Результат интеллектуальной деятельности: Камера прессования горизонтальной машины литья под давлением (ГМЛПД)
Вид РИД
Изобретение
Изобретение относится к металлургическому производству и пригодно как оснастка в МЛПД.
Известны неохлаждаемые камеры прессования этих машин, выполненные однослойным цилиндром с заливочным окном в задней части (см. книгу С. Емелевский. Литье цветных металлов. - М.: Высшая школа, 1977. с. 154).
Их недостатки: высокая стоимость из-за изготовления из дорогой стали 4Х5МФС; повышенный износ изнутри в зоне заливочного окна, заливаемого сплавом.
Известна охлаждаемая камера прессования в виде цилиндра с заливочным окном, охватывающего его кожуха с наружным кольцевым упором у переднего торца, заливочным окном у заднего торца, каналами охлаждения на внутренней поверхности и окнами подвода и отвода хладагента и уплотнительными элементами для их герметизации, а также с продольным сквозным пазом (см. патент СССР 1774900 A3 от 12.02 1991)
Ее недостатки: сложность конструкции кожуха из-за каналов охлаждения по всей длине его и уплотнительных элементов в передней и задней частях камеры; перекосы цилиндра в кожухе и кожуха в окне плиты МЛПД из-за зазоров между ними при установке на переднюю часть камеры неподвижной части пресс-формы, ускоряющие износ ее цилиндра перемещающимся по его полости и полости литниковой втулки поршнем, также ускоренно изнашивающимся от этого; из-за примесей хладагента, осаждающихся на поверхностях кожуха и цилиндра, затруднена их разборка для замены последнего после предельного износа.
Задачей предлагаемого изобретения является устранение этих недостатков данной камеры, а именно: упрощение ее конструкции, устранение перекосов цилиндра в кожухе и кожуха в окне плиты МЛПД, повышение стойкости поршня, литниковой втулки и цилиндра, а также упрощение разборки камеры.
Поставленная задач достигается тем, что у камеры прессования горизонтальной машины литья под давлением, содержащей цилиндр с заливочным окном, охватывающий его кожух с кольцевым упором у переднего торца, заливочным окном у заднего торца, отделенным, как и у цилиндра, перемычкой от него, и продольным сквозным пазом, новым является то, что сопрягаемые поверхности цилиндра и кожуха выполнены коническими с основаниями конусов со стороны их передних торцов; при этом передний торец цилиндра выдвинут относительно переднего торца укороченного кожуха с меньшим, чем у цилиндра, заливочным окном.
Выполнением коническими по поверхностям: внутренней у кожуха и наружной у цилиндра, обеспечивается беззазорное соединение между ними при сборке, чем исключается перекос последнего в кожухе и улучшаются тепловой контакт по этим поверхностям и отвод тепла от последнего к первом и далее к плите МЛПД.
Созданием такого соединения между ними также гарантируется беззазорность в соединении Камера-Окно плиты МЛПД и, следовательно, исключается ее перекос в этом окне выбором зазоров между ним и боковой поверхностью камеры при установке на ее выступающую за плиту часть пресс-формы, воздействующей и на передний торец цилиндра с перемещением его по полости кожуха и деформацией его благодаря пазу в радиальном направлении.
Выступанием переднего торца цилиндра относительно переднего торца кожуха обеспечивается его осевое перемещение по полости кожуха при установке на камере и закреплении на плите МЛПД части пресс-формы, воздействующей на этот торец.
Увеличением у цилиндра заливочного окна по сравнению с окном укороченного кожуха гарантируется беспрепятственная заливка сплава через эти окна в цилиндр с отсутствием налипания его на края окна последнего.
Изготовлением укороченного кожуха по сравнению с цилиндром на величину выступания последнего за передний торец камеры при совмещении их задних торцов исключается перегрев цилиндра в зоне его перемычки.
Устранение зазоров между предлагаемыми цилиндром и кожухом, кожухом и окном плиты МЛПД исключается перекос перемещающегося поршня в полостях трубы и литниковой втулки и, следовательно, повышается стойкость этих элементов.
Сравнительный анализ предлагаемого с известными в настоящее время решениями свидетельствует, что оно ново, имеет существенные отличия, промышленно применимо и поэтому соответствует критерию изобретение.
