Результат интеллектуальной деятельности: ВЫТАЛКИВАТЕЛЬ ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ФОРМИРОВАНИИ ГОРЛОВИНЫ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ, ШТАМПОВОЧНАЯ СИСТЕМА ДЛЯ ФОРМИРОВАНИЯ ГОРЛОВИНЫ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ И СПОСОБ ФОРМИРОВАНИЯ ГОРЛОВИНЫ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ
Вид РИД
Изобретение
УРОВЕНЬ ТЕХНИКИ
[0001] Широко известно формирование горловины на верхней боковой стенке цельнотянутых металлических емкостей с утоненным корпусом при помощи штампа для формирования горловины, чтобы сузить отверстие металлических емкостей для принятия крышки или чтобы придать металлической емкости форму бутылки. Формирование горловины на верхней боковой стенке цельнотянутых металлических емкостей с утоненным корпусом требует выталкивателя, который работает совместно с штампом для формирования горловины.
СУЩНОСТЬ
[0002] Один вариант выполнения штамповочной системы содержит металлическую емкость, штамп для формирования горловины и выталкиватель. Металлическая емкость имеет отверстие и боковую стенку емкости. Боковая стенка емкости имеет первый внутренний диаметр и второй внутренний диаметр, в котором первый внутренний диаметр боковой стенки емкости по меньшей мере на 0,001 дюйма больше второго внутреннего диаметра боковой стенки емкости. Штамп для формирования горловины имеет рабочую поверхность, содержащую контактную площадку. Выталкиватель имеет опорную поверхность. Опорная поверхность имеет первый внешний диаметр выталкивателя, способный поддерживать первый внутренний диаметр боковой стенки емкости, когда выталкиватель вставлен в отверстие металлической емкости, и когда формируется горловина металлической емкости при помощи штампа для формирования горловины; и второй внешний диаметр выталкивателя, способный поддерживать второй внутренний диаметр боковой стенки емкости, когда выталкиватель вставлен в отверстие металлической емкости, и когда формируется горловина металлической емкости при помощи штампа для формирования горловины. Первый внешний диаметр выталкивателя больше второго внешнего диаметра выталкивателя.
[0003] Металлическая емкость может быть металлической емкостью любого типа, включая в себя банки и стаканы для напитков, аэрозольные баллоны и емкости для пищевых продуктов. Металлическая емкость может быть выполнен любым процессом, известным в данной области техники, включая в себя, но не ограничиваясь ими: вытяжку и утонение корпуса; штамповку выдавливанием; ротационное выдавливание; вытяжку и повторную вытяжку; и глубокую вытяжку.
[0004] Боковая стенка емкости является корпусом емкости, как показано на Фигуре 2.
[0005] Штамп для формирования горловины является штампом, используемым для сужения диаметра металлической емкости посредством осевого перемещения относительно металлической емкости.
[0006] Рабочая поверхность штампа для формирования горловины является поверхностью штампа для формирования горловины, которая непосредственно контактирует с металлической емкостью, когда штамп для формирования горловины сужает диаметр металлической емкости.
[0007] Контактная площадка является участком внутреннего диаметра рабочей поверхности штампа для формирования горловины, имеющим наименьший внутренний диаметр.
[0008] Выталкиватель, также называемый направляющей, вставлен внутрь металлической емкости во время формирования горловины и обеспечивает опорную поверхность, на которую рабочая поверхность штампа для формирования горловины толкает металлическую емкость во время формирования горловины. В некоторых вариантах выполнения, выталкиватель помогает удалению емкости из штампа после формирования горловины. Выталкиватель перемещается соосно относительно штампа для формирования горловины.
[0009] Опорная поверхность выталкивателя выполнена с возможностью поддерживания металлической емкости во время формирования горловины и предотвращает металлическую емкость от образования складок, коробления, разрушения или других дефектов, когда металлическая емкость сужается штампом для формирования горловины.
[0010] В некоторых вариантах выполнения, способность поддерживания означает, что во время формирования горловины, и когда выталкиватель вставлен или частично вставлен в металлическую емкость, зазор между выталкивателем и участками боковой стенки металлической емкости, подлежащего формированию горловины штампом для формирования горловины, составляет 0,0005 дюйма или менее, по мере того как штамп для формирования горловины сужает упомянутые участки. Наибольший зазор между выталкивателем и участками боковой стенки металлической емкости, подлежащего формированию горловины штампом для формирования горловины, который выполнен с возможностью поддерживания, будет зависеть от сплава, закалки, толщины и изменения толщины металлической емкости.
[0011] В некоторых вариантах выполнения, способность поддерживания означает, что во время формирования горловины, и когда выталкиватель вставлен или частично вставлен в металлическую емкость, зазор между выталкивателем и участками боковой стенки металлической емкости, подлежащего формированию горловины штампом для формирования горловины, составляет 0,003 дюйма или менее, по мере того как штамп для формирования горловины сужает упомянутые участки.
[0012] В некоторых вариантах выполнения, способность поддерживания означает, что во время формирования горловины, и когда выталкиватель вставлен или частично вставлен в металлическую емкость, зазор между выталкивателем и участками боковой стенки металлической емкости, подлежащего формированию горловины штампом для формирования горловины, составляет 0,002 дюйма или менее, по мере того как штамп для формирования горловины сужает упомянутые участки.
[0013] В некоторых вариантах выполнения, способность поддерживания означает, что во время формирования горловины, и когда выталкиватель вставлен или частично вставлен в металлическую емкость, зазор между выталкивателем и участками боковой стенки металлической емкости, подлежащего формированию горловины штампом для формирования горловины, составляет 0,0015 дюйма или менее, по мере того как штамп для формирования горловины сужает упомянутые участки.
[0014] В некоторых вариантах выполнения, способность поддерживания означает, что во время формирования горловины, и когда выталкиватель вставлен или частично вставлен в металлическую емкость, зазор между выталкивателем и участками боковой стенки металлической емкости, подлежащего формированию горловины штампом для формирования горловины, составляет 0,001 дюйма или менее, по мере того как штамп для формирования горловины сужает упомянутые участки.
[0015] В некоторых вариантах выполнения штамповочной системы, второй внутренний диаметр боковой стенки емкости расположен ближе к отверстию металлической емкости, чем первый внутренний диаметр боковой стенки емкости. В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя выполнен с возможностью прохождения через второй внутренний диаметр боковой стенки после формирования горловины при извлечении выталкивателя из металлической емкости. В некоторых вариантах выполнения штамповочной системы, первый внутренний диаметр боковой стенки емкости на по меньшей мере 0,0015 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения штамповочной системы, первый внутренний диаметр боковой стенки емкости на по меньшей мере 0,002 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения штамповочной системы, первый внутренний диаметр боковой стенки емкости на по меньшей мере 0,0025 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения штамповочной системы, первый внутренний диаметр боковой стенки емкости на по меньшей мере 0,003 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения штамповочной системы, первый внутренний диаметр боковой стенки емкости на по меньшей мере 0,004 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения штамповочной системы, первый внутренний диаметр боковой стенки емкости на по меньшей мере 0,005 дюйма больше второго внутреннего диаметра боковой стенки емкости.
