Результат интеллектуальной деятельности: СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ЭЛЕМЕНТОВ МЕТАЛЛОКОНСТРУКЦИЙ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к способам соединения листовых элементов металлоконструкций, и может быть использовано для соединения листовых элементов толщиной, преимущественно менее 3 мм, используемых в строительных конструкциях типа покрытий зданий, сооружений, площадок, перегородок, настилов, ограждений вентиляционных систем и других конструкции.
Известные способы соединения листовых элементов металлоконструкции (МК), осуществляемые традиционными способами соединения листовых элементов (сварка, болтовые и заклепочные соединения и др.), имеют существенные недостатки. Так, при сварке листовых соединений под воздействием высоких температур в околошовных зонах нарушаются защитные покрытия листов и ухудшаются механические характеристики металла, появляются сварочные деформации и напряжения.
Известен способ соединения листовых деталей и устройств (патент РФ №2089317), сущность которого заключается в выполнении лепестков путем надрезки, и последующего вальцевания полученных лепестков, в процессе которого упрочняют один из лепестков, а на другом выполняют вмятины в виде шаровых сегментов, усиливающих зацепление. Способ применяется для соединения листов толщиной 0,5-0,8 мм и выполняется с помощью специальных устройств ручным способом.
Известен способ соединения листов металлоконструкции (патент SU 41666291), который включает надрезку кромками пуансонов контура лепестков и их отгибку, выполняемую синхронно во встречном направлении относительно плоскости контакта листов, после чего отогнутые концы окончательно загибают гибочными пуансонами до соприкосновения загнутых концов с поверхностью соединяемых листов.
Недостатками двух вышеуказанных способов является то, что они могут быть применены лишь для соединения тонких листов и при сравнительно малых растягивающих усилиях, возникающих в соединяемых элементах при их эксплуатации.
Известен способ соединения листовых элементов, применяемый при изготовлении дверных петель (патент SU 1148684), включающий получение лепестков путем вырубки, загибания этих лепестков в петли до соприкосновения с поверхностью листов и соединения частей между собой с помощью сердечника. Этот способ рассматриваем в качестве прототипа предлагаемого способа соединения листовых элементов МК.
Недостатками данного способа являются:
- незамкнутость петель, что не обеспечивает достаточную сопротивляемость растягивающим силам, особенно при использовании в металлоконструкциях, работающих под большими нагрузками, и достаточную герметичность,
- шарнирное соединение элементов не обеспечивает достаточную жесткость МК.
Задачей предлагаемого изобретения является создание, на базе совокупности существенных признаков известных способов, нового способа, позволяющего создавать листовые МК, обеспечивающие высокую несущую способность и долговечность, при низких трудовых, материальных и энергетических затратах, а также удобство монтажа и демонтажа.
Сущность предлагаемого способа соединения листовых элементов заключается в следующем. Соединяемые листовые заготовки размещают в рабочем пространстве штампа, рабочими элементами которого являются два ряда пуансонов, закрепленных в верхней и нижней плитах и оси которых расположены на определенных расстояниях друг от друга. При этом листовые заготовки накладывают друг на друга, зажимают и под действием пуансонов, перемещаемых навстречу друг другу, вначале выполняют надрезы одновременно в обоих листах, затем формируют двухслойные петли, расположенные через шаг вдоль кромок соединяемых листов, причем таким образом, что выпуклости петель направляют в разные стороны относительно плоскости листов. Далее листовые элементы удаляют из штампа, разъединяют их и отправляют к местам сборки, где листы соединяют с помощью сердечника, который протягивают через просветы, образованные петлями. Форма поперечного сечения сердечника может быть различной: круглой, квадратной, прямоугольной, треугольной, овальной и т.д. Величину натяга, а также требования к герметичности определяют в зависимости от эксплуатационных требований к МК. Диаметр сердечника рассчитывают по величине усилия протягивания. Герметичность обеспечивают путем протягивания сердечника через петли, на поверхности которых наносят герметик. В процессе протягивания герметик уплотняют и закупоривают им всевозможные щели.
Отличительным признаком предлагаемого способа является также то, что сердечник может выполнять несколько функций, быть соединительным и несущим элементом, увеличивать жесткость соединения. Концы сердечника и другие части можно использовать для присоединения покрытия к каркасным элементам конструкции без нарушения свойств металлопокрытия.
Соединение согласно предложенному способу разъемное, что облегчает монтаж и демонтаж МК, транспортировку элементов МК, дает возможность ремонта и замены элементов МК в процессе эксплуатации.