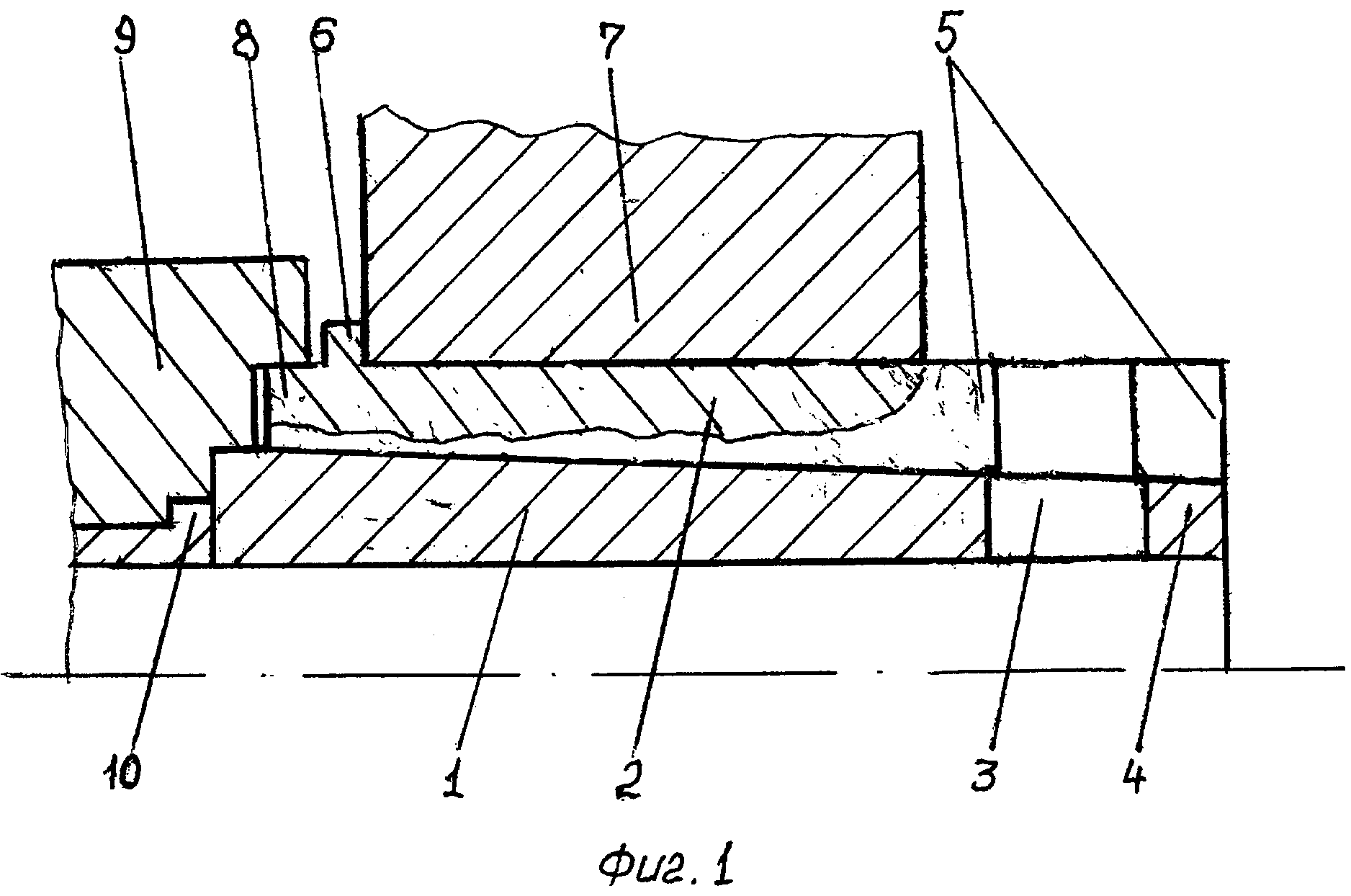
Оно поясняется чертежом, где на фиг. 1 представлена камера согласно формуле изобретения.
