Результат интеллектуальной деятельности: СПОСОБ ОЦЕНКИ ПРОЧНОСТИ ЭЛЕМЕНТОВ СВАРНОГО КОРПУСА ПОДВОДНОГО АППАРАТА
Вид РИД
Изобретение
Изобретение относится к акустическим методам неразрушающего контроля прочности и предназначено для оценки прочности элементов сварного корпуса подводных аппаратов сферической и кольцевой формы. Изобретение может применяться в машиностроении и строительстве.
Известен способ неразрушающей оценки прочности композитных материалов и изделий из них (Носов В.В., Носов С.В. Акустико-эмиссионный критерий прочности композитных материалов // Известия ВУЗов. М.: Машиностроение. - 1989. - №9, с. 25-29). Способ включает равномерное нагружение диагностируемого изделия, регистрацию при этом числа NΣ импульсов акустической эмиссии (АЭ) и прекращение нагружения в момент выхода временной зависимости натурального логарифма InNΣ числа импульсов АЭ на прямолинейный участок, определение углового коэффициента InNΣ=dlnNΣ/dt этого участка и расчет по его значению разрушающей нагрузки на изделие.
Недостатком способа является невысокая точность АЭ контроля изделия из-за применения расчетов параметров.
Известен способ неразрушающей оценки прочности корпусов двигателей, выполненных из композитных материалов (Носов В.В., Потапов А.И. Оценка прочности корпусных изделий при их гидроиспытаниях по результатам регистрации сигналов акустической эмиссии // Дефектоскопия - 1998, №5, с. 99-107), включающий ступенчатое гидронагружение корпуса путем непрерывного подъема давления в корпусе до уровня F1, выдержка в течение времени t1, подъем давления до второго уровня F2, выдержка в течение времени t2 и так далее до заданного максимального уровня давления. В ходе испытаний проводится регистрация числа N импульсов АЭ. По результатам АЭ испытаний строятся графики временных зависимостей числа импульсов АЭ при различных уровнях давления, в которых выделяли участки, близкие к прямолинейным, определяли угловые коэффициенты  и
и  этих участков. Определяли параметр состояния материала диагностируемого изделия YAE и рассчитывали величину разрушающей нагрузки Fp, которую впоследствии сравнивали с рабочей нагрузкой диагностируемого изделия. На основании данного сравнения делался вывод о состоянии диагностируемого изделия.
этих участков. Определяли параметр состояния материала диагностируемого изделия YAE и рассчитывали величину разрушающей нагрузки Fp, которую впоследствии сравнивали с рабочей нагрузкой диагностируемого изделия. На основании данного сравнения делался вывод о состоянии диагностируемого изделия.
К недостаткам данного способа можно отнести отсутствие четкой классификации степени опасности выявленных в ходе контроля источников импульсов АЭ, ограниченные возможности, связанные с необходимостью создания ступенчатой равномерной нагрузки на контролируемое изделие.
Известен способ испытания кольцевых образцов на прочность при повторных нагрузках (авторское свидетельство SU №1739259, опубл. 07.06.1992 г.). Способ включает приложение нагрузки к наружной боковой поверхности образца, регистрацию параметров его деформации, по которым судят о прочности образца. Для имитации реальных условий нагружения кольцевых элементов подводных аппаратов кольцевые образцы изготавливают из двух частей, соединенных торцами через промежуточный элемент, свободные торцы выполняют в виде конических поверхностей с вершинами на оси колец, герметизируют их крышками с ответными коническими поверхностями, соосно устанавливают и нагружают в осевом направлении, а нагрузку к наружной боковой поверхности образцов прикладывают повторно статически монотонно изменяющимся гидростатическим давлением с различными скоростями, с учетом которых судят о прочности образцов.
Недостатком способа является трудоемкость нагружения исследуемых объектов. Для оказания давления на боковые поверхности образца необходимо наличие камеры высокого давления. Для крупногабаритных элементов сварного корпуса установка такой камеры нецелесообразна ввиду трудоемкости ее изготовления и высокой стоимости. Еще одним недостатком является то, что исследуемый элемент нагружают сжимающими напряжениями до его разрушения.
