Результат интеллектуальной деятельности: Способ повышения износостойкости изделий из твердых сплавов
Вид РИД
Изобретение
Изобретение относится к технологиям, обеспечивающим повышение износостойкости режущего, штампового инструмента, а также конструкционных изделий из твердого сплава за счет изменения состава и структуры их поверхностных слоев, и может быть использовано для увеличения стойкости изделий к механическому и коррозионно-механическому износам, что обеспечивает рост их эксплуатационного ресурса, а при использовании изделий из твердых сплавов в качестве инструмента - производительности и качества обработки давлением и резанием.
Известны способы повышения работоспособности инструмента за счет изменения состава и структуры его поверхностных слоев, осуществляемые путем диффузионного насыщения поверхности инструмента в процессе химико-термической обработки элементами внедрения (азотирование, нитроцементация и др.), наплавкой, напылением сплавами заданного состава: плазменно-дуговая наплавка, плазменное напыление, финишное плазменное напыление, а также физические и химические способы осаждения элементов из газовых, паровых, жидких и твердых фаз [Инструментальные материалы. Учебн. пособие / Г.А. Воробьева, Е.Е. Складнова, А.Ф. Леонов, В.К. Ерофеев. - СПб.: Политехника, 2005. 268 с]. Недостатком технологий химико-термической обработки является то, что они в большинстве случаев повышают хрупкость инструмента. Наплавка и напыление не обеспечивают прочной связи покрытия с основой, а также характеризуются безвозвратными потерями наносимого на поверхность инструмента материала. Общими недостатками физических и химических способов осаждения являются: сложность технологического процесса, высокая стоимость технологического оборудования и технологические сложности формирования равномерных покрытий на всех поверхностях изделия.
Известен также способ получения диффузионного покрытия [А.С. 1145051, опуб. 15.03.85, бюл. №10], включающий титанирование при 1000-1030°C в порошкообразной засыпке при пониженном давлении в течение 0,5-1 ч. с последующим карбонитрированием, при этом карбонитрирование проводят в среде четыреххлористого углерода при давлении 270-300 Па, и осуществляют в атмосфере азота с добавлением четыреххлористого углерода в количестве 1-2 г на 1 м2 обрабатываемой поверхности.
Недостатками данной технологии является то, что одновременная адсорбция из насыщающей среды титана и углерода приводит к образованию на поверхности изделия слоя карбида титана, диффузионно не связанного с основным материалом покрываемого изделия, что снижает прочность сцепления покрытия с основой. При этом само покрытие обладает высокой твердостью и хрупкостью. Кроме этого, использование четыреххлористого углерода в настоящее время запрещено вследствие его негативного влияния на озоновый слой земли и канцерогенности.
Известен также способ диффузионного насыщения титаном из среды легкоплавких растворов (Артемьев В.П., Чаевский М.И. Диффузионное титанирование в среде жидкометаллических расплавов. - В сб.: Адгезия расплавов и пайка материалов. - К.: Наукова думка, 1986. - С. 3-4.). Нанесение покрытий данным способом осуществляется путем выдержки стального изделия в легкоплавком свинцовом или свинцово-висмутовом расплаве, содержащем в растворенном состоянии титан. В результате выдержки стального изделия в расплаве происходит адсорбция титана на его поверхности, диффузия титана вглубь изделия. При этом титан является сильным карбидообразующим элементом, и он забирает углерод из цементита стали и образует собственные карбиды, которые выделяются на поверхности изделия. Карбиды титана обладают очень высокой твердостью, что обеспечивает изделию высокую износостойкость.
Недостатком данного способа является то, что при образовании карбидов титана происходит отток углерода из стали, приводящий к образованию под поверхностным, износостойким слоем обезуглероженного слоя, обладающего низкой твердостью и прочностью. В результате этого при наличии механического воздействия на поверхности происходит продавливание карбидного слоя, его деформация, растрескивание и выкрашивание. При этом твердые частицы покрытия также приводят к интенсивному износу трущихся поверхностей.
Наиболее близким к заявляемому изобретению является способ диффузионного титанирования режущего инструмента, включающий проведение предварительной цементации изделий и последующее диффузионное насыщение их поверхности карбидообразующими элементами (SU 1516507 А1, МПК С23С 12/00, 23.10.1989).