Она содержит цилиндр 1, размещенный своей наружной боковой конической поверхностью в конической полости кожуха 2 с выступанием переднего торца первого из последнего, причем конические основания их поверхностей расположены со стороны передних торцов данных элементов. В задней части цилиндра 1 имеется большее заливочное окно 3, отделенное от ее торца перемычкой 4, чем у укороченного кожуха 2 со сквозной продольной прорезью 5 и буртом 6 у переднего торца, упирающимся в торец плиты 7 МЛПД. На цилиндрическом пояске 8 передней части камеры располагается своим гнездом часть пресс-формы 9 с литниковой втулкой 10 в ней, а в задней части цилиндра размещается поршень 11.
Сборка камеры и установка ее на МЛПД происходит так: сначала собираются между собой цилиндр 1 и кожух 2, вставляя первый в полость второго до упора; затем ее размещают в окне плиты МЛПД с упором торца бурта 6 в торец плиты 7; после этого на поясок 8 кожуха 2 надевают неподвижную часть пресс-формы 9, упирающуюся своим гнездом в выступающий из кожуха 2 передний торец трубы 1. Она от этого воздействия перемещается по полости кожуха 2, который благодаря пазу 5 деформируется в радиальном направлении с выбором зазоров между ним и окном плиты 7, создавая при этом определенный натяг между ними. После этого между торцами пресс-формы 9, кожуха 2 и плиты 7 должны оставаться осевые технологические зазоры. Затем закрепляют пресс-форму 9 на плите 7 с фиксированием камеры в ее окне.
Благодаря коническим поверхностям цилиндра 1 и кожуха 2 обеспечивается их центрирование между собой при сборке с образованием беззазорного соединения, а продольному сквозному пазу 5 кожуха 2 эта сборка центрируется в окне плиты 7 МЛПД с образованием другого беззазорного соединения камеры с ней. Поэтому при размещении пресс-формы 9 на камере не происходит ее перекос в горизонтальной плоскости от первой.
Наличием контактных давлений между сопрягаемыми поверхностями этих элементов, возрастающих при нагреве их, интенсифицируется теплоотвод от залитого в камеру сплава к цилиндру 1, от него к кожуху 2 и от последнего к плите 7 МЛПД, что положительно влияет на стойкость камеры в целом.
Отсутствием хладагента между цилиндром 1 и кожухом 2 исключается коррозия их сопрягаемых поверхностей и отложение примесей хладагента на них, облегчая их разборку при износе цилиндра 1.
Из-за перемещения цилиндра 1 по кожуху 2 и соединения их между собой при сборке заливочное окно цилиндра должно быть больше окна кожуха для исключения попадания части заливаемого сплава на края окна цилиндра, что может привести к заклиниванию поршня 11 в камере при его прямом или обратном перемещениях по ней.
Удлиненный цилиндр необходим для выступания его переднего торца из кожуха и совмещения его заднего торца с задним торцом кожуха, чем исключается перегрев задней части цилиндра в зоне его перемычки.
Предлагаемое работает так: через заливочные окна кожуха 2 и цилиндра 1 сплав заполняет полость последнего, закрытого с заднего торца поршнем 11, а с переднего через втулку 10 - пресс-формой 9. После этого поршень перемещается по цилиндру 1 и литниковой втулке 10, вытесняя сплав из них в пресс-форму, и остается в этой втулке на время кристаллизации сплава в пресс-форме. Затем он выталкивает пресс-остаток с отливкой из литниковой втулки и пресс-формы и возвращается в исходное положение. При совмещении осей поршня, камеры (без перекоса ее в плите МЛПД предлагаемым) и литниковой втулки первый перемещается по ним без перекоса с созданием максимального давления на сплав и минимального трения между ним и этими элементами, чем повышается стойкость поршня, цилиндра и втулки.
Таким образом, предлагаемым упрощается конструкция камеры прессования, обеспечивается беззазорность соединений ее элементов и ее с плитой МЛПД, чем повышается стойкость этой оснастки при простоте сборки и разборки данной камеры.
