Результат интеллектуальной деятельности: УСОВЕРШЕНСТВОВАННЫЕ МНОГОПОЯСКОВЫЕ ИНСТРУМЕНТЫ С ЗАКРЕПЛЕННЫМИ БОБИНАМИ ДЛЯ ОДНОВРЕМЕННОЙ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ МНОЖЕСТВА ПАРАЛЛЕЛЬНЫХ СТЕНОК МЕЖДУ ДЕТАЛЯМИ
Вид РИД
Изобретение
Уровень техники
Настоящее изобретение относится к многопоясковому инструменту бобинного типа для сварки трением с перемешиванием, а более конкретно, к использованию многопояскового инструмента для сварки трением с перемешиванием для одновременной сварки трением с перемешиванием множества параллельных стыков между элементами, имеющими параллельные участки.
Процесс сварки трением с перемешиванием (СТП) представляет собой процесс соединения в твердом состоянии, который позволяет сваривать большое многообразие сплавов материалов (алюминий, медь, нержавеющая сталь и т.д.) друг с другом и в комбинациях (например, 6XXX/5XXX, 2XXX/7XXX и т.д.). Соединение осуществляется посредством вращающегося инструмента для СТП, который вводится в область соединения для того, чтобы нагреть ее посредством трения, и, следовательно, «пластифицировать» детали около нее. Пластифицированный материал проходит вокруг оси вращающегося инструмента для СТП и пластифицированные области соединяются в прочное металлургическое соединение.
В одном варианте осуществления настоящего изобретения предложен многопоясковый инструмент для сварки трением с перемешиванием, содержащий неразъемный узел стержень-хвостовик, имеющий множество стержневых участков на узле стержень-хвостовик, при этом множество стержневых участков выполнено для введения во множество соединений для выполнения операции сварки трением с перемешиванием множества соответствующих соединений, причем участок хвостовика узла стержень-хвостовик предназначен для прикрепления к дополнительному осевому натяжному стержню, множество узлов для сварки трением с перемешиванием, каждый из которых содержит пару поясков, которые соединены с узлом стержень-хвостовик, при этом каждый поясок имеет дистальный конец и проксимальный конец, причем проксимальный конец каждого пояска обращен к стержневому участку узла стержень-хвостовик, посредством чего пояски и стержень (стержни) вращаются в унисон, и пару разъемных втулок или пару гаек, которые соединены с узлом стержень-хвостовик и обращены к дистальному концу каждого пояска, причем множество узлов для сварки трением с перемешиванием соединено друг с другом, посредством чего узлы вращаются в унисон для одновременного создания множества параллельных сварных швов.