Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ СВАРКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВА
Вид РИД
Изобретение
Изобретение относится к способам сварки соединений из алюминия и алюминиевых сплавов и может быть использовано при производстве металлоконструкций в различных отраслях промышленности.
Из существующего уровня техники известен способ лазерно-дуговой сварки плавящимся электродом стыковых соединений из алюминиевых сплавов (Патент РФ RU 2572671 C1, опубликованный 20.01.2016). Способ характеризуется тем, что сварку деталей осуществляют при одновременном воздействии лазерного луча и дуги на одну сварочную ванну в среде инертного газа. Лазерный луч и дуговую горелку наклоняют в противоположные стороны относительно нормали к поверхности свариваемых деталей.
Недостатком данного технического решения является то, что данный способ не позволяет сварить изделия сложной геометрической формы, с развитой внешней и внутренней поверхностью, в том числе пористые изделия из-за сложности подвода лазерного луча.
Также известен способ сварки и наплавки металлического изделия из алюминия способом дуговой сварки металлическим электродом в среде инертного газа с импульсным током и импульсивной подачи проволоки (Патент РФ RU 2014117036 А, опубликован 10.11.2015). Способ характеризуется тем, что наплавка осуществляется посредством проволоки присадочного металла, состав которого по своей природе идентичен составу алюминиевого сплава детали для наплавления, причем импульсная подача металлической проволоки и скорость наплавки металлической детали турбомашины адаптированы таким образом, что наплавку осуществляют без горячего растрескивания.
Недостатками способа являются необходимость наличия добавочной проволоки для сварки, защитного инертного газа, низкая энергетическая эффективность нагрева и плавления сварочной проволоки, а также поверхность алюминиевых сплавов. В результате данный способ требует дополнительных затрат и обладает низкой производительностью сварки.
Также известен способ точечной электроконтактной сварки алюминия и его сплавов (Патент РФ RU 2374049 C1, опубликован 27.11.2009). Способ характеризуется тем, что включает применение жестких режимов сварки при плотности тока, достигающих 1600 А/мм2, и удельных давлениях до 150 МПа с предварительной очисткой свариваемых поверхностей от пленки окиси алюминия.
Недостатками способа являются необходимость предварительной очистки поверхности от пленки окиси алюминия, а также сложность обеспечения герметичности сварочных швов.
Также известен способ лазерно-дуговой сварки алюминия и алюминиевых сплавов (Патент РФ RU 2440221 C1, опубликованный 20.01.2012). Способ характеризуется тем, что в среде инертного газа одновременно воздействуют лазерным лучом и дугой в одной сварочной ванне. При сварке дуговую горелку располагают перед лазерным лучом по ходу его движения. Направляют сварочную проволоку в точку пересечения лазерного луча с поверхностью свариваемых деталей. Лазерный луч наклоняют на 10-20 градусов, а дуговую горелку на 30-40 градусов в противоположные стороны относительно нормали к поверхности свариваемых деталей. Техническим результатом является повышение качества сварного соединения.
Недостатком данного технического решения является то, что данный способ не позволяет сварить изделия сложной геометрической формы, с развитой внешней и внутренней поверхностью, в том числе пористых изделий из-за сложности подвода лазерного луча, а также необходимость в применении сложного оборудования, ведущая к увеличению трудоемкости при сварке. Основным недостатком сварки алюминия с использованием инертных газов и дуговой сварки является высокая температура процесса, температура плавления окисной пленки достигает Т=2044°C, в то время как температура плавления самого алюминия около Т=660°C, при таких температурах положительные технологические свойства дюраля понижаются.
Решаемой технической задачей (технический результат), на решение которой направлено заявляемое изобретение, является обеспечение сварки изделий из алюминия или его сплава в неинертной (парогазовой) среде, без снижения технологических параметров алюминия.
Технический результат в предлагаемом способе электролитно-плазменной сварки изделий из алюминия или его сплава достигается тем, что предварительно совмещают свариваемые изделия зонами сваривания, подают на них отрицательный потенциал и погружают зоны сваривания в электролит, при этом в электролит погружают проводящую пластину, на которую подают положительный потенциал, устанавливают напряжение 50 ≤ U ≤ 1000 В между катодом, которым являются свариваемые изделия, и анодом, которым является электролит, и ток разряда 1 ≤ I ≤ 500 А, зажигают разряд между свариваемыми изделиями и осуществляют сварку в течение не менее 1 с, причем в качестве электролита используют водные растворы солей, или кислот, или щелочей с водородным показателем 2 ≤ pH ≤ 11.
