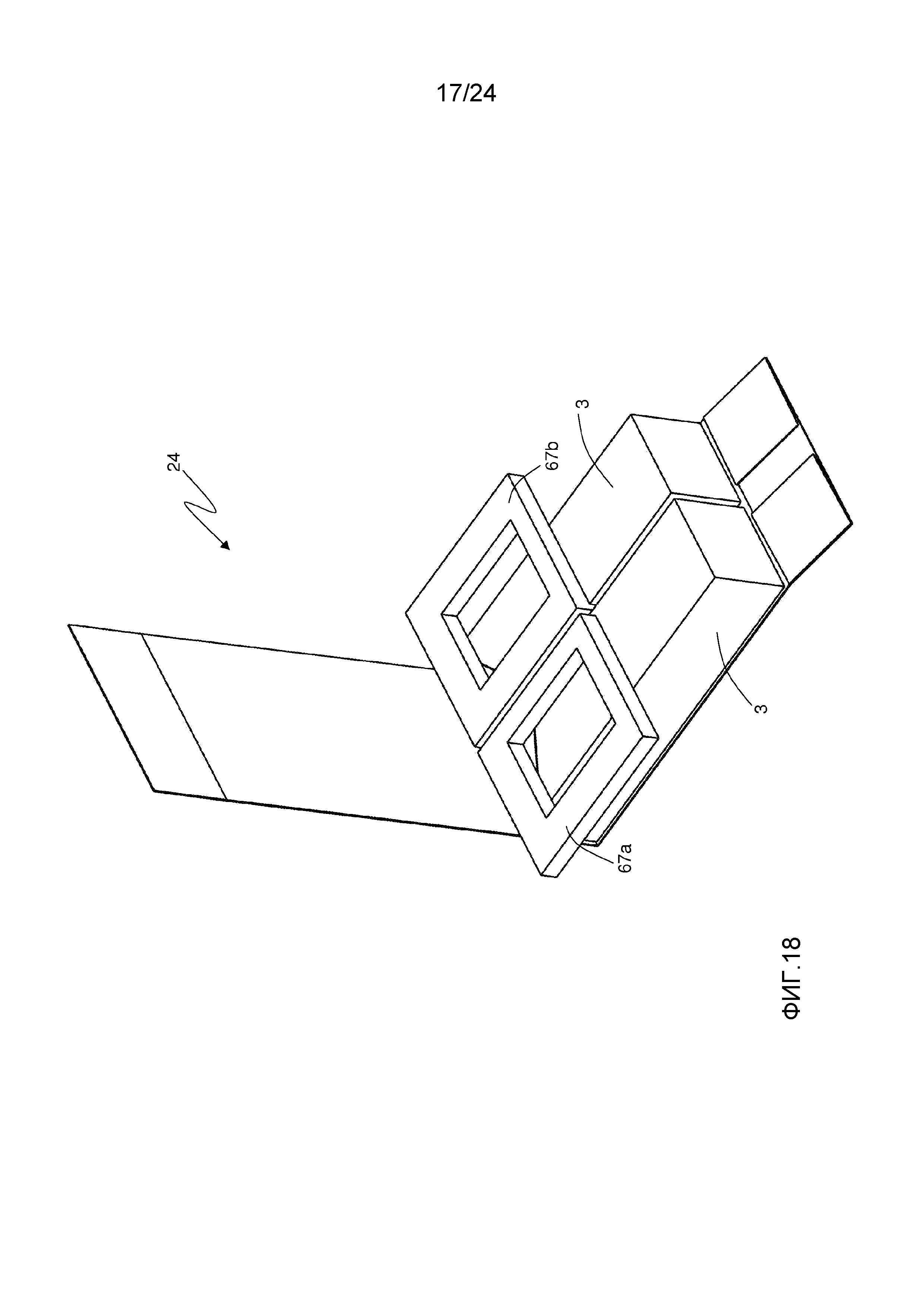
На фиг. 18 показан вид в перспективе внешней заготовки с фиг. 5, в которую загружены два внутренних контейнера, во время последовательности сгибания на упаковочном колесе с фиг. 17.
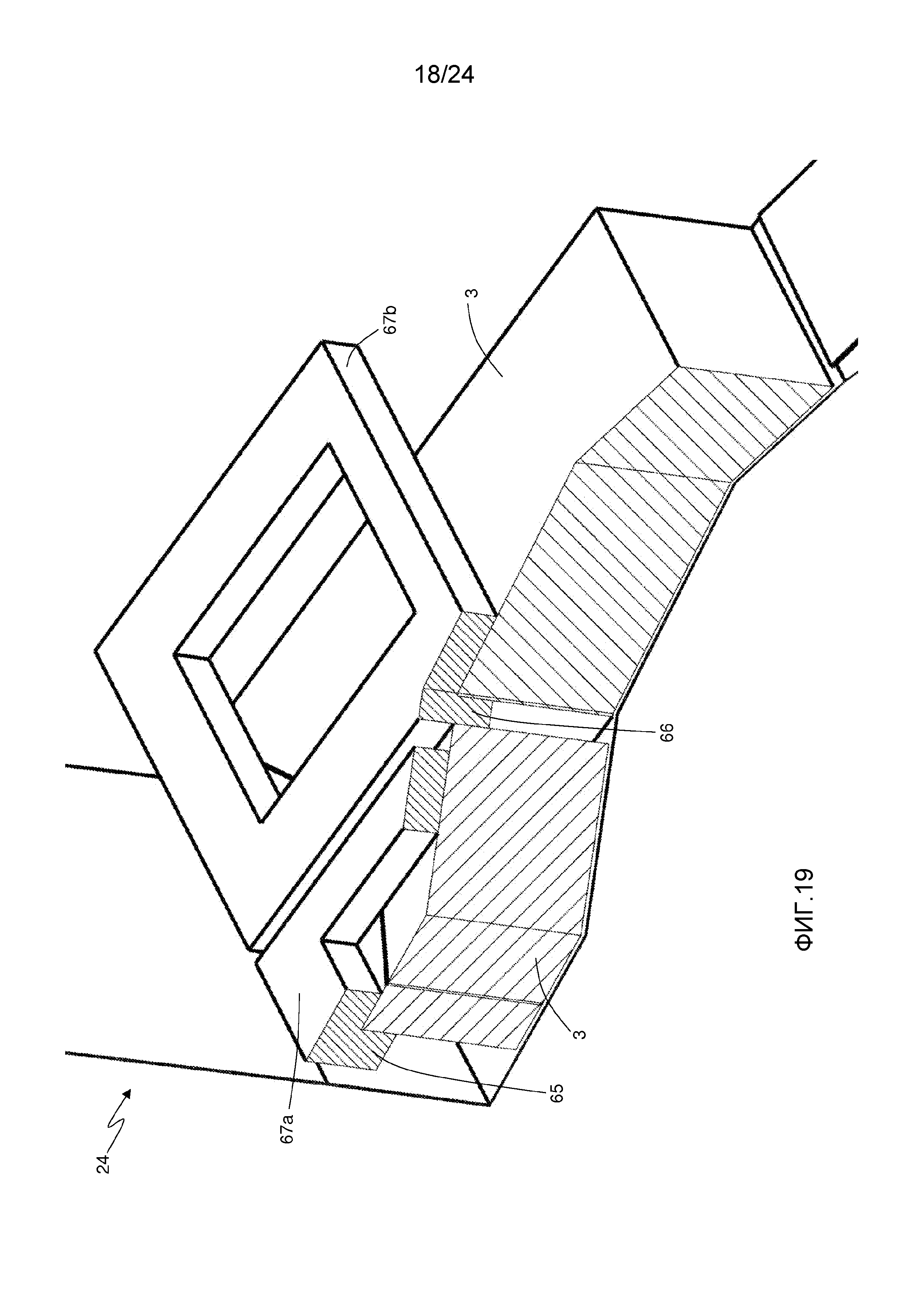
На фиг. 19 показан частичный вид, в увеличенном масштабе, в частичном разрезе, части с фиг. 18.
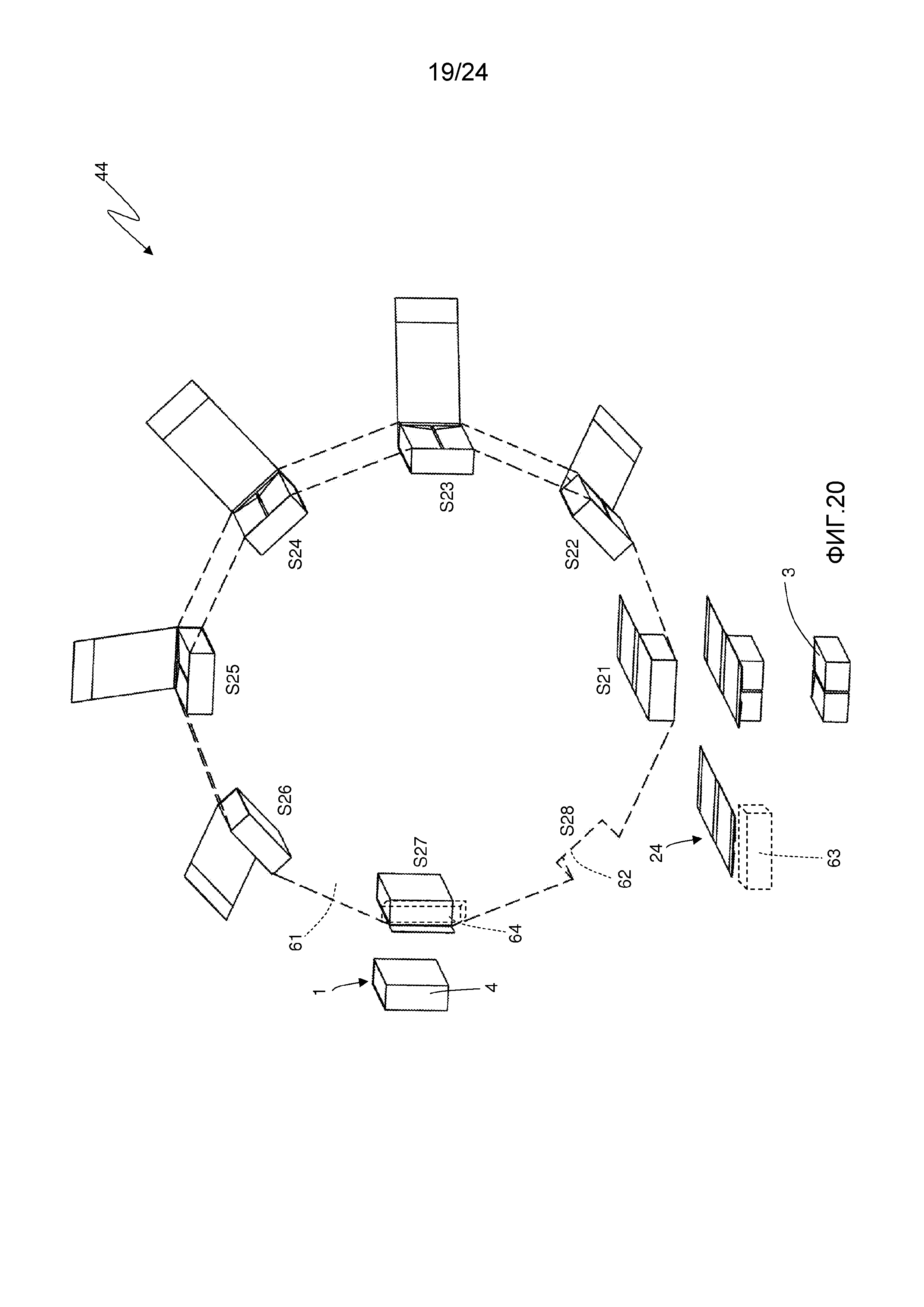
На фиг. 20 показан схематичный вид в перспективе альтернативного варианта выполнения упаковочного колеса с фиг. 20.