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В одном варианте настоящего изобретения предложен многопоясковый инструмент для сварки трением с перемешиванием для одновременной сварки трением с перемешиванием множества параллельных соединений между элементами, имеющими параллельные участки. Многопоясковый инструмент для сварки трением с перемешиванием содержит неразъемный узел стержень-хвостовик, имеющий множество стержневых участков на узле стержень-хвостовик, причем множество стержневых участков выполнено для введения во множество соединений между элементами для выполнения операции сварки трением с перемешиванием соответствующего множества соединений, при этом участок хвостовика узла стержень-хвостовик предназначен для прикрепления к дополнительному осевому натяжному стержню, множество узлов для сварки трением с перемешиванием, каждый из которых содержит пару поясков, которые присоединены к узлу стержень-хвостовик, причем каждый поясок имеет дистальный конец и проксимальный конец, при этом проксимальный конец каждого пояска обращен к стержневому участку узла стержень-хвостовик, посредством чего поясок и стержень (стержни) вращаются в унисон, и пару разъемных втулок или пару гаек, которые соединены с узлом стержень-хвостовик и обращены к дистальному концу каждого пояска, причем множество узлов для сварки трением с перемешиванием соединено друг с другом, посредством чего узлы вращаются в унисон для одновременного создания множества параллельных сварных швов.
В одном варианте осуществления осевой натяжной стержень расположен в участке хвостовика многопояскового инструмента для сварки трением с перемешиванием. В другом варианте осуществления узел стержень-хвостовик содержит средство нагружения для подвергания осевого натяжного стержня натяжению, а стержня-хвостовика - сжатию.
В дополнительном варианте осуществления узел стержень-хвостовик имеет безрезьбовые концы с по меньшей мере двумя плоскими поверхностями по длине узла стержень-хвостовик. В другом варианте осуществления каждый поясок имеет отверстие для содействия контакту с резьбой на узле стержень-хвостовик.