Известен способ неразрушающего контроля прочности металлоконструкций (патент РФ №2445616, опубл. 20.03.2012 г.), принятый за прототип, включает нагружение металлоконструкций, регистрацию числа импульсов АЭ и их амплитуды, определение параметра состояния материала контролируемой металлоконструкции YAE и расчет величины диагностического параметра YR. После определения данных параметров величину YAE сравнивают с величиной YR для определения степени опасности источника импульсов АЭ. Далее определяют коэффициенты снижения предела выносливости КПР.В и запаса выносливости S. В завершение определяют исходный ресурс Nc исследуемой металлоконструкции и находят остаточный ресурс Nост, после чего делают окончательный вывод о дальнейшем использовании металлоконструкции.
Недостатком способа является отсутствие указания направления нагружения исследуемого объекта, что в свою очередь не позволяет имитировать рабочие напряжения с высокой точностью.
Техническим результатом изобретения является снижение трудоемкости нагружения и повышение точности контроля прочности кольцевых и сферических элементов сварного корпуса подводного аппарата, выявление развивающихся и склонных к развитию дефектов, проявляющихся в процессе изменения нагрузки, определение пригодности элементов корпуса к дальнейшему использованию или необходимости проведения ремонта или замены данной металлоконструкции.
Технический результат достигается тем, что нагружение, необходимое для инициирования сигналов АЭ, производят по окружностям определенного диаметра или линиям определенной длины в направлении минимальной оси кольцевого сечения с двух взаимно противоположных сторон до напряжений ниже предела текучести материала, а контроль прочности производят посредством определения на основе регистрации числа импульсов АЭ или суммарной амплитуды сигналов АЭ диагностического параметра WAE, значение которого связано со степенью опасности дефектов, временем до разрушения, пределом прочности σ*, разрушающей нагрузкой Fp, где
WAE определяется по формуле
 ,
,
где ξ - информационный параметр, в качестве которого используют число NΣ импульсов АЭ или суммарную амплитуду сигналов АЭ, накопленных на этапе однородного разрушения;
 - коэффициент нагрузки;
- коэффициент нагрузки;
Fраб - величина осевой нагрузки диагностического нагружения, соответствующая рабочим напряжениям;
YAE - параметр состояния материала;
σ - напряжение;
после чего WAE сравнивается с его критическим значением, в результате чего делается вывод о дальнейшем использовании диагностируемого элемента, после которого, в случае работоспособного состояния, определяется остаточный ресурс
 ,
,
где  - характеристический параметр материала и вида сварного соединения, температуры и частоты его нагружения;
- характеристический параметр материала и вида сварного соединения, температуры и частоты его нагружения;
NG - число циклов, соответствующих перегибу кривой усталости;
σR - предел выносливости при заданном коэффициенте асимметрии цикла рабочих напряжений;
m - показатель степени кривой усталости;
Nnp=ωNtПР - фактическое число циклов нагружения;
ωN - частота циклов нагружения;
tПР - фактически (предварительно) отработанный ресурс.
