Результат интеллектуальной деятельности: Электрододержатель для контактной точечной сварки (КТС)
Вид РИД
Изобретение
Изобретение относится к сварочному производству и может использоваться для сварки между собой заготовок, деталей и др. на одноточечных сварочных машинах (СМ).
Известен электрододержатель сварочных клещей в виде двух расположенных под углом стержней, имеющих на конце первого хвостовик для крепления других элементов, а на конце второго устройство для установки электрода; также имеются каналы циркуляции хладагента (см. патент US 4544822 А1. 01.10.1985).
Его недостатки: нетехнологичность из-за выполнения из листового материала и поэтому
высокая стоимость; сложность наладки межэлектродного зазора.
Известен и другой электрододержатель для КТС в виде трубы, имеющей в полости с заднего торца присоединительную часть колпака с поперечными окнами и трубкой под хладагент; в передней части хвостовик электрода и базирующейся средней боковой поверхностью в зажимном устройстве СМ (см. патент РФ 24220378 С2 от 02.03.2009).
Его недостатки: усложнение регулировки межэлектродного зазора при износе электродов; значительное усилие закрепления (раскрепления для регулировки) электрододержателя в зажимном устройстве для исключения его перемещения от усилия сварки при работе.
Задачей предлагаемого решения является устранение этих недостатков электрододержателей.
Технический результат, получаемый от внедрения предлагаемого: упрощение наладки электродов на оптимальный зазор между ними после их износа; уменьшение усилия закрепления электрододержателя в зажимном устройстве СМ.
Это достигается тем, что у элекрододержателя, выполненного в виде трубы, в полости которой расположены с заднего торца присоединительная часть колпака с поперечными окнами и трубкой под хладагент, а с переднего торца - хвостовик электрода и базирующейся в зажимном устройстве СМ боковой поверхностью, новым является то, что на этой поверхности зафиксирован полый болт с гайкой и контргайкой на его резьбовой поверхности, причем контргайка расположена между торцами головки болта и гайки, упирающейся другим торцом в зажимное устройство этой машины.
Фиксацией полого болта на боковой поверхности электрододержателя, например резьбой, обеспечивается неразъемное соединение между ними, воспринимающее усилие сварки при работе СМ; эти элементы также дополнительно фиксируются между собой от вращения, например, штифтами, а головка болта упирается в бурт понижения, выполненного с заднего торца электрододержателя, принимая часть усилия сварки при работе и разгружая этим самым резьбовое и штифтовое соединения, например. Выполнением болта полым возможно его размещение на электрододержателе с фиксацией его резьбой, штифтами и упором торца его головки в бурт боковой поверхности данного держателя.
Размещение на резьбовой поверхности болта гайки необходимо для перемещения его с электрододержателем в зажимном устройстве СМ при наладке межэлектродного зазора. При этом гайка задним торцом упирается в последнее и вращение ее с одновременным удержанием головки болта ключом осуществляется вышеуказанное.
Установкой контргайки между этой головкой и гайкой обеспечивается фиксация последней на болте после выверки межэлектродного зазора путем упора ее торца в торец удерживаемой при этом ключом гайки, предотвращая самоотворачивание последней от усилия сварки при работе СМ.
Сравнительный анализ предлагаемого с известными в настоящее время подобными решениями свидетельствует, что оно ново, имеет существенные отличия, промышленно пригодно и поэтому соответствует критерию ИЗОБРЕТЕНИЕ.