[0016] В некоторых вариантах выполнения штамповочной системы, штамп для формирования горловины дополнительно содержит рельеф; в котором рабочая поверхность дополнительно содержит радиусный участок горловины и радиусный участок заплечика; в котором каждый из контактной площадки, радиусного участка горловины и радиусного участка заплечика имеет внутренний диаметр; в котором контактная площадка расположена между радиусным участком горловины и рельефом, и внутренний диаметр контактной площадки является наименьшим диаметром штампа для формирования горловины; в котором внутренние диаметры радиусного участка горловины и радиусного участка заплечика больше внутреннего диаметра контактной площадки; в котором рельеф содержит рельефную поверхность; в котором внутренний диаметр рельефной поверхности на по меньшей мере около 0,01 дюйма больше внутреннего диаметра участка контактной площадки; в котором внутренний диаметр рельефной поверхности не превышает наибольший диаметр, для того чтобы уменьшить, но не устранить, фрикционный контакт между металлической емкостью и рельефной поверхностью, в то же время сохраняя характеристики формирования горловины при формировании горловины металлической емкости; и в котором штамп для формирования горловины имеет такие размеры, чтобы при формировании горловины металлической емкости весь контактная площадка и рельеф перемещались относительно металлической емкости в осевом направлении, и по меньшей мере участок рельефа перемещался в отверстие металлической емкости. В некоторых вариантах выполнения штамповочной системы, металлическая емкость имеет закрытую нижнюю часть. В некоторых вариантах выполнения штамповочной системы, металлическая емкость образована вытяжкой и утонением корпуса.
[0017] В некоторых вариантах выполнения штамповочной системы, имеется плавный переход между первым внутренним диаметром боковой стенки емкости и вторым внутренним диаметром боковой стенки емкости. Плавный переход означает прямолинейное сужение от одной толщины боковой стенки к другой.
[0018] В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на по меньшей мере 0,001 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на по меньшей мере 0,0015 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на по меньшей мере 0,002 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на по меньшей мере 0,0025 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на по меньшей мере 0,003 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на по меньшей мере 0,004 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на по меньшей мере 0,005 дюйма больше второго внешнего диаметра выталкивателя.
[0019] В некоторых вариантах выполнения штамповочной системы, первый внутренний диаметр боковой стенки емкости на не более 0,006 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения штамповочной системы, первый внутренний диаметр боковой стенки емкости на не более 0,005 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения штамповочной системы, первый внутренний диаметр боковой стенки емкости на не более 0,004 дюйма больше второго внутреннего диаметра боковой стенки емкости.
[0020] В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на не более 0,006 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на не более 0,005 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на не более 0,004 дюйма больше второго внешнего диаметра выталкивателя.
[0021] В некоторых вариантах выполнения штамповочной системы, переход между первым внутренним диаметром боковой стенки емкости и вторым внутренним диаметром боковой стенки емкости по существу совпадает с переходом между первым внешним диаметром выталкивателя и вторым внешним диаметром выталкивателя. «По существу совпадает» означает то, что профиль выталкивателя на переходе зеркально отображает переход внутреннего диаметра боковой стенки емкости, то есть расстояние между внешним диаметром выталкивателя и внутренним диаметром боковой стенки емкости остается постоянным вдоль высоты их соответствующих переходов. В некоторых вариантах выполнения штамповочной системы, боковая стенка емкости имеет третий внутренний диаметр, и опорная поверхность выталкивателя имеет третий внешний диаметр выталкивателя, выполненный с возможностью поддерживания третьего внутреннего диаметра боковой стенки емкости, когда выталкиватель вставлен в отверстие металлической емкости, и когда формируется горловина металлической емкости при помощи штампа для формирования горловины.
[0022] В некоторых вариантах выполнения, внутренний диаметр боковой стенки емкости сужается и/или содержит множество сужающихся сегментов.
[0023] Один вариант выполнения способа формирования горловины металлической емкости содержит: (A) перемещение штампа для формирования горловины над открытым концом металлической емкости, в котором штамп для формирования горловины содержит рабочую поверхность, имеющую контактную площадку, и в котором металлическая емкость содержит: (i) отверстие; и (ii) боковую стенку, в котором боковая стенка имеет: (a) первый внутренний диаметр; и (b) второй внутренний диаметр; в котором первый внутренний диаметр на по меньшей мере 0,001 дюйма больше второго внутреннего диаметра; (B) введение выталкивателя в отверстие металлической емкости, в котором выталкиватель содержит: (i) первый внешний диаметр выталкивателя, способный поддерживать первый внутренний диаметр боковой стенки, когда выталкиватель вставлен в отверстие металлической емкости, и когда штамп для формирования горловины расположен над открытым концом металлической емкости; и (ii) второй внешний диаметр выталкивателя, способный поддерживать второй внутренний диаметр боковой стенки, когда выталкиватель вставлен в отверстие металлической емкости, и когда штамп для формирования горловины расположен над открытым концом металлической емкости, в котором первый внешний диаметр выталкивателя больше второго внешнего диаметра выталкивателя, (C) удаление штампа для формирования горловины с металлической емкости; и (D) удаление выталкивателя из металлической емкости; в котором при удалении выталкивателя из металлической емкости первый внешний диаметр выталкивателя проходит через второй внутренний диаметр боковой стенки.
[0024] В одном варианте выполнения способа, этап (B) введения выталкивателя происходит перед этапом (A) перемещения штампа для формирования горловины над открытым концом металлической емкости.
[0025] В одном варианте выполнения способа, этап (C) удаления штампа для формирования горловины с металлической емкости происходит перед этапом (D) удаления выталкивателя из металлической емкости.
[0026] В одном варианте выполнения способа, второй внутренний диаметр боковой стенки емкости расположен ближе к отверстию металлической емкости, чем первый внутренний диаметр боковой стенки емкости.
[0027] В некоторых вариантах выполнения способа, первый внутренний диаметр боковой стенки емкости на по меньшей мере 0,0015 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения способа, первый внутренний диаметр боковой стенки емкости на по меньшей мере 0,002 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения способа, первый внутренний диаметр боковой стенки емкости на по меньшей мере 0,0025 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения способа, первый внутренний диаметр боковой стенки емкости на по меньшей мере 0,003 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения способа, первый внутренний диаметр боковой стенки емкости на по меньшей мере 0,004 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения способа, первый внутренний диаметр боковой стенки емкости на по меньшей мере 0,005 дюйма больше второго внутреннего диаметра боковой стенки емкости.