Еще в одном варианте осуществления каждая разъемная втулка имеет резьбовой наружный диаметр и резьбовой внутренний диаметр, который соединен с узлом стержень-хвостовик посредством навинчивания резьбы на наружном диаметре втулки на резьбу на внутреннем диаметре пояска и навинчивания резьбы на внутреннем диаметре втулки на резьбу на наружном диаметре узла стержень-хвостовик. В другом варианте осуществления каждая разъемная втулка дополнительно завинчена на узле стержень-хвостовик или соединена с ним винтами.
В другом варианте осуществления стержень-хвостовик выполнен из сплошного стержня.
В дополнительном варианте осуществления каждая гайка имеет резьбовой наружный диаметр и резьбовой внутренний диаметр, который соединен с узлом стержень-хвостовик посредством навинчивания резьбы на наружном диаметре гайки на резьбу на внутреннем диаметре пояска и навинчивания резьбы на внутреннем диаметре гайки на резьбу на наружном диаметре узла стержень-хвостовик. В другом варианте осуществления каждая гайка дополнительно завинчена на узле стержень-хвостовик или соединена с ним винтами. В другом варианте осуществления каждая гайка дополнительно соединена с узлом стержень-хвостовик контргайками.
В дополнительном варианте осуществления пояском может быть хвостовик с выполненным за одном целое пояском.
В еще одном варианте осуществления средство нагружения для подвергания осевого натяжного стержня натяжению, а стержня-хвостовика - сжатию представляет собой подшипник, расположенный на конце узла стержень-хвостовик для снятия и ослабления крутящего момента, созданного стержневыми участками узла стержень-хвостовик во время операции сварки трением с перемешиванием.
В еще одном варианте осуществления дистальный конец пояска и резьбовой наружный диаметр втулки образуют небольшой карман для предотвращения вытекания пластифицированного материала из соединения.
В еще одном варианте настоящего изобретения предложен способ сварки трением с перемешиванием множества параллельных соединений одновременно с использованием по меньшей мере одного многопояскового инструмента для сварки трением с перемешиванием. В дополнительном варианте осуществления два многопоясковых инструмента для сварки трением с перемешиванием одновременно приводят в действие посредством трансмиссионной системы, разделяющей вращение, или посредством двух синхронизированных сервоуправляемых двигателей.
Соответственно, в одном варианте осуществления предложен многопоясковый инструмент для сварки трением с перемешиванием для одновременной сварки трением с перемешиванием множества параллельных соединений между элементами, имеющими параллельные участки.