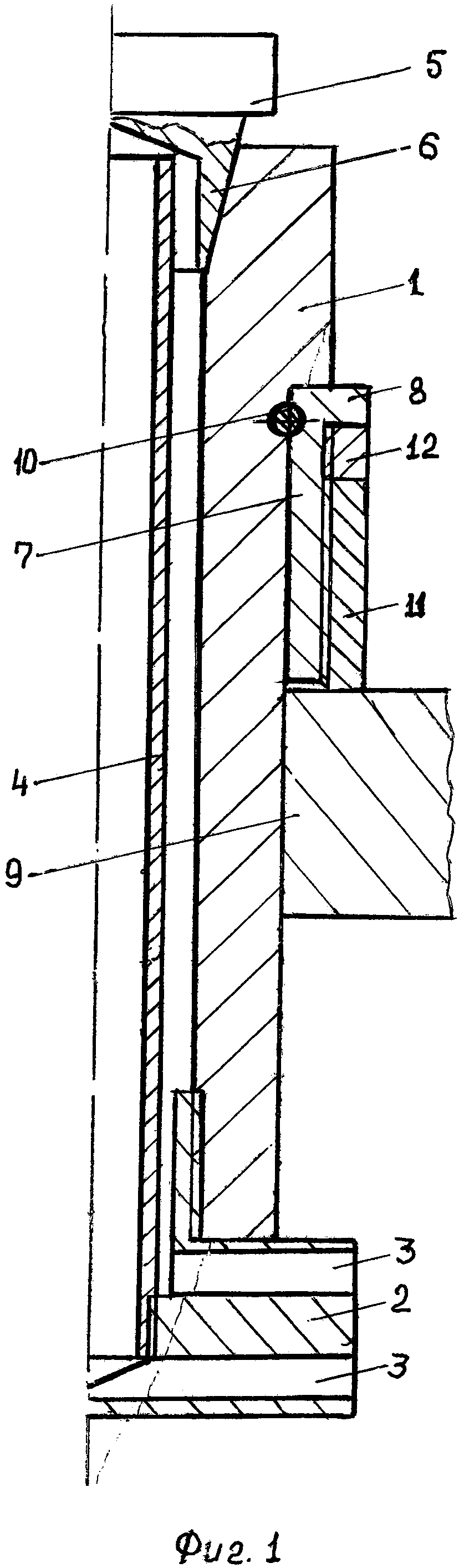
Данное решение поясняется чертежом, где на фиг. 1 показан электрододержатель - трубу 1, имеющую с заднего торца полость под присоединительную поверхность колпака 2 с поперечными окнами 3 и трубкой 4 для циркуляции хладагента по ней и полости трубы и охлаждения электрода 5 через его полый хвостовик, размещенный в полости трубы 1. Снаружи ее зафиксирован полый болт 7 (резьбой, прессованием, нагревом и др.) с упором торца его головки 8 в бурт проточки, выполненной с заднего торца трубы 1 на ее наружной боковой поверхности для крепления ею в зажимном устройстве 9.
Болт 5 дополнительно зафиксирован от вращения штифтами 10, а на его резьбе размещена гайка 11, упирающаяся своим торцом в торец зажимного устройства 9 СМ, и контргайка 12, расположенная между головкой 8 болта 7 и гайкой 11 с упором ее торца в торец последней.
Предлагаемое размещено на верхней половине трубы 1, причем длина гайки 11 определяется числом витков ее резьбы (не более 10) и ее шагом, а у контргайки их не более 5 и их суммарная длина определяет длину резьбы болта 7, к которой добавляется длина его головки.
Размещением без боковых зазоров болта 7 на трубе повышается продольная устойчивость ее от усилия сварки вследствие возрастания поперечных размеров такого устройства и оно может воспринимать большее усилие сварки при том же самом поперечном размере трубы, упрочненной полым болтом, или же можно уменьшить ее поперечный размер до определенной величины сварочного усилия, что позволит уменьшить расход меди на ее изготовление.
Усилие сварки передается на зажимное устройство так: оно воздействует на торец электрода 5 и через хвостовик 6 передается трубе 1, через ее бурт головке 8, болту 7, гайке 11 и она своим торцом передает его зажимному устройству 9 СМ.
Выполнение болта 7, гайки 11 и контргайки 12 стальными и термообработанными, их стойкость значительно выше стойкости медной трубы 1, у которой изнашивается при работе полость под хвостовик 6 электрода 5.
Настройка электрододержателя 1 на требуемый зазор электрода 5 с другим электродом, не показанным на фиг. 1, происходит так: он устанавливается в зажимном устройстве 9 и фиксируется там небольшим усилием. Затем вращается гайка 11, воздействующая своим торцом на зажимное устройство 9, и труба 1 перемещается вверх (вниз) в зависимости от положения ее на болте 7 с обеспечением оптимального зазора между электродами. После этого закрепляется труба 1 в устройстве 9 СМ и контргайка 12 также вращается для фиксации гайки 11 с контактом их торцов между собой. При этом усилие закрепления Рз штатного электрододержателя равно
Рз=f Р>Рсв,
где f - коэффициент трения между трубой и зажимным устройством; Р - усилие зажима трубы; Рcв - усилие сварки заготовок.
В предлагаемом решении Рсв через болт и гайку воспринимается непосредственно зажимным устройством и Рз' необходимо для исключения колебаний трубы в этом устройстве и подвода тока к нему. Поэтому в предлагаемом решении Рз'<Рз прототипа.
Таким образом, предлагаемым решением упрощается наладка межэлектродного зазора и значительно уменьшается усилие закрепления электрододержателя в СМ.