[0028] В одном варианте выполнения способа, штамп для формирования горловины дополнительно содержит рельеф, и рабочая поверхность штампа для формирования горловины дополнительно содержит радиусный участок горловины и радиусный участок заплечика; в котором каждый из контактной площадки, радиусного участка горловины и радиусного участка заплечика имеет внутренний диаметр; в котором контактная площадка между радиусным участком горловины и рельефом, и внутренний диаметр контактной площадки является наименьшим диаметром штампа для формирования горловины; в котором внутренние диаметры радиусного участка горловины и радиусного участка заплечика больше внутреннего диаметра контактной площадки; в котором рельеф содержит рельефную поверхность; в котором внутренний диаметр рельефной поверхности на по меньшей мере около 0,01 дюйма больше внутреннего диаметра участка контактной площадки; в котором внутренний диаметр рельефной поверхности не превышает наибольший диаметр, для того чтобы уменьшить, но не устранить, фрикционный контакт между металлической емкостью и рельефной поверхностью, в то же время сохраняя характеристики формирования горловины при формировании горловины металлической емкости; и в котором штамп для формирования горловины имеет такие размеры, чтобы при формировании горловины металлической емкости весь контактная площадка и рельеф перемещались относительно металлической емкости в осевом направлении, и по меньшей мере участок рельефа перемещался в отверстие металлической емкости.
[0029] В некоторых вариантах выполнения способа, металлическая емкость имеет закрытую нижнюю часть. В некоторых вариантах выполнения способа, металлическая емкость образована вытяжкой и утонением корпуса.
[0030] В некоторых вариантах выполнения способа, имеется плавный переход между первым внутренним диаметром боковой стенки емкости и вторым внутренним диаметром боковой стенки емкости.
[0031] В некоторых вариантах выполнения способа, первый внешний диаметр выталкивателя на по меньшей мере 0,001 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения способа, первый внешний диаметр выталкивателя на по меньшей мере 0,002 дюйма больше второго внешнего диаметра выталкивателя.
[0032] В некоторых вариантах выполнения способа, первый внутренний диаметр боковой стенки емкости на не более 0,006 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения способа, первый внутренний диаметр боковой стенки емкости на не более 0,005 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения способа, первый внутренний диаметр боковой стенки емкости на не более 0,004 дюйма больше второго внутреннего диаметра боковой стенки емкости.
[0033] В некоторых вариантах выполнения способа, первый внешний диаметр выталкивателя на не более 0,006 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения способа, первый внешний диаметр выталкивателя на не более 0,005 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения способа, первый внешний диаметр выталкивателя на не более 0,004 дюйма больше второго внешнего диаметра выталкивателя.
[0034] В некоторых вариантах выполнения способа, переход между первым внутренним диаметром боковой стенки емкости и вторым внутренним диаметром боковой стенки емкости по существу совпадает с переходом между первым внешним диаметром выталкивателя и вторым внешним диаметром выталкивателя.
[0035] В некоторых вариантах выполнения способа, боковая стенка емкости имеет третий внутренний диаметр и в котором опорная поверхность выталкиватель имеет третий внешний диаметр выталкивателя, выполненный с возможностью поддерживания третьего внутреннего диаметра боковой стенки емкости, когда выталкиватель вставлен в отверстие металлической емкости, и когда формируется горловина металлической емкости при помощи штампа для формирования горловины.
[0036] Один вариант выполнения выталкивателя содержит: первый внешний диаметр выталкивателя, способный поддерживать первый внутренний диаметр боковой стенки емкости, когда выталкиватель вставлен в отверстие металлической емкости, и когда формируется горловина металлической емкости при помощи штампа для формирования горловины; и второй внешний диаметр выталкивателя, способный поддерживать второй внутренний диаметр боковой стенки емкости, когда выталкиватель вставлен в отверстие металлической емкости, и когда формируется горловина металлической емкости при помощи штампа для формирования горловины, в котором первый внешний диаметр выталкивателя на по меньшей мере 0,001 дюйма больше второго внешнего диаметра выталкивателя.
[0037] В некоторых вариантах выполнения выталкивателя, первый внешний диаметр выталкивателя выполнен с возможностью прохождения через второй внутренний диаметр боковой стенки после формирование горловины при извлечении выталкивателя из металлической емкости.
[0038] В некоторых вариантах выполнения выталкивателя, первый внешний диаметр выталкивателя на по меньшей мере 0,002 дюйма больше второго внешнего диаметра выталкивателя.
[0039] В некоторых вариантах выполнения выталкивателя, металлическая емкость имеет закрытую нижнюю часть. В некоторых вариантах выполнения выталкивателя, металлическая емкость образована вытяжкой и утонением корпуса.
[0040] В некоторых вариантах выполнения выталкивателя, имеется плавный переход между первым внешним диаметром выталкивателя и вторым внешним диаметром выталкивателя.
[0041] В некоторых вариантах выполнения выталкивателя, первый внешний диаметр выталкивателя на не более 0,006 дюйма больше второго внешнего диаметра выталкивателя.
[0042] В некоторых вариантах выполнения выталкивателя, первый внешний диаметр выталкивателя на не более 0,005 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения выталкивателя, первый внешний диаметр выталкивателя на не более 0,004 дюйма больше второго внешнего диаметра выталкивателя.
[0043] В некоторых вариантах выполнения выталкивателя, переход между первым внешним диаметром выталкивателя и вторым внешним диаметром выталкивателя по существу совпадает с переходом между первым внутренним диаметром боковой стенки и вторым внутренним диаметром боковой стенки.