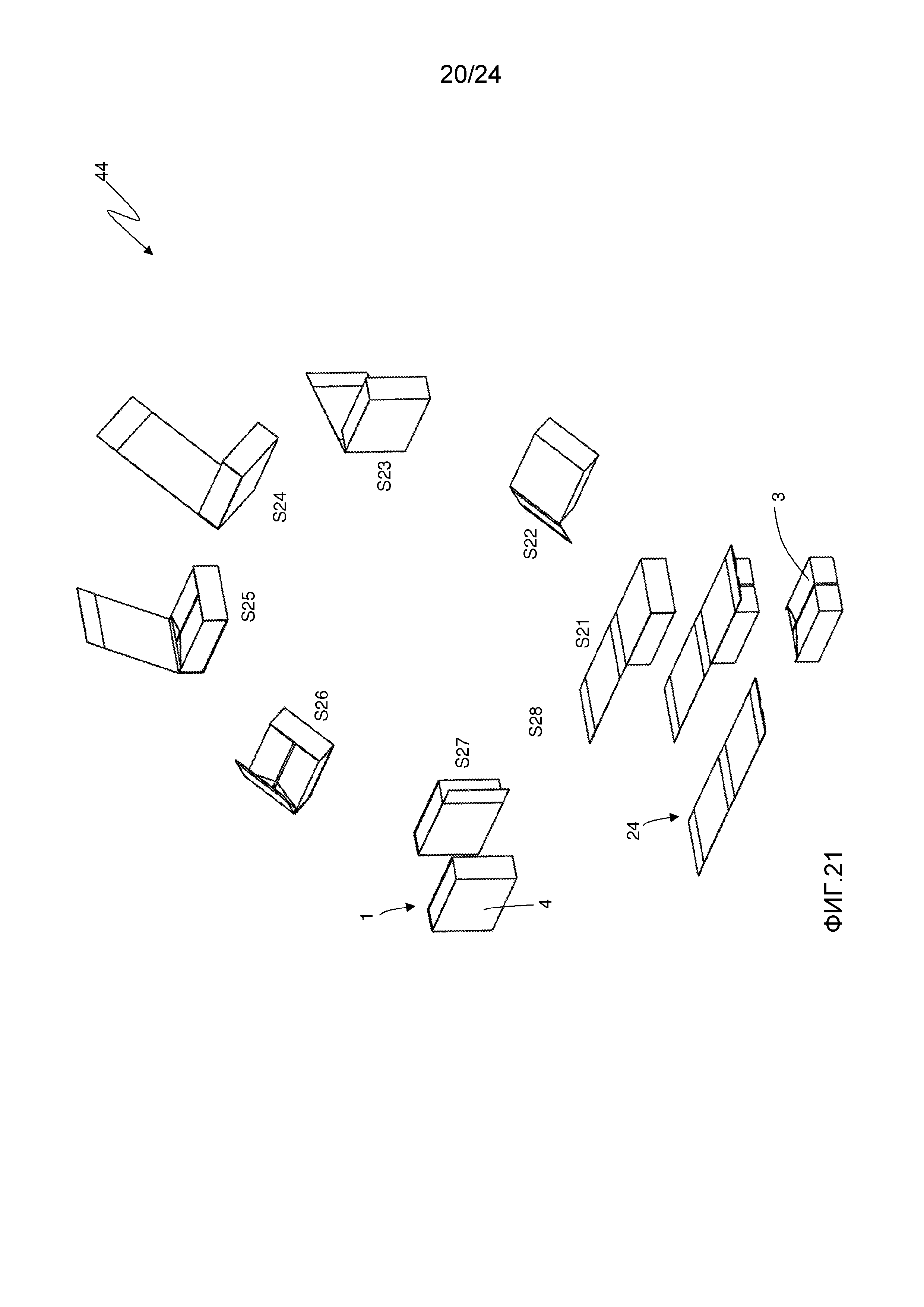
На фиг. 21 показан схематичный вид в перспективе последовательности сгибания внешней заготовки с фиг. 5 на упаковочном колесе с фиг. 20.
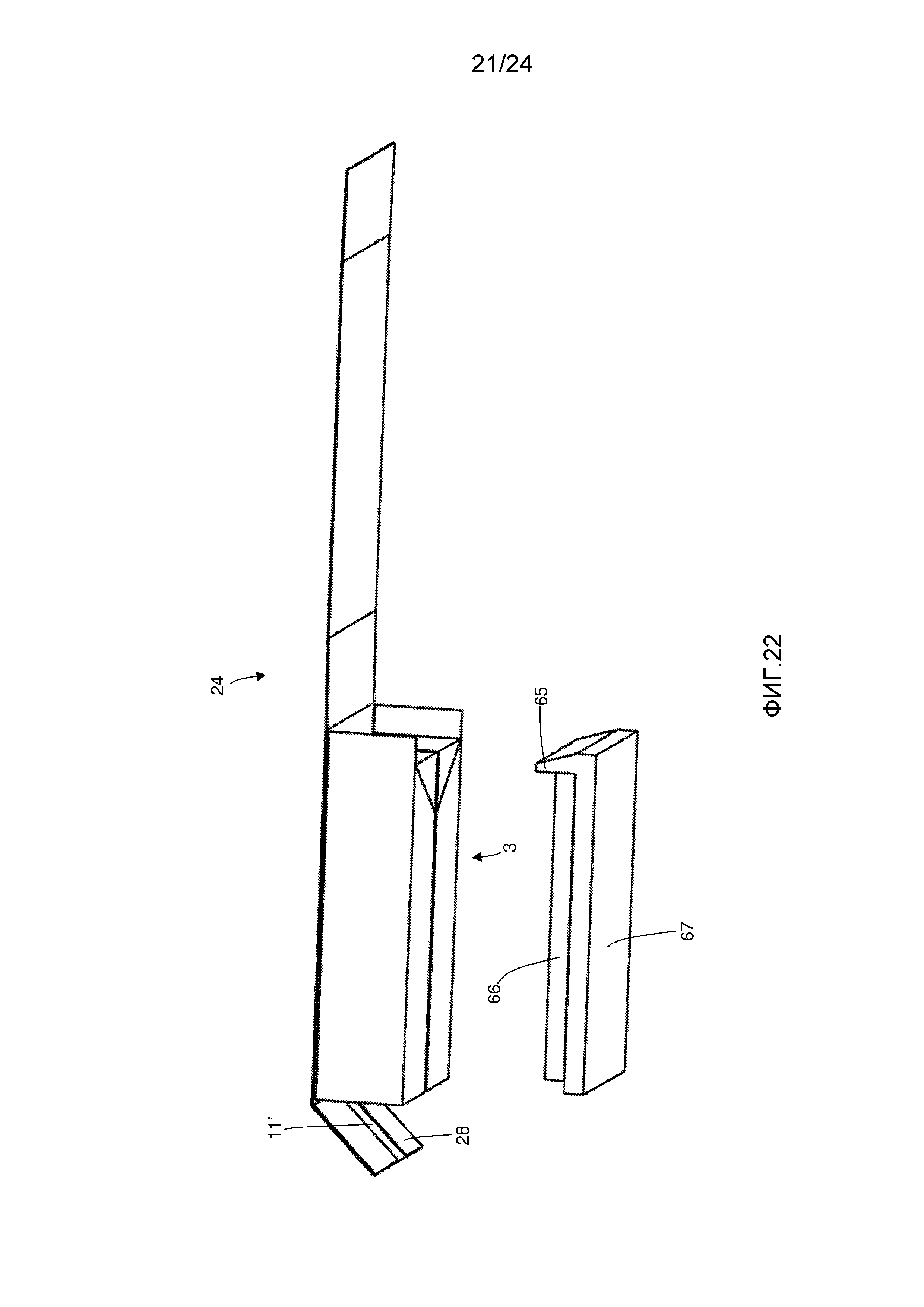
фиг. 22 и 23 показаны схематичные виды в перспективе внешней заготовки с фиг. 5, в которую загружены два внутренних контейнера, по мере того как она вставляется в упаковочное колесо с фиг. 20 и сгибается на нем.
На фиг. 24 и 25 показаны два подробных вида другого варианта выполнения упаковочного кармана на упаковочном колесе с фиг. 11.