В другом варианте изобретения предложен способ сварки трением с перемешиванием множества соединений одновременно с использованием по меньшей мере одного многопояскового инструмента для сварки трением с перемешиванием заявленного здесь.
Эти и дополнительные варианты осуществления изобретения станут более понятными с помощью приведенного ниже описания и чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для более полного понимания изобретения сделана ссылка на приведенное ниже описание, рассматриваемое совместно с сопроводительными чертежами, на которых:
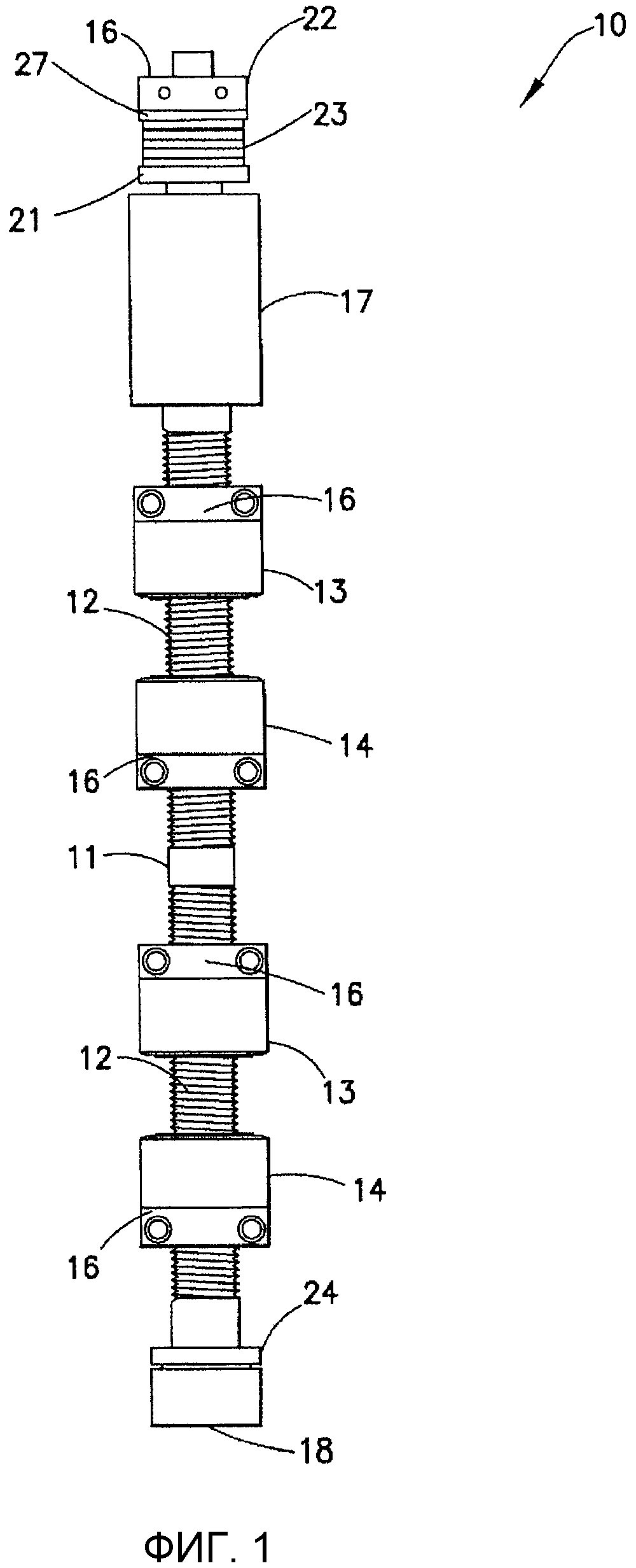
Фиг.1 представляет собой увеличенный вид одного варианта выполнения многопояскового инструмента бобинного типа для сварки трением с перемешиванием для одновременной сварки двух параллельных соединений, в соответствии с вариантом осуществления настоящего изобретения;
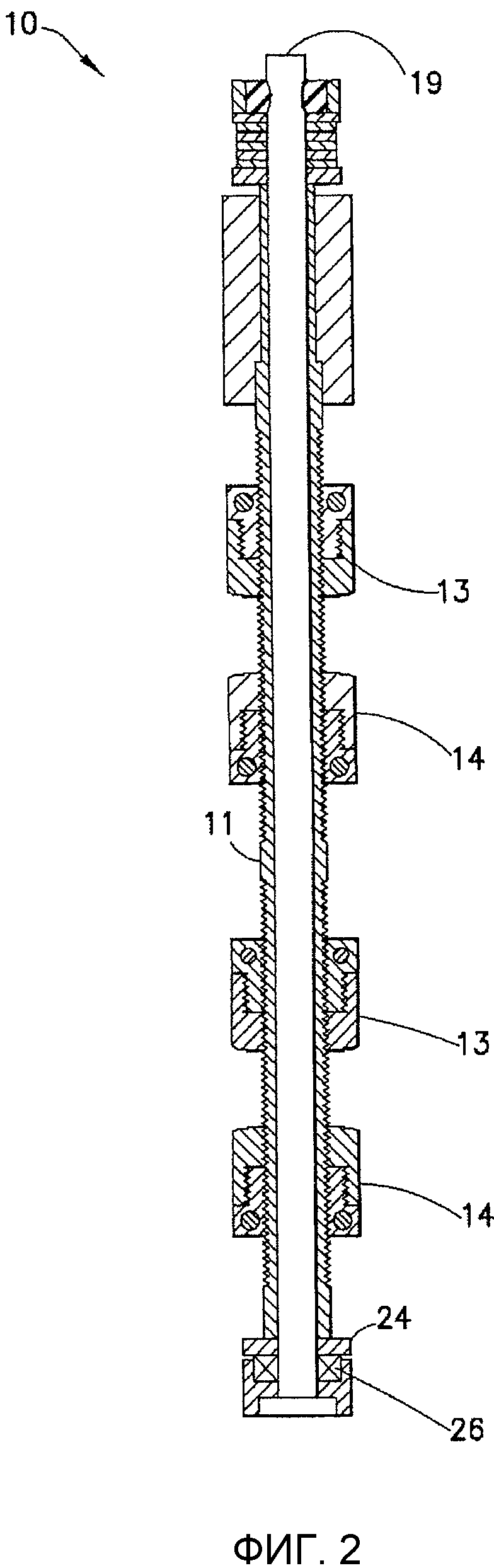
Фиг.2 представляет собой вид в поперечном разрезе одного варианта выполнения многопояского инструмента бобинного типа для сварки трением с перемешиванием, показанного на фиг.1 с внутренним натяжным стержнем;
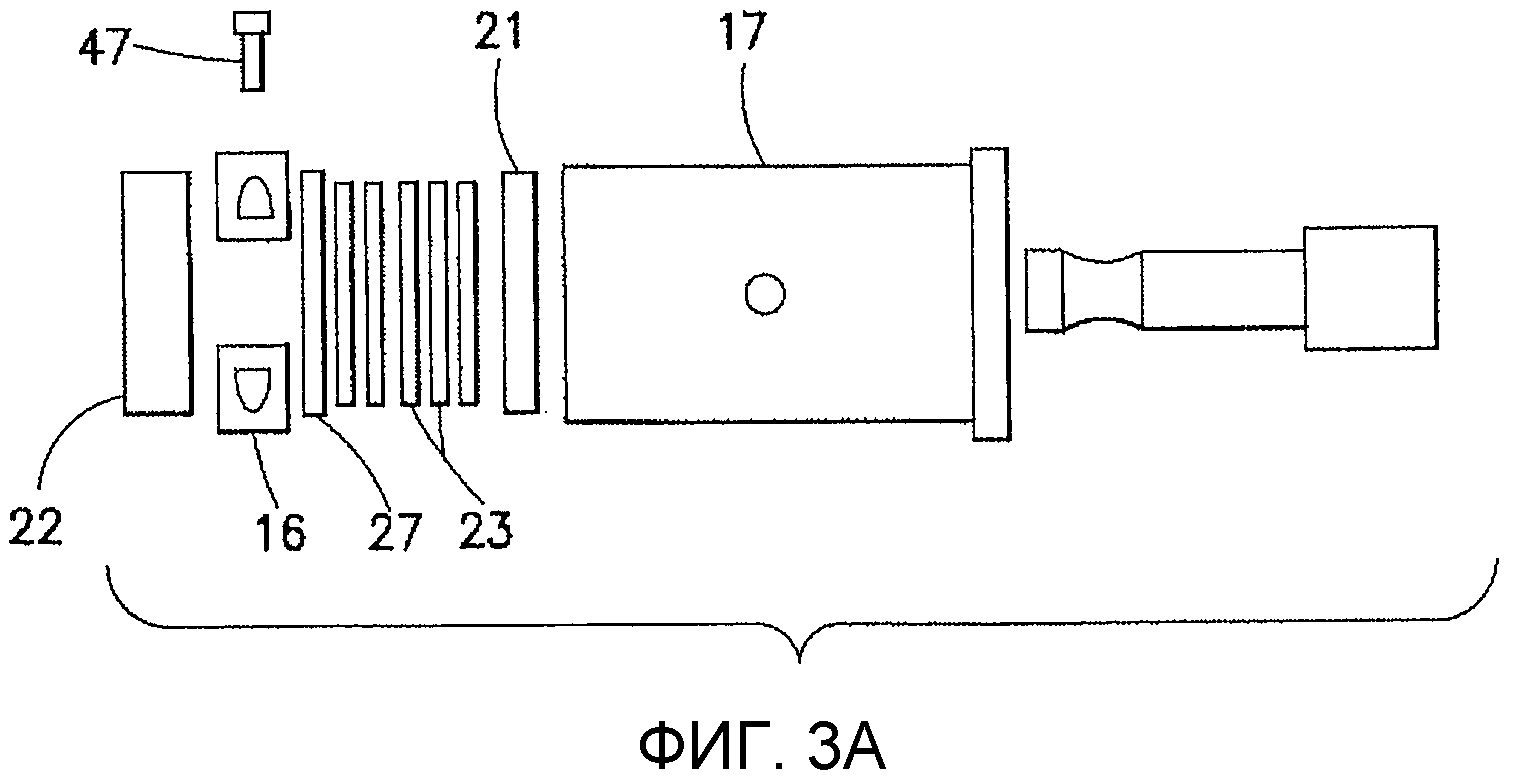
Фиг.3А представляет собой вид с пространственным разнесением элементов одного варианта выполнения конца узла хвостовика многопояскового инструмента бобинного типа для сварки трением с перемешиванием, показанного на фиг.1;
Фиг.3B представляет собой вид в поперечном разрезе одного варианта выполнения конца собранного узла хвостовика с упорным подшипником для снятия торсионной нагрузки с натяжного стержня, воспринимаемой стержнем-хвостовиком многопояскового инструмента бобинного типа для сварки трением с перемешиванием, в соответствии с другим вариантом осуществления настоящего изобретения;
Фиг.3С представляет собой вид с пространственным разнесением элементов одного варианта выполнения нижнего конца с упорным подшипником многопояскового инструмента бобинного типа для сварки трением с перемешиванием, показанного на фиг.1;
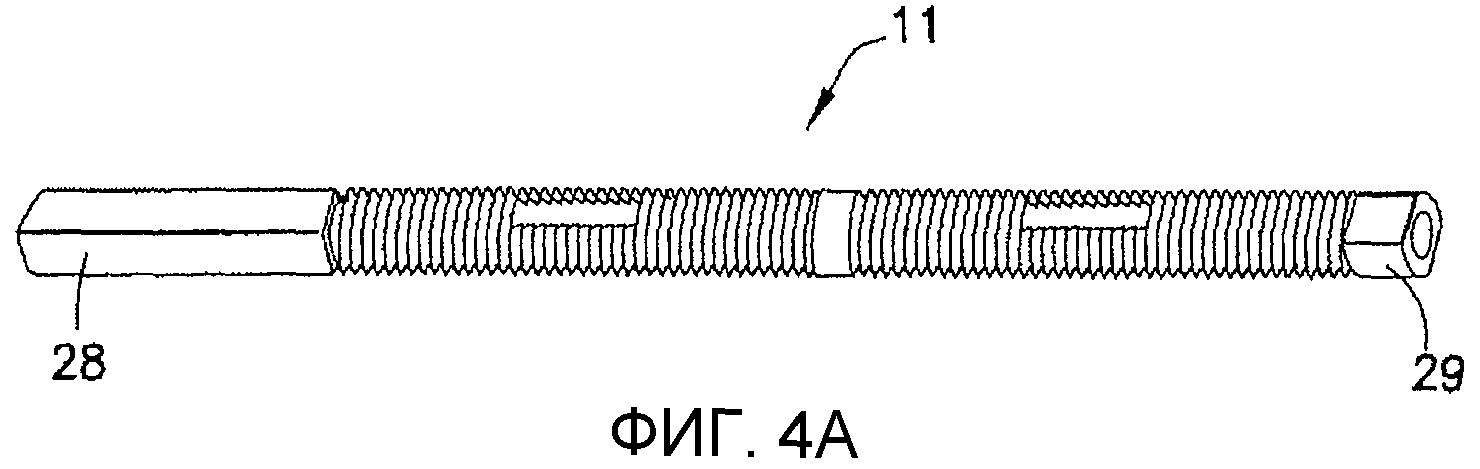
Фиг.4А представляет собой увеличенный вид одного варианта выполнения неразъемного узла стержень-хвостовик, использованного в многопоясковом инструменте бобинного типа для сварки трением с перемешиванием, в соответствии с вариантом осуществления настоящего изобретения;
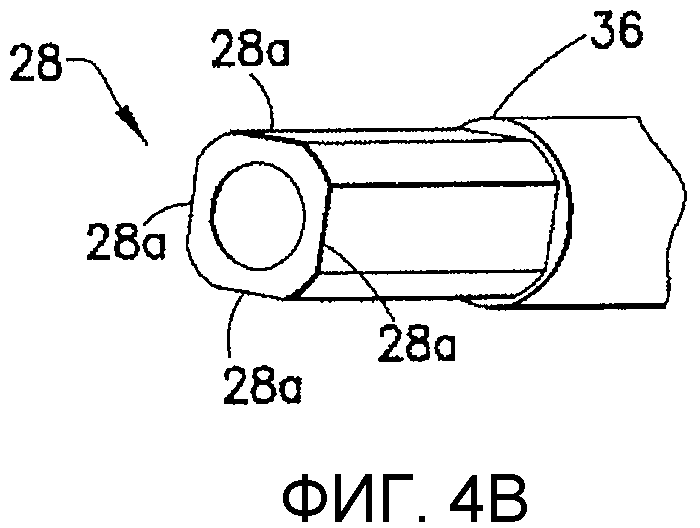