[0044] В некоторых вариантах выполнения выталкивателя, выталкиватель имеет третий внешний диаметр выталкивателя, выполненный с возможностью поддерживания третьего внутреннего диаметра боковой стенки, когда выталкиватель вставлен в отверстие металлической емкости, и когда формируется горловина металлической емкости при помощи штампа для формирования горловины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
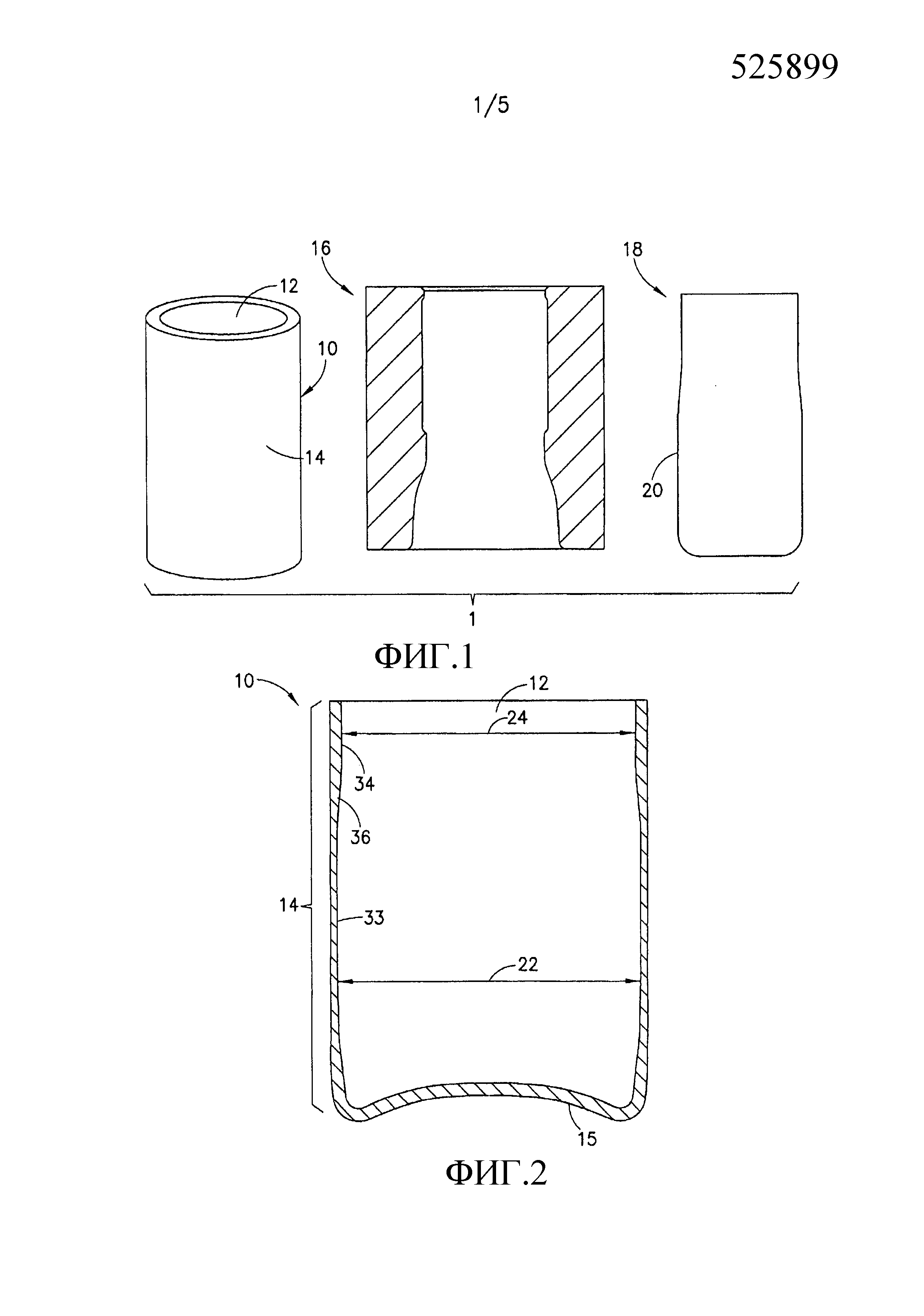
[0045] Фиг. 1 - штамповочная система, включающая в себя вид сбоку предварительно отформованного металлической емкости, вид сбоку в сечении штампа для формирования горловины и вид сбоку в сечении выталкивателя согласно одному варианту выполнения;
[0046] Фиг. 2 - вид сбоку в сечении предварительно отформованной металлической емкости с Фигуры 1;
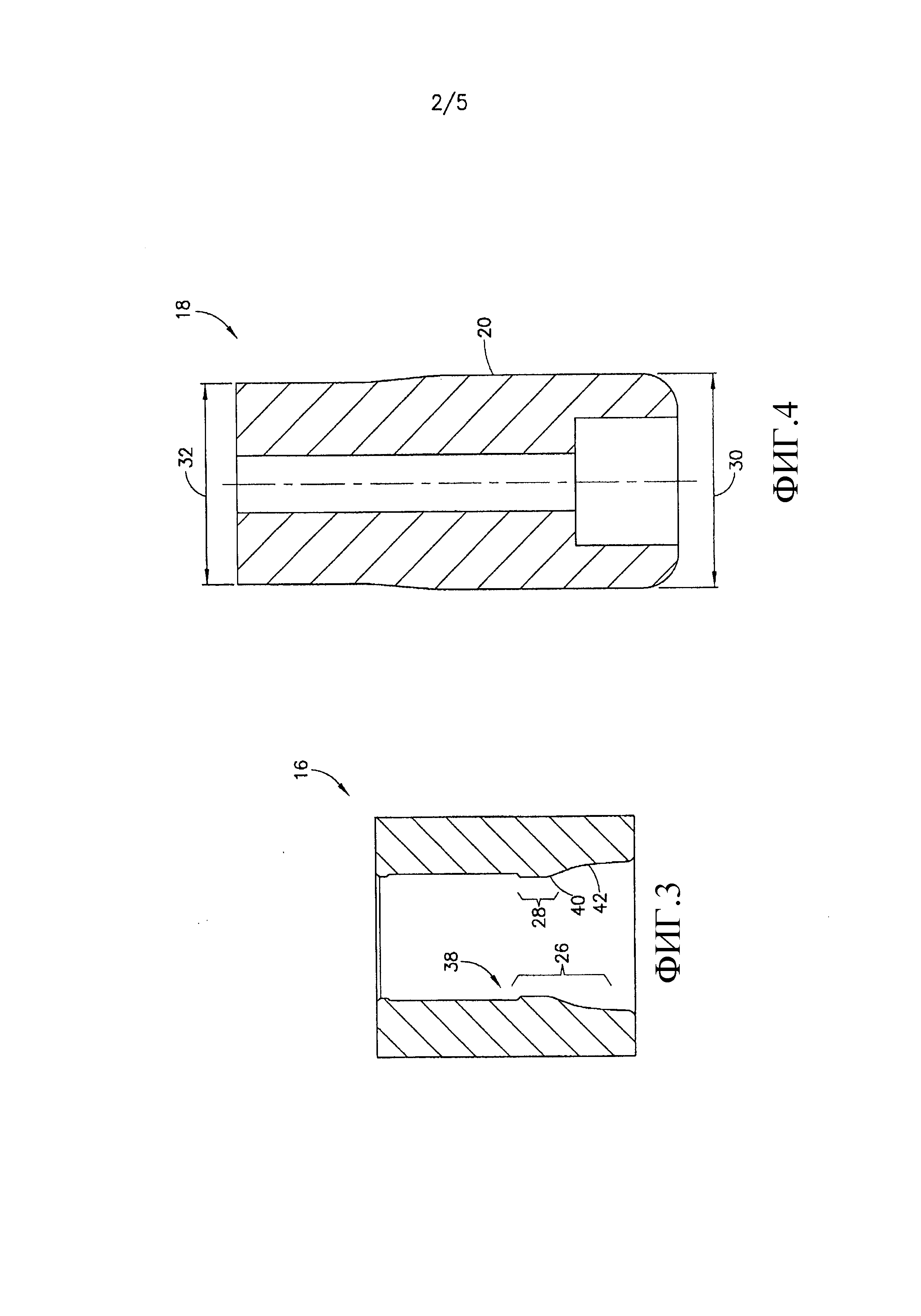
[0047] Фиг. 3 - вид сбоку в сечении штампа для формирования горловины с Фигуры 1;
[0048] Фиг. 4 - вид сбоку в сечении выталкивателя с Фигуры 1;