Способ оценки прочности элементов сварного корпуса подводного аппарата поясняется следующими фигурами:
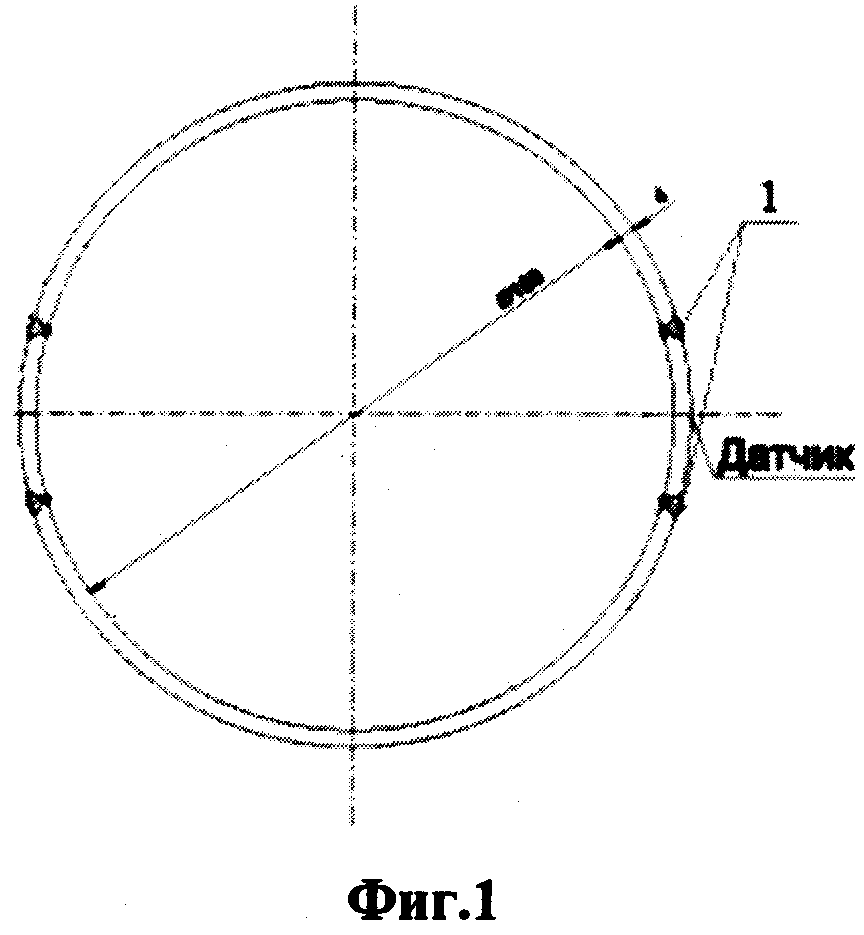
фиг. 1 - вид испытываемых образцов;
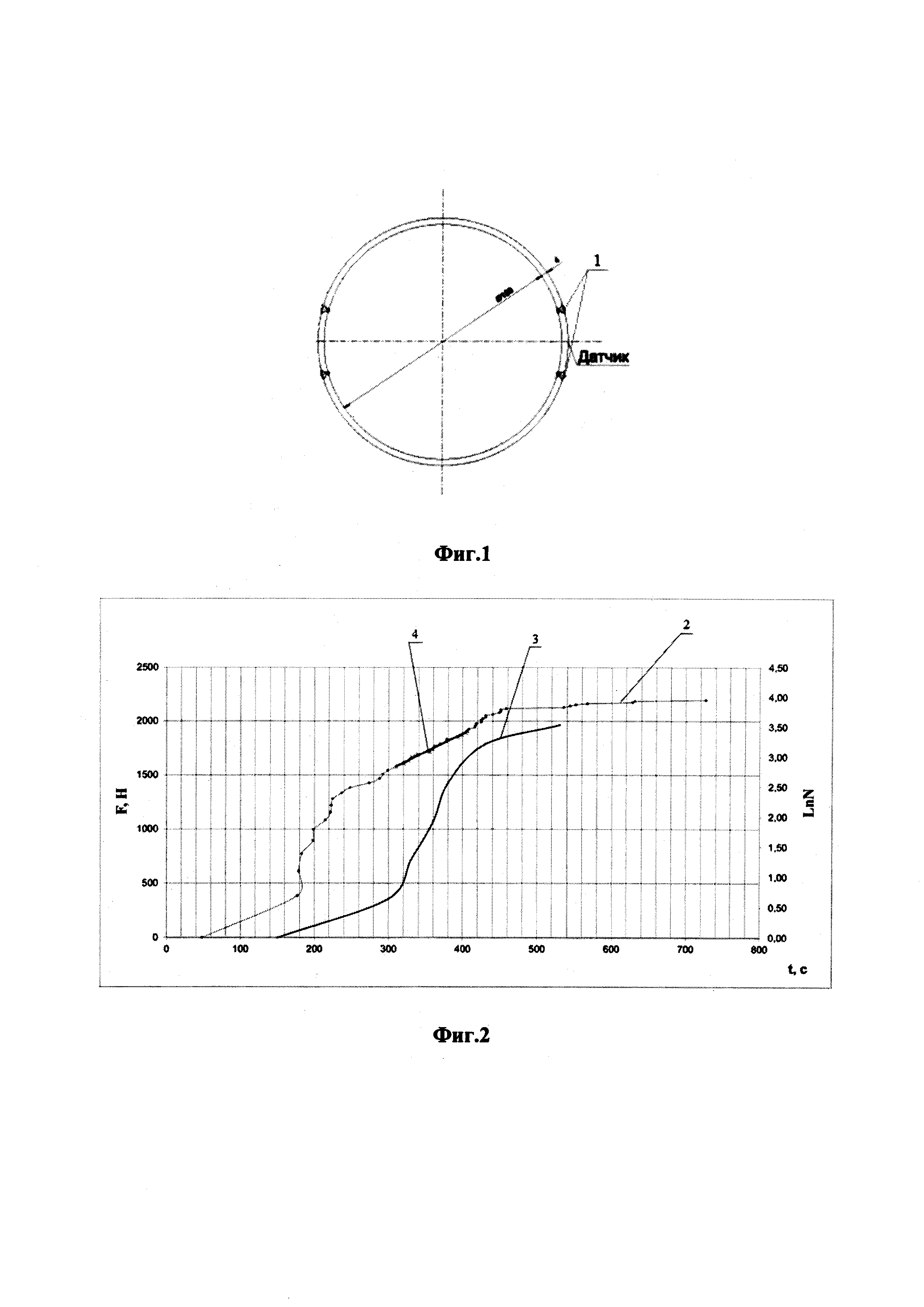
фиг. 2 - изменение нагрузки и логарифма числа импульсов АЭ от времени при испытании образца №1;
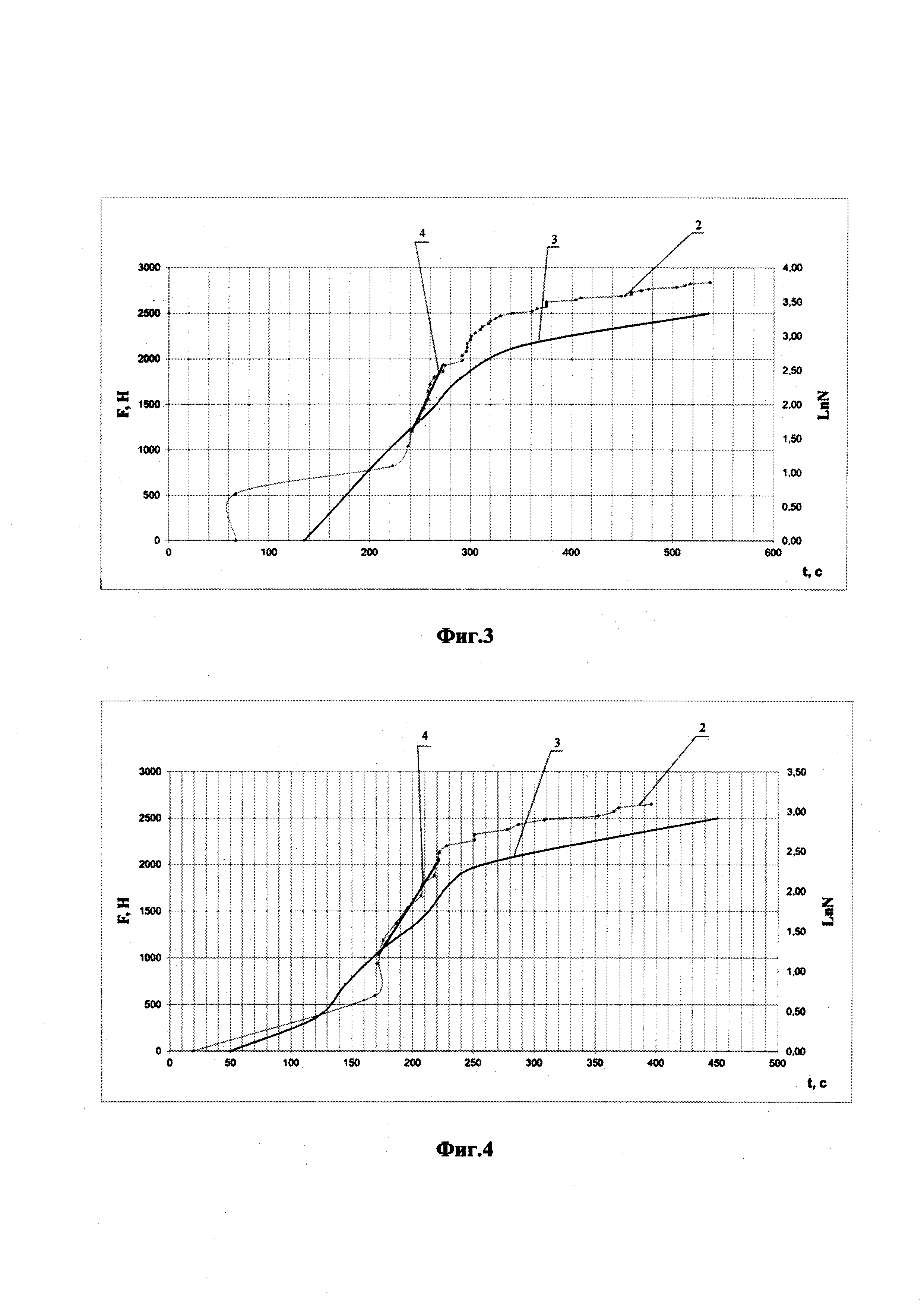
фиг. 3 - изменение нагрузки и логарифма числа импульсов АЭ от времени при испытании образца №2;
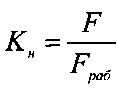
фиг. 4 - изменение нагрузки и логарифма числа импульсов АЭ от времени при испытании образца №3;
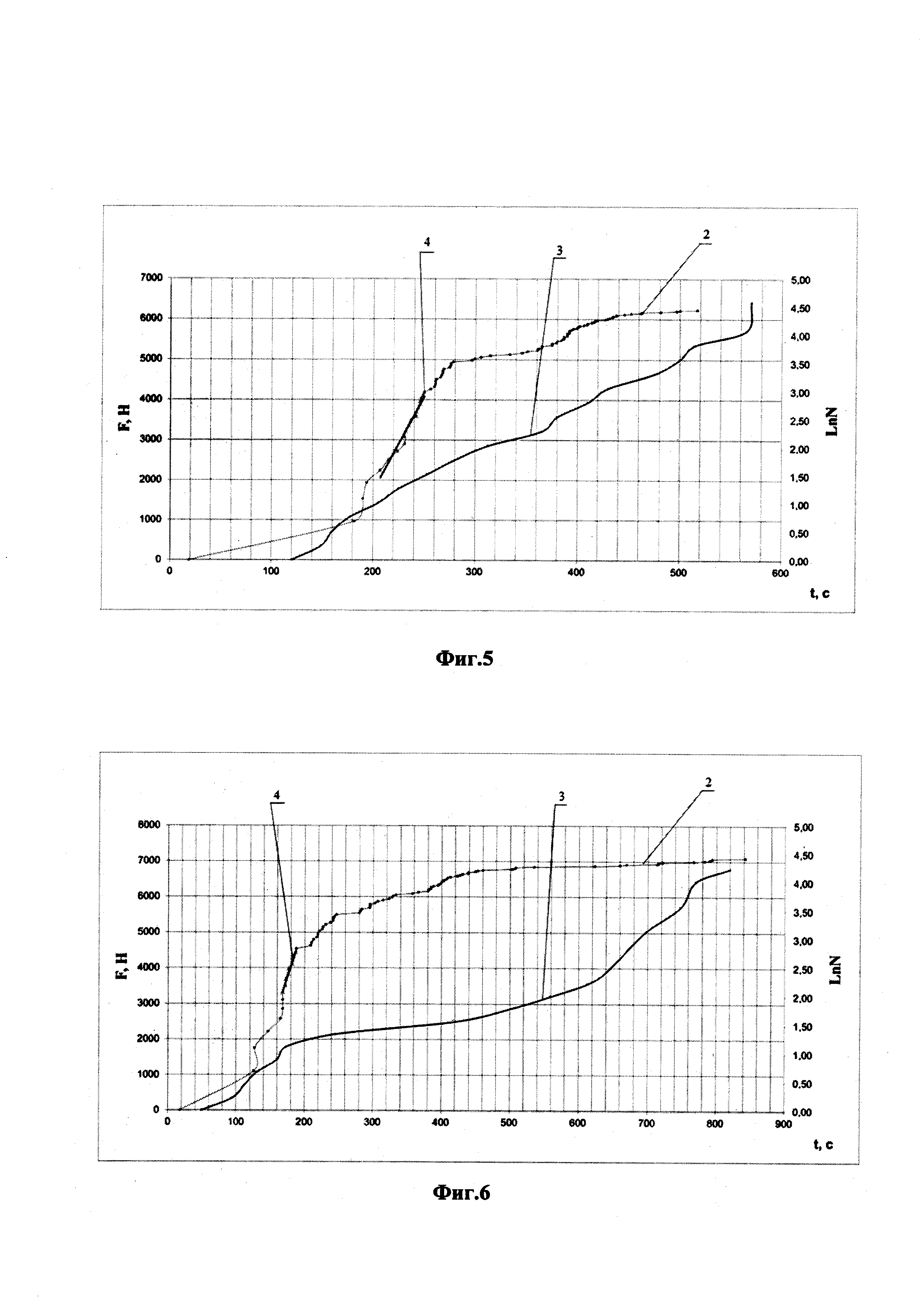
фиг. 5 - изменение нагрузки и логарифма числа импульсов АЭ от времени при испытании образца №4;
фиг.6 - изменение нагрузки и логарифма числа импульсов АЭ от времени при испытании образца №5, где:
1 - места создания дефектов в сварных швах;
2 - зависимость логарифма числа импульсов АЭ NΣ от времени t;
3 - нагрузки от времени;
4 - участок упругого кинетически однородного разрушения.
Способ осуществляется следующим образом. Для инициирования сигналов АЭ необходимые рабочие напряжения в материале корпуса аппарата имитируют распределенным по окружностям или линиям определенного диаметра или длины приложением нагрузки в направлении минимальной оси кольцевого сечения с двух взаимно противоположных сторон до напряжений ниже предела текучести материала. В процессе нагружения с помощью диагностической акустико-эмиссионной системы фиксируются число импульсов АЭ, амплитуда сигналов, величина нагрузки, время, длительность импульсов и другие параметры. По полученным данным строятся графики изменения нагрузки и логарифма числа импульсов АЭ или же суммарной амплитуды сигналов АЭ от времени (зависит от того, что берется за информационный параметр). Для оценки прочности определяем значение диагностического параметра WAE на участке упругого кинетически однородного разрушения.
Значение рассматриваемого диагностического параметра вычисляется по формуле
 ,
,
где ξ - информационный параметр, в качестве которого используют число NΣ импульсов АЭ или суммарную амплитуду сигналов АЭ, накопленных на этапе однородного разрушения;
 - коэффициент нагрузки;
- коэффициент нагрузки;
Fраб - величина осевой нагрузки диагностического нагружения, соответствующая рабочим напряжениям;
YAE - параметр состояния материала;
σ - напряжение.