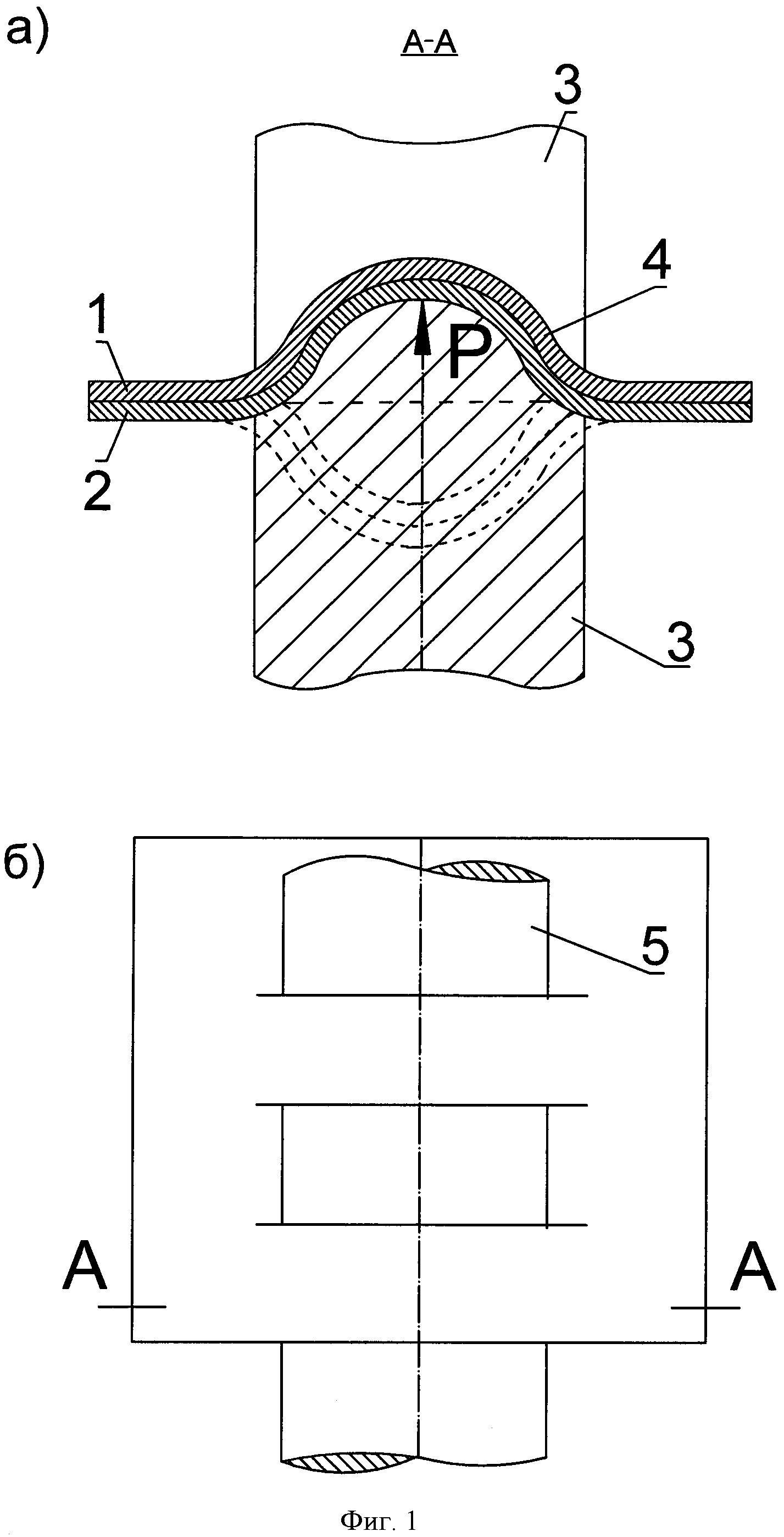
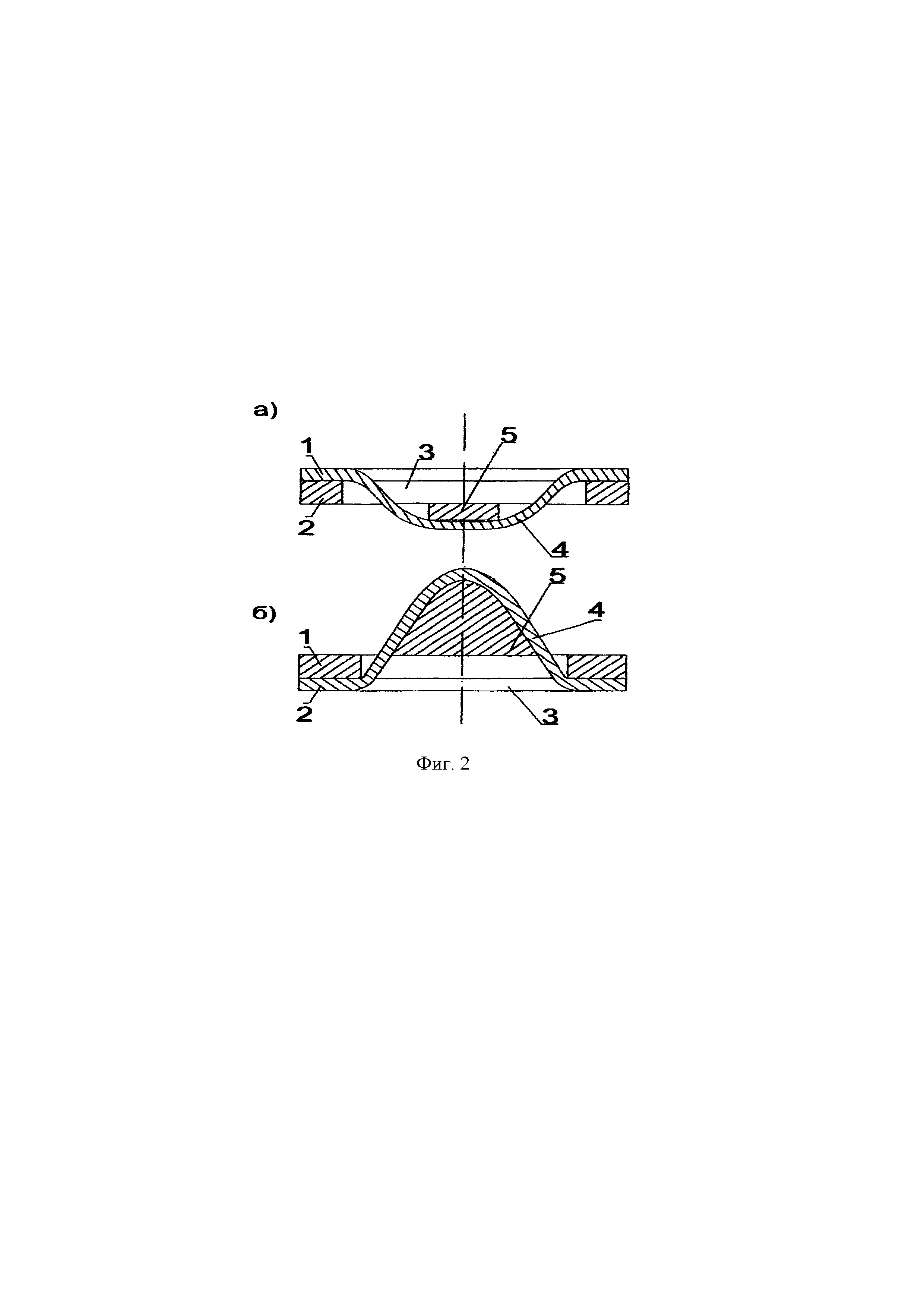
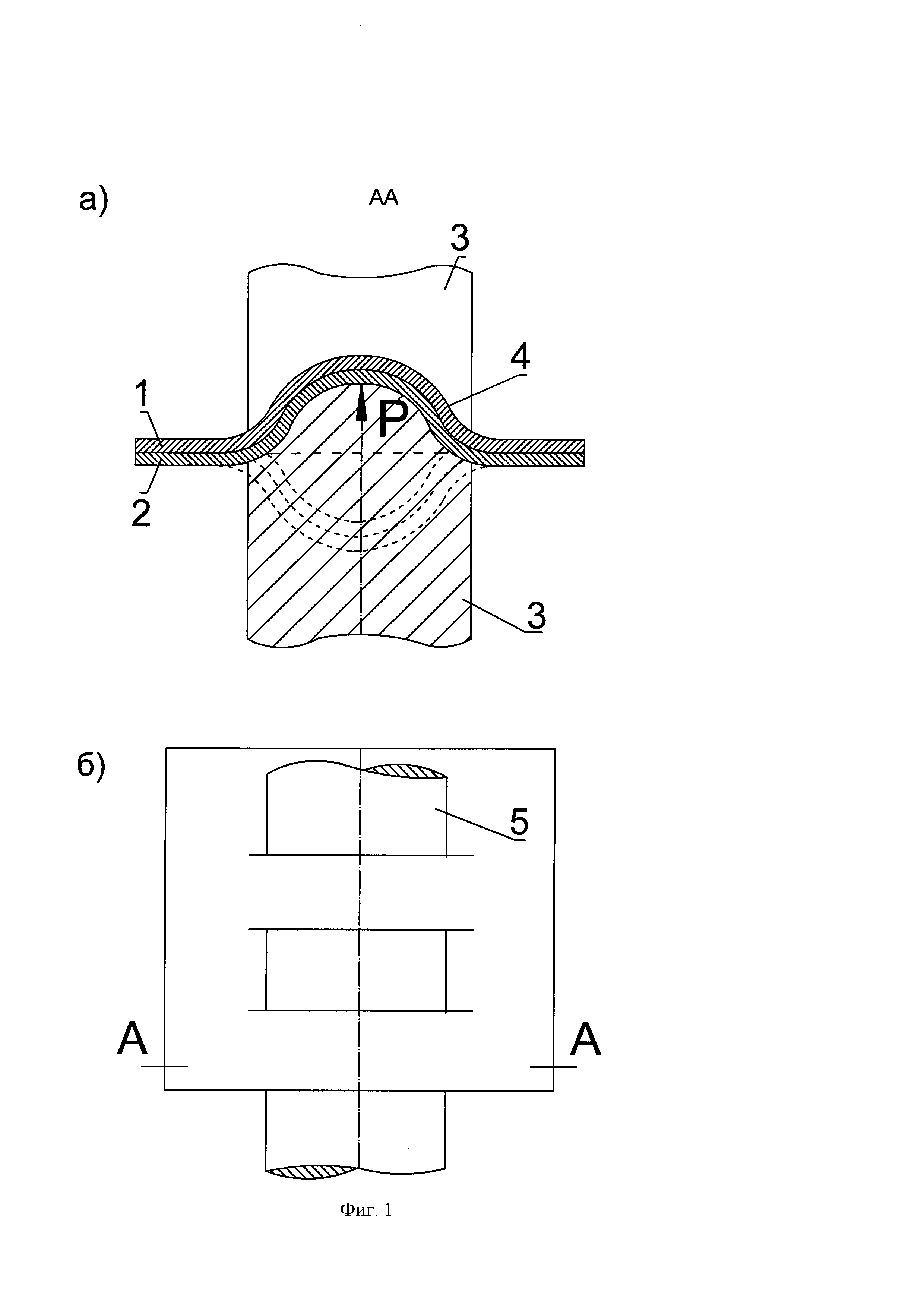
Реализацию заявленного способа поясним с помощью рисунка (Фиг. 1а, б). Соединяемые листовые элементы (1), (2) устанавливают в рабочем пространстве пресса в штампе, зажимают их и под действием пуансонов (3), установленных в верхней и нижней плитах штампа и одновременно перемещаемых навстречу друг другу, надрезают листы кромками пуансонов и формируют петли (4) путем вытяжки определенного поперечного сечения (круглые, прямоугольные, кольцевые, квадратные, овальные и др.). Причем петли формируют вершинами в разные стороны - поочередно вверх и вниз через один шаг. Расстояния между петлями могут быть одинаковыми по всей длине кромок или разными. На фиг. 1a показан конечный