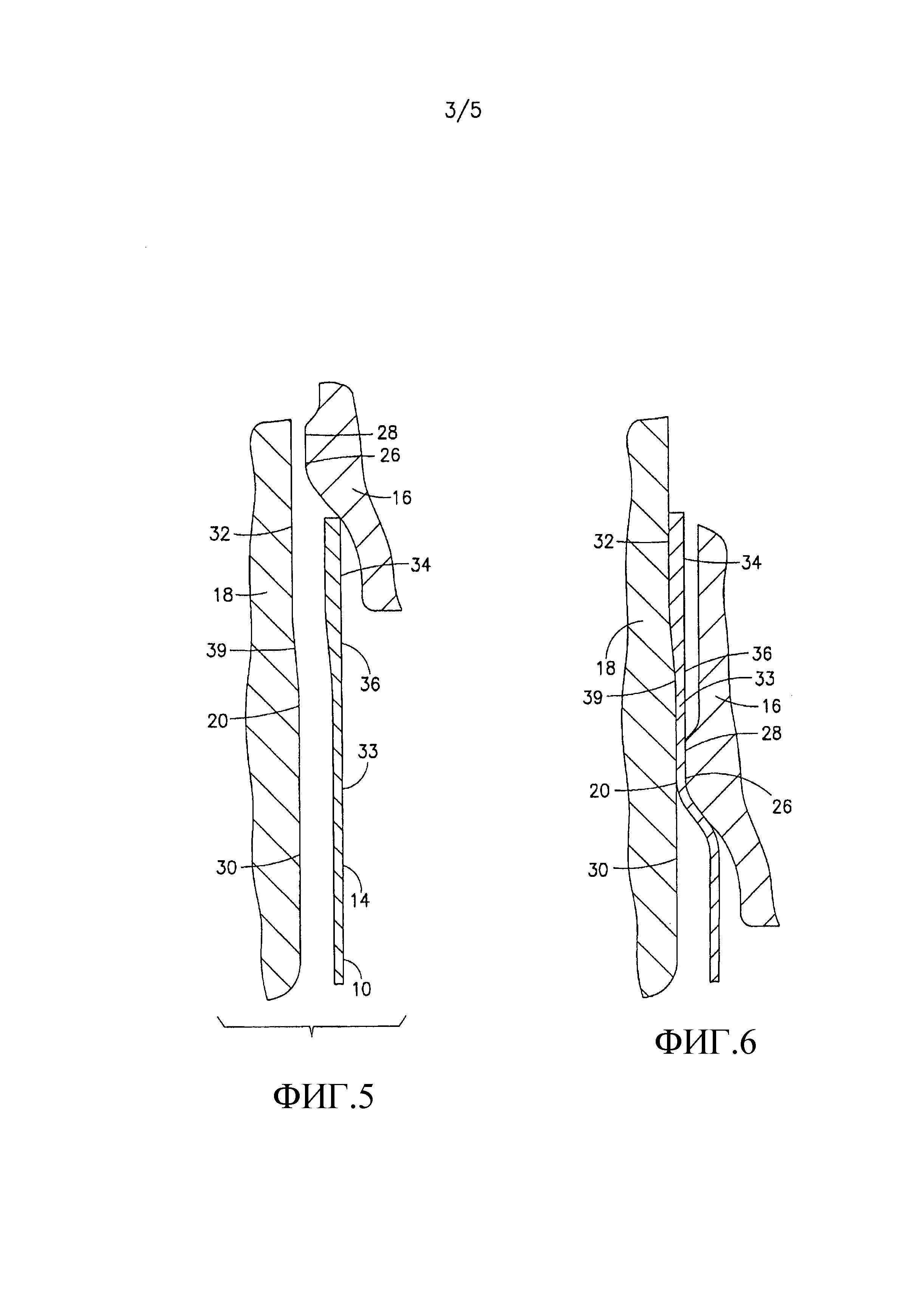
[0049] Фиг. 5 - частичный вид сбоку в сечении предварительно отформованной металлической емкости, штампа для формирования горловины и выталкивателя с Фигуры 1, когда штамп для формирования горловины готов сузить предварительно отформованную металлическую емкость;
[0050] Фиг. 6 - частичный вид сбоку в сечении предварительно отформованной металлической емкости, штампа для формирования горловины и выталкивателя с Фигуры 1, когда штамп для формирования горловины сужает металлическую емкость;
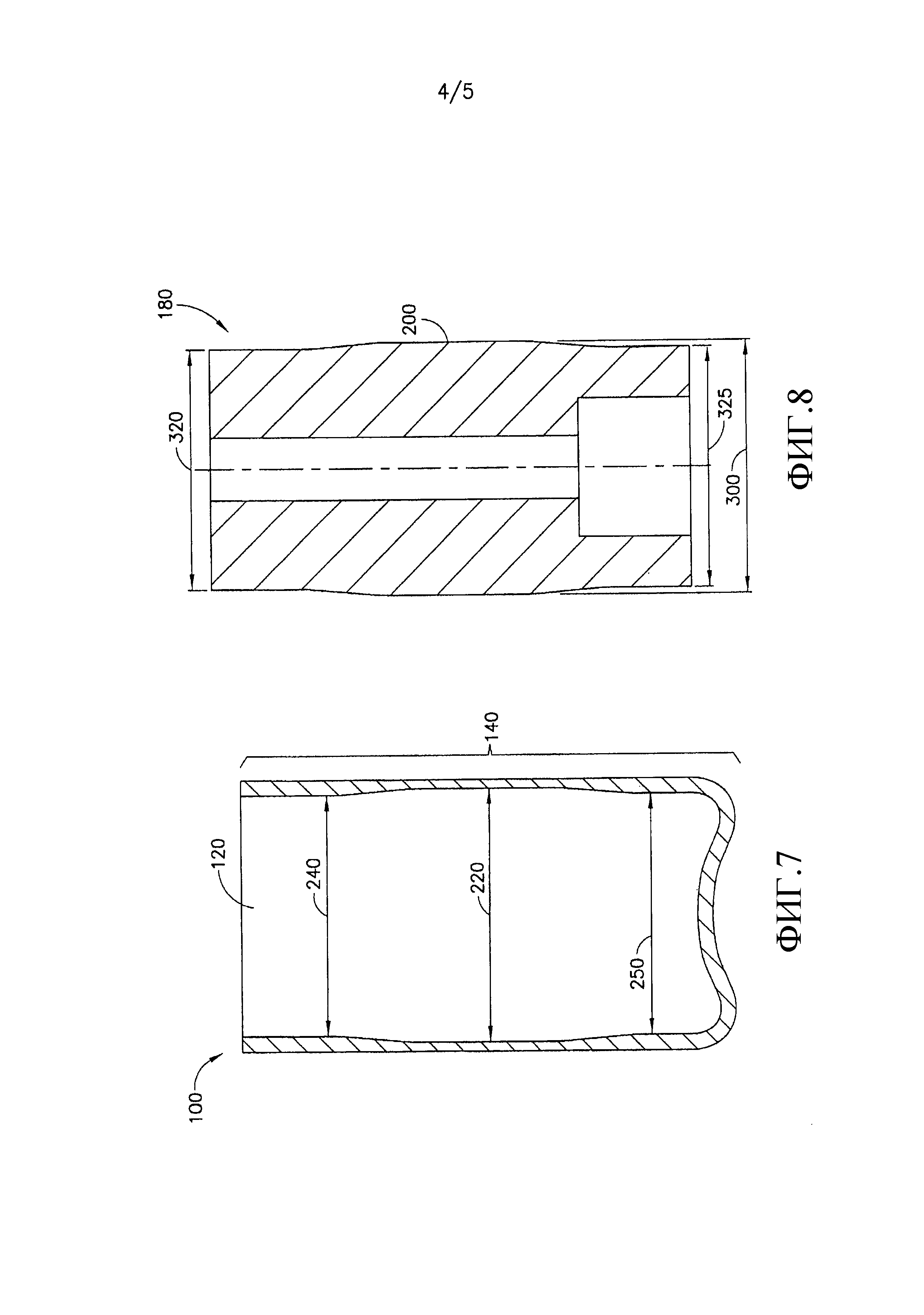
[0051] Фиг. 7 - вид сбоку в сечении предварительно отформованной металлической емкости согласно другому варианту выполнения;
[0052] Фиг. 8 - вид сбоку в сечении выталкивателя согласно другому варианту выполнения;
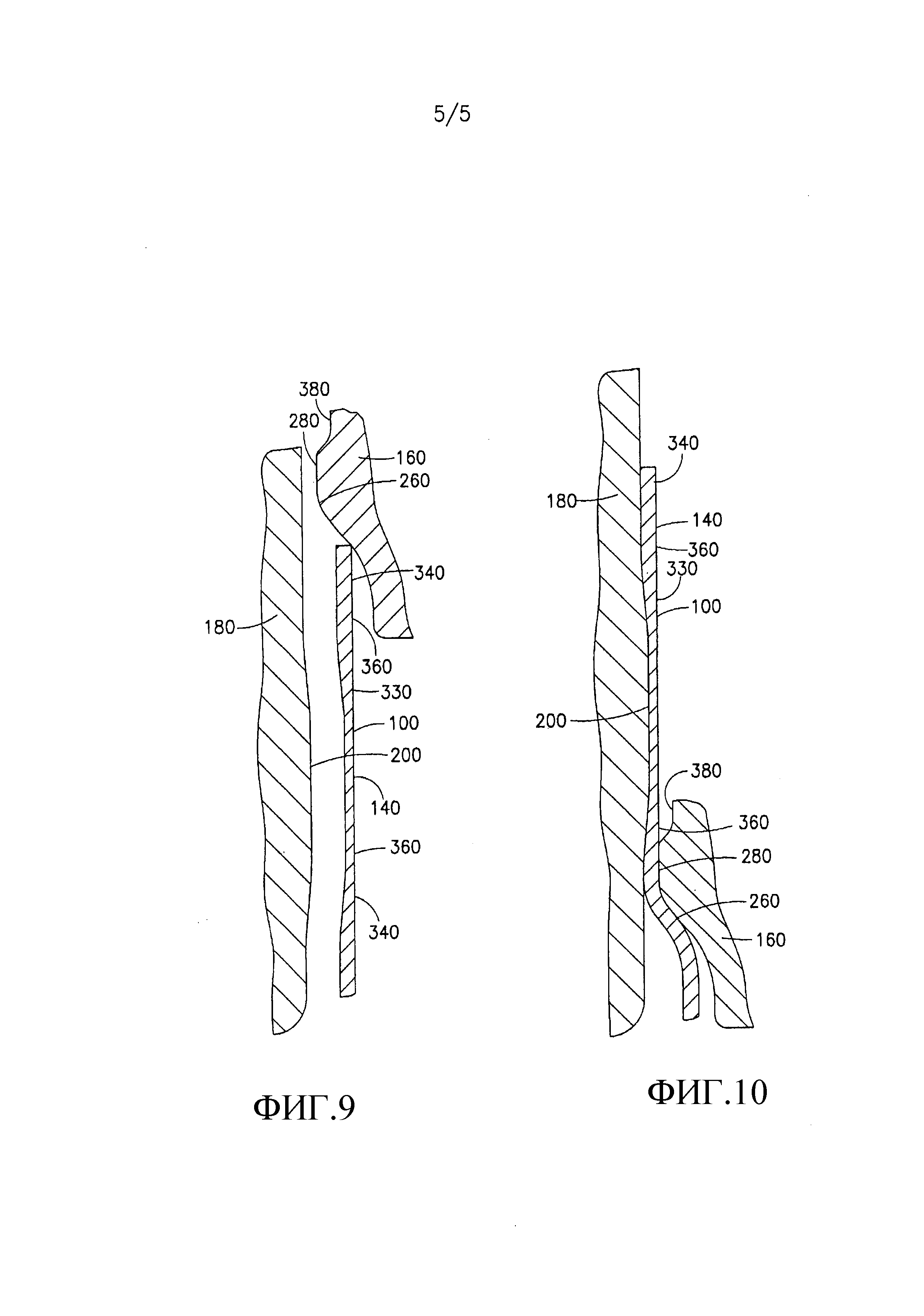
[0053] Фиг. 9 - частичный вид сбоку в сечении предварительно отформованной металлической емкости с Фигуры 7, выталкивателя с Фигуры 8 и штампа для формирования горловины, когда штамп для формирования горловины готов сузить предварительно отформованную металлическую емкость; и
[0054] Фиг. 10 - частичный вид сбоку в сечении предварительно отформованной металлической емкости с Фигуры 7, выталкивателя с Фигуры 8 и штампа для формирования горловины, когда штамп для формирования горловины сужает металлическую емкость.
ОПИСАНИЕ
[0055] Для цели этого описания, термины, такие как верхний, нижний, ниже, выше, под, над и так далее, относятся к положению законченного металлической емкости, в котором основание металлической емкости опирается на плоскую поверхность, независимо от ориентации металлической емкости во время этапов или процессов изготовления или изменения формы. Готовая металлическая емкость является металлической емкостью, которая не будет претерпевать дополнительные этапы изменения формы перед его использованием конечным потребителем. В некоторых вариантах выполнения, верхняя поверхность емкости имеет отверстие.