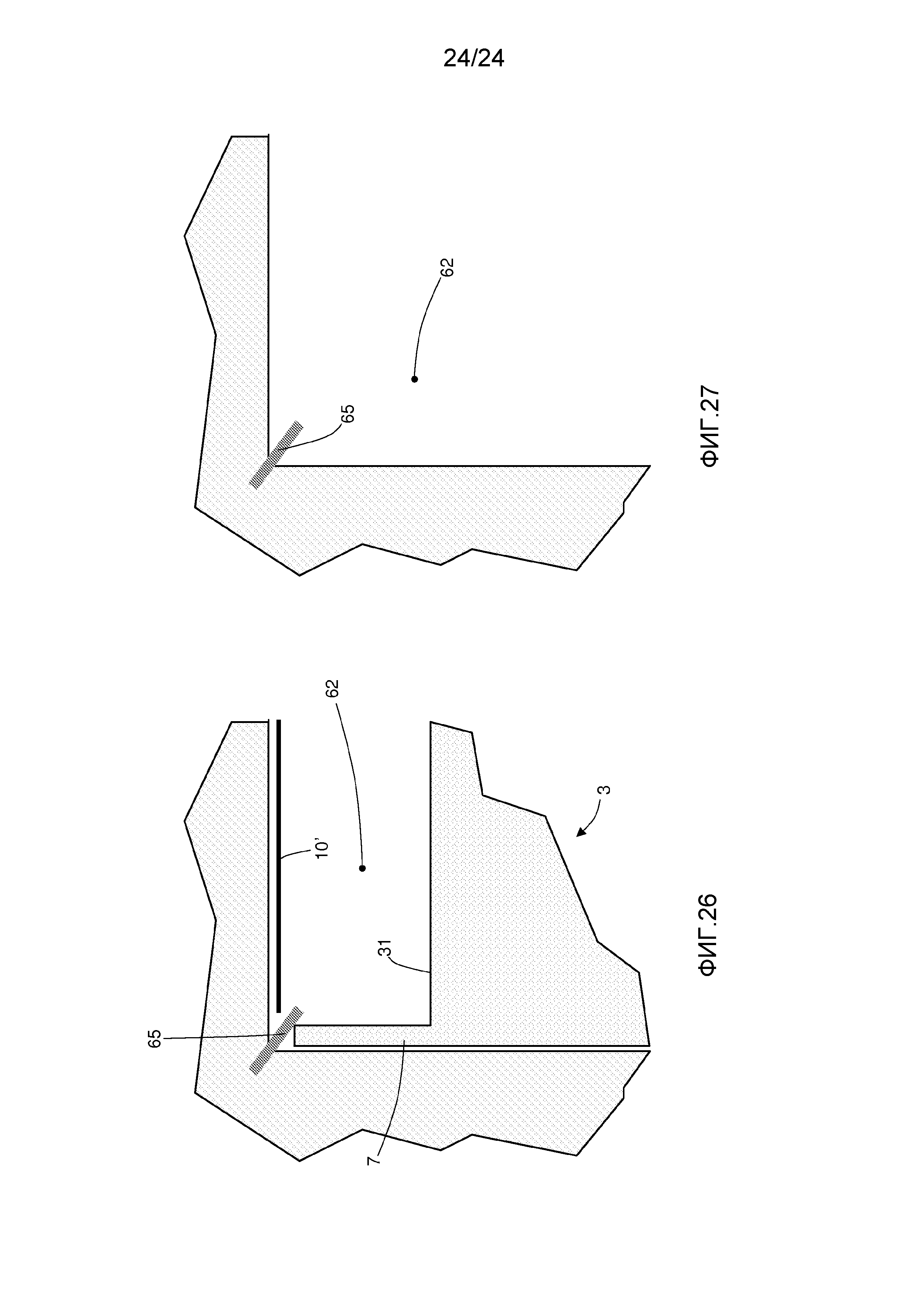
На фиг. 26 и 27 показаны два подробных вида еще одного варианта выполнения упаковочного кармана на упаковочном колесе с фиг. 11.
Предпочтительные варианты осуществления настоящего изобретения
Позицией 1 на фиг. 1-3 обозначена в целом жесткая сигаретная пачка с откидным открыванием.
Сигаретная пачка 1 на фиг. 1-3 содержит две внутренние упаковки 2 (фиг. 2); два жестких, выполненных в форме параллелепипеда внутренних контейнера 3, каждый из которых вмещает внутреннюю упаковку 2; и жесткий, выполненный в форме параллелепипеда внешний контейнер 4, вмещающий внутренние контейнеры 3. Каждый внутренний контейнер 3 шарнирно присоединен к внешнему контейнеру 4 с возможностью поворота, по отношению к внешнему контейнеру 4, между закрытым положением (фиг. 1), в котором он полностью вставлен внутрь внешнего контейнера 4, и открытым положением (фиг. 2), в котором он частично извлечен из внешнего контейнера 4 для доступа к внутренней упаковке 2. Каждая внутренняя упаковка 2 содержит группу сигарет (не показана), расположенных в несколько рядов; и лист оберточной фольги, обернутый вокруг группы сигарет и полностью охватывающий ее.
Как показано на фиг. 3, каждый внутренний контейнер 3 выполнен в форме ковшеобразного параллелепипеда и имеет открытый верхний конец 5 для доступа к внутренней упаковке 2; нижнюю стенку 6 напротив открытого верхнего конца 5; переднюю стенку 7; заднюю стенку 8 напротив передней стенки 7 и параллельную ей и две противоположные параллельные боковые стенки 9.
Внешний контейнер 4 также выполнен в форме параллелепипеда, и содержит верхнюю стенку 10; нижнюю стенку 11, противоположную и параллельную верхней стенке 10; две противоположные параллельные боковые стенки 12 и два противоположных открытых боковых конца 13, через которые соответствующие внутренние контейнеры 3 извлекаются/вставляются из внешнего контейнера 4/во внешний контейнер 4 в открытое/закрытое положение.
Каждый внутренний контейнер 3 шарнирно присоединен к внешнему контейнеру 4 посредством шарнира 14 между краем нижней стенки 6 внутреннего контейнера 3 и краем нижней стенки 11 внешнего контейнера 4, у открытого бокового конца 13 внешнего контейнера 4.
В предпочтительном варианте осуществления задняя стенка 8 каждого внутреннего контейнера 3 находится ниже, чем передняя стенка 7, так что, в закрытом положении, передняя стенка 7 полностью закрывает соответствующий открытый боковой конец 13 внешнего контейнера 4, и задняя стенка 8 не препятствует повороту вокруг шарнира 14 внутреннего контейнера 3 по отношению к внешнему контейнеру 4 посредством столкновения с верхней стенкой 10 внешнего контейнера 4. Также верхняя часть каждой боковой стенки 9 каждого внутреннего контейнера 3 имеет такую форму, чтобы плавно соединять переднюю стенку 7 с задней стенкой 8 и компенсировать разность в высоте.
Сигаретная пачка 1 имеет упоры, которые предназначены для ограничения извлечения и предотвращения отсоединения каждого внутреннего контейнера 3 от внешнего контейнера 4 и которые, для каждого внутреннего контейнера 3, содержат две удерживающие лапки 15, выступающие наружу внутреннего контейнера 3 из боковых стенок 9 и расположенные вблизи от задней стенки 8 внутреннего контейнера 3; и две удерживающие лапки 16, выступающие внутрь внешнего контейнера 4 из боковых стенок 12 и расположенные вблизи от открытого бокового конца 13 внешнего контейнера 4. При действительном использовании, когда внутренний контейнер 3 поворачивается по отношению к внешнему контейнеру 4 вокруг шарнира 14 в открытое положение, каждая удерживающая лапка 15 скользит внутрь соответствующей удерживающей лапки 16 для остановки извлечения внутреннего контейнера 3.
Для того чтобы извлечь внутренний контейнер 3, пользователь сигаретной пачки 1 должен вытягивать внутренний контейнер 3 по отношению к внешнему контейнеру 4 посредством захватывания внешнего контейнера 4 одной рукой и внутреннего контейнера 3 другой рукой. Как показано на фиг. 1 и 2, для того чтобы легко захватывать внутренние контейнеры 3, каждая боковая стенка 12 внешнего контейнера 4 имеет выемку вблизи от каждого открытого бокового конца 13 для того, чтобы позволять пользователю захватывать и вытягивать боковые стенки 9 каждого внутреннего контейнера 3.
В варианте осуществления согласно фиг. 1-3 сигаретная пачка 1 содержит два внутренних контейнера 3, каждый из которых вмещен внутрь внешнего контейнера 4 и шарнирно присоединен к нему посредством шарнира 14 с возможностью поворота между открытым и закрытым положениями. В другом варианте осуществления, который не показан, сигаретная пачка 1 содержит один внутренний контейнер 3, вмещенный во внешний контейнер 4 и шарнирно присоединенный к нему посредством шарнира 14 с возможностью поворота между открытым и закрытым положениями. В этом случае размер внешнего контейнера 4 составляет половину размера внешнего контейнера 4 варианта осуществления согласно фиг. 1-3, и один из двух открытых боковых концов 13 внешнего контейнера 4 с фиг. 1-3 закрыт дополнительной боковой стенкой.
Как показано на фиг. 3, каждый внутренний контейнер 3 содержит крышку 29, шарнирно присоединенную к внутреннему контейнеру 3 посредством шарнира 30 с возможностью поворота по отношению к внутреннему контейнеру 3 между открытым положением, в котором открытый верхний конец 5 открыт, и закрытым положением, в котором открытый верхний конец 5 закрыт.
Каждая крышка 29 имеет прямоугольную верхнюю стенку 31, которая расположена напротив и параллельно нижней стенке 6 внутреннего контейнере 3, когда крышка 29 закрыта; прямоугольную заднюю стенку 32, которая образует продолжение задней стенки 8 внутреннего контейнера 3, когда крышка 29 закрыта; и две треугольные боковые стенки 33, которые образуют продолжения боковых стенок 9 внутреннего контейнера 3, когда крышка 29 закрыта. Шарнир 30 каждой крышки 29 соединяет верхний край задней стенки 8 внутреннего контейнера 3 с нижним краем задней стенки 32 крышки 29.