Фиг.4В представляет собой вид в перспективе одного варианта выполнения безрезьбового нижнего конца узла стержень-хвостовик, показанного на фиг.4А;
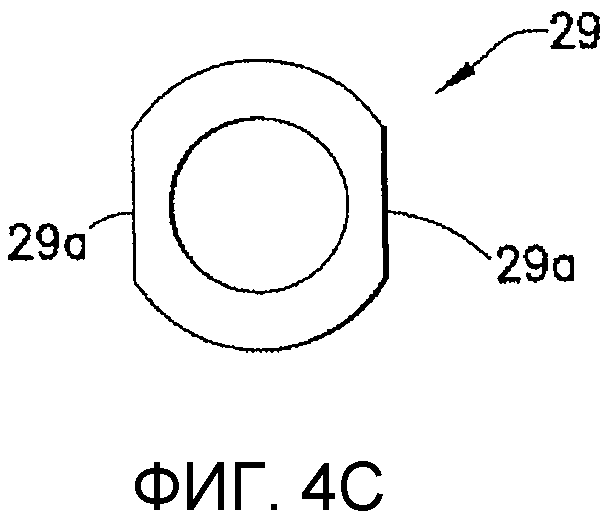
Фиг.4С представляет собой вид спереди одного варианта выполнения безрезьбового верхнего конца узла стержень-хвостовик, показанного на фиг.4А;
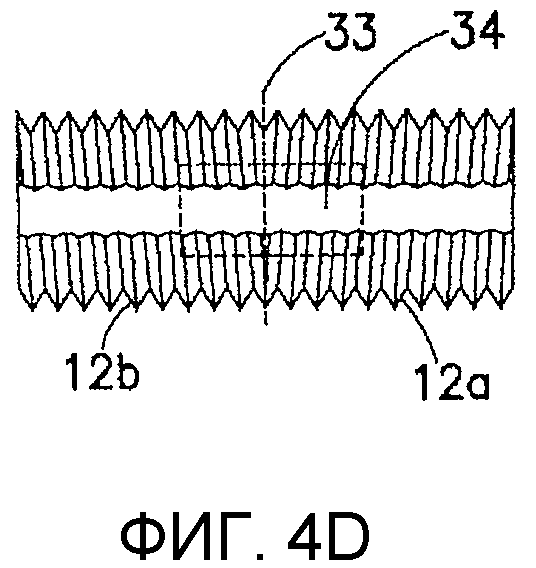
Фиг.4D представляет собой вид одного варианта выполнения резьбы на стержнях 12 узла стержень-хвостовик, показанного на фиг.4А;
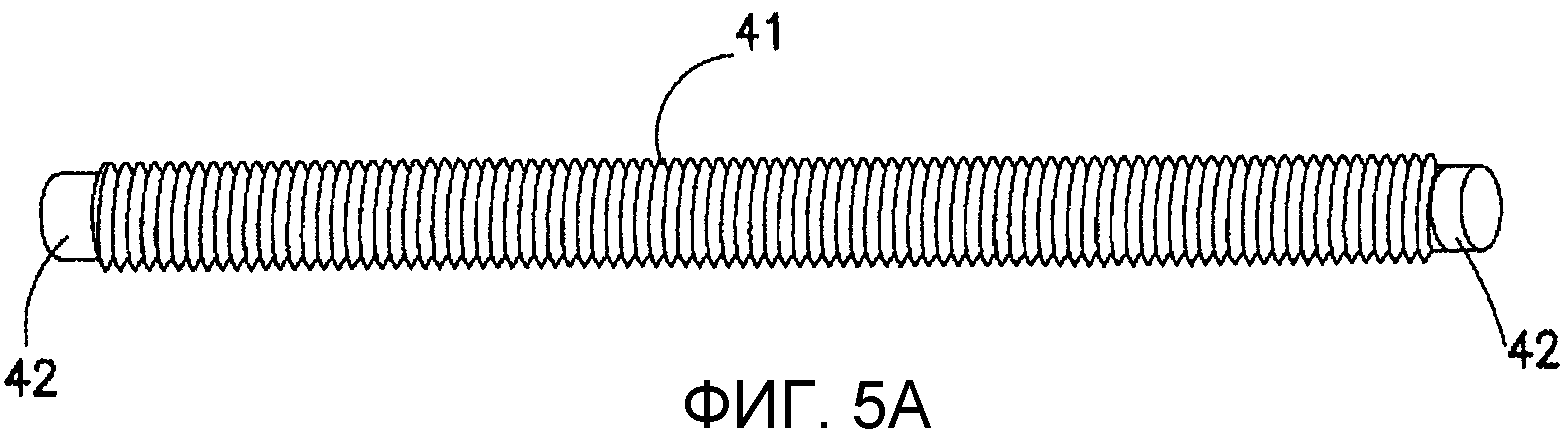
Фиг.5А представляет собой увеличенный вид одного варианта выполнения неразъемного узла стержень-хвостовик, использованного в многопоясковом инструменте бобинного типа для сварки трением с перемешиванием, в соответствии с другим вариантом осуществления настоящего изобретения;
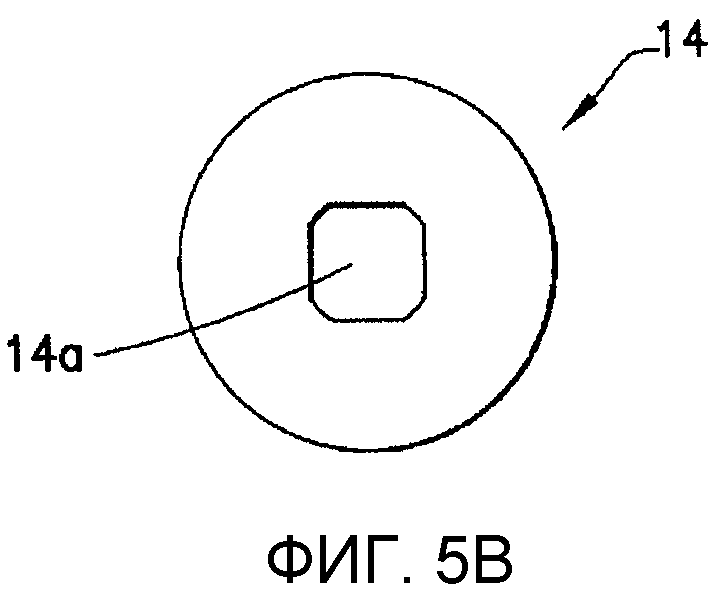
Фиг.5В представляет собой вид спереди одного варианта выполнения пояска, использованного в неразъемном узле стержень-хвостовик, показанном на фиг.5А, в соответствии с вариантом осуществления настоящего изобретения;
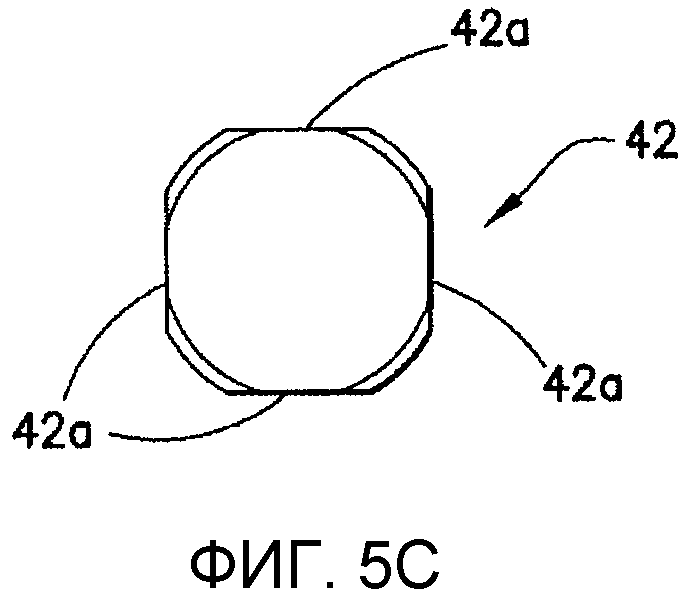
Фиг.5С представляет собой вид спереди одного варианта выполнения одного конца узла стержень-хвостовик, показанного на фиг.5А;
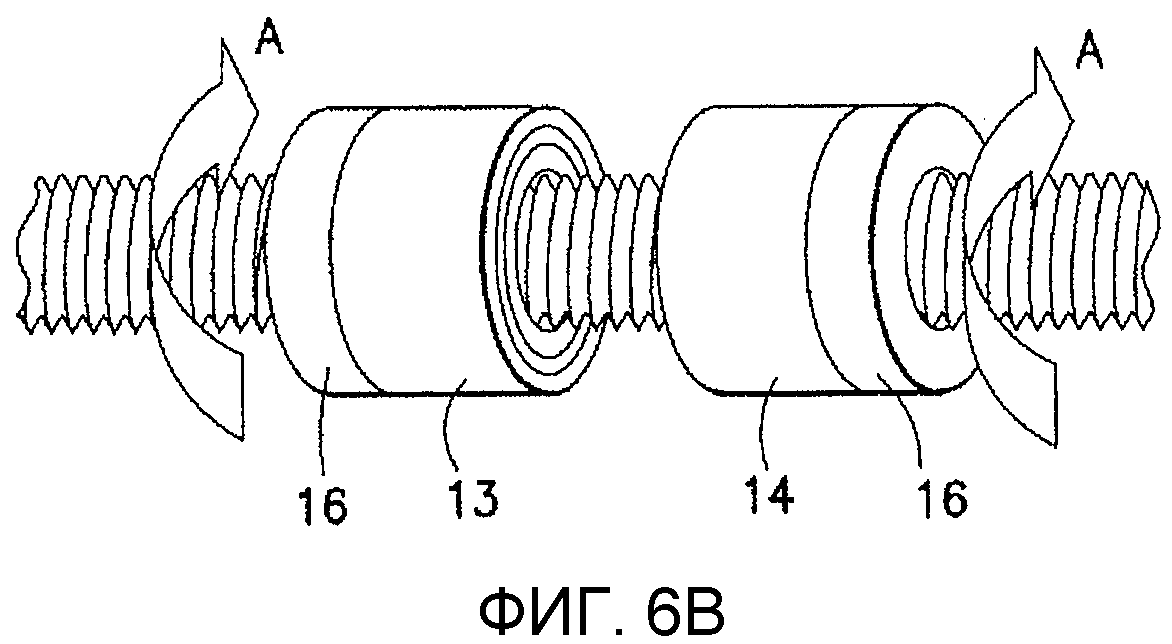
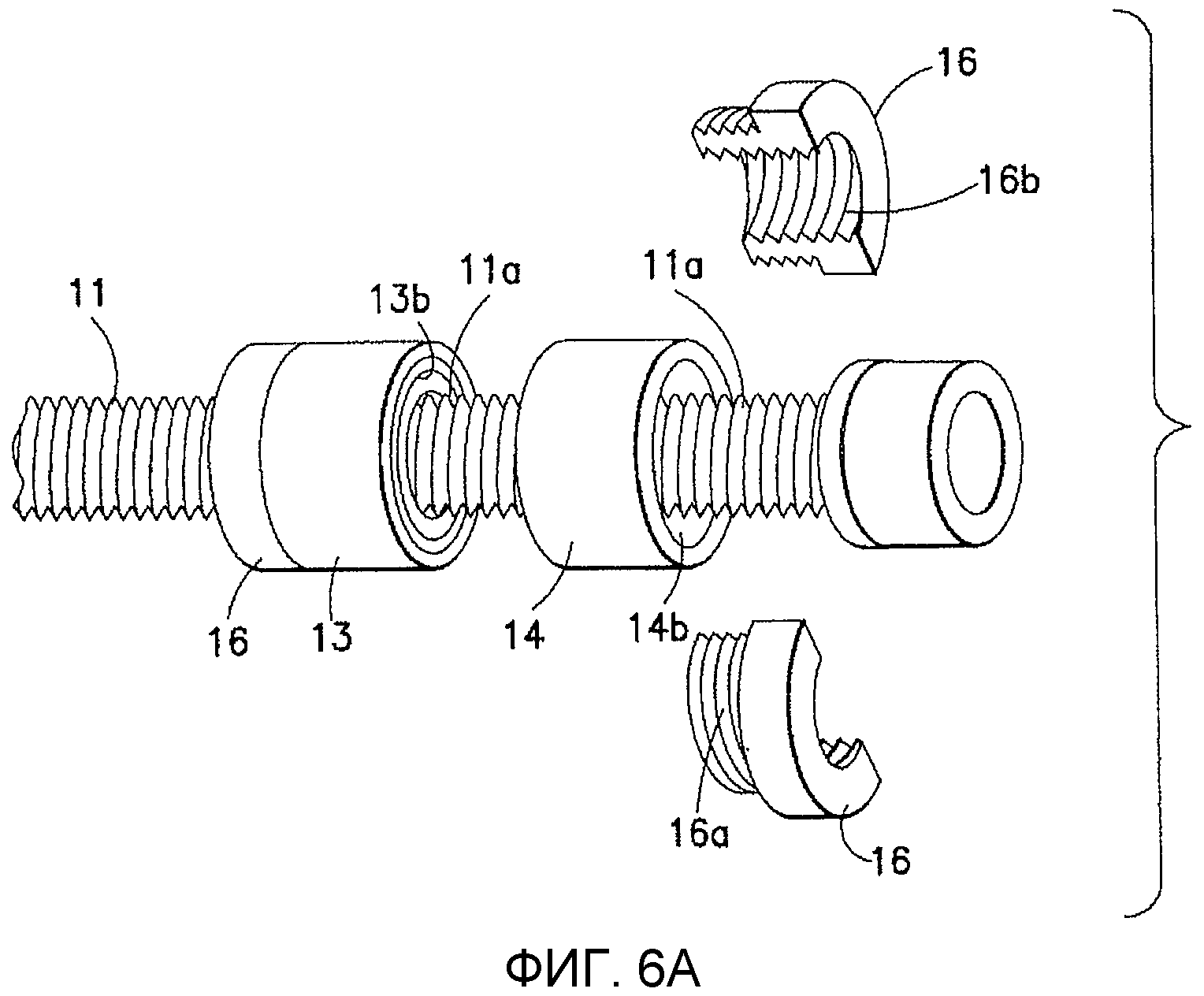
Фиг.6А и 6В представляют собой увеличенные виды одного варианта выполнения установки пояска на узле стержень-хвостовик с разъемной втулкой в соответствии с вариантом осуществления настоящего изобретения;
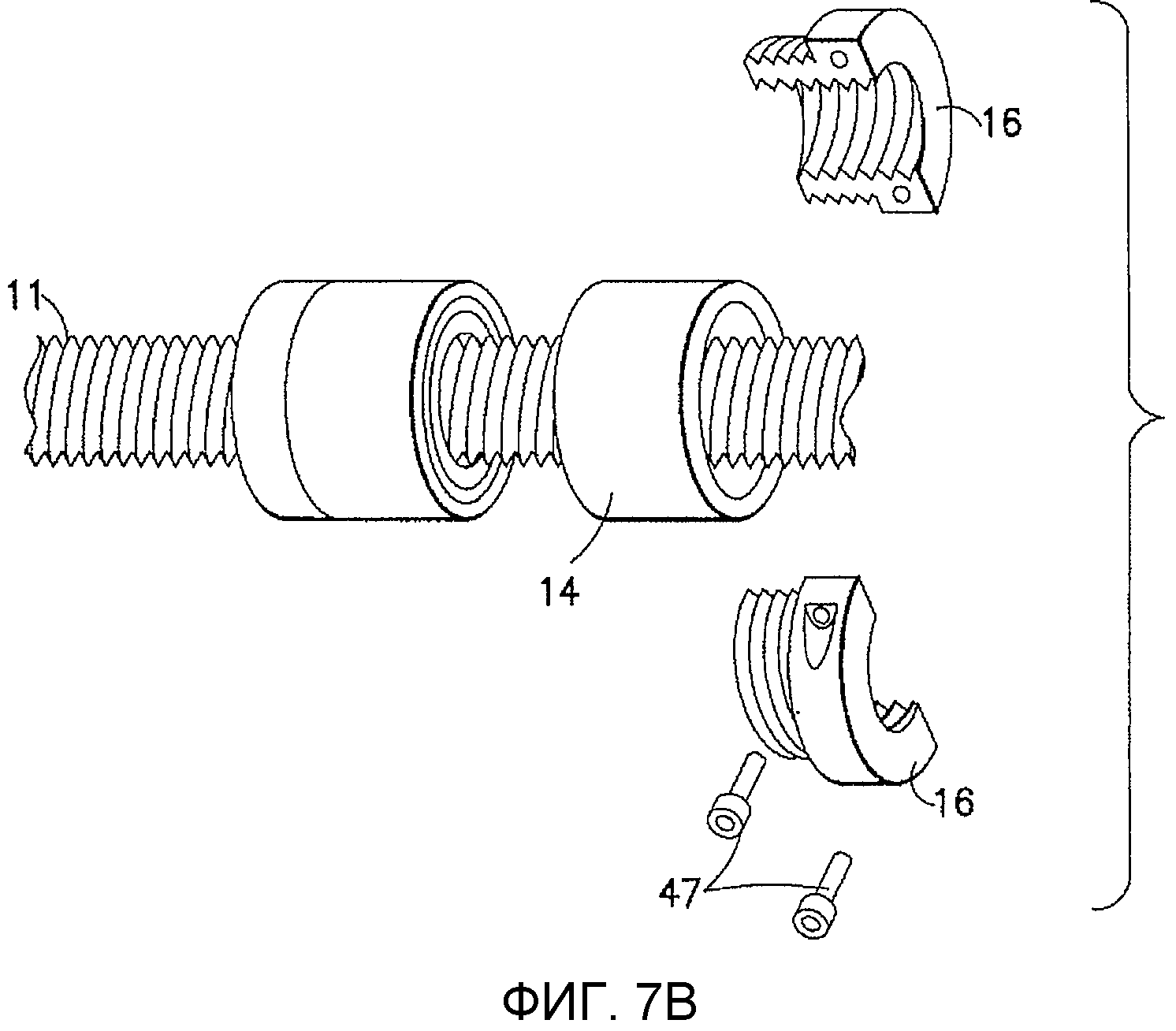
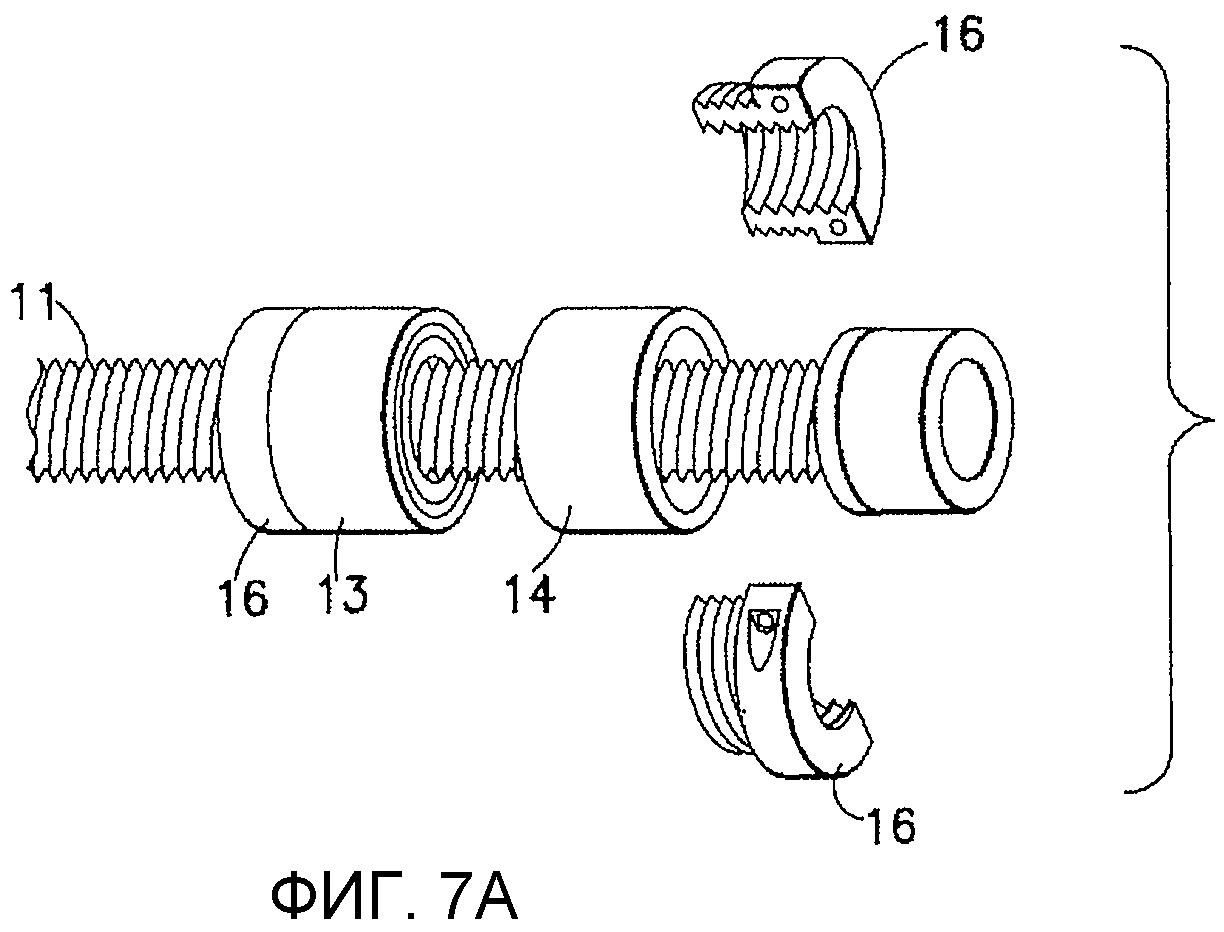
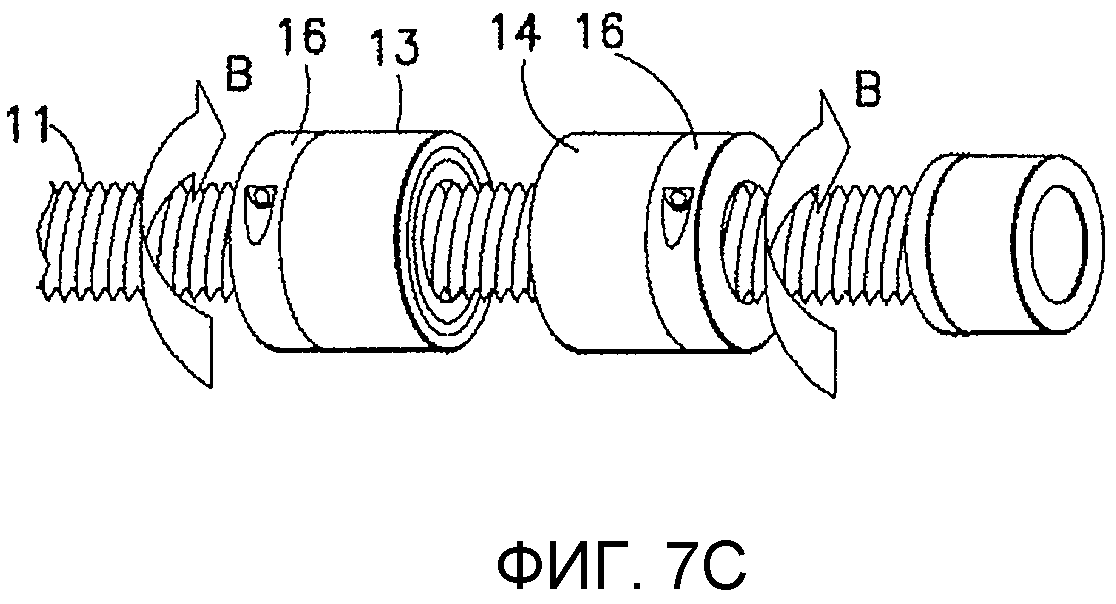
Фиг.7А, 7В и 7С представляют собой увеличенные виды одного варианта выполнения установки пояска на узел стержень-хвостовик с разъемной втулкой в соответствии с другим вариантов осуществления настоящего изобретения;
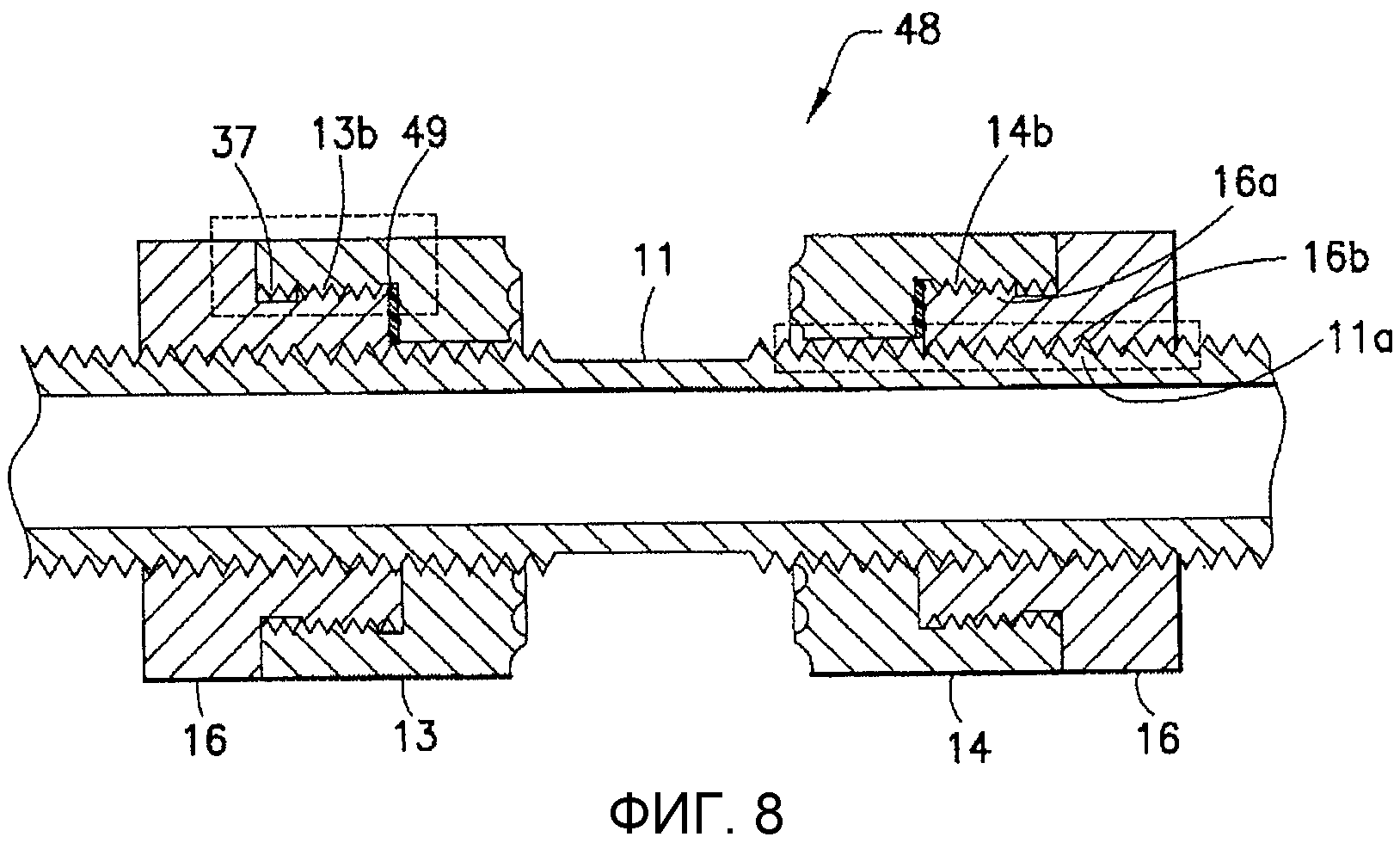
Фиг.8 представляет собой вид в сечении одного варианта выполнения узла для сварки трением с перемешиванием в соответствии с вариантом осуществления настоящего изобретения;
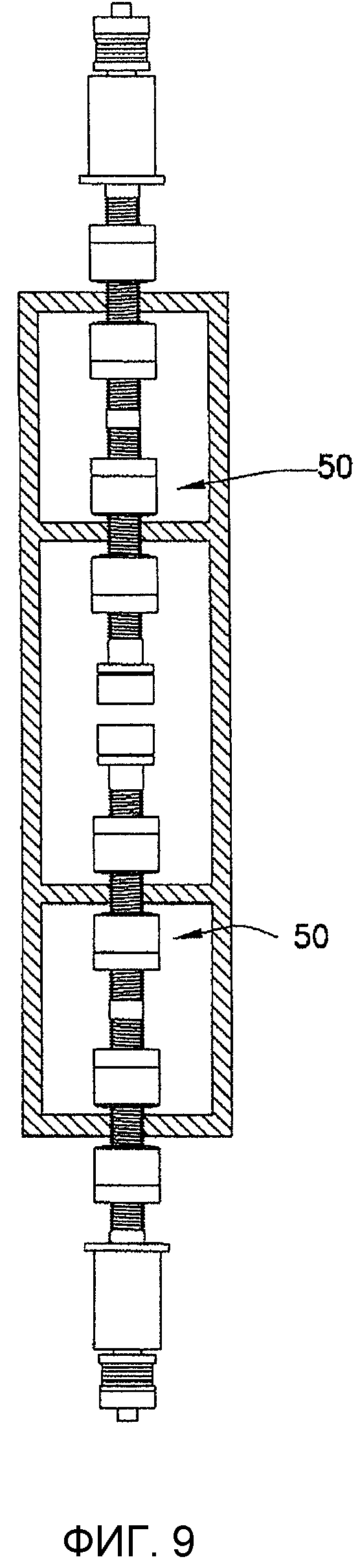
Фиг.9 представляет собой увеличенный вид одного варианта выполнения двух противоположно ориентированных многопоясковых инструментов бобинного типа для сварки трением с перемешиванием для одновременной сварки двух параллельных соединений, каждый из которых выполнен в соответствии с вариантом осуществления настоящего изобретения;