Недостатком данного способа является повышенная хрупкость изделий, полученных этим способом, что снижает эффективность повышения износостойкости титанированного инструмента.
Задачей заявляемого изобретения являются исключение при нанесении титана на изделия из твердых сплавов возможности образования под диффузионным покрытием подслоя с пониженной твердостью и снижение хрупкости покрытия, вызывающие при механическом воздействии на покрытие его деформацию.
Технический результат - повышение износостойкости и эксплуатационного ресурса изделий из твердых сплавов в условиях воздействия на них высоких контактных напряжений, ударных и переменных нагрузок.
Технический результат достигается тем, что способ диффузионного титанирования изделий из твердого сплава включает проведение предварительной цементации изделий и последующее диффузионное насыщение их поверхности титаном, при этом после упомянутого диффузионного насыщения титаном проводят старение при температуре 300-800°С в течение 60-120 минут, а предварительную цементацию осуществляют при температуре 1100-1250°С в течение 10-20 минут.
Благодаря проведению предварительной цементации изделий при температуре 1100-1250°С в течение 10-20 минут происходит исключение образования под титановым покрытием подслоя с пониженной твердостью, образующегося вследствие формирования в покрытии карбидов титана. Это связано с тем, что в данном диапазоне температур значительно возрастает растворимость углерода в кобальте, содержащемся в твердом сплаве, что обеспечивает насыщение (обогащение) поверхностных слоев изделий из твердых сплавов углеродом. Рост растворимости углерода в кобальте подтверждается диаграммой состояния «кобальт-углерод» 1319°С [Диаграммы состояния двойных и многокомпонентных систем на основе железа. Банных О.А., Будберг П.Б., Алисова С.П. и др. Металлургия, 1986]. При этом растворимость углерода в кобальте резко возрастает с повышением температуры цементации и достигает максимума 4, % при температуре образования эвтектики. Таким образом, проведение предварительной цементации в интервале температур (1100-1250°С), близких, но несколько меньших эвтектической температуры (чтобы исключить образование жидкой фазы), обеспечивает увеличение концентрации в поверхностных слоях твердых сплавов несвязанного химическим соединением углерода. Этот дополнительно введенный в поверхностные слои твердого сплава углерод, а не углерод, находящийся в твердом сплаве, участвует в формировании карбидов титана, образующихся при диффузионном насыщении поверхности изделий титаном, что исключает образование под покрытием слоя пониженной твердости. Однако в сформировавшемся таким образом покрытии наблюдается значительная неравномерность распределения углерода в нем. При этом в приповерхностных слоях покрытия образуются зоны с повышенным содержанием углерода, что вызывает охрупчиваемость покрытия. Для исключения этого явления покрытия (покрытие изделия) после диффузионного насыщения титаном подвергают старению, которое осуществляют путем нагрева покрытого изделия до температуры 300-800°C с последующей выдержкой при этой температуре в течение 60-120 минут. Данная обработка обеспечивает перераспределение углерода по покрытию, что обеспечивает дополнительное выделение второй дисперсной фазы в виде карбида титана. Эти процессы приводят к повышению твердости покрытия при одновременном снижении его хрупкости.
Титан-вольфрамовые пластины марки Т15К6 (исходная твердость 91 HRA) обрабатывались по технологически вариантам:
1-й вариант - пластины в исходном состоянии;
2-й вариант - пластины подвергались диффузионному насыщению в легкоплавком расплаве без предварительной цементации и без старения;
3-й вариант - (прототип) пластины подвергались диффузионному насыщению после цементации, выполненной по режимам прототипа, в легкоплавком расплаве (Pb+Bi+Ti), без старения;
4-й вариант - (заявляемый способ) пластины подвергались обработке по технологии заявляемого способа, включающей предварительную цементацию, диффузионное насыщение титаном и старение в заявляемых диапазонах температур и длительности. При этом выбирались предельные значения диапазона температуры и длительности процессов предварительной цементации и старения.
Пример 1. Твердосплавные пластины подвергают предварительной цементации при температуре 1100°С длительностью 20 минут, после осуществляют диффузионное насыщение титаном при температуре 1100°С, длительностью выдержки 30 минут, затем проводят старение при температуре 300°С в течение 120 минут.