Камера прессования горизонтальной машины литья под давлением, содержащая сопряженные между собой цилиндр с заливочным окном, отделенным от заднего торца камеры прессования перемычкой, и кожух с кольцевым упором у переднего торца камеры прессования, заливочным окном, отделенным от заднего торца камеры прессования перемычкой, и продольным сквозным пазом, отличающаяся тем, что сопрягаемые поверхности цилиндра и кожуха выполнены коническими, передний торец цилиндра выдвинут относительно переднего торца кожуха, при этом кожух укорочен относительно цилиндра и выполнен с заливочным окном, которое меньше заливочного окна цилиндра.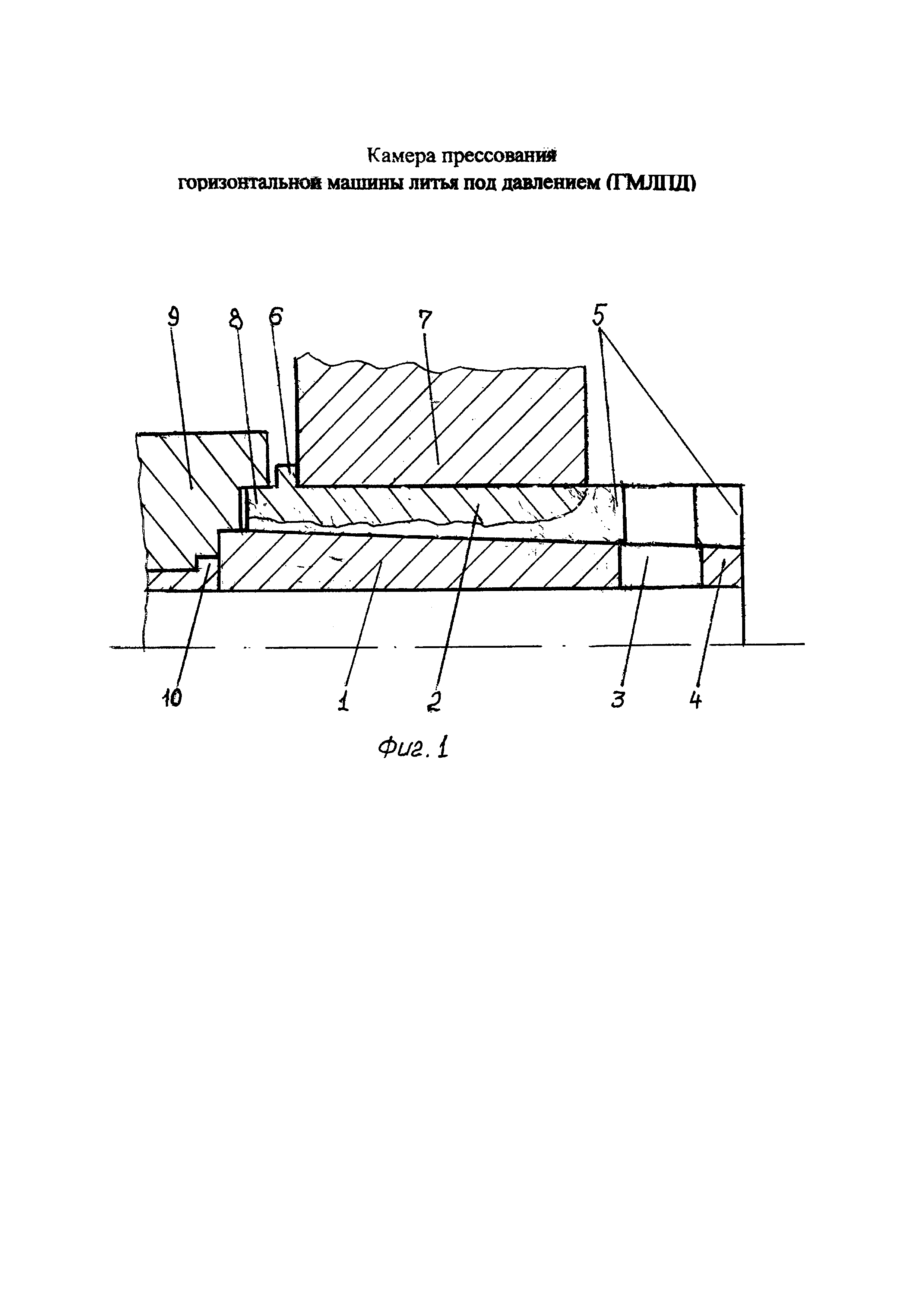
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Способ изготовления ствола
Неподвижный держатель-электрод сварочных клещей
Способ изготовления ствола и устройство для его реализации
Способ изготовления ствола
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Электрододержатель сварочных клещей для контактной точечной сварки (ктс)
Способ охлаждения электрода сварочных клещей контактной точечной сварки (ктс) и устройство его реализации