Фиг.10 представляет собой вид в сечении одного варианта выполнения двух многопоясковых инструментов бобинного типа для сварки трением с перемешиванием, показанных на фиг.9 с внутренним натяжном стержнем;
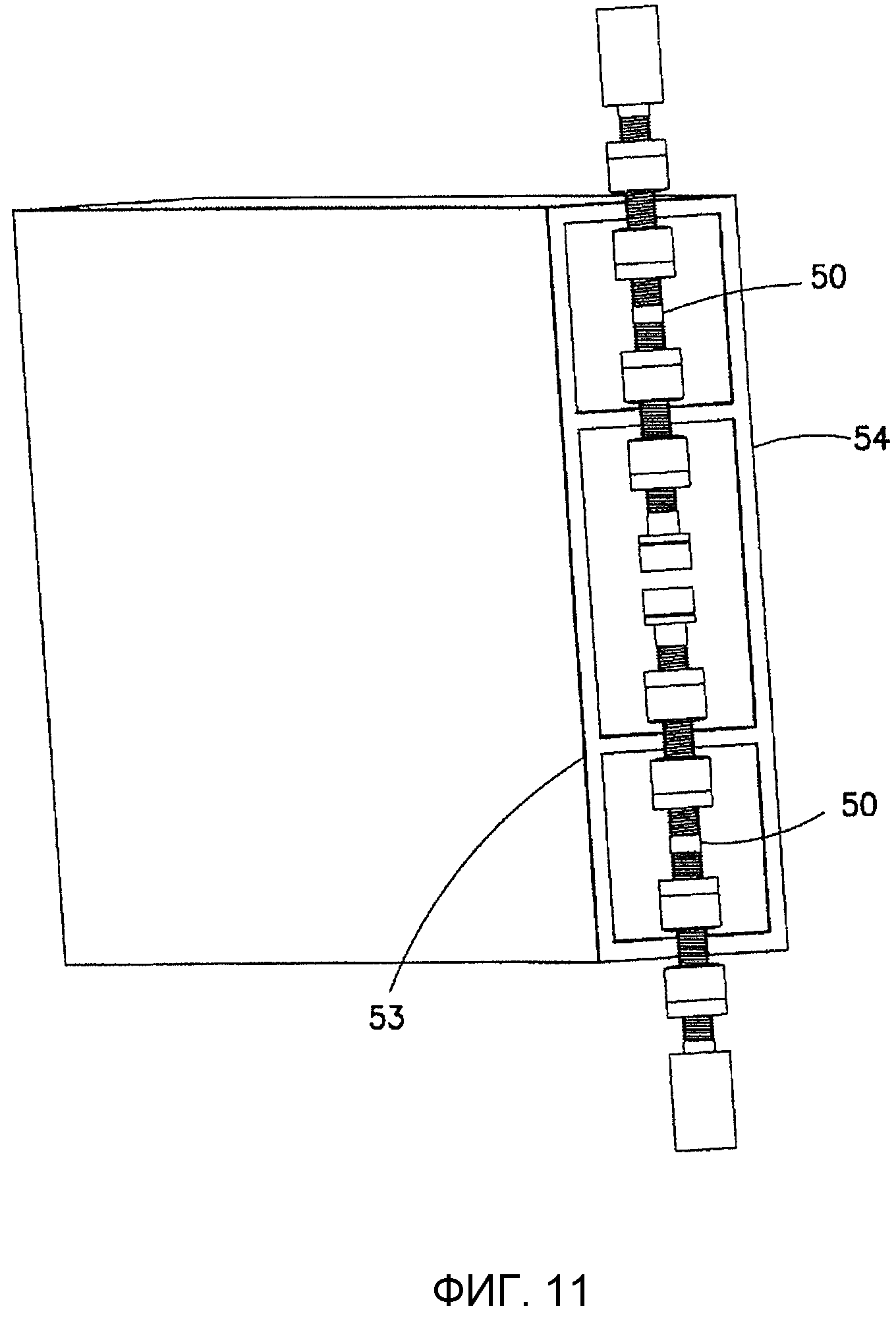
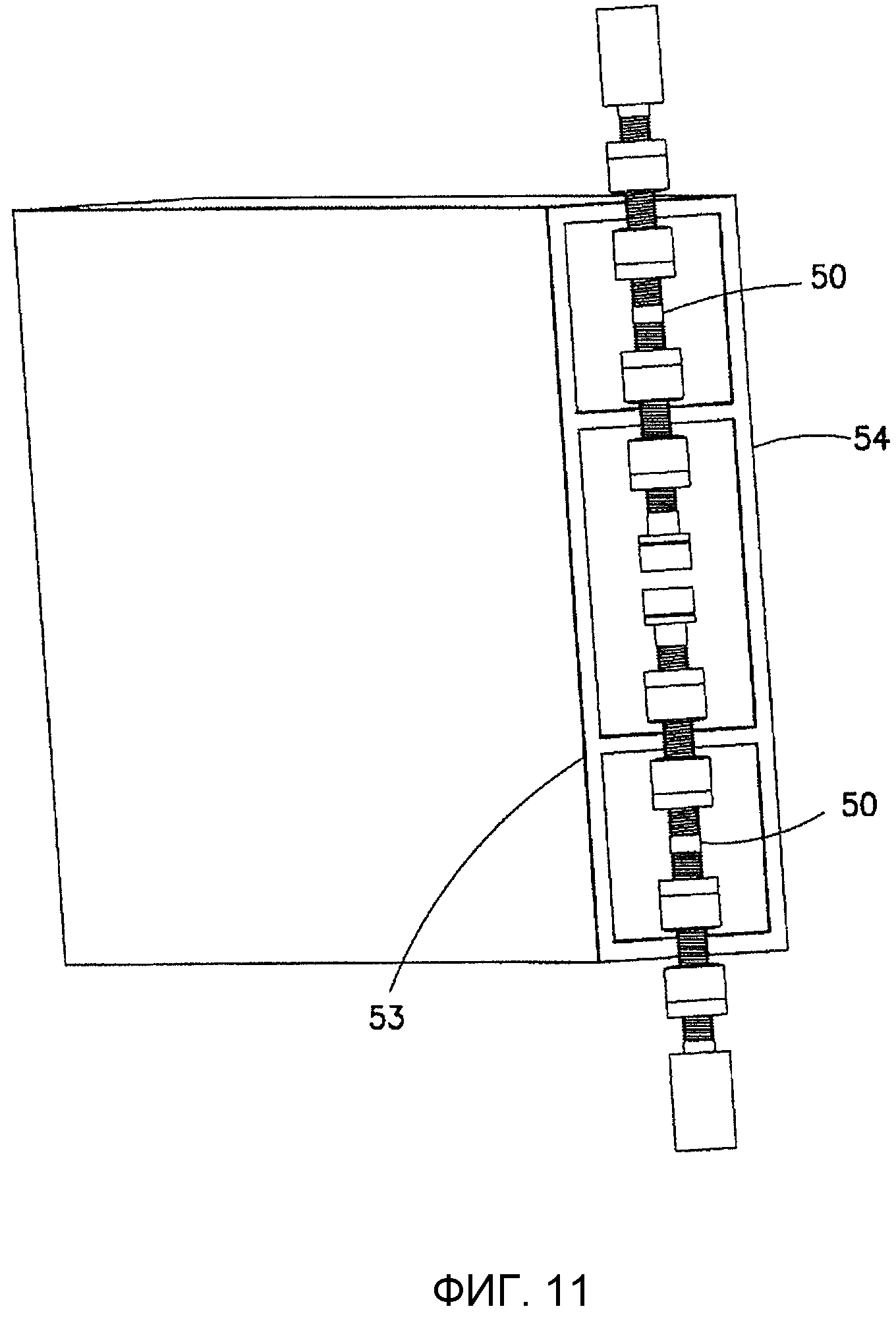
Фиг.11 представляет собой вид в перспективе одного варианта выполнения двух противоположно ориентированных многопоясковых инструментов бобинного типа для сварки трением с перемешиванием, показанных на фиг.10 для одновременной сварки двух параллельных соединений, каждый из которых выполнен в соответствии с вариантом осуществления настоящего изобретения;
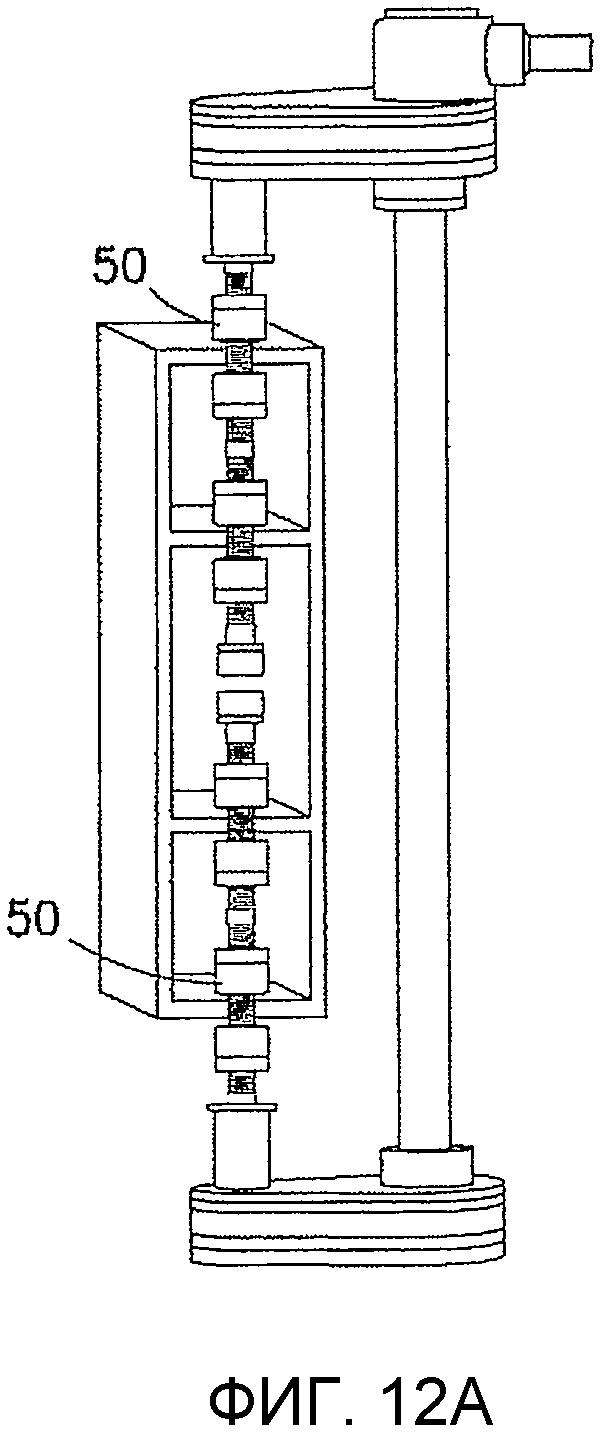
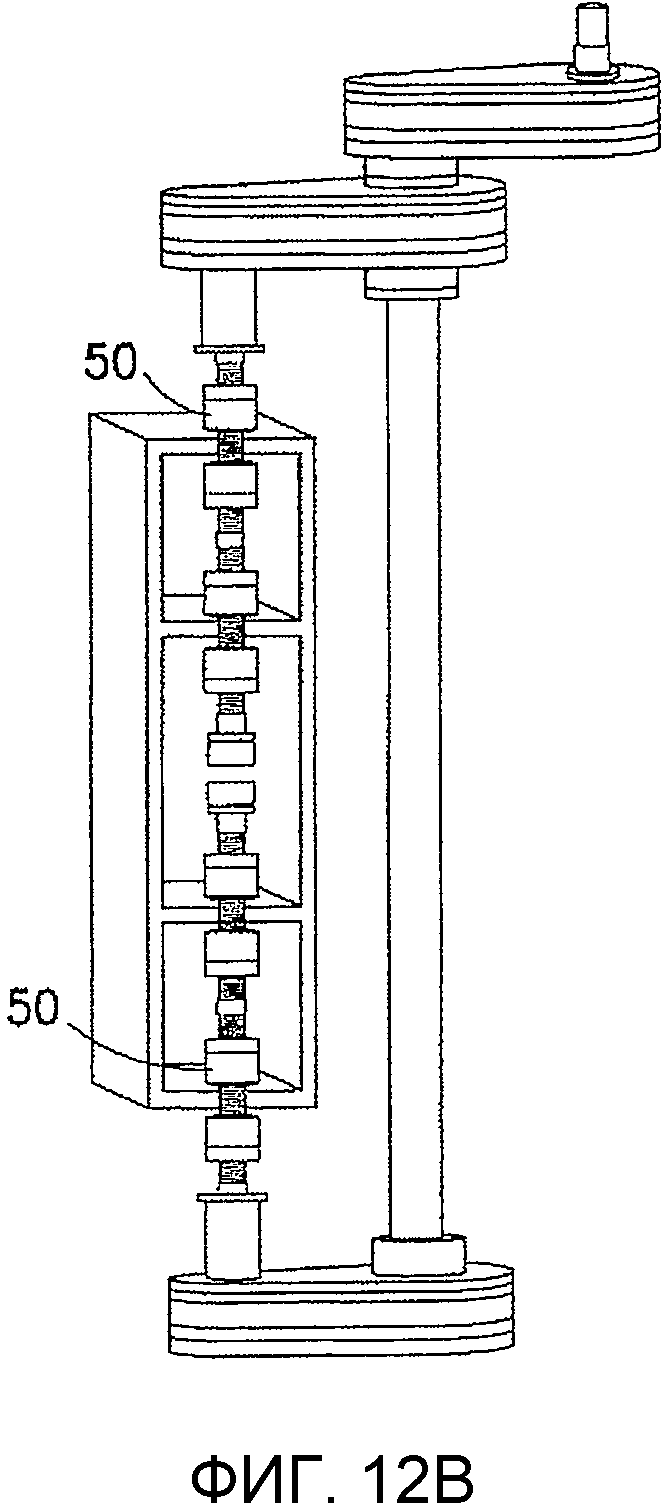
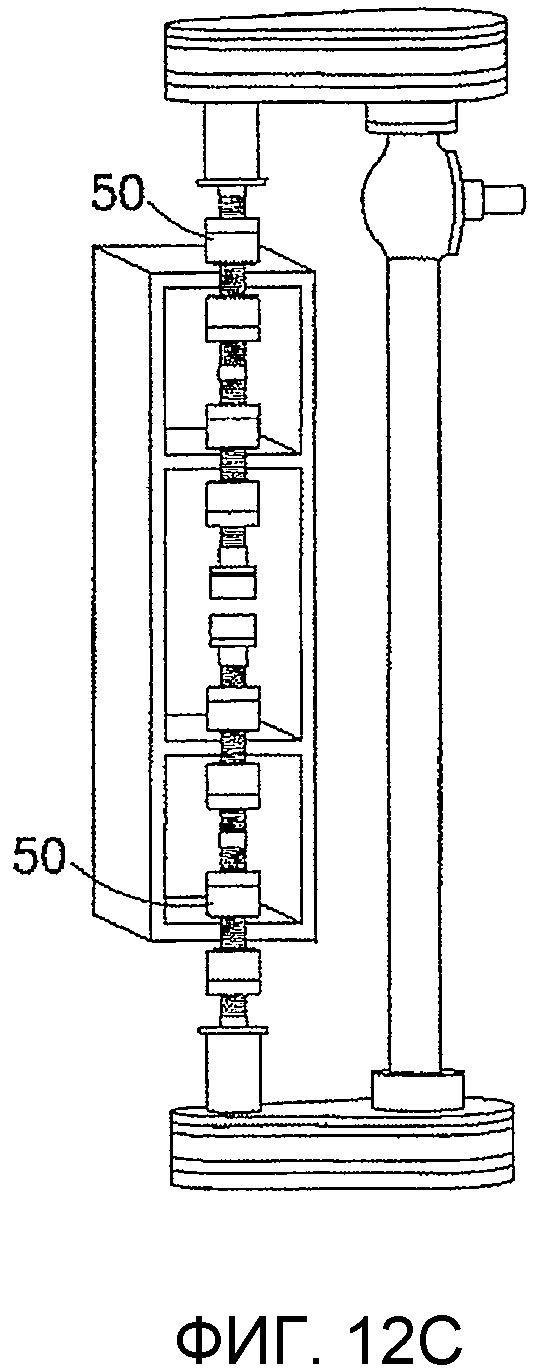
Фиг.12А, 12В, 12С и 12D представляют собой виды в перспективе одного варианта выполнения трансмиссии, разделяющей крутящий момент, использованной для одновременного и синхронного приведения в действие двух многопоясковых инструментов бобинного типа для сварки трением с перемешиванием в соответствии с вариантом осуществления настоящего изобретения;
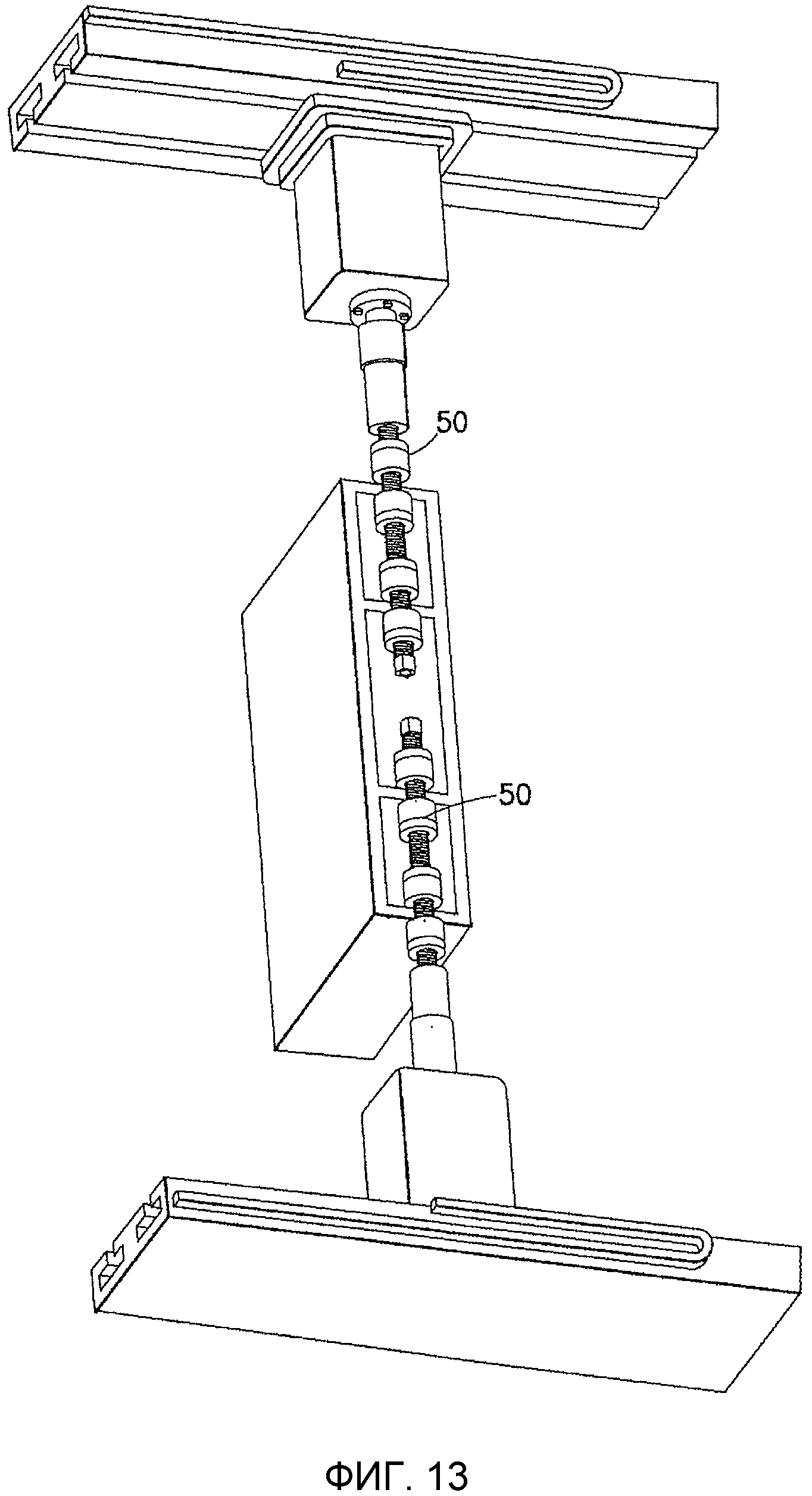
Фиг.13 представляет собой вид в перспективе одного варианта выполнения двух серводвигателей, использованных для одновременного и синхронного приведения в действие двух многопоясковых инструментов бобинного типа для сварки трением с перемешиванием в соответствии с другим вариантом осуществления настоящего изобретения;
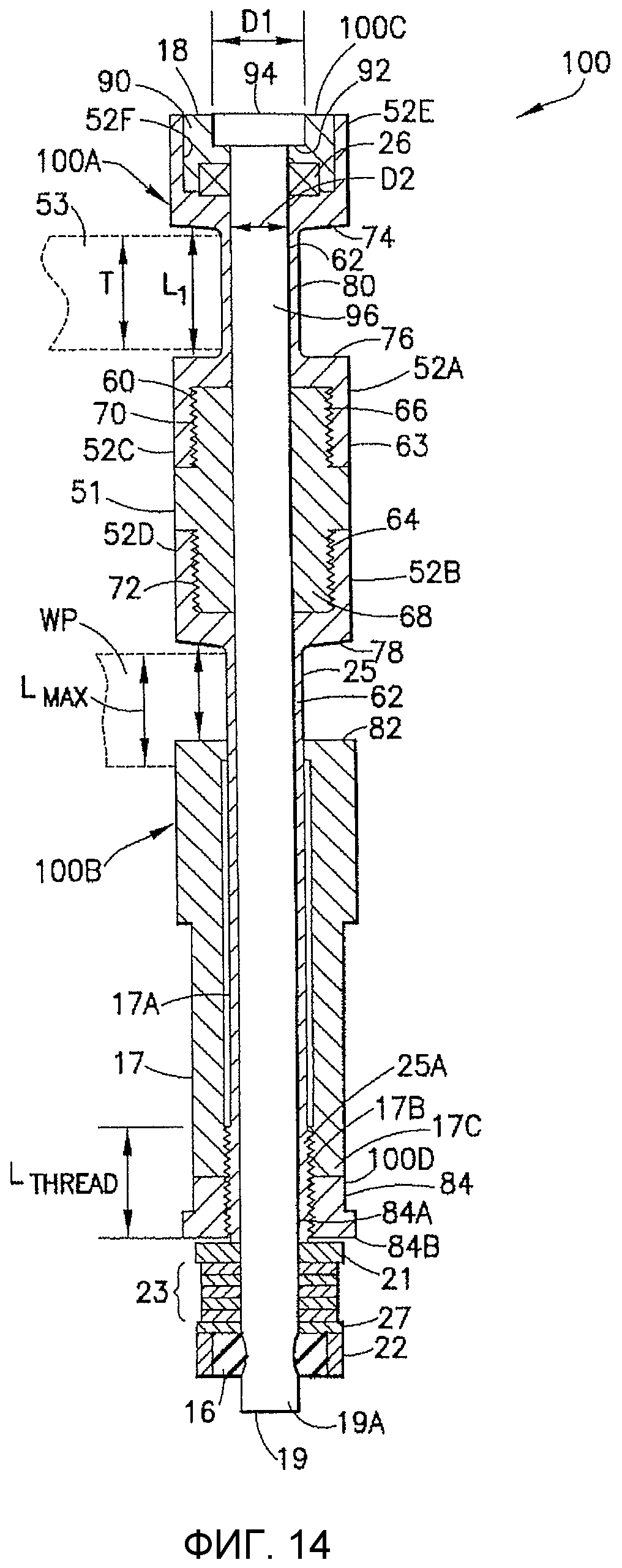
Фиг.14 представляет собой вид в сечении одного варианта использования двухконцевой разъемной втулки в соответствии с другим вариантов осуществления; и
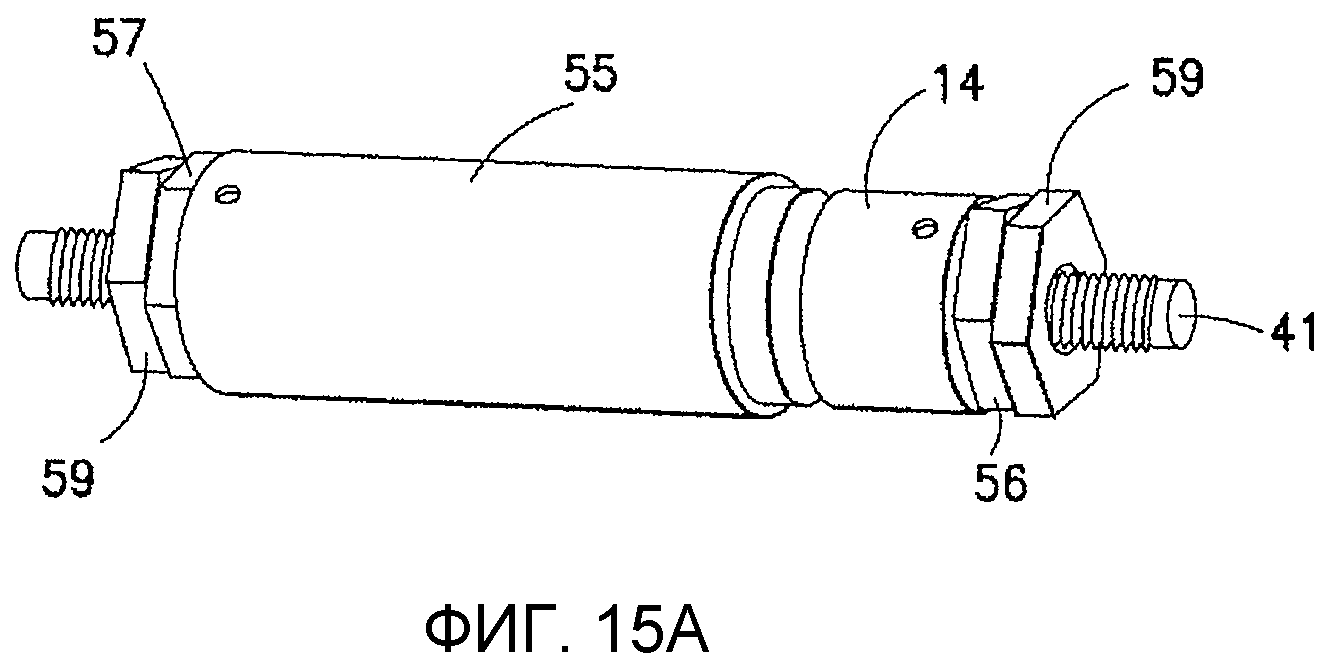
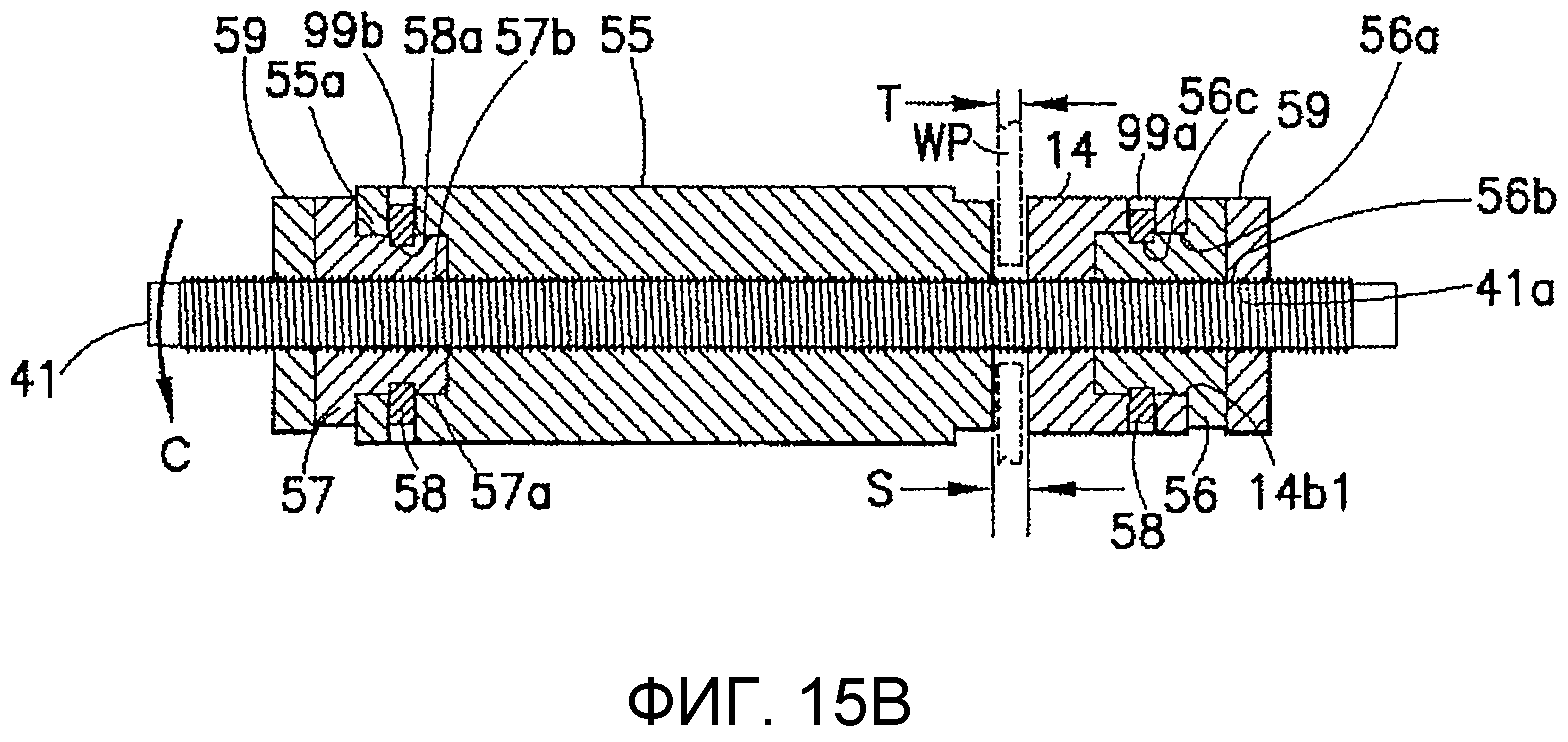
Фиг.15А и 15В представляют собой увеличенные виды одного варианта выполнения установки пояска и хвостовика на узел стержень-хвостовик с помощью фиксирующей регулировочной гайки в соответствии с вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
В настоящем изобретении предлагаются многопоясковые инструменты с закрепленными бобинами, позволяющие одновременно сваривать трением с перемешиванием несколько параллельных стыков между элементами, например, листами, пластинами, фланцами или перемычками, плоскими участками штампованного изделия, плоскими участками отливки и т.д.