[0056] Фиг. 1 показывает штамповочную систему 1 согласно одному варианту выполнения изобретения. В этом варианте выполнения, штамповочная система 1 содержит металлическую емкость 10, штамп 16 для формирования горловины и выталкиватель 18. Металлическая емкость 10 имеет отверстие 12 и боковую стенку 14 емкости. Выталкиватель 18 содержит опорную поверхность 20,
[0057] Фиг. 2 показывает металлическую емкость 10 более подробно. Металлическая емкость 10 имеет закрытую нижнюю часть, образующую основание 15. Боковая стенка 14 емкости имеет первый внутренний диаметр 22 и второй внутренний диаметр 24, в котором первый внутренний диаметр 22 боковой стенки 14 емкости на по меньшей мере 0,001 дюйма больше второго внутреннего диаметра 24 боковой стенки 14 емкости. Участок боковой стенки 14 емкости 10, имеющий первый внутренний диаметр 22, называют тонкой стенкой 33. Участок боковой стенки 14 емкости 10, имеющий второй внутренний диаметр 22, называют толстой стенкой 34. Имеется плавный переход 36 между первым внутренним диаметром 22 боковой стенки 14 емкости и вторым внутренним диаметром 24 боковой стенки 14 емкости и также между тонкой стенкой 33 и толстой стенкой 34. В некоторых вариантах выполнения, первый внутренний диаметр 22 боковой стенки 14 емкости на по меньшей мере 0,0015 дюйма больше второго внутреннего диаметра 24 боковой стенки 14 емкости. В некоторых вариантах выполнения, первый внутренний диаметр 22 боковой стенки 14 емкости на по меньшей мере 0,002 дюйма больше второго внутреннего диаметра 24 боковой стенки 14 емкости. В некоторых вариантах выполнения, первый внутренний диаметр 22 боковой стенки 14 емкости на по меньшей мере 0,0025 дюйма больше второго внутреннего диаметра 24 боковой стенки 14 емкости. В других вариантах выполнения, первый внутренний диаметр 22 боковой стенки 14 емкости на по меньшей мере 0,003 дюйма больше второго внутреннего диаметра 24 боковой стенки 14 емкости. В некоторых вариантах выполнения, первый внутренний диаметр 22 боковой стенки 14 емкости на по меньшей мере 0,004 дюйма больше второго внутреннего диаметра 24 боковой стенки 14 емкости. В некоторых вариантах выполнения, первый внутренний диаметр 22 боковой стенки 14 емкости на по меньшей мере 0,005 дюйма больше второго внутреннего диаметра 24 боковой стенки 14 емкости.
[0058] Как видно из показанного варианта выполнения, второй внутренний диаметр 24 боковой стенки 14 емкости расположен ближе к отверстию 12 металлической емкости 10, чем первый внутренний диаметр 22 боковой стенки 14 емкости.
[0059] В некоторых вариантах выполнения штамповочной системы, первый внутренний диаметр боковой стенки емкости на не более 0,006 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения штамповочной системы, первый внутренний диаметр боковой стенки емкости на не более 0,005 дюйма больше второго внутреннего диаметра боковой стенки емкости. В некоторых вариантах выполнения штамповочной системы, первый внутренний диаметр боковой стенки емкости на не более 0,004 дюйма больше второго внутреннего диаметра боковой стенки емкости.
[0060] Штамп 16 для формирования горловины, показанный на Фигуре 3, имеет рабочую поверхность 26, содержащую контактную площадку 28, радиусный участок 40 горловины и радиусный участок 42 заплечика. Рельеф 38 также показан. Контактная площадка 28 расположена между радиусным участком 40 горловины и рельефом 38. Внутренние диаметры радиусного участка 40 горловины и радиусного участка 42 заплечика больше внутреннего диаметра контактной площадки 28. Внутренний диаметр контактной площадки 28 является наименьшим диаметром штампа 16 для формирования горловины.
[0061] Как показано на Фигуре 4, выталкиватель 18 имеет опорную поверхность 20, Опорная поверхность 20 имеет первый внешний диаметр 30 выталкивателя, способный поддерживать первый внутренний диаметр 22 боковой стенки 14 емкости, когда выталкиватель 18 вставлен в отверстие 12 металлической емкости 10, и когда формируется горловина металлической емкости 10 при помощи штампа 16 для формирования горловины; и второй внешний диаметр 32 выталкивателя, способный поддерживать второй внутренний диаметр 24 боковой стенки 14 емкости, когда выталкиватель 18 вставлен в отверстие 12 металлической емкости 10, и когда формируется горловина металлической емкости 10 при помощи штампа 16 для формирования горловины. Как видно на Фигуре 4, первый внешний диаметр 30 выталкивателя больше второго внешнего диаметра 32 выталкивателя. Однако первый внешний диаметр 30 выталкивателя выполнен с возможностью прохождения через второй внутренний диаметр 24 боковой стенки 14 после формирование горловины при извлечении выталкивателя 18 из металлической емкости 10, Несмотря на то, что первый внешний диаметр 30 выталкивателя больше второго внутреннего диаметра 24 боковой стенки 14 после формирования горловины, первый внешний диаметр 30 выталкивателя выполнен с возможностью прохождения через второй внутренний диаметр 24 боковой стенки 14 после формирования горловины, не повреждая металлическую емкость 10, поскольку будет иметь место некоторая степень пружинения боковой стенке 14 металлической емкости 10, Величина пружинения будет определяться толщиной, закалкой, диаметром емкости и сплавом металла, составляющего металлическую емкость 10, Первый внешний диаметр 30 выталкивателя на по меньшей мере 0,001 дюйма больше второго внешнего диаметра 24 выталкивателя. В некоторых вариантах выполнения, первый внешний диаметр выталкивателя на по меньшей мере 0,0015 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения, первый внешний диаметр выталкивателя на по меньшей мере 0,002 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения, первый внешний диаметр выталкивателя на по меньшей мере 0,0025 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения, первый внешний диаметр выталкивателя на по меньшей мере 0,003 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения, первый внешний диаметр выталкивателя на по меньшей мере 0,004 дюйма больше второго внешнего диаметра выталкивателя.
[0062] В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на не более 0,006 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на не более 0,005 дюйма больше второго внешнего диаметра выталкивателя. В некоторых вариантах выполнения штамповочной системы, первый внешний диаметр выталкивателя на не более 0,004 дюйма больше второго внешнего диаметра выталкивателя.
[0063] Как видно на Фигурах 5 и 6, переход 36 между первым внутренним диаметром 22 боковой стенки 14 емкости и вторым внутренним диаметром 24 боковой стенки 14 емкости по существу совпадает с переходом 39 между первым внешним диаметром 30 выталкивателя и вторым внешним диаметром 32 выталкивателя.
[0064] При работе штамповочной системы 1, на Фигуре 1, для формирования горловины металлической емкости 10, согласно одному варианту выполнения, выталкиватель 18 вставляется в отверстие 12 металлической емкости 10, Затем штамп 16 для формирования горловины перемещается над отверстием 12 металлической емкости 10, Фиг. 5 показывает выталкиватель 18 внутри металлической емкости 10, причем штамп 16 для формирования горловины готов скользить по металлической емкости 10. По мере перемещения штампа 16 для формирования горловины над отверстием 12 металлической емкости 10, первый внешний диаметр 30 выталкивателя поддерживает первый внутренний диаметр 22 боковой стенки 14 металлической емкости 10 и второй внешний диаметр 32 выталкивателя поддерживает второй внутренний диаметр 24 боковой стенки 14 металлической емкости 10, как показано на Фигуре 6. Затем штамп 16 для формирования горловины удаляется с металлической емкости 10, В конечном счете, выталкиватель 18 удаляется из металлической емкости 10, в котором при удалении выталкивателя 18 из металлической емкости 10 первый внешний диаметр 30 выталкивателя проходит через второй внутренний диаметр 24 боковой стенки 14.