Далее, зная величину параметра WAE, можно сделать вывод о работоспособности элемента сварного корпуса, сравнив его с критическим значением [WAE]=YR[σ], где YR - показатель кривой усталости lnNc-σ, Nc - число циклов до разрушения, [σ] - допускаемые напряжения (из проектных расчетов). В случае отсутствия данных значение [WAE] принимается равным единице (данное значение обоснуется результатом проведения множества экспериментов). Вывод составляется на основании следующей классификации:
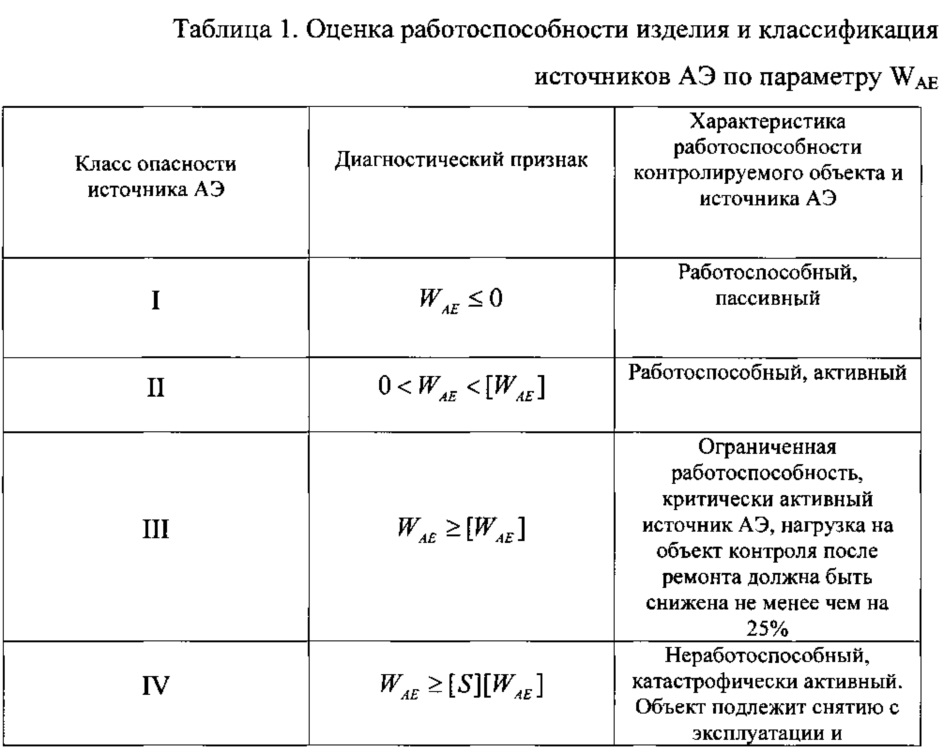

Здесь [S] - это требуемый коэффициент запаса статической прочности ([S]=1,4÷4 в зависимости от объекта контроля и срока его эксплуатации).
Также есть возможность оценки остаточного ресурса контролируемого объекта:
 ,
,
где  - характеристический параметр материала и вида сварного соединения, температуры и частоты его нагружения;
- характеристический параметр материала и вида сварного соединения, температуры и частоты его нагружения;
NG - число циклов, соответствующих перегибу кривой усталости;
σR - предел выносливости при заданном коэффициенте асимметрии цикла рабочих напряжений;
m - показатель степени кривой усталости;
Nnp=ωNtПР - фактическое число циклов нагружения;
ωN - частота циклов нагружения;
tПР - фактически (предварительно) отработанный ресурс.
Главным преимуществом параметра WAE является то, что он не теряет диагностическую ценность в условиях сложного нагружения и неопределенности напряженного состояния реальных статически неопределимых конструкций ввиду того, что он не зависит напрямую от напряжения.
Испытания способа проводились на пяти образцах, которые представляли собой замкнутые кольца. Каждый образец был изготовлен из четырех сегментов, сваренных между собой электродом марки 08Г2С, материал сегментов - сталь марки Ст3. В сварных швах четырех используемых образцов путем высверливания отверстий диаметром 4 мм различной глубины были искусственно созданы дефекты (фиг. 1). Для удобства образцы с различными дефектами были пронумерованы следующим образом:
- образец №1 - дефекты отсутствуют;
- образец №2 - два сквозных отверстия;
- образец №3 - два несквозных отверстия: внутри 3,5 мм, снаружи 3 мм;
- образец №4 - свищ 1 мм и два несквозных отверстия снаружи: 2,4 мм и 3,2 мм;
- образец №5 - два несквозных отверстия внутри: 4 мм и 3 мм.