Пример 2. Твердосплавные пластины подвергают предварительной цементации при температуре 1250°С длительностью 10 минут, после осуществляют диффузионное насыщение титаном при температуре 1100°С длительностью выдержки 30 минут, затем проводят старение при температуре 800°С в течение 60 минут.
Пример 3. Твердосплавные пластины подвергают предварительной цементации при температуре 1175°С длительностью 15 минут, после осуществляют диффузионное насыщение титаном при температуре 1100°С длительностью выдержки 30 минут, затем проводят старение при температуре 550°С в течение 90 минут.
Сравнительная оценка эффективности заявляемого способа повышения износостойкости изделий из твердых сплавов проводилась на основании анализа изменения твердости пластин по Роквеллу HRA и микротвердости их поверхности Н50, а также периода стойкости. Период стойкости определялся путем точения прутков из стали У10 твердостью 43…45 HRCЭ, при скорости резания 100 м/мин, глубине резания 1 мм, подаче 0,2 мм/об. Результаты испытаний приведены в таблице 1.
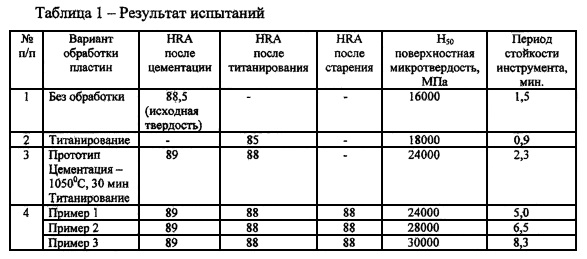
Как следует из результатов исследований, представленных в таблице 1, при отсутствии предварительной цементации твердосплавных пластин диффузионное титанирование приводит к снижению стойкости режущего инструмента относительно исходного состояния (влияние обезуглероженного подслоя). При этом предварительная цементация в рекомендуемом диапазоне температур (значительное увеличение растворимости углерода в кобальте твердого сплава) и проведение после диффузионного титанирования процесса старения обеспечивают повышение стойкости твердосплавного инструмента. Так, по сравнению с исходным состоянием, стойкость твердосплавных режущих пластин возросла более чем в 5 раз, а по сравнению с прототипом - более чем в 3 раза, при этом наблюдается значительное повышение твердости поверхностных слоев инструмента до 30000 МПа, что обеспечивает возможность обработки материалов с высокой твердостью.
Аналогичные результаты были получены при использовании заявляемого способа для повышения износостойкости твердосплавных пластин, изготовленных из сплава ВК8.
Таким образом, предложенный способ, включающий предварительную цементацию изделий, последующее диффузионное насыщение их поверхности титаном и старение как окончательную операцию, позволяет значительно повысить износостойкость этих изделий, в частности инструмента, за счет исключения образования под твердым карбидным титановым покрытием мягкого подслоя и снижения хрупкости покрытия, а также повысить производительность технологического процесса.
Способ диффузионного титанирования изделий из твердого сплава, включающий проведение предварительной цементации изделий и последующее диффузионное насыщение их поверхности титаном, отличающийся тем, что после упомянутого диффузионного насыщения титаном проводят старение при температуре 300-800 °С в течение 60-120 минут, а предварительную цементацию осуществляют при температуре 1100-1250 °С в течение 10-20 минут.Способ очистки стальных изделий от следов свинцовых расплавов и устройство для его осуществления
Способ обработки твердосплавного инструмента
Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов
Осевая поршневая машина
Скважинный электроплунжерный насос
Способ получения диффузионных покрытий на металлических изделиях и устройство для его осуществления
Устройство преобразования вращательного движения в возвратно-поступательное
Способ определения погрешности геодезических приборов за неправильность формы цапф и боковое гнутие зрительной трубы
Вафельное изделие функционального назначения
Устройство для вычисления функции arctg(y/x)
Способ очистки стальных изделий от следов свинцовых расплавов и устройство для его осуществления
Способ обработки твердосплавного инструмента
Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов
Осевая поршневая машина
Скважинный электроплунжерный насос
Способ получения диффузионных покрытий на металлических изделиях и устройство для его осуществления
Устройство преобразования вращательного движения в возвратно-поступательное
Способ определения погрешности геодезических приборов за неправильность формы цапф и боковое гнутие зрительной трубы
Вафельное изделие функционального назначения
Устройство для вычисления функции arctg(y/x)