Электрододержатель для контактной точечной сварки, выполненный в виде трубы, в полости которой расположена трубка под хладагент, к заднему торцу трубы присоединен колпак с поперечными окнами, а со стороны переднего торца в полости трубы расположен хвостовик электрода, при этом боковая поверхность трубы предназначена для базирования в зажимном устройстве сварочной машины, отличающийся тем, что он снабжен полым болтом с гайкой, зафиксированным на боковой поверхности трубы, и контргайкой, расположенной на резьбовой поверхности болта между торцами головки болта и гайки с возможностью обеспечения упора торца гайки в зажимное устройство сварочной машины.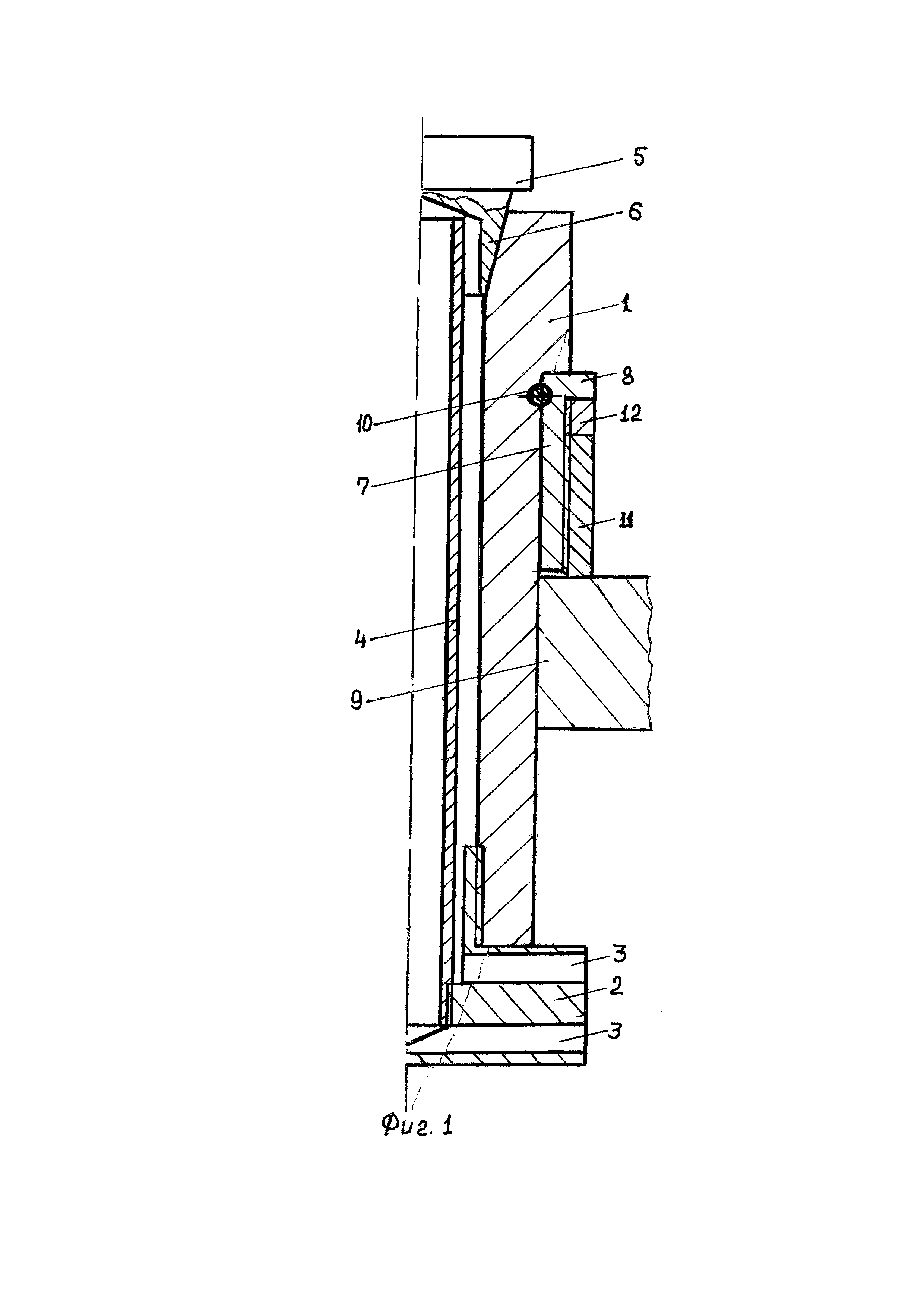
Способ охлаждения электрода сварочных клещей контактной точечной сварки (ктс) и устройство его реализации
Электрододержатель сварочных клещей для контактной точечной сварки
Электрододержатель для контактной точечной сварки
Электрододержатель для контактной точечной сварки
Электрододержатель для контактной точечной сварки
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Устройство для контактной точечной сварки прутков
Прессующий узел машины литья под давлением
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Шток горизонтальной машины литья под давлением (гмлпд)