Образцы имели следующие размеры: диаметр 150 мм ширина 40 мм, отклонение от круговой формы 1 мм на радиус. Наблюдение за процессом разрушения проводилось с помощью автоматизированной диагностической акустико-эмиссионной системы СДАЕ-16(2).
Посредством анализа напряженного состояния было установлено, что для создания напряжений, аналогичных напряжениям, возникающим на глубине 420 м, к образцу необходимо приложить усилие в 1800 Н.
В процессе эксперимента фиксировалось число импульсов АЭ, амплитуда сигналов, величина нагрузки, время, длительность импульсов и другие параметры. По полученным данным были построены графики изменения нагрузки и логарифма числа импульсов АЭ от времени (фиг. 2-6).
Разберем подробно расчет диагностического параметра на участке кинетически однородного разрушения для дефектного образца №2:

Величина Fраб=1310 Н рассчитана по методу конечных элементов для максимально допустимых рабочих напряжений:
σраб=σт/n=215 МПа/1,4=153 МПа,
где σт=215 МПа - предел текучести материала корпуса, n=1,4 - коэффициент запаса прочности.
Зная величину WAE, можно сделать вывод о работоспособности исследуемого образца в соответствии с таблицей №1. Имея значение коэффициента запаса прочности, рассчитываем значение [S]⋅[WAE]=1,4⋅1=1,4. Таким образом, исходя из диагностического признака WAE≥[S][WAE] определяем класс опасности источника АЭ-IV, что говорит о его катастрофической активности и означает, что образец является неработоспособным.
По аналогии с расчетами, представленными выше, была проведена обработка экспериментальных данных для образцов №1, №3, №4 и №5. Полученные результаты по всем пяти образцам сведены в таблицу №2.
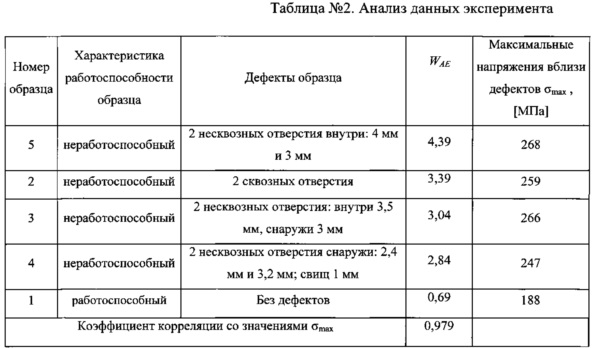
Значение коэффициента корреляции между значениями WAE и рассчитанными на основе МКЭ максимальными напряжениями σmax вблизи искусственных дефектов превышает 0.9, что говорит об информативности представленного диагностического параметра. Также стоит отметить, что расчет напряжений в сложных условиях весьма приблизителен и осуществляется с существенной погрешностью, оценка же параметра WAE не составляет особых затруднений.
Таким образом, применение данного способа оценки прочности элементов сварного корпуса подводного аппарата позволяет выявлять опасные дефекты, дает возможность определить классы опасностей дефектов, выявленных в ходе контроля, а также оценить работоспособность и остаточный ресурс элементов сварного корпуса.
Способ механической обработки с дроблением стружки
Способ получения лигатуры магний-неодим
Способ разделения редкоземельных металлов иттрия и иттербия от примесей железа (3+)
Способ механической обработки стальной заготовки с дроблением стружки
Устройство для определения статического и динамического трений сыпучих материалов
Состав для защиты внутренних стенок насосно-компрессорных труб
Тепловой снаряд для бурения плавлением
Виброактивный исполнительный орган
Устройство для измерения эксергии рабочей среды
Автономный гибридный комплекс для борьбы с асфальто-смоло-парафиновыми отложениями в нефтяной скважине
Способ механической обработки стальной заготовки с дроблением стружки
Способ очистки сточных вод от ионов молибдена
Способ механической обработки заготовки из титанового сплава
Способ рекультивации хвостохранилищ
Способ открытой разработки месторождений полезных ископаемых
Брикет для получения кремния восстановительной плавкой