В ниже приведенном описании термины, указывающие направление, такие как «верхний», «нижний», «верх», «низ» и т.д., применяются к сварочным установкам для, ориентированным нижним концом инструмента для СТП вниз, а концом хвостовика - вверх. Также используются термины «дистальный» и «проксимальный». Дистальный означает «самый дальний» от стержней инструмента для СТП, а проксимальный - «более ближний».
В одном варианте осуществления настоящего изобретения предложен многопоясковый инструмент для сварки трением с перемешиванием, содержащий неразъемный узел стержень-хвостовик, имеющий множество стержневых участков на узле стержень-хвостовик, при этом множество стержневых участков выполнено для введения во множество соединений для выполнения операции сварки трением с перемешиванием множества соответствующих соединений, причем участок хвостовика узла стержень-хвостовик предназначен для прикрепления к дополнительному осевому натяжному стержню, множество узлов для сварки трением с перемешиванием, каждый из которых содержит пару поясков, которые соединены с узлом стержень-хвостовик, при этом каждый поясок имеет дистальный конец и проксимальный конец, причем проксимальный конец каждого пояска обращен к стержневому участку узла стержень-хвостовик, посредством чего пояски и стержень (стержни) вращаются в унисон, и пару разъемных втулок или пару гаек, которые соединены с узлом стержень-хвостовик и обращены к дистальному концу каждого пояска, причем множество узлов для сварки трением с перемешиванием могут быть непосредственно или косвенно соединено друг с другом, посредством чего узлы вращаются в унисон для одновременного создания множества параллельных сварных швов. Например, множество узлов для сварки трением с перемешиванием могут быть соединены сбоку и с возможностью вращения посредством гибких соединений.
В одном варианте осуществления для сварки трением с перемешиванием многопоясковым инструментом с закрепленными бобинами: а) множества параллельных соединений (например, 2, 4), b) относительно толстых стенок (2,5 см), и с) труднообрабатываемых/прочных сплавов (например, 7085), инструмент должен быть сверхпрочным для того, чтобы сопротивляться сильному циклическому изгибу и кручению на стержнях во время сварки. Для предотвращения интенсивного циклического изгиба и кручения во время сварки нескольких параллельных соединений инструментом для СТП, в настоящем изобретении предлагается концепция комбинированного использования сжимающего усилия стержней между поясками посредством внутреннего натяжного элемента, а также концепция неразъемного узла стержень/хвостовик с самофиксирующимся пояском и разъемной втулкой, навинченной на узел стержень/хвостовик.
В одном варианте осуществления, показанном на фиг.1, представлен многопоясковый инструмент 10 бобинного типа для сварки трением с перемешиванием («инструмент для СТП») согласно настоящему изобретению. В одном примере, инструмент 10 для СТП предназначен для создания двух параллельных соединений одновременно и включает в себя неразъемный узел 11 стержень-хвостовик, который может быть установлен в зажимной патрон или в зажимную втулку машины для сварки трением с перемешиванием. В одном примере, инструмент 10 для СТП также включает в себя два стержня 12, каждый из которых имеет левый поясок 13 и правый поясок 14, расположенные на стержне 12. Каждый левый поясок 13 и правый поясок 14 имеют разъемную втулку 16. В еще одном примере разъемная втулка 16 жестко закрепляет каждый поясок 13 и 14 на узле 11 стержень-хвостовик. На одном конце инструмента 10 для СТП расположен хвостовик 17, при этом инструмент 10 для СТП прикреплен в зажимной втулке (не показана) машины для сварки трением с перемешиванием. На конце хвостовика 17 расположен механизм, который подвергает натяжной стержень натяжению, и, следовательно, подвергают стержень сжатию. Этот механизм состоит из кольца/опоры 21 и держателя 22 втулки, под которым расположена разъемная втулка 16, шайба 27 и множество дисковых пружин 23 между ними, как это показано на фиг.3А. Кольцом/опорой 21 и дисковыми пружинами 23 могут являться кольцо/опора Бельвиля и дисковые пружины Бельвиля, соответственно. На другом конце инструмента 10 для СТП расположен держатель 18 упорного подшипника. Шайба 24 предотвращает надавливание на подшипник 26 концами узла 11 стержень-хвостовик.
В другом варианте осуществления разъемные втулки 16 заменены гайками, которые также называются фиксирующими регулировочными гайками. В дополнительном варианте осуществления инструмент для СТП может быть использован для создания более двух параллельных соединений.
Далее предполагается, что инструмент 10 для СТП вращается по часовой стрелке. В этом случае, оба пояска 14 являются правосторонними поясками, то есть имеют правостороннюю резьбу на внутреннем диаметре, а оба пояска 13 являются левосторонними поясками, другими словами, имеют левостороннюю резьбу на внутреннем диаметре.
Как будет описано более подробно ниже, каждый стержень 12 имеет по меньшей мере одну плоскую область 34, которая находится на пересечении двух типов резьбы, как показано на фиг.4D. Эти плоские области 34 не дают проворачиваться поясками 13 и 14 во время закрепления с помощью разъемных втулок 16 и во время процесса сварки трением с перемешиванием. Как показано на Фиг.6А и 6В, пояски 13 и 14 прикреплены к узлу 11 стержень-хвостовик с помощью разъемных втулок 16, при этом каждая половина каждой из этих разъемных втулок 16 имеет резьбу на внутреннем диаметре 16b и на наружном диаметре 16а, а каждый поясок 13 и 14 имеет резьбу на внутреннем диаметре 13b и 14b, соответственно. Пояски 13 и 14 прикреплены к узлу 11 стержень-хвостовик посредством их поворачивания и завинчивания в разъемные втулки 16 так, что их внутренний диаметр 16b навинчивается на узел 11 стержень-хвостовик, а их наружный диаметр 16а - во внутренний диаметр 13b и 14b поясков 13 и 14. Когда разъемные втулки 16 затянуты на резьбе наружного диаметра 11а узла 11 стержень-хвостовик и внутреннего диаметра 13b и 14b поясков, при этом пояски 13 и 14 расположены и закреплены на узле 11 стержень-хвостовик.
Правосторонний поясок 14, то есть направленный в большей степени вправо, прикреплен к узлу 11 стержень-хвостовик, имеющему участок хвостовика и стержневой участок 12а, как показано на фиг.4D. Правосторонний поясок 14, то есть направленный в большей степени влево, прикреплен к тому же узлу 11 стержень-хвостовик, который включает в себя резьбовой участок 12а.
Аналогично, левосторонний поясок 13 прикреплен к узлу 11 стержень-хвостовик, имеющему участок хвостовика и стержневой участок 12b, как показано на фиг.4D. Левосторонний поясок 13, то есть направленный в большей степени вправо, прикреплен к тому же узлу 11 стержень-хвостовик, который включает в себя стержневой участок 12b.
Резьба на стержневых участках 12а является левосторонней, так что пластифицированный материал вытесняется из точки 33 слияния стержневого участка 12а со стержневым участком 12b к закрученным пояскам во время вращения инструмента 10 для СТП по часовой стрелке. Аналогично, резьба на стержневых участках 12b является правосторонней, так что пластифицированный материал вытесняется к соответствующему пояску при соответствующем вращении инструмента 10 для СТП. Также разъемные втулки 16 жестко закрепляют каждый поясок 13 и 14 на узле 11 стержень-хвостовик в надлежащем месте. Более того, в одном варианте осуществления, могут быть использованы дополнительные винты для соединения двух половинок разъемной втулки для дополнительного закрепления, как показано на фиг.7B.
В одном варианте осуществления, представленном на фиг.2, показан вид в поперченном разрезе инструмента 10 для СТП. Осевой натяжной стержень 19 расположен вдоль всей длины узла 11 стержень-хвостовик. Когда стержень подвергают натяжению, узел стержень-хвостовик, частями которого являются стержни между поясками 14 и 13, подвергается сжатию.
В одном варианте осуществления, представленном на фиг.3А, показан вид с пространственным разнесением элементов узла хвостовика инструмента 10 для СТП. В одном варианте осуществления Фиг.3В показывает сечение конца 40 смонтированного узла хвостовика с упорным подшипником 26. В одном варианте осуществления, представленном на фиг.3С, показано кольцо 24 подшипника и держатель 18 упорного подшипника, удерживающий упорный подшипник 26 на месте. В другом варианте осуществления настоящего изобретения упорный подшипник 26 может располагаться на конце хвостовика инструмента для СТП, как показано на фиг.3В. Упорный подшипник 26 расположен между кольцом/опорой 21 и держателем 22 втулки. Кольцо/опора 21 может быть, например, просто стальной шайбой.
В одном варианте осуществления одно из назначений упорного подшипника 26, также называемого шарнирным участком, является снятие и ослабление торсионной нагрузки на внутреннем натяжном стержне, воспринимаемой стержнями во время операции СТП.
В другом варианте осуществления узел стержень-хвостовик является сплошным стержнем без внутреннего натяжного стержня. В этом случае упорный подшипник в инструменте для сварки трением с перемешиванием не требуется.
На фиг.4А показана полый узел 11 стержень-хвостовик, в котором можно разместить внутренний натяжной стержень в соответствии с настоящим изобретением. Узел 11 стержень-хвостовик имеет безрезьбовой верхний конец 28 и безрезьбовой нижний конец 29. Безрезьбовой верхний конец 28 имеет вращающуюся втулку с четырьмя плоскими поверхностями 28а (фиг.4В) для соединения с хвостовиком 17 (фиг.1). В одном варианте осуществления плоские поверхности 28а располагаются на верхней, нижней, левой и правой сторонах безрезьбового верхнего конца 28, как показано на фиг.4В. Также предусмотрен стопорный элемент 36 втулки, который состоит из концов четырех плоских поверхностей 28а, на которых находится торцевая поверхность хвостовика.
На фиг.4С показан вид спереди безрезьбового нижнего конца 29 с плоскими поверхностями 29а для приложения крутящего момента пояска инструмента в соответствии с одним из вариантов осуществления настоящего изобретения. На нижнем безрезьбовом конце 29 расположены две противолежащие плоские поверхности 29а для взаимодействия с «шарнирным» механизмом, когда он отделен от внутреннего натяжного стержня 19 механизмом натяжения, основанным на шайбах 27 (фиг.3А), которые могут, например, являться просто шайбами Бельвиля на другом конце узла 11 стержень-хвостовик.
В одном варианте осуществления, представленном на фиг.4D, показан вид чередующейся левосторонней резьбы 12b и правосторонней резьбы 12а узла 11 стержень-хвостовик с точкой 33 слияния двух типов резьбы. Плоская область 34 расположена на пересечении двух типов резьбы, как это показано на фиг.4D. В одном варианте осуществления на узле хвостовика нарезаны две противоположенные резьбы по всей его длине. В другом варианте осуществления на узле стержень-хвостовик нарезаны противоположенные резьбы лишь там, где располагаются стержни, и резьба нарезается по всей длине узла стержень-хвостовик с плоским срезом резьбы под 120 или 90 градусов. Такие плоские области предотвращают вращение поясков во время взаимодействия с разъемными втулками.
На фиг.5А показан другой вариант осуществления, в котором узел 41 стержень-хвостовик 41 является сплошным. На фиг.5В показаны плоские поверхности, которые выполнены в отверстии 14а пояска 14, используемого на инструменте для СТП для соединения с соответствующими плоскими поверхностями 42а на узле 41 стержень-хвостовик для того, чтобы предотвратить вращение пояска 14 во время процесса сварки. Такая плотная посадка между отверстием 14а пояска 14 и концом 42 узла 41 стержень-хвостовик снижает возможность попадания пластифицированного материала внутрь резьбового соединения между внутренним диаметром пояска 14 и наружным диаметром узла 41 стержень-хвостовик, что способствует простоте сборки, разборки и регулирования положения каждого пояска.
Отверстие в каждом пояске выполнено так, чтобы скользить по резьбе узла стержень-хвостовик и взаимодействия с плоскими поверхностями во время операции сварки. Это отверстие в сочетании с резьбой на внутреннем диаметре пояска позволяет размещать каждый поясок там, где это необходимо по длине узла стержень-хвостовик и жестко прикреплять его к узлу стержень-хвостовик с помощью разъемной втулки.
В одном варианте осуществления, представленном на фиг.6А, показано, как разъемная втулка 16 взаимодействует с пояском 14. Разъемная втулка 16 имеет наружный диаметр 16а и внутренний диаметр 16b, на котором нарезана резьба. Разъёмная втулка 16 состоит из двух половинок. Когда две половинки разъемной втулки 16 соединены вместе, разъемная втулка завинчивается в задний конец пояска 14. Резьба на внутреннем диаметре (показан на фиг.8) пояска 14 находится в контакте с резьбой на наружном диаметре 16а разъемной втулки 16. Резьба на внутреннем диаметре 16b разъемной втулки 16 нарезана на внутреннем диаметре 11а (показанном на фиг.8) узла 11 стержень-хвостовик. Разъемную втулку 16 поворачивают, как показано стрелками А на фиг.6В, для того, чтобы соединить с поясками 13 и 14 с резьбой на внутреннем диаметре узла 11 стержень-хвостовик. В другом варианте осуществления, при необходимости, две половинки разъемной втулки 16 могут дополнительно прикрепляться посредством использования группы винтов 47, как показано на фиг.7В.
На фиг.7А, 7В и 7С показан процесс установки пояска 14 на узел 11 стержень-хвостовик, при этом разъемная втулка 16 закреплена на узле стержень-хвостовик с помощью группы винтов 47 в соответствии с вариантом осуществления настоящего изобретения. Сначала поясок 14 надевают на узел 11 стержень-хвостовик до того места, где он должен быть закреплен для осуществления сварки относительно стержня (между поясками 13 и 14). Затем, соединяют две половинки разъемной втулки 16 вместе и завинчивают ее на узел 11 стержень-хвостовик и в поясок 14 со стороны его дистального конца. В другом варианте осуществления, при необходимости, вставляют два винта 47 и затягивают их для закрепления разъемной втулки 16 на узле 11 стержень-хвостовик, как показано стрелками В.