момент формирования петель (4) под действием пуансонов (3). После оформления петель листы разъединяют и отправляют на место сборки, где листы вновь соединяют петлями, а в отверстие петель вставляют и протягивают сердечник (5), который может иметь также различную форму поперечного сечения и размеры. Размеры поперечного сечения сердечника могут быть больше размеров поперечных сечений отверстий петель. Разница в размерах позволяет создавать натяг при протягивании сердечника через отверстие и, тем самым, увеличивать жесткость соединения и его герметичность. В целях увеличения герметичности соединения на сердечник (5) или петли перед протягиванием наносят слой герметика. Применение данного способа соединения листов предпочтительнее для листов толщиной менее 3 мм.
Предлагаемый способ соединения листовых металлоконструкций позволяет повысить несущую способность МК, расширить номенклатуру соединяемых элементов и область их применения, улучшить условия транспортировки, монтажа и демонтажа при изготовлении крупноразмерных несущих элементов панелей покрытия, ограждающих конструкций и т.п.
Способ изготовления деталей типа стержня с утолщением
Способ изготовления изделий типа клапанов
Способ изготовления длинномерных полых изделий
Способ изготовления длинноосных изделий типа стержня с утолщением
Способ изготовления длинноосных изделий
Способ изготовления деталей типа стержня с утолщением
Способ изготовления изделий типа клапанов
Способ изготовления длинномерных полых изделий
Способ изготовления длинноосных изделий типа стержня с утолщением
Способ изготовления длинноосных изделий