В предпочтительном варианте осуществления, показанном на фиг. 3, каждая крышка 29 имеет систему 34 управления, соединяющую ее с внешним контейнером 4 так, что, когда внутренний контейнер 3 извлекается из внешнего контейнера 4/вставляется во внешний контейнер 4, крышка 29 присоединена к внешнему контейнеру 4 для открывания/закрывания крышки 29. Иначе говоря, с помощью соответствующей системы 34 управления каждая крышка 29 открывается/закрывается «автоматически», когда внутренний контейнер 3 извлекается/вставляется, без помощи пользователя. Как показано на фиг. 3, каждая система 34 управления содержит управляющую лапку 35, проходящую внутрь внешнего контейнера 4 от края верхней стенки 10 внешнего контейнера 4; и щель 36, которая образована сквозь верхнюю стенку 31 крышки 29 и с которой зацепляется управляющая лапка 35.
Как показано на фиг. 4, каждый внутренний контейнер 3 образован посредством сгибания плоской, по существу вытянутой прямоугольной внутренней заготовки 17, части которой обозначены, где это возможно, такими же ссылочными позициями, как и соответствующие части внутреннего контейнера 3, но с добавлением надстрочных индексов.
Внутренняя заготовка 17 имеет две продольные линии 18 сгиба и несколько поперечных линий 19 сгиба, которые образуют, между продольными линиями 18 сгиба, панель 8′, образующую заднюю стенку 8; панель 6′, образующую нижнюю стенку 6; и панель 1′, образующую переднюю стенку 7.
Панель T имеет усилительный клапан 20, который присоединен к панели T вдоль поперечной линии 19 сгиба и который согнут на 180° на панель 7′ для усиления верхней части передней стенки 7.
Панель 8′ имеет два боковых крыла 9′, которые образуют соответствующие внутренние части боковых стенок 9, расположены на противоположных сторонах панели 8′ и отделены от панели 8′ продольными линиями 18 сгиба. Панель 7′ имеет два боковых крыла 9′′, которые образуют соответствующие внешние части боковых стенок 9, расположены на противоположных сторонах панели 1′ и отделены от панели 7′ продольными линиями 18 сгиба. Каждое боковое крыло 9′ панели 8′ имеет лапку 21, которая отделена от бокового крыла 9′ поперечной линией 19 сгиба и которая согнута на 90° по отношению к боковому крылу 9′ и прикреплена к внутренней поверхности панели 6′. Окно 22, содержащее соответствующую удерживающую лапку 15, образовано в каждом боковом крыле 9′; и каждое боковое крыло 9′′ имеет выемку 23, выполненную с возможностью перекрывания соответствующей удерживающей лапки 15.
Внутренняя заготовка 17 также содержит панель 32′, которая образует заднюю стенку 32 крышки 29 и присоединена к панели 8′ вдоль шарнира 30; панель 31′, которая образует верхнюю стенку 31 крышки 29; и два боковых крыла 33′, которые образуют боковые стенки 33 крышки 29, и каждое из которых имеет лапку 37, которая согнута на 90° по отношению к боковому крылу 33′, прикреплена к внутренней поверхности панели 31′ и закрывает щель 36 изнутри. Более конкретно каждая лапка 37 имеет треугольную выемку, чтобы полностью не закрывать щель 36; и лапки 37 служат для удерживания управляющей лапки 35 внутри щели 36 после ее вставления. Важно заметить, что для вставления управляющей лапки 35 внутрь щели 36 лапки 37 должны упруго деформироваться и, таким образом, действовать как пружины, которые оказывают давление на управляющую лапку 35 для прижимания ее к верхней стенке 31 крышки 29.
Для образования внутреннего контейнера 3, панели 7′ и 8′ сгибаются на 90° по отношению к панели 6′, боковые крылья 9′ сгибаются на 90° по отношению к панели 8′, и боковые крылья 9′′ сгибаются на 90° по отношению к панели 7′ на сложенные боковые крылья 9′.
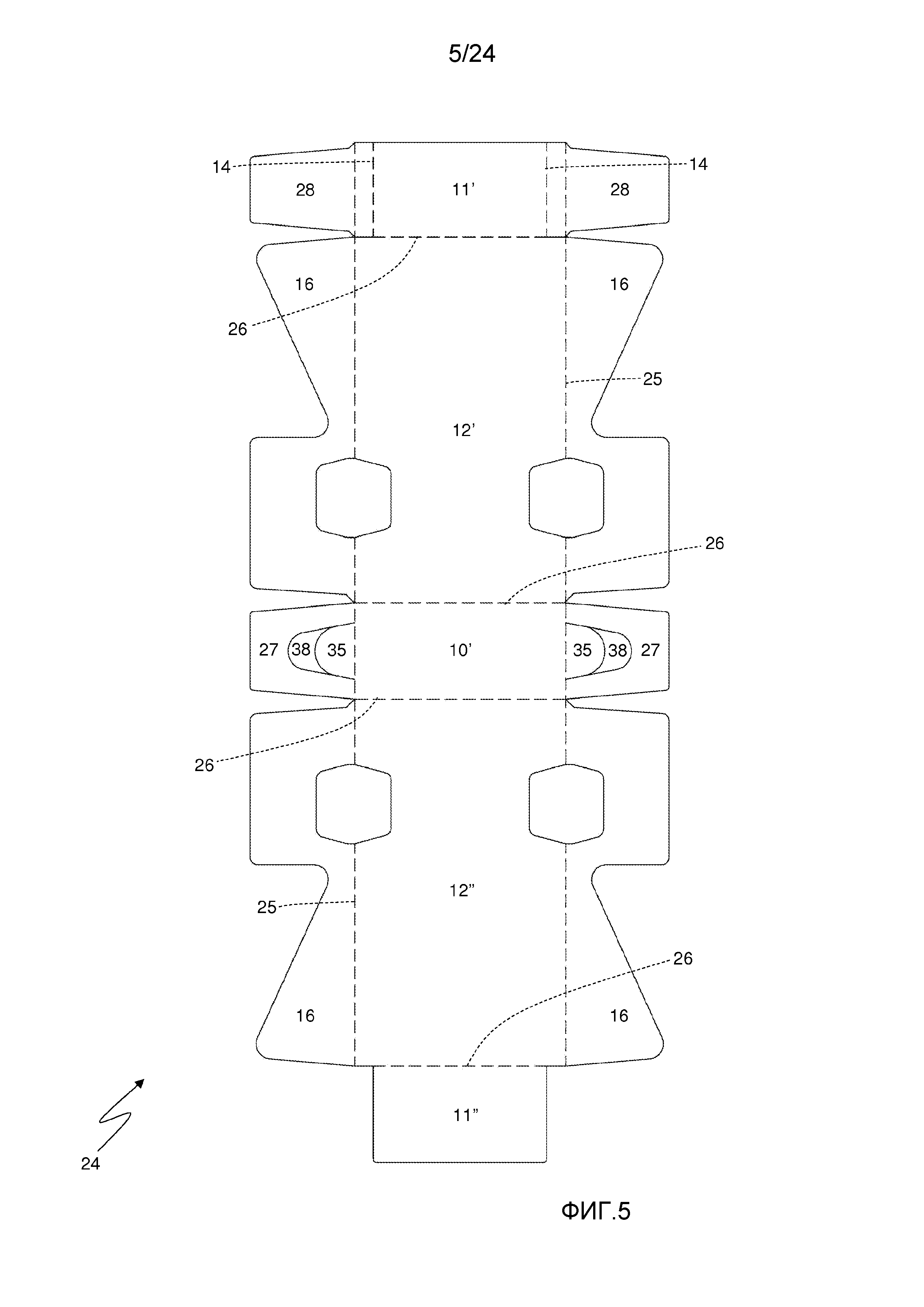
Как показано на фиг. 5, внешний контейнер 4 образован посредством сгибания плоской, по существу продолговатой прямоугольной внешней заготовки 24, части которой обозначены, где это возможно, такими же ссылочными позициями, как и соответствующие части внешнего контейнера 4, но с добавлением надстрочных индексов.
Внешняя заготовка 24 имеет две продольные линии 25 сгиба, и несколько поперечных линий 26 сгиба, которые образуют, между продольными линиями 25 сгиба, панель 11′, образующую внутреннюю часть нижней стенки 11; панель 12′, образующую одну боковую стенку 12; панель 10′, образующую верхнюю стенку 10; панель 12′′, образующую другую боковую стенку 12; и панель 11′′, образующую внешнюю часть нижней стенки 11.
Панель 10′ имеет два внутренних клапана 27, которые расположены на противоположных сторонах панели 10′, отделены от панели 10′ продольными линиями 25 сгиба и согнуты на 180° на панель 10′ для усиления верхней стенки 10. В каждом внутреннем клапане 27 образовано окно 38, содержащее соответствующую управляющую лапку 35.
Каждая из панелей 12′ и 12′′ имеет две удерживающие лапки 16, которые расположены на противоположных сторонах панели 12′, 12′′, отделены от панели 12′, 12′′ продольными линиями 25 сгиба и согнуты на 180° на панель 12′, 12′′.
Панель 11′ имеет две соединительные лапки 28, которые расположены на противоположных сторонах панели 11′, отделены от панели 11′ продольными линиями 25 сгиба и согнуты на 180° на панель 11′. В варианте осуществления согласно фиг. 5 шарниры 14 отделены от продольных линий 25 сгиба, следовательно, чтобы поворачивать внутренний контейнер 3 по отношению к внешнему контейнеру 4 вокруг шарнира 14, образованного линией сгиба, параллельной продольным линиям 25 сгиба, часть между шарниром 14 и смежной продольной линией 25 сгиба, поперечной линии 26 сгиба, разделяющей панели 11′ и 12′, должна быть образована посредством разреза.
В альтернативном варианте осуществления, который не показан, шарниры 14 совпадают с продольными линиями 25 сгиба: каждая соединительная лапка 28 приклеена к нижней стенке 6 соответствующего внутреннего контейнера 3 для шарнирного соединения внутреннего контейнера 3 с внешним контейнером 4, так что часть продольной линии 25 сгиба, отделяющая каждую соединительную лапку 28 от панели 11′, образует шарнир 14 соответствующего внутреннего контейнера 3.
Для того чтобы образовать внешний контейнер 4, удерживающие лапки 16 сгибаются на 180° на панели 12′ и 12′′; внутренние клапаны 27 сгибаются на 180° на панель 10′; соединительные лапки 28 сгибаются на 180° на панель 11′; панели 12′ и 12′′ сгибаются на 90° по отношению к панели 10′; панель 11′ сгибается на 90° по отношению к панели 12′; и панель 11′′ сгибается на 90° по отношению к панели 12′′ на согнутую панель 11′.
На фиг. 6 показана машина 39 для упаковывания сигарет для изготовления сигаретных пачек 1, описанных выше и показанных на фиг. 1-3.
Упаковочная машина 39 содержит упаковочный узел 40 (более подробно показанный на фиг. 7) для изготовления внутренних упаковок 2 посредством сгибания листов 41 оберточной фольги вокруг соответствующих групп 42 сигарет; упаковочный узел 43 для изготовления внутренних контейнеров 3 посредством сгибания внутренних заготовок 17 вокруг соответствующих внутренних упаковок 2; упаковочный узел 44 для изготовления внешних контейнеров 4 посредством сгибания внешних заготовок 24 вокруг соответствующих пар внутренних контейнеров 3; и передающий узел 45, который принимает пары внутренних контейнеров 3 из выходной станции 46 упаковочного узла 41 и подает пары внутренних контейнеров 3 к входной станции 47 упаковочного узла 44, в это же время ориентируя и группируя вместе внутренние контейнеры 3 в каждой паре.
Как показано на фиг. 7, упаковочный узел 40 содержит группирующее колесо для образования групп сигарет, имеющее несколько карманов, для принятия в каждый из них группы 42 сигарет из выхода бункера; и упаковочный конвейер, имеющий две прямые, параллельные, расположенные бок о бок упаковочные линии, на которых листы 41 оберточной фольги, отрезанные из непрерывной полосы, сгибаются вокруг групп 42 сигарет для образования внутренних упаковок 2, которые затем подаются к упаковочному узлу 43.
Как показано на фиг. 6, упаковочный узел 43 содержит горизонтальное упаковочное колесо 48, которое совершает шаговое вращение вокруг вертикальной оси вращения и имеет восемь пар упаковочных карманов 49, причем это упаковочное колесо 48 поворачивается подобно цилиндру через восемь станций S1-S8.
Как показано на фиг. 8, на станции S1 каждая пара упаковочных карманов 49 принимает две внутренние заготовки 17, каждая из которых подается вниз из подающего узла 50 (фиг. 6) в соответствующий упаковочный карман 49, так что панель 8′ опирается на нижнюю стенку упаковочного кармана 49, и панель 6′ и два боковых крыла 9′ сгибаются на 90° по отношению к панели 8′. Перед подачей каждой внутренней заготовки 17 вниз в соответствующий упаковочный карман 49, подающий узел 50 осуществляет несколько операций предварительного сгибания: усилительный клапан 20 сгибается на 180° и приклеивается к панели 7′; и лапки 21 сгибаются на 90° по отношению к крыльям 9′ и принимают пятна клея (обычно горячего, быстросохнущего, быстродействующего клея) на свои внешние стороны (чтобы в итоге приклеиваться к панели 6′).
На станции S2 (непосредственно ниже по потоку от станции 51) не выполняется никакая операция.
На станции S3 (непосредственно ниже по потоку от станции 52) две внутренние упаковки 2 из упаковочного узла 40 вставляются продольно в две внутренние заготовки 17 в соответствующей паре упаковочных карманов 49.
На станции S4 (непосредственно ниже по потоку от станции 53) лапки 37 каждой внутренней заготовки 17 сгибаются на 90° по отношению к крыльям 33′ на верхнюю стенку внутренней упаковки 2.
На станции S5 (непосредственно ниже по потоку от станции 54) устройство 51 для нанесения клея разбрызгивает клей (обычно горячий, быстросохнущий, быстродействующий клей) на внешние стороны лапок 37 каждой внутренней заготовки 17 (чтобы в итоге приклеивать лапки 37 к панели 31′); и панель 7′ каждой внутренней заготовки 17 начинает сгибаться на 90° по отношению к панели 6′.
На станции S6 (непосредственно ниже по потоку от станции 55) панель 31′ каждой внутренней заготовки 17 сгибается на 90° по отношению к панели 32′ на согнутые лапки 37, к которым она приклеивается; и панель 7′ каждой внутренней заготовки 17 заканчивает сгибание на 90° по отношению к панели 6′.
На станции S7 (непосредственно ниже по потоку от станции S6) две внутренние заготовки 17, вместе с соответствующими внутренними упаковками 2, удаляются из соответствующих упаковочных карманов 49 и подаются к выходной станции 46, где устройство 52 для нанесения клея разбрызгивает клей (обычно горячий, быстросохнущий, быстродействующий клей) на крылья 9′′ (или крылья 9′) каждой внутренней заготовки 17, которые затем сгибаются на 90° по отношению к панели 1′ для завершения сгибания внутренней заготовки 17 и, таким образом, завершения внутреннего контейнера 3.
На станции S8 (непосредственно ниже по потоку от станции S7) не выполняется никакая операция.
В предпочтительном варианте осуществления две внутренние заготовки 17 для образования каждой пары внутренних контейнеров 3 отличаются типом и/или расположением графики (изображений или надписей), напечатанной на внешней поверхности внутренних заготовок 17. Поскольку два внутренних контейнера 3 по-разному расположены внутри сигаретной пачки 1 (один «справа» и другой «слева» на пачке 1), графика, напечатанная на внешней поверхности каждой внутренней заготовки 17, должна соответствовать действительному расположению соответствующего внутреннего контейнера 3 внутри сигаретной пачки 1. Контейнеры 3 в каждой паре не являются взаимозаменяемыми. Для того чтобы получить два «разных» внутренних контейнера 3 (имеющие идентичную конструкцию, но отличающиеся графикой, напечатанной на внешней поверхности внутренних заготовок 17), подающий узел 50 должен подавать две разные внутренние заготовки 17 в соответствующие упаковочные карманы 49 на станции S1, и, таким образом, должен иметь два разных пути подачи с двумя разными бункерами, в которые подаются разные внутренние заготовки 17.
Пачки внутренних заготовок 17 могут подаваться в два бункера подающего узла 50 либо посредством двух отдельных паллетов (то есть, каждый из которых содержит один тип внутренней заготовки 17), либо посредством единственного паллета (на котором пачки двух типов внутренних заготовок 17 расположены чередующимися рядами). Преимуществом использования одного паллета для обоих типов внутренних заготовок 17 является необходимость наличия только одного устройства разгрузки паллета в отличие от двух при использовании двух отдельных паллетов.
Как показано на фиг. 6, одновременно два внутренних контейнера 3 подаются от выходной станции 46 упаковочного узла 43 к передающему узлу 45, посредством которого внутренние контейнеры 3 ориентируются, группируются вместе и передаются к входной станции 47 упаковочного узла 44. Более конкретно передающий узел 45 содержит манипулятор 53, который поворачивает каждый внутренний контейнер 3 на 90° вокруг его продольной оси. Важно заметить, что манипулятор 53 поворачивает два внутренних контейнера 3 на 90° в противоположных направлениях (то есть поворачивает один внутренний контейнер 3 на 90° по часовой стрелке, а другой внутренний контейнер 3 на 90° против часовой стрелки). После поворачивания два внутренних контейнера 3 группируются вместе, то есть толкаются в поперечном направлении для приведения задних стенок 8 в соприкосновение друг с другом; и ниже по потоку от манипулятора 53 два внутренних контейнера 3, расположенные в группе, подаются к входной станции 47 упаковочного узла 44.
В предпочтительном варианте осуществления, показанном на фиг. 6, передающий узел 45 содержит два заполняющих устройства 54, которые расположены выше по потоку от манипулятора 53 и каждое из которых хранит несколько соответствующих внутренних контейнеров 3, и подает в передающий узел 45 соответствующий внутренний контейнер 3, если обнаруживается, что он отсутствует. При образовании внутренних упаковок 2, то есть сгибании внутренних заготовок 17, отсутствие подачи какого-либо из материалов (то есть группы 42 сигарет, листа 41 оберточной фольги или внутренней заготовки 17) или отбраковывание контролем качества приводит к возникновению «пропуска на линии» (то есть пустого гнезда, в котором нет внутреннего контейнера 3), который, в случае подачи к упаковочному узлу 44, может привести к получению незавершенной сигаретной пачки 1 (то есть содержащей только один внутренний контейнер 3), которую придется отбраковать. Когда на передающем узле 45 определяется «пропуск на линии» (то есть пустое гнездо без внутреннего контейнера 3), соответствующее заполняющее устройство 54 подает на передающий узел 45 внутренний контейнер 3 из своего внутреннего хранилища для заполнения «пропуска» и, таким образом, обеспечения получения завершенной сигаретной пачки 1. В качестве альтернативы, когда на передающем узле 45 определяется «пропуск на линии» (то есть пустое гнездо без внутреннего контейнера 3), соответствующее заполняющее устройство 54 может удалить существующий присутствующий контейнер 3 с «пропуска на линии» на передающем узле 45, чтобы совсем не образовывать группу из двух внутренних контейнеров 3. Таким образом, получение незавершенной сигаретной пачки 1 исключается (фактически сигаретная пачка 1 не образуется вовсе), и присутствующий внутренний контейнер 3, удаленный с передающего узла 45, может быть сохранен и повторно использован.
В более простом, частично ручном варианте осуществления внутренние контейнеры 3 вручную вставляются в заполняющие устройства 54. В более сложном, полностью автоматическом варианте осуществления заполняющие устройства 54 автоматически удаляют внутренние контейнеры 3 из передающих узлов 45, как описано, например, в патентной заявке IT2012BO00062.