На фиг. 1 представлена функциональная схема устройства, в которой осуществляют способ электролитно-плазменной сварки изделий из алюминия или его сплава. Устройство состоит из: 1 - источник питания; 2 - свариваемые изделия из алюминия или его сплава; 3 - зона сваривания; 4 - электролит; 5 - пластина для подвода положительного потенциала; 6 -электролитическая ванна.
На фиг. 2 представлено изображение изделий до сварки.
На фиг. 3 представлено изображение изделий после сварки.
Рассмотрим осуществление предлагаемого способа электролитно-плазменной сварки изделий из алюминия или его сплава (фиг. 2) с использованием устройства на фиг. 1. Предварительно совмещают свариваемые изделия зонами сваривания 3, подают на них отрицательный потенциал и погружают зоны сваривания 3 в электролит 4, при этом в электролит погружают проводящую пластину 5, на которую подают положительный потенциал, устанавливают напряжение 50 ≤ U ≤ 1000 В между катодом, которым являются свариваемые изделия 2, и анодом, которым является электролит 4, и ток разряда 1 ≤ I ≤ 500 А, зажигают разряд между свариваемыми изделиями и осуществляют сварку в течение не менее 1 с, причем в качестве электролита используют водные растворы солей, или кислот, или щелочей с водородным показателем 2 ≤ pH ≤ 11.
Выбор конкретного значения напряжения, тока, состава и концентрации водного раствора электролита устанавливаются исходя из оптимальных условий для сварки изделий из алюминия или его сплава низкотемпературной плазмой парогазового разряда в электролите.
Отличительной особенностью способа электролитно-плазменной сварки изделий из алюминия или его сплава является то, что происходит моментальное катодное распыление оксидной пленки в парогазовом разряде под действием ударов положительных ионов в неинертной (парогазовой) среде, при невысоких температурах электролита Т≈350°C. Тем самым исключается необходимость в доведении температуры свариваемой зоны до температуры плавления окисной пленки алюминия, что, в свою очередь, позволяет сохранить технологические параметры изделий. Предлагаемый способ позволяет сваривать изделия из алюминия или его сплава сложной геометрической формы, с развитой внешней и внутренней поверхностями, отсутствует необходимость в использовании инертных газов, а также проволоки присадочного металла для наплавления.