В одном варианте осуществления, представленном на фиг.8, показано вид в поперечном разрезе узла 48 для сварки трением с перемешиванием инструмента 10 для СТП, на котором показана взаимосвязь между узлом стержень-хвостовик, поясками 13 и 14 и разъемными втулками 16. Здесь, карман 49 для накопления пластифицированного материала в процессе сварки трением с перемешиванием показан между задней стороной пояска 14 и передней стороной разъемной втулки 16. Также, предусмотрен возможно суженный трубчатый резьбовой интерфейс 37 для содействия фиксации разъемной втулки на узле стержень-хвостовик.
Механизм нагружения натяжного стержня и упорного подшипника/шарнирного участка может размещаться на концах инструмента для СТП различными способами. В одном варианте осуществления механизм нагружения натяжного стержня может комбинироваться с шарнирным участком на приводном конце инструмента для СТП. В другом варианте осуществления механизм нагружения натяжного стержня и шарнирного участка могут быть расположены на приводном конце инструмента для СТП, а могут быть отделены друг от друга. В дополнительном варианте осуществления механизм нагружения может находиться на приводном конце, а шарнирный участок - на другом конце узла стержень-хвостовик.
В одном варианте осуществления, представленном на фиг.9, показаны два противоположно ориентированных многопоясковых инструмента 50 бобинного типа для сварки трением с перемешиванием для одновременной сварки двух параллельных соединений.
В одном варианте осуществления, представленном на фиг.10, показан вид в поперечном разрезе, показанном на фиг.9, который иллюстрирует два противоположено ориентированных многопоясковых инструмента 50 бобинного типа с внутренним натяжным стержнем 19 для сварки трением с перемешиванием для одновременной сварки двух параллельных соединений. В другом варианте осуществления узла стержень-хвостовик может быть сплошным, то есть не иметь внутреннего натяжного стержня вдоль всей длины узла стержень-хвостовик.
В одном варианте осуществления, представленном на фиг.11, показано два противоположно ориентированных многопоясковых инструмента 50 бобинного типа для сварки трением с перемешиванием, каждый из которых одновременно сваривает два параллельных соединения между деталями 53 и 54.
Существует много различных типов трансмиссий, разделяющих крутящий момент, которые можно использовать для одновременного и синхронного приведения в действие двух многопоясковых инструментов бобинного типа для сварки трением с перемешиванием. На фиг.12А, 12В, 12С и 12D показаны примеры типов трансмиссии, разделяющей крутящий момент, которые могут быть использованы для одновременного и синхронного приведения в действие двух многопоясковых инструментов бобинного типа для сварки трением с перемешиванием. Кроме того, в другом варианте осуществления два многопоясковых инструмента бобинного типа для сварки трением с перемешиванием могут приводиться в действие одновременно и синхронно посредством двух серводвигателей, как показано на фиг.13.
В одном варианте осуществления настоящего изобретения, представленном на фиг.14, показан вид в поперечном сечении, иллюстрирующий расположение двух монолитных поясково-стержневых узлов 52А, 52В, расположенных в ориентации «спина к спине». Многопоясковый инструмент 100 для сварки трением с перемешиванием состоит из двух различных пар монолитных (то есть не разъемных) поясково-стержневых узлов 52А, 52В, которые могут быть цилиндрическими и полыми (например, иметь высверленное сквозное отверстие 62), соединенных вместе в противоположной ориентации (например, задней стороной 63 пояска к задней стороне 64 пояска) посредством соединителя 51. Соединитель 51 имеет наружный диаметр (НД) 60 с резьбовыми концевыми участками 66 и 68, которые навинчиваются на резьбу 70 и 72 внутреннего диаметра (ВД) поясковых участков 53С, 52D монолитных поясково-стержневых узлов 52А, 52В, соответственно, с образованием верхней части 100А инструмента для СТП. Резьбовые пары НД/ВД 66, 70 и 68, 72 выполнены с противоположно направленной резьбой (например, одна пара имеет левостороннюю резьбу, а другая - правостороннюю) для того, чтобы создать самофиксирующийся механизм (то есть затягивают противоположные резьбы во время операции установки) при вращении инструмента 100 во время процесса сварки трением с перемешиванием. Монолитный поясково-стержневой узел 52А является монолитным элементом, содержащим два пояска 74, 76 и полый стержень 80, расположенный между ними, для соединения поясков 74, 76. Полый стержень 80 имеет заданную длину L, которая определяет максимальную толщину Т детали 53 (показана пунктиром), которую можно сварить. Длина L полого стержня должна быть немного больше, чем толщина Т детали для того, чтобы позволить металлу проходить вокруг полого стержня 80.
Монолитный поясково-стержневой узел 52В представляет собой монолитную деталь, содержащую поясковый участок 52D с одним пояском 78 и резьбовым внутреннем диаметром 72 и полый стержень 25 с резьбой на конце 25А наружного диаметра. Конец 25А с резьбой на наружном диаметре может быть вставлен в высверленное отверстие 17А в монолитном пояске/хвостовике 17 и завинчен по резьбе внутреннего диаметра концевого участка 17В высверленного отверстия 17А с образованием нижней части 100В инструмента 100 для СТП. Резьба на конце 25А наружного диаметра и на внутреннем диаметре концевого участка 17В выполнены так, что заданный поворот, измеряемый в градусах или угловых перемещениях, пояска/хвостовика 17 будет продольно перемещать монолитный поясково-стержневой узел 52В внутрь или наоборот из пояска/хвостовика 17 на заданное линейное расстояние, задавая зазор G между пояском 78 и поясковым участком 82 пояска/хвостовика 17. Такая конструкция монолитного поясково-стержневого узла 52В с резьбовым концом 25А и с резьбовым внутренним диаметром концевого участка 17В высверленного отверстия 17А пояска/хвостовика 17 обеспечивает механизм управления зазором или стержневой рабочей поверхностью так, что зазор G может быть равен, быть больше или меньше длины L стержня 80 монолитного поясково-стержневого узла 52А. Таким образом, настоящее изобретение не ограничивается одновременным свариванием параллельных деталей одинаковой толщины.
Дополнительный вариант осуществления вышеописанного инструмента 100 для СТП может включать в себя стопорную гайку 84 с резьбовым внутренним диаметром (ВД) 84А, навинченную на резьбу на конце 25А наружного диаметра и прилегающую к концу 17С пояска/хвостовика для того, чтобы поворотно зафиксировать поясок/хвостовик 17, когда рабочая торсионная нагрузка вызывает изменение зазора G во время сварки трением с перешиванием.
Другие варианты осуществления (не показаны) инструмента 100, содержащего три (3) или более стержневые части, могут быть созданы с множеством соединителей 51, завинченных в резьбовой внутренней диаметр 52F (не показан) дистального конца 52E монолитного поясково-стержневого узла 52А.
Другой вариант осуществления инструмента 100 для сварки трением может включать в себя натяжной стержень 19 (описанный подробно выше), вставленный в дистальный конец 52Е монолитного поясково-стержневого узла 52А для прохождения через сквозные высверленные отверстия 62 монолитных поясково-стержневых узлов 52А, 52В для продолжения проксимального конца 19А натяжного стержня 19 через конец 17С пояска/хвостовика и конец 84В стопорной гайки 84 (если стопорная гайка 84 используется). Натяжной стержень 19 может вызывать сжимающие усилие на всем инструменте 100 для СТП так, что периодически изменяющиеся напряжения на рабочих поверхностях, например, поясков 74, 76, 78 и стержне 62 инструмента 100 для СТП, снижаются, обеспечивая дополнительную износоустойчивость (например, низкую циклическую усталость, высокую циклическую усталость и распространение трещин) инструменту 100, делая его более устойчивым к комбинации циклических изгибающих и торсионных нагрузок. Как показано на фиг.3А и 3B и описано выше, натяжной стержень 19 можно подвергнуть натяжению на конце 17С пояска/хвостовика 17. Механизм натяжения содержит кольцо/опору 21 и держатель 22 втулки, под которым расположена разъемная втулка 16, шайба 27 и множество дисковых пружин 23 между ними, как показано на фиг.3А. Кольцо/опора 21 и дисковые пружины 23 могут являться, например, просто кольцом/опорой Бельвиля и дисковыми пружинами Бельвиля, соответственно.
Для снятия «кручения» торсионного типа полых стержней инструмента с натяжного стержня 19 на дистальном конце 100С инструмента 100, противоположном проксимальному концу 100D, на котором расположен механизм натяжения стержня, основанный на шайбах 23 Бельвиля, предусмотрен шарнирный механизм 90. Шарнирный механизм 90 содержит держатель 18 упорного подшипника, удерживающий упорный подшипник 26 на месте. Держатель 18 упорного подшипника включает в себя углубление 92 для размещения дистального конца 94 натяжного стержня 19. Дистальный конец 94 имеет диаметр D1, больший диаметра D2 вала 96 натяжного стержня 19. Одним из назначений упорного подшипника 26 является снятие и ослабление торсионной нагрузки с внутреннего натяжного стержня 19, воспринимаемой стержнями во время операции сварки трением с перемешиванием, когда торсионная нагрузка превышает степень усталости поясков 74, 76 или стержня 80 монолитного поясково-стержневого узла с двумя поясками или пояска 78 или стержня 25 монолитного поясково-стержневого узла с одним пояском.
В одном варианте осуществления, представленном на фиг.15А и 15В, показано, как фиксирующая регулировочная гайка 56 прикреплена к пояску 14. Фиксирующая регулировочная гайка 56 имеет безрезьбовой наружный диаметр 56а и резьбовой внутренний диаметр 56b. Резьба на внутреннем диаметре 56b фиксирующей регулировочной гайки 56 навинчена на наружный диаметр 41а узла стержень-хвостовик 41 и в то же время вставлена в безрезьбовой внутренний диаметр 14b1 пояска 14, как показано на фиг.15В. Наружный диаметр фиксирующей регулировочной гайки 56 имеет гладкая канавку 58а, которая выполнена с возможностью «приема» концов винтов 59. Винты 58 могут свободно поворачиваться/скользить в канавке 58а, при повороте фиксирующей регулировочной гайки 56 на стержне 41, таким образом перемещая поясок 14 вместе с ней вдоль оси стержня 41. Затем винты 58 закручиваются в по существу радиальные установочные отверстия 99А под винт в стенке пояска 14 до точки, в которой концы винтов разместятся в гладкой канавке 58а.
На фиг.15А и 15В также показано, как фиксирующая регулировочная гайка 57 прикреплена к хвостовику с неразъемным пояском 55. Фиксирующая регулировочная гайка 57 имеет безрезьбовой наружный диаметр 57а и резьбовой внутренний диаметр 57b. Фиксирующая регулировочная гайка 57 навинчена на резьбу на наружном диаметре 41А на стержне 41 и в то же время вставлена в безрезьбовой внутренний диаметр 55А приводного пояска-хвостовика 55, как показано на фиг. 15В. Наружный диаметр фиксирующей регулировочной гайки 57 имеет гладкую канавку 58а, которая выполнена с возможностью «принятия» концов винтов 58. Винты 58 могут свободно поворачиваться/скользить в канавке 58а при повороте фиксирующей регулировочной гайки 57 на стержне 41, таким образом, перемещая поясок-хвостовик 55с вместе с ней продольно по оси стержня 41. Затем винты 58 завинчиваются в по существу радиальные установочные отверстия 99b под винт в стенке пояска-хвостовика 55 до точки, в которой концы винтов разместятся в гладкой канавке 58а.
Такое расположение регулируемого приводного пояска-хвостовика 55 и пояска 14 предусматривает изменение расстояния S между двумя поясками 14 и 55, которое задает длину рабочей поверхности стержневого участка посредством поворота фиксирующей регулировочной гайки 57, которая перемещается вдоль резьбового наружного диаметра 41А узла 41 стержень-хвостовик, одновременно перемещая с собой поясок-хвостовик 55, на внутреннем диаметре которого нет резьбы и который соединен с регулировочной гайкой 57 посредством двух винтов 58, которые скользят в канавке 58а на наружном диаметре гайки 57, как показано стрелкой С на фиг.15В. Расстояние S немного больше толщины Т деталей (показаны пунктиром) для того, чтобы обеспечить прохождение пластифицированного металла по рабочей поверхности 98 стержня. Резьбовые стопорные гайки 59 могут быть навинчены на наружный диаметр 41А с обоих концов узла 41 стержень-хвостовик и прилегать к фиксирующим регулировочным гайкам 56, 57 для поворотной фиксации пояска 14 и неразъемного пояска 55, соответственно, причем рабочая торсионная нагрузка вызывает изменение расстояния S во время сварки трением с перемешиванием.
Хотя подробно были описаны конкретные варианты осуществления, специалистам в данной области техники будет понятно, что в свете всех идей настоящего изобретения могут быть выполнены различные изменения и дополнения. Таким образом, раскрытые здесь конкретные конструкции приведены лишь для иллюстрации, а не для ограничения объема изобретения, который определяется прилагаемой Формулой изобретения и любыми и всеми ее эквивалентами.

Усовершенствованные гайка и болт
Применение глиноземно-углеродных агломератов при углетермическом получении алюминия
Установка боковых и донных электродов для электроплавильных реакторов и способ подачи таких электродов
Устройство и способ углетермического получения алюминия
Держатель электрода в сборе и содержащая его печь
Рекристаллизованные алюминиевые сплавы с текстурой латуни и способы их получения
Улучшенные алюминиево-медно-литиевые сплавы
Металлические листы и пластины с текстурированными поверхностями, уменьшающими трение, и способы их изготовления
Емкость с двойными стенками и способ ее изготовления
Способы изготовления порошков диборида титана