Как показано на фиг. 6, упаковочный узел 44 присоединен к подающему узлу 55 для подачи в упаковочный узел 44 множества предварительно формованных внешних заготовок 24, как показано на фиг. 9, в которых две соединительные лапки 28 согнуты на 180° вокруг двух продольных линий 25 сгиба на панель 11′; четыре удерживающие лапки 16 согнуты на 180° вокруг двух продольных линий 25 сгиба на соответствующие панели 12′ и 12′′; и два внутренних клапана 27 согнуты на 180° вокруг двух продольных линий 25 сгиба на панель 10′. В варианте осуществления согласно фиг. 9 (в котором шарниры 14 отделены от продольных линий 25 сгиба) во время их предварительного формования соединительные лапки 28 приклеиваются к панели 11′ посредством клея 56 (фиг. 10), удерживающие лапки 16 приклеиваются к соответствующим панелям 12′ и 12′′ посредством клея 57 (фиг. 10), и внутренние клапаны 27 приклеиваются к панели 10′ посредством клея 58 (фиг. 10). В альтернативном варианте осуществления, в котором шарниры 14 совпадают с продольными линиями 25 сгиба, соединительные лапки 28 не приклеиваются к панели 11′ (то есть клей 56 не наносится, но клей 57 и клей 58 наносятся).
Как показано на фиг. 10, подающий узел 55 содержит станцию S9, на которой внешняя заготовка 24 извлекается из нижней части бункера; станцию S10, на которой устройство 59 для нанесения клея наносит клей 56, 57 и 58 на внешнюю заготовку 24; станцию S11, на которой сгибающее устройство 60 сгибает лапки 16, 28 и клапаны 27 на 180° вокруг двух продольных линий 25 сгиба; и станцию S12, на которой предварительно формованная внешняя заготовка 24 подается к упаковочному узлу 44.
В другом варианте осуществления внешние заготовки 24 предварительно формуются не на упаковочной машине 39 (то есть перед их подачей в подающий узел 55), например на заводе, на котором они изготавливаются, таким образом сильно упрощая подающий узел 55. В любом случае, внешние заготовки 24 подаются к упаковочному узлу 44 предварительно формованными, как показано на фиг. 9.
Как показано на фиг. 6, упаковочный узел 44 содержит горизонтальное упаковочное колесо 61, которое совершает шаговое вращение вокруг вертикальной оси вращения и имеет восемь упаковочных карманов 62, причем это упаковочное колесо 61 циклически поворачивается через восемь станций S13-S20.
Как показано на фиг. 11, на станции S13 внешние заготовки 24, частично предварительно формованные, как показано на фиг. 9, подаются вниз из подающего узла 55 в упаковочный карман 62, так, что панель 12′ опирается на нижнюю стенку упаковочного кармана 62, и панель 10′ сгибается на 90° по отношению к панели 12′ для образования Г-образной внешней заготовки 24, как показано на фиг. 12.
На станции S14 (непосредственно ниже по потоку от станции S13) не выполняется никакая операция.
На станции S15 (непосредственно ниже по потоку от станции S14) сгруппированная пара внутренних контейнеров 3 из передающего узла 45 вставляется продольно в согнутую Г-образно внешнюю заготовку 24 в соответствующем упаковочном кармане 62, как показано на фиг. 13.
Между станцией S15 и станцией S16 (непосредственно ниже по потоку от станции S15) устройство 63 для нанесения клея разбрызгивает клей (обычно горячий, быстросохнущий, быстродействующий клей) на внешние стороны соединительных лапок 28 внешней заготовки 24 (чтобы соединительные лапки 28 в итоге приклеивались к нижним стенкам 6 внутренних контейнеров 3) или на нижние стенки 6 внутренних контейнеров 3.
На станции S16 панель 11′ сгибается на 90° по отношению к панели 12′ на нижние стенки 6 внутренних контейнеров 3 (чтобы соединительные лапки 28 приклеивались к нижним стенкам 6 внутренних контейнеров 3).
На станции S17 (непосредственно ниже по потоку от станции S16) панель 12′′ сгибается 90° по отношению к панели 10′ на боковые стенки 9 внутренних контейнеров 3.
Между станцией S17 и станцией S18 (непосредственно ниже по потоку от станции S17) устройство 64 для нанесения клея разбрызгивает клей (обычно горячий, быстросохнущий, быстродействующий клей) на внешнюю сторону панели 11′ внешней заготовки 24 (чтобы панель 11′ в итоге приклеивалась к панели 11′′) или на внутреннюю сторону панели 11′′.
На станции S18 панель 11′′ сгибается 90° по отношению к панели 12′′ на согнутую панель 11′ для завершения сгибания внешней заготовки 24 и, таким образом, завершения внешнего контейнера 4.
На станции S19 (непосредственно ниже по потоку от станции S18) внешний контейнер 4 удаляется в радиальном направлении из упаковочного кармана 62 и подается к выходной станции упаковочного узла 44.
На станции S20 (непосредственно ниже по потоку от станции S19) не выполняется никакая операция.
В варианте осуществления на фиг. 6 упаковочные узлы 40 и 43 являются двухлинейными узлами, то есть соответственно обрабатывают одновременно две внутренние упаковки 2 и два внутренних контейнера 3. В альтернативном варианте осуществления, который не показан, упаковочные узлы 40 и 43 являются однолинейными узлами, то есть соответственно обрабатывают одновременно одну внутреннюю упаковку 2 и один внутренний контейнер 3, из-за чего группировка посредством передающего узла 45 усложняется, а также требуют перемещения одного внутреннего контейнера 3 продольно по отношению к другому для образования пар расположенных бок о бок внутренних контейнеров 3 для подачи в упаковочный узел 44. Другой вариант осуществления, который не показан, содержит два комплекта упаковочных узлов 40 и 43, каждый из которых формирует одновременно один внутренний контейнер 3; и передающий узел 45 принимает один внутренний контейнер 3 от первого упаковочного узла 43 (работающего с соответствующим первым упаковочным узлом 40) и другой внутренний контейнер 3 от второго упаковочного узла 43 (работающего с соответствующим вторым упаковочным узлом 40) и группирует два внутренних контейнера 3 вместе для образования пар расположенных бок о бок внутренних контейнеров 3 для подачи к упаковочному узлу 44.
При работе с однолинейными упаковочными узлами 40, 43 и неидентичными внутренними заготовками 17 для образования каждой пары внутренних контейнеров 3 подающий узел 50 подает два типа внутренних заготовок 17 попеременно и содержит устройство оптического контроля для поверки правильности последовательности внутренних заготовок 17; и отбраковывающее устройство для исключения каких-либо «неправильных» внутренних заготовок 17 и обеспечения подачи правильной последовательности внутренних заготовок 17 к упаковочному колесу 48.
Поскольку используется горячий, быстросохнущий, быстродействующий клей, показанный на чертежах вариант осуществления не имеет сушильных конвейеров ниже по потоку от упаковочного узла 43 и/или упаковочного узла 44. Тем не менее, если используется холодный, медленно сохнущий, медленно действующий виниловый клей (обычно на водной основе), ниже по потоку от упаковочного узла 43 и/или упаковочного узла 44 предусматриваются известные сушильные конвейеры.
В вариантах осуществления на фиг. 6 и фиг. 11-13 панель 12′ внешней заготовки 24 опирается на нижнюю стенку упаковочного кармана 62. В альтернативном варианте осуществления на фиг. 14 панель 12′′ внешней заготовки 24 опирается на нижнюю стенку упаковочного кармана 62; панель 12′ сгибается на 90° по отношению к панели 10′ на станции S16; панель 11′ сгибается на 90° по отношению к панели 12′ на нижние стенки 6 внутренних контейнеров 3 на станции S17; панель 11′′ сгибается на 90° по отношению к панели 12′′ на согнутую панель 11′ на станции S18; устройство 63 для нанесения клея для разбрызгивания клея на соединительные лапки 28 располагается между станциями S16 и S17; и устройство 64 для нанесения клея для разбрызгивания клея на внешнюю сторону панели 11′ располагается между станциями S17 и S18.
