Результат интеллектуальной деятельности: ПРОПИТОЧНАЯ ЗАЖИМНАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ ГАЗОВЫХ ТУРБИН ИЗ КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Пропиточная зажимная оправка для изготовления корпусов газовых турбин, выполненных из композитного материала.
Уровень техники
Настоящее изобретение относится, в общем, к области корпусов газовых турбин и, более конкретно, к удерживающим вентиляторы корпусам для газотурбинных авиационных двигателей.
В газотурбинном авиационном двигателе корпус вентилятора выполняет несколько функций. Он определяет поток входящего воздуха в двигателе, поддерживает изнашиваемый материал в отношении кромки лопастей вентилятора, поддерживает опциональную конструкцию для поглощения звуковых волн для выполнения акустической обработки на входе в двигатель и включает в себя или поддерживает удерживающий экран. Последний содержит ловушку для улавливания инородных тел, таких как засасываемые посторонние предметы или фрагменты поврежденных лопастей, отброшенных под действием центробежной силы с тем, чтобы предотвратить их прохождение через корпус и достижения других частей летательного аппарата.
Изготовление корпуса для удерживания вентилятора, выполненного из композитного материала, уже было предложено ранее. Можно сослаться на документ EP 1961923, который описывает изготовление корпуса, выполненного из композитного материала переменной ширины, содержащего образование волокнистого армирования с помощью наложенных слоев волокнистой структуры и уплотнения волокнистого армирования матрицей. Согласно этому изобретению, волокнистая структура выполнена посредством трехмерного плетения с переменной толщиной и намотана в виде нескольких наложенных слоев на оправку, имеющую центральную стенку с профилем, соответствующим профилю корпуса, подлежащего изготовлению, и два боковых фланца с профилем, соответствующим профилям внешних фланцев корпуса. Результирующая волокнистая заготовка удерживается на оправке и пропитка смолой осуществляется под действием вакуума перед полимеризацией. Наматывание на оправку волокнистой структуры переменной толщины, как описано в этом документе, обеспечивает непосредственно трубчатую заготовку, имеющую предпочтительный профиль с переменной толщиной.
На практике, осуществление этого процесса ставит задачу удерживания волокнистой заготовки во время ее наматывания на оправке. Во время этого наматывания, к каждому слою волокнистой структуры для обеспечения уплотнения последнего обязательно должна быть приложена