Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С РЕБРАМИ ЖЕСТКОСТИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к изготовлению деталей с силовыми элементами из полимерных композиционных материалов (ПКМ), и может быть использовано в авиастроении, производстве объектов космической техники, судостроении и автомобилестроении для изготовления обшивок корпусов с целью повышения их прочностных характеристик и снижения массы конструкции.
Известен способ изготовления панели с ребрами жесткости из ПКМ (патент РФ №2399491 от 9.12.2008 г.), который включает изготовление преформ ребер и обшивки, размещение и фиксацию преформ ребер на преформе обшивки, установку направляющих элементов ребер и формование с помощью вакуумных пленок. Преформы ребер изготавливают в форме швеллеров на дорне. При этом преформы ребер на дорнах укладывают на преформу обшивки таким образом, чтобы стенки преформ ребер совмещались с преформой обшивки, а преформы ребер полками совмещались друг с другом. Затем осуществляют предварительный прогрев сборки, а после образования физических связей между элементами сборки охлаждают сборку и демонтируют дорн. На сборку укладывают вакуумную пленку, поверх пленки к ребрам панели укладывают направляющие уголки так, чтобы они находились в непосредственном контакте с преформами ребер, после чего производят формование.
Недостатком описанного способа является то, что фиксация и формование ребер жесткости на панели осуществляются в две стадии, включающие предварительную фиксацию ребер на панели на дорнах с последующей их разборкой и размещением после сборки вакуумного пакета направляющих уголков, что в целом повышает трудоемкость процесса и увеличивает время изготовления детали. Кроме того, способ предусматривает размещение ребер на панели только вплотную друг к другу, что при изготовлении крупногабаритных изделий нецелесообразно и приведет к повышению трудоемкости и утяжелению детали.
Известен способ изготовления панели с ребрами жесткости из ПКМ (US 2010252180 A1, В29С 70/342, 07.10.2010), который характеризуется тем, что формируют панель из полимерных композиционных материалов, а также формируют ребра жесткости в виде Т-образного профиля. В описанном выше способе предварительно формуют ребра жесткости и в предотвержденном состоянии помещают их на выложенную из препрега панель, которая затем помещается в автоклав для отверждения.
Недостатком данного метода является то, что предотвержденные ребра жесткости должны быть плотно закреплены на панели и зафиксированы, в то время как в процессе отверждения будет происходить изменение геометрических размеров (толщины) за счет просадки панели при нагревании из-за перехода связующего в текучее состояние. Из-за этого может происходить натекание связующего на границе ребра жесткости и панели, что будет ухудшать механические характеристики детали и ее внешний вид.
Задачей настоящего изобретения является преодоление указанных выше недостатков при упрощении технологии формования и повышении качества деталей с ребрами жесткости.
Технический результат достигается посредством способа изготовления панели с ребрами жесткости из полимерных композиционных материалов, характеризующегося тем, что формируют частично отвержденную панель из полимерных композиционных материалов и формируют по меньшей мере две заготовки в форме L-образного профиля посредством выкладки на поверхность формы слоя жертвенной ткани, а затем нескольких слоев углеродного материала, указанные заготовки попарно размещают на поверхности панели с образованием по меньшей мере одной преформы ребра жесткости в форме Т-образного профиля, поверх панели с размещенной на ней преформой ребра жесткости укладывают слой жертвенной ткани, на которой поверх преформы ребра жесткости размещают распределительную сетку, соединенную с линией подачи связующего, и в углублениях преформы ребра жесткости, образованных внутренними углами Т-образного профиля, поверх распределительной сетки размещают обжимные элементы, полученную конструкцию покрывают двумя слоями вакуумной пленки с образованием каждым из слоев соответствующего вакуумного пакета, соединенного посредством своей вакуумной линии с соответствующим ему насосом, и в каждом из образованных вакуумных пакетов создают вакуум, после чего осуществляют подачу термореактивного связующего и пропитку преформы ребра жесткости термореактивным связующим, а затем его отверждение.
Обжимные элементы могут быть выполнены из силикона. Гибкость этого материала и легкость обработки позволяет эффективно размещать и фиксировать ребра жесткости не только на ровных поверхностях при изготовлении прямых панелей, но и на сложных деталях различной кривизны.
При размещении на поверхности панели заготовок для ребра жесткости в зазор, образованный внешними углами соединенных профилей L-образного поперечного сечения и панелью, закладывают углеродный жгут, при этом подачу термореактивного связующего осуществляют путем формирования линии подачи связующего сверху по преформе ребра жесткости, а вакуумные линии размещают по периметру панели. При формовании детали способом вакуумной инфузии углеродный жгут соберет излишки связующего и устранит дефект пористости, который может возникнуть при формовании ребер жесткости на предотвержденной панели.
Панель может быть сформирована на основе ткани из углеродного волокна, пропитанного термореактивным связующим по методу вакуумной инфузии и предотвержденного по заданному режиму.
Вышеизложенные особенности и преимущества изобретения будут понятны из последующего описания предпочтительного примера осуществления способа изготовления панели с ребрами жесткости из ПКМ со ссылками на прилагаемые чертежи, на которых для представления одинаковых элементов используются одинаковые позиции:
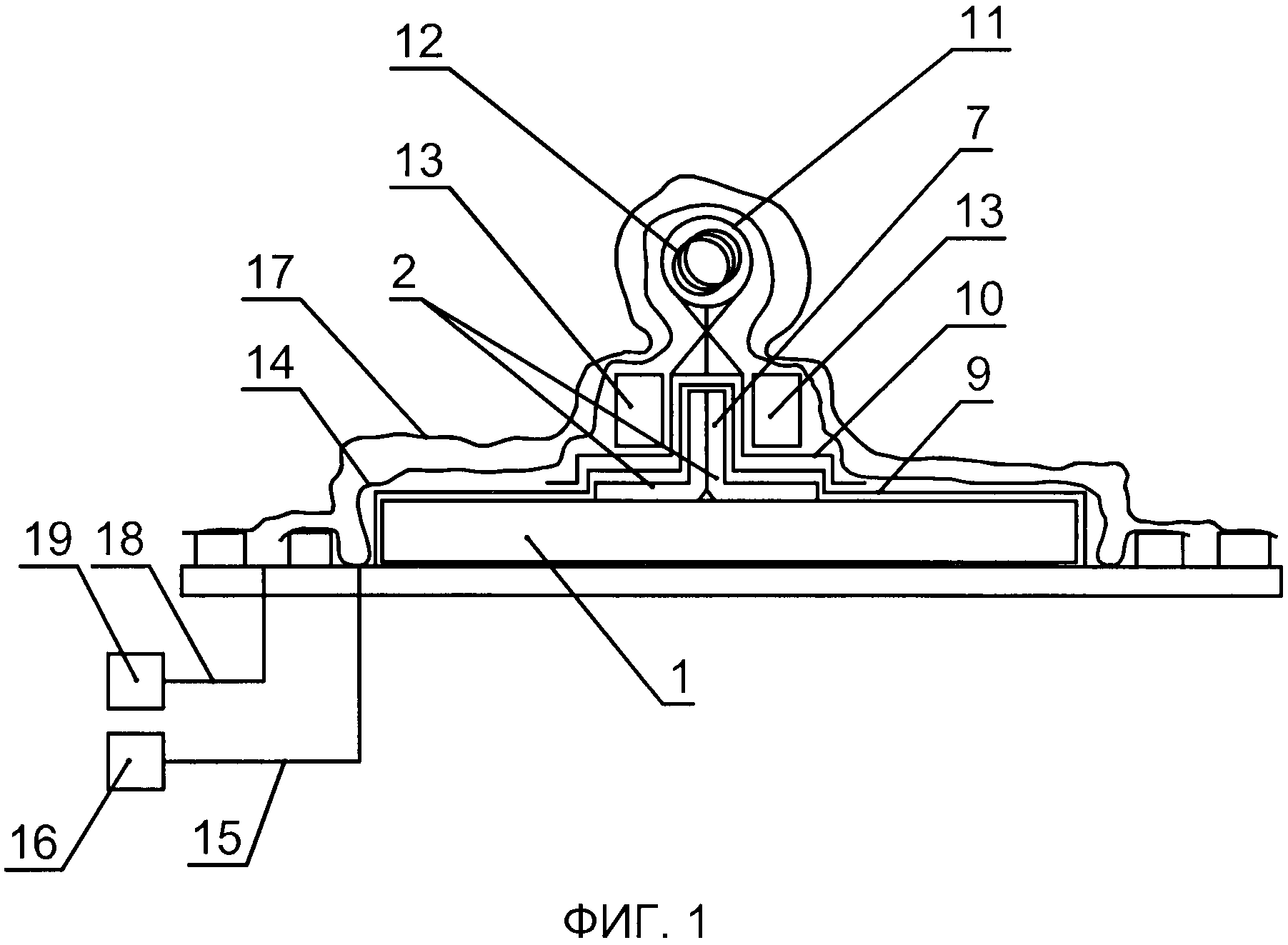
На фиг. 1 изображена схема панели с ребрами жесткости из ПКМ в процессе ее изготовления в соответствии с настоящим изобретением;
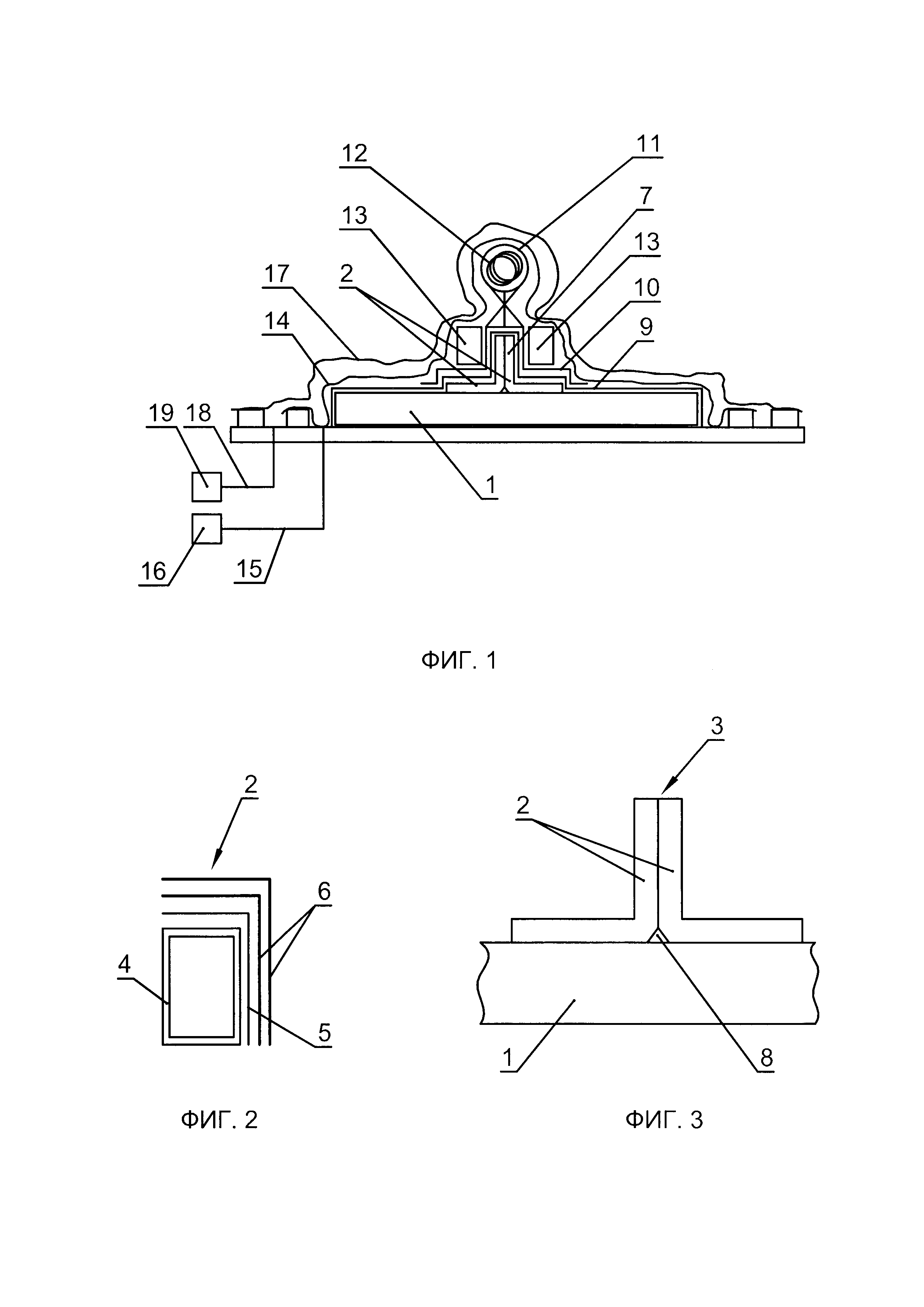
на фиг. 2 - схема заготовки в виде L-образного профиля в процессе ее изготовления в соответствии с настоящим изобретением.
На фиг. 3 изображена схема панели с ребрами жесткости из ПКМ в готовом виде в соответствии с настоящим изобретением.
Способ изготовления панели с ребрами жесткости из полимерных композиционных материалов осуществляют следующим образом.
Формируют частично отвержденную панель 1 из ПКМ. Формование осуществляют методом вакуумной инфузии посредством выкладки на оснастке ткани из углеродного волокна, сборки вакуумного пакета, пропитки пакета термореактивным связующим и предотверждения ПКМ по заданному технологическому режиму.
А также формируют по меньшей мере две заготовки 2 для образования в дальнейшем ребер жесткости 3. Как показано на фиг. 2, изготовление заготовок 2 для ребер жесткости 3 осуществляют путем выкладки и приклеивания на поверхность формы 4, выполненной из ПВХ профиля, слоя 5 жертвенной ткани, а затем нескольких слоев 6 углеродного материала, придавая им форму L-образного профиля.
Указанные заготовки 2 попарно размещают на поверхности панели 1 с образованием преформы 7 ребра жесткости 3 в форме Т-образного профиля (фиг. 1), т.е. преформа 7 ребра жесткости 3 представляет собой два зеркально расположенных L-образных профиля, вертикальные полки которых прилегают одна к другой, а горизонтальные расположены на панели 1. Предпочтительно, толщина L-образных профилей подбирается таким образом, чтобы толщина получаемого ребра жесткости 3 была приблизительно равна толщине панели 1. Например, при изготовлении панели 1 толщиной 6,5-7,0 мм толщина L-образного профиля размером 50×50 мм должна составлять 3-3,5 мм, соответственно ребро жесткости 3 будет иметь толщину 6-7 мм и габаритные размеры 50×100 мм.
Рекомендуемое расстояние между ребрами жесткости 3 при их размещении на поверхности панели 1 от 150 до 350 мм. При изготовлении крупногабаритных деталей возможно увеличение расстояния между ребрами жесткости 3 с одновременным увеличением их высоты.
При размещении на поверхности панели 1 заготовок 2 ребер жесткости в зазор 8, образованный внешними углами соединенных профилей L-образного поперечного сечения и панелью 1, укладывают углеродный жгут, который соберет излишки связующего и устранит дефект пористости, который может возникнуть при формовании ребер жесткости 3 на предотвержденной панели 1.
Поверх панели 1 с размещенной на ней преформой 7 ребра жесткости укладывают слой 9 жертвенной ткани.
Затем поверх сформированной преформы 7 ребра жесткости 3 в виде Т-образного профиля, покрытого слоем 9 жертвенной ткани, размещают распределительную сетку 10, соединенную с линией 11 подачи связующего.
Линию 11 подачи связующего, соединенную с распределительной сеткой 10, формируют сверху по преформам 7 ребер жесткости 3. Для улучшения подачи связующего и повышения качества пропитки ребер жесткости в распределительную сетку 10 вшивают спиральную полиэтиленовую трубку 12 с разрезом, размещенную по всей длине ребра жесткости. При таком выполнении линии 11 подачи связующего при наличии на панели 1 выступающих элементов их можно обойти, прервав линию до препятствия и продолжив за ним, при этом распределительная сетка 10 будет размещаться по всей длине линии пропитки.
В углублениях преформы 7 ребра жесткости 3, образованных внутренними углами Т-образного профиля, поверх распределительной сетки 10 размещают обжимные элементы 13, выполняющие функцию направляющих и фиксирующих преформу 7 элементов. Обжимные элементы 13 изготовлены из силикона посредством смешения компонентов кремнийорганического компаунда, заливки его в форму и последующего отверждения с образованием брусков, из которых вырезают заготовки с требуемой геометрией в зависимости от формуемой преформы 7 ребра жесткости 3 и конфигурации панели 1. Силикон для изготовления заготовок выбирают малой твердости (твердость по Шору 12-15А) для обеспечения его гибкости при фиксации ребер жесткости 3. Силикон благодаря гибкости и легкости обработки позволяет эффективно размещать и фиксировать ребра жесткости 3 не только на ровных поверхностях при изготовлении прямых панелей 1, но и на сложных деталях различной кривизны.
Полученную конструкцию, состоящую из панели 1, на которой размещена преформа 7 ребра жесткости 3 в форме Т-образного профиля, накрытых слоем 9 жертвенной ткани и распределительной сеткой 10, с расположенными в углублениях Т-образного профиля обжимными элементами 13, покрывают слоем 14 вакуумной пленки и фиксируют ее с помощью герметизирующего жгута с образованием вакуумного пакета, соединенного посредством вакуумной линии 15 с насосом 16.
Затем слой 14 вакуумной пленки покрывают еще одним слоем 17 вакуумной пленки с образованием соответствующего вакуумного пакета, соединенного посредством своей вакуумной линии 18 с соответствующим насосом 19.
При этом обе вакуумные линии 15 и 18 размещают по периметру панели 1.
В каждом из образованных вакуумных пакетов посредством насосов 16 и 19 создают вакуум.
По линии 18 подачи связующего осуществляют подачу термореактивного связующего в распределительную сетку 10 и пропитку преформы 7 ребра жесткости 3 термореактивным связующим. При этом связующее также поступает в зазор 8, образованный внешними углами соединенных профилей L-образного поперечного сечения и панелью 1, и пропитывает уложенный в нем углеродный жгут. Выход излишков связующего будет осуществляться по периметру панели 1, при этом, поскольку панель 1 уже предотверждена, то она не будет впитывать излишки связующего, которое по распределительной сетке 10 уйдет в линии вакуумного вывода.
Затем осуществляют отверждение ребра жесткости 3.
Таким образом осуществляют формование ребер жесткости 3 на панели 1 способом вакуумной инфузии посредством пропитки преформ 7 ребер жесткости 3 на поверхности панели 1 термореактивным связующим и отверждение их по заданному технологическому режиму.
В результате получают деталь в виде панели 1 с ребрами жесткости 3.
Таким образом, предлагаемое изобретение позволит упростить изготовление деталей в виде панелей с ребрами жесткости и повысить качество деталей.
Описанный выше пример осуществления следует во всех аспектах рассматривать лишь как иллюстративный и не обуславливающий никаких ограничений. Следовательно, могут быть использованы другие примеры осуществления настоящего изобретения и примеры внедрения, которые не выходят за пределы описанных здесь существенных признаков.
Способ получения окисленного графита, устройство для его осуществления и его вариант
Способ получения пенографита и пенографит, полученный данным способом
Композиция для получения отвержденных и модифицированных фенолформальдегидных смол и способ ее получения
Установка для изготовления листового композиционного теплораспределяющего материала
Способ изготовления деталей из волокнистого полимерного композиционного материала
Установка для изготовления теплораспределяющего материала
Гибридное связующее для получения тепло-химически стойкого пресс-материала и пресс-материал на его основе
Политриазол и способ его получения
Латентный катализатор ускорения отверждения смесей фенолформальдегидных и эпоксидных смол и способ его изготовления
Состав для изготовления уплотнительного материала
Фиксирующий компонент гильзы для обустройства проходки инженерных коммуникаций через сквозное отверстие в ограждающей конструкции и гильза (варианты)
Прядильный раствор для электроформования, способ получения волокон электроформованием и волокна карбида кремния