Способ электролитно-плазменной сварки изделий из алюминия или его сплава, характеризующийся тем, что предварительно совмещают свариваемые изделия зонами сваривания, подают на них отрицательный потенциал и погружают зоны сваривания в электролит, при этом в электролит погружают проводящую пластину, на которую подают положительный потенциал, устанавливают напряжение 50 ≤ U ≤ 1000 В между катодом, которым являются свариваемые изделия, и анодом, которым является электролит, и ток разряда 1 ≤ I ≤ 500 А, зажигают разряд между свариваемыми изделиями и осуществляют сварку в течение не менее 1 с, причем в качестве электролита используют водные растворы солей, или кислот, или щелочей с водородным показателем 2 ≤ pH ≤ 11.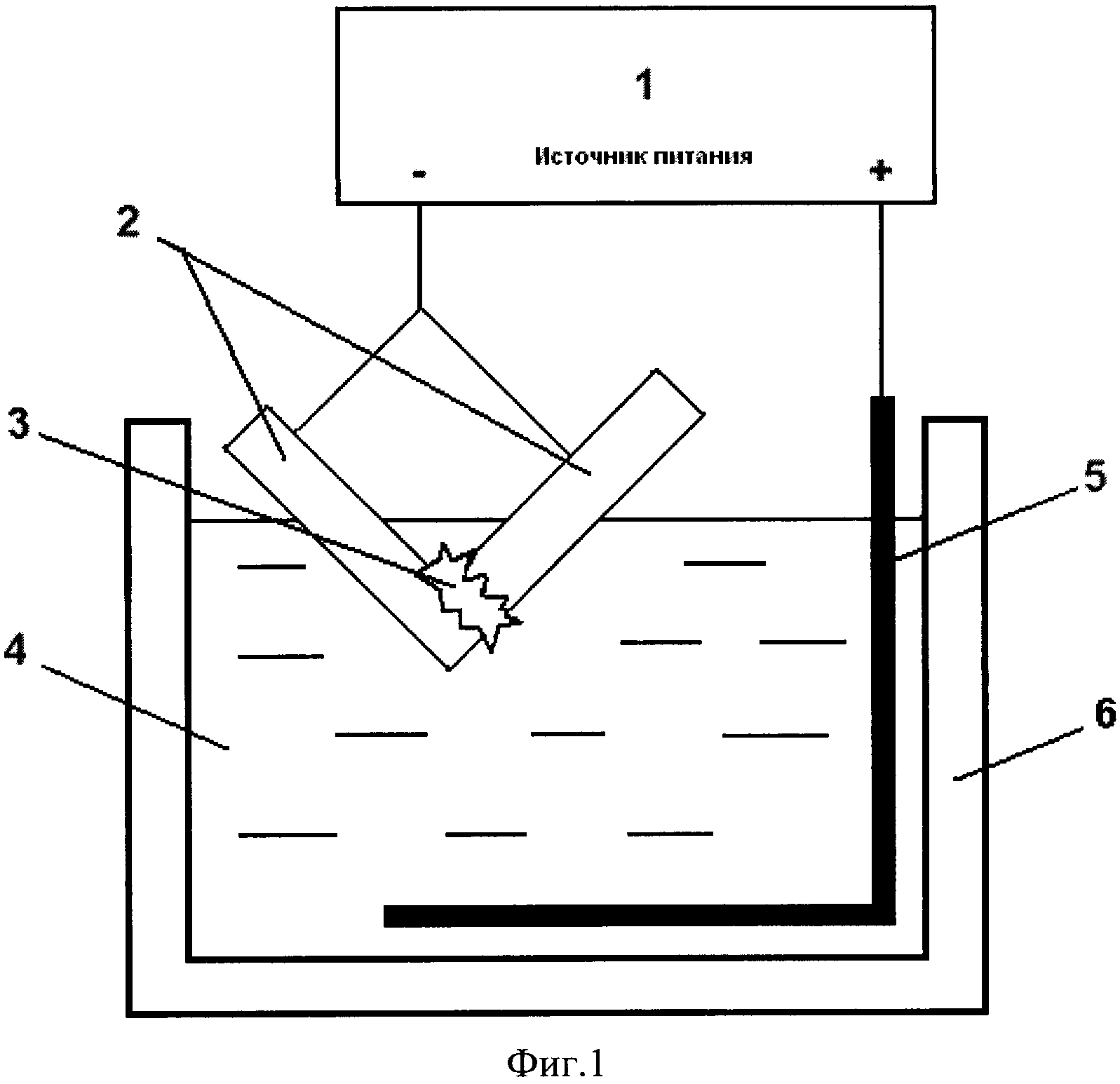
Глушитель шума автотранспортного средства
Резцовая головка для удаления внутреннего грата в электросварных трубах
Управляемый выпрямитель
Способ экспериментального определения коэффициента теплоотдачи поверхности и устройство для его реализации
Заглушенная камера для акустических и газодинамических измерений шумов элементов конструкции авиационных гтд
Способ электрохимической обработки лопаток газотурбинных двигателей
Способ лазерного упрочнения полой металлической заготовки
Способ отверждения термореактивных полимерных порошковых покрытий
Сферический тренажер вестибулярного аппарата
Устройство для сжигания дробленых древесных отходов
Глушитель шума автотранспортного средства
Резцовая головка для удаления внутреннего грата в электросварных трубах
Управляемый выпрямитель
Способ экспериментального определения коэффициента теплоотдачи поверхности и устройство для его реализации
Заглушенная камера для акустических и газодинамических измерений шумов элементов конструкции авиационных гтд
Способ электрохимической обработки лопаток газотурбинных двигателей
Способ лазерного упрочнения полой металлической заготовки
Способ отверждения термореактивных полимерных порошковых покрытий
Сферический тренажер вестибулярного аппарата
Устройство для сжигания дробленых древесных отходов