[0065] В некоторых вариантах выполнения, штамп 16 для формирования горловины начинает перемещаться над отверстием 12 металлической емкости 10 после начала введения выталкивателя 18 в металлическую емкость 10, но до полного введения выталкивателя 18 в металлическую емкость 10,
[0066] В некоторых вариантах выполнения, штамп 16 для формирования горловины начинает перемещаться над отверстием 12 металлической емкости 10 после начала введения выталкивателя 18 в металлическую емкость 10, но до полного введения выталкивателя 18 в металлическую емкость 10, Как только выталкиватель 18 полностью вставлен в металлическую емкость 10, он прекращает перемещение, в то же время штамп 16 для формирования горловины завершает свой ход и начинает перемещаться с металлической емкости. Затем выталкиватель 18 выходит из металлической емкости 10,
[0067] Альтернативные варианты выполнения металлической емкости 100 и выталкивателя 180 показаны на Фигурах 7 и 8, соответственно. Металлическая емкость 100 имеет боковую стенку 140 емкости, и боковая стенка емкости имеет первый внутренний диаметр 220, второй внутренний диаметр 240 и третий внутренний диаметр 250, Опорная поверхность 200 выталкивателя 180 имеет первый внешний диаметр 300 выталкивателя, способный поддерживать первый внутренний диаметр 220 боковой стенки 140 емкости, когда выталкиватель 180 вставлен в отверстие 120 металлической емкости 100, и когда формируется горловина металлической емкости 100 при помощи штампа для формирования горловины. Опорная поверхность 200 выталкивателя 180 также имеет второй внешний диаметр 320 выталкивателя, способный поддерживать второй внутренний диаметр 240 боковой стенки 140 емкости, когда выталкиватель 180 вставлен в отверстие 120 металлической емкости 100, и когда формируется горловина металлической емкости 100 при помощи штампа для формирования горловины. В конечном счете, опорная поверхность 200 имеет третий внешний диаметр 325 выталкивателя, выполненный с возможностью поддерживания третьего внутреннего диаметра 250 боковой стенки 140 емкости, когда выталкиватель 180 вставлен в отверстие 120 металлической емкости 100, и когда формируется горловина металлической емкости 100 при помощи штампа для формирования горловины.
[0068] Фиг. 9 показывает выталкиватель 180 внутри металлической емкости 100, причем штамп 160 для формирования горловины готов к скольжению по металлической емкости 100. При работе, по мере перемещения штампа 160 для формирования горловины над отверстием 120 металлической емкости 100, первый внешний диаметр 300 выталкивателя поддерживает первый внутренний диаметр 220 боковой стенки 140 металлической емкости 100, и второй внешний диаметр 320 выталкивателя поддерживает второй внутренний диаметр 240 боковой стенки 140 металлической емкости 100, и третий внешний диаметр 325 выталкивателя поддерживает второй внутренний диаметр 250 боковой стенки 140 металлической емкости 100, как показано на Фигуре 10,
Примеры
[0069] В одном примере варианта выполнения, толщина участка толстой стенки металлической емкости составляет 0,006 дюйма, и толщина участка тонкой стенки металлической емкости составляет 0,004 дюйма. В другом примере, толщина участка толстой стенки металлической емкости составляет 0,008 дюйма, и толщина участка тонкой стенки металлической емкости составляет 0,006 дюйма. В дополнительном примере, толщина участка толстой стенки металлической емкости, содержащего банку 211, составляет 0,0058 дюйма, и толщина участка тонкой стенки металлической емкости составляет 0,0038 дюйма. В еще одном примере, толщина участка толстой стенки металлической емкости составляет 0,006 дюйма, и толщина участка тонкой стенки металлической емкости составляет 0,0038 дюйма. В дополнительном примере, толщина участка толстой стенки металлической емкости составляет 0,0058 дюйма, и толщина участка тонкой стенки металлической емкости составляет 0,0048 дюйма. В последнем примере, толщина участка толстой стенки металлической емкости, содержащего банку 211, составляет 0,0063 дюйма, и толщина участка тонкой стенки металлической емкости составляет 0,0041 дюйма.
[0070] Несмотря на то, что различные варианты выполнения настоящего описания были подробно описаны, очевидно, что модификации и изменения этих вариантов выполнения будут возникать у специалистов в данной области техники. Однако однозначно ясно, что такие модификации и изменения лежат в пределах сущности и объема настоящего описания.
[0071] Все признаки, раскрытые в описании, включая в себя пункты формулы изобретения, рефераты и чертежи, и все этапы любого раскрытого способа или процесса, могут быть объединены в любой комбинации, за исключением комбинаций, где по меньшей мере некоторые из таких признаков и/или этапов являются взаимоисключающими. Каждый признак, раскрытый в описании, включая в себя пункты формулы изобретения, рефераты и чертежи, могут быть заменены альтернативными признаками, служащими для той же, эквивалентной или аналогичной цели, если явно не указано иное. Таким образом, если явно не указано иное, каждый раскрытый признак является только одним примером родовой серии эквивалентных или аналогичных признаков.
[0072] Любой элемент в пункте формулы изобретения, который явно не указывает на «средство» для выполнения определенной функции или «этап» для выполнения определенной функции, не должен рассматриваться в качестве условия «средство или этап для», как определено в § 112 раздела 35 Свода законов США.
Усовершенствованные гайка и болт
Применение глиноземно-углеродных агломератов при углетермическом получении алюминия
Установка боковых и донных электродов для электроплавильных реакторов и способ подачи таких электродов
Устройство и способ углетермического получения алюминия
Держатель электрода в сборе и содержащая его печь
Рекристаллизованные алюминиевые сплавы с текстурой латуни и способы их получения
Улучшенные алюминиево-медно-литиевые сплавы
Металлические листы и пластины с текстурированными поверхностями, уменьшающими трение, и способы их изготовления
Емкость с двойными стенками и способ ее изготовления
Способы изготовления порошков диборида титана
Усовершенствованные гайка и болт
Применение глиноземно-углеродных агломератов при углетермическом получении алюминия
Установка боковых и донных электродов для электроплавильных реакторов и способ подачи таких электродов
Усовершенствованные многопоясковые инструменты с закрепленными бобинами для одновременной сварки трением с перемешиванием множества параллельных стенок между деталями
Устройство и способ углетермического получения алюминия
Держатель электрода в сборе и содержащая его печь
Рекристаллизованные алюминиевые сплавы с текстурой латуни и способы их получения
Улучшенные алюминиево-медно-литиевые сплавы
Металлические листы и пластины с текстурированными поверхностями, уменьшающими трение, и способы их изготовления
Емкость с двойными стенками и способ ее изготовления