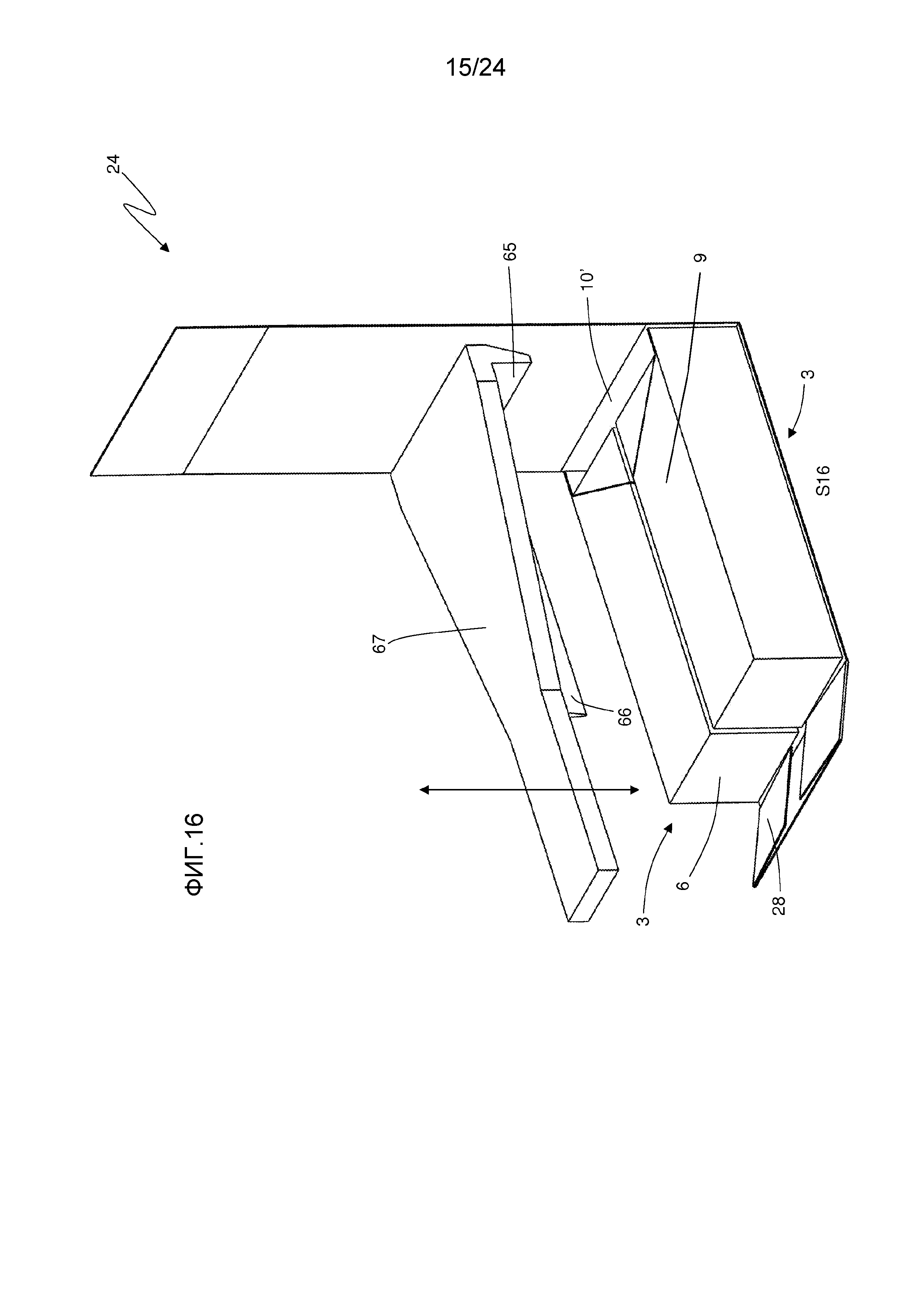
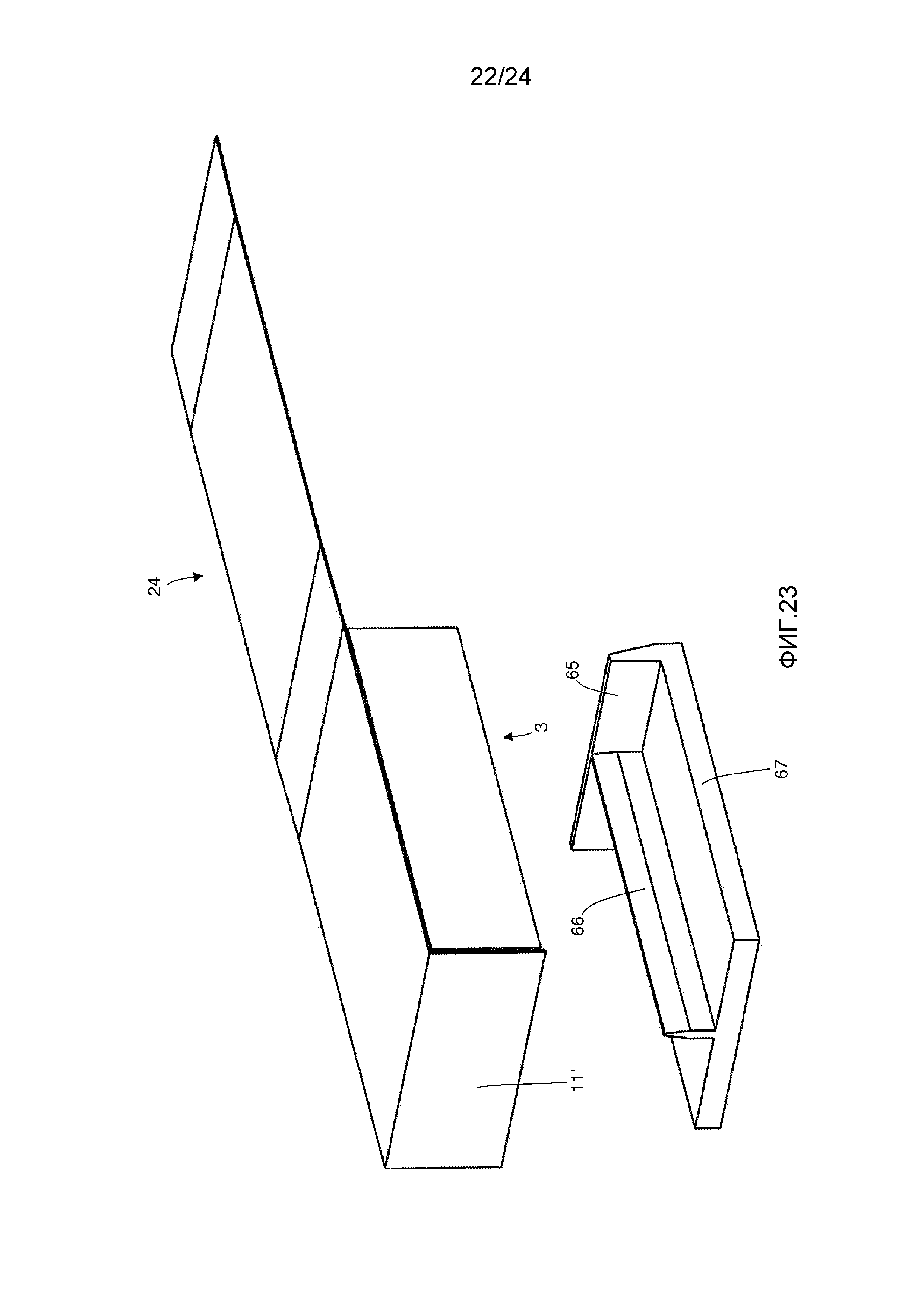
В варианте осуществления на фиг. 15 и 16 упаковочный узел 44 содержит удерживающее устройство 65, которое по мере того, как панель 11′ сгибается на 90° по отношению к панели 12′ на нижние стенки 6 внутренних контейнеров 3 (то есть на станции S16), садится на верхние стенки 31 крышек 29 внутренних контейнеров 3 для удерживания внутренних контейнеров 3 в продольном направлении и для обеспечения достаточного давления на панель 11′ и нижние стенки 6 внутренних контейнеров 3 для крепкого приклеивания соединительных лапок 28 к нижним стенкам 6 внутренних контейнеров 3. Без удерживающего устройства 65 внутренние контейнеры 3 могут проскальзывать к панели 10′ (от которой они отделены, как ясно показано на фиг. 16), таким образом предотвращая приложение достаточного усилия к панели 11′ и к нижним стенкам 6 внутренних контейнеров 3.
В варианте осуществления на фиг. 15 и 16 упаковочный узел 44 содержит проставку 66, которая по мере того, как панель 11′ сгибается на 90° по отношению к панели 12′ на нижние стенки 6 внутренних контейнеров 3 (то есть на станции S16), вставляется между задними стенками 8 внутренних контейнеров 3 для удерживания двух внутренних контейнеров 3 на заданном расстоянии друг от друга, в то время как нижние стенки 6 внутренних контейнеров 3 приклеиваются к соединительным лапкам 28, и, таким образом, удерживает внутренние контейнеры 3 в правильном расположении, то есть предотвращает их небольшое открывание, когда они находятся в закрытом положении.
В варианте осуществления на фиг. 15 и 16 удерживающее устройство 65 и проставка 66 образованы соответствующими перпендикулярными краями на общей опоре 67, которая перемещается в вертикальном направлении (то есть перпендикулярно панели 12′ внешней заготовки 24) между положением покоя (фиг. 15 и 16), в котором она поднята над внутренними контейнерами 3, и рабочим положением (не показано), в котором она по существу опирается на боковые стенки 9 внутренних контейнеров 3, причем удерживающее устройство 65 вставлено между верхними стенками 31 крышки 29 внутренних контейнеров 3 и панелью 10′ внешней заготовки 24, и при этом проставка 66 вставлена между задними стенками 8 внутренних контейнеров 3.
Когда упаковочный карман 62 достигает станции S16, опора 67 перемещается в вертикальном направлении из положения покоя в рабочее положение; только когда опора 67 находится в рабочем положении, панель 11′ сгибается на 90° по отношению к панели 12′ на нижние стенки 6 внутренних контейнеров 3; и, после сгибания панели 11′, опора 67 перемещается в вертикальном направлении из рабочего положения в положение покоя для освобождения внутренних контейнеров 3 и обеспечения вращения упаковочного колеса 61.
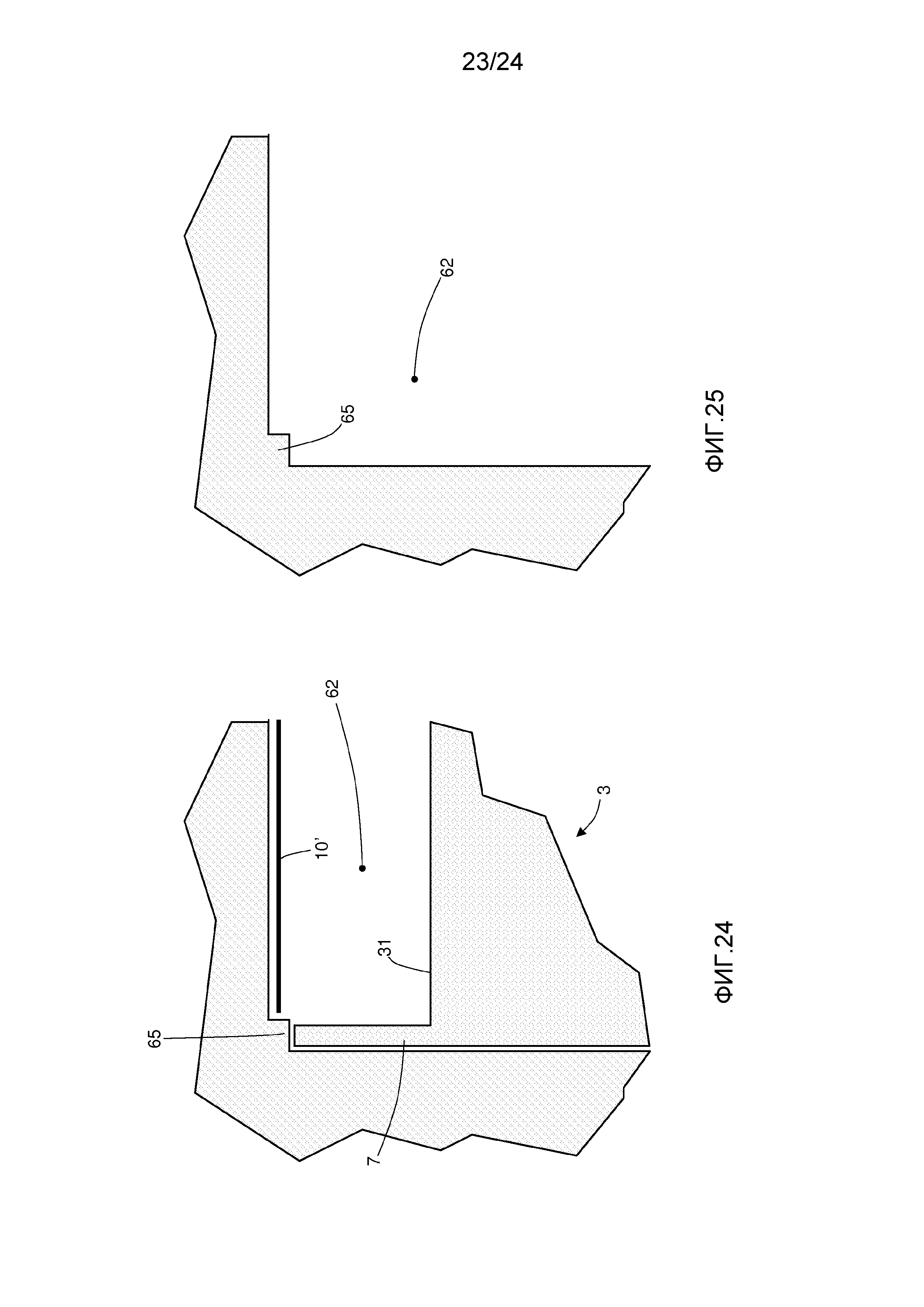
В другом варианте осуществления, показанном на фиг. 24-27, удерживающее устройство 65 содержит неподвижное (или даже подвижное) тело, образующее часть каждого упаковочного кармана 62 (то есть вставленное в него) и выступающее к внутреннему контейнеру 3 (то есть к верхней части передней стенки 7 внутреннего контейнера 3, которая является «наивысшей» точкой внутреннего контейнера 3 и выступает по меньшей мере частично от внешнего контейнера 4) для толкания внутреннего контейнера 3 в продольном направлении. В варианте осуществления на фиг. 24 и 25 удерживающее устройство 65 образовано «ступенью» на упаковочном кармане 62, которая давит на верхнюю часть передней стенки 7 внутреннего контейнера 3 для толкания внутреннего контейнера 3 вниз. В варианте осуществления на фиг. 26 и 27 удерживающее устройство 65 образовано «выступом» на упаковочном кармане 62, который давит на верхнюю часть передней стенки 7 внутреннего контейнера 3 для толкания внутреннего контейнера 3 вниз.
На фиг. 17, 18 и 19 показана разновидность удерживающего устройства 67 и проставки 66, которая содержит две расположенные бок о бок опоры 67: подвижную опору 67a, поддерживающую удерживающее устройство 65, которое воздействует на внутренний контейнер 3; и подвижную опору 67b, поддерживающую как удерживающее устройство 65, которое воздействует на один внутренний контейнер 3, так и проставку 66, которая вставляется между задними стенками 8 двух внутренних контейнеров 3 (как ясно показано на фиг. 19).
Еще один вариант осуществления (не показан) имеет только удерживающее устройство 65, то есть не имеет проставку 66, и опора 67 не должна быть обязательно подвижной; в этом случае удерживающее устройство 65 зацепляется/расцепляется с внутренними контейнерами 3 с помощью вращения упаковочного колеса 61.
На фиг. 20 и 21 показан другой вариант выполнения упаковочного колеса 61 упаковочного узла 44, в котором, в отличие от упаковочного колеса, являющегося горизонтальным и совершающего шаговое вращение вокруг вертикальной оси вращения, как в варианте осуществления на фиг. 6 и 11, упаковочное колесо 61 является вертикальным и совершает шаговое вращение вокруг горизонтальной оси.
Как показано на фиг. 20, упаковочное колесо 61 циклически поворачивает восемь упаковочных карманов 62 через восемь станций S21-S28.
Как показано на фиг. 20, выше по потоку от станции S21 устройство 63 для нанесения клея разбрызгивает клей (обычно горячий, быстросохнущий, быстродействующий клей) на внутренние стороны соединительных лапок 28 внешней заготовки 24 (чтобы соединительные лапки 28 в итоге приклеивались к нижним стенкам 6 внутренних контейнеров 3) или на нижние стенки 6 внутренних контейнеров 3.
Как показано на фиг. 20 и 21, на станции S21 упаковочный карман 62 одновременно принимает частично согнутую внешнюю заготовку 24 (как показано на фиг. 9) и сгруппированную пару внутренних контейнеров 3 от передающего узла 45. Более конкретно на станции S21 внешняя заготовка 24 и пара внутренних контейнеров 3 вставляются вместе вверх в упаковочный карман 62, так что панель 12′ внешней заготовки 24 опирается на нижнюю стенку упаковочного кармана 62, два внутренних контейнера 3 опираются на панель 12′ внешней заготовки 24, и панель 11′ внешней заготовки 24 сгибается 90° по отношению к панели 12′ на нижние стенки 6 внутренних контейнеров 3 для приклеивания соединительных лапок 28 к нижним стенкам 6 внутренних контейнеров 3.
На станции S22 (непосредственно ниже по потоку от станции S21) панель 10′ начинает сгибаться на 90° по отношению к панели 12′.
На станции S23 (непосредственно ниже по потоку от станции 522) панель 10′ заканчивает сгибаться на 90° по отношению к панели 12′.
На станции S24 (непосредственно ниже по потоку от станции 523) не выполняется никакая операция.
На станции S25 (непосредственно ниже по потоку от станции 524) панель 12′′ начинает сгибаться на 90° по отношению к панели 10′.
На станции S26 (непосредственно ниже по потоку от станции 525) панель 12′′ заканчивает сгибаться на 90° по отношению к панели 10′.
На станции S27 (непосредственно ниже по потоку от станции 526) устройство 64 для нанесения клея разбрызгивает клей (обычно горячий, быстросохнущий, быстродействующий клей) на внешнюю сторону панели 11′ внешней заготовки 24 (чтобы панель 11′ в итоге приклеивалась к панели 11′′) или на внутреннюю сторону панели 11′′; и внешний контейнер 4 удаляется в радиальном направлении из упаковочного кармана 62, так что панель 11′′ внешней заготовки 24 складывается на 90° по отношению к панели 12′′ на согнутую панель 11′ для завершения сгибания внешней заготовки 24 и, таким образом, завершения внешнего контейнера 4.
На станции S28 (непосредственно ниже по потоку от станции S27) не выполняется никакая операция.
В предпочтительном варианте осуществления, показанном на фиг. 22 и 23, сгруппированная пара внутренних контейнеров 3 вставляется вверх в упаковочный карман 62 с использованием горизонтальной, перемещающейся в вертикальном направлении опоры 67, как с удерживающим устройством 67, так и с проставкой 66 (функции которых уже описаны). В этом случае, в дополнение к поддерживанию удерживающего устройства 65 и проставки 66, опора 67 выполняет функцию поднимающего устройства, то есть образует часть толкателя, который поднимает и вставляет сгруппированную пару внутренних контейнеров 3 вверх в упаковочный карман 62, перехватывая также внешнюю заготовку 24.
Важно заметить, что горячий клей, многократно упоминаемый в описании выше, может быть использован либо отдельно (то есть наносится только один тип клея), либо вместе с холодным, виниловым клеем (обычно на водной основе), то есть два разных типа клея наносятся вместе или в короткой последовательности, один рядом с другим.
В приведенном выше описании упоминается одна упаковочная машина 39, содержащая несколько упаковочных узлов 40, 43, 44. Важно заметить, что показанная система является чисто «формальной», так как упаковочные узлы 40 и 43 могут образовывать первую независимую упаковочную машину (то есть со своими собственными независимыми рамой и основным двигателем); и упаковочный узел 44 может образовывать вторую независимую упаковочную машину (то есть со своими собственными независимыми рамой и основным двигателем), соединенную с первой упаковочной машиной посредством передающего узла 45 (который также может содержать промежуточный компенсационный накопитель внутренних контейнеров 3). Иначе говоря, упаковочная машина 39 может содержать две отдельные упаковочные машины, соединенные посредством передающего узла 45. К тому же, как указано, двухлинейная первая упаковочная машина (содержащая упаковочные узлы 40 и 43) может быть заменена двумя однолинейными первыми упаковочными машинами (каждая из которых содержит упаковочные узлы 40 и 43), соединенными параллельно посредством передающего узла 45.
Описанные способ упаковывания и машина 39 имеют множество преимуществ.
В частности, они обеспечивают высокую степень эффективности и, следовательно, изготовление высококачественных сигаретных пачек 1, даже при высоких объемах выпуска.
Также они являются недорогими и простыми для осуществления благодаря использованию множества компонентов существующих упаковочных машин.
Жесткая с откидным открыванием пачка сигарет
Сигаретоупаковочная машина для производства жестких пачек с шарнирной крышкой
Способ упаковки и узел для сгибания листа упаковочного материала вокруг изделия, такого как группа сигарет
Ароматизированная сигаретная пачка и установка для изготовления такой пачки
Упаковка табачных изделий, заготовка для упаковки табачных изделий и способ сгибания заготовки для формирования упаковки табачных изделий
Упаковка, содержащая обертку с повторно закрываемым отверстием для извлечения, соответствующий способ упаковки и машина
Жесткая упаковка с шарнирной крышкой, способ упаковки и машина для его выполнения
Машина и способ для упаковки сигарет
Пачка сигарет и способ изготовления пачки сигарет
Упаковка для изделий
Жесткая с откидным открыванием пачка сигарет
Сигаретоупаковочная машина для производства жестких пачек с шарнирной крышкой
Способ упаковки и узел для сгибания листа упаковочного материала вокруг изделия, такого как группа сигарет
Ароматизированная сигаретная пачка и установка для изготовления такой пачки
Упаковка табачных изделий, заготовка для упаковки табачных изделий и способ сгибания заготовки для формирования упаковки табачных изделий
Упаковка, содержащая обертку с повторно закрываемым отверстием для извлечения, соответствующий способ упаковки и машина
Жесткая упаковка с шарнирной крышкой, способ упаковки и машина для его выполнения
Машина и способ для упаковки сигарет
Пачка сигарет и способ изготовления пачки сигарет
Упаковка для изделий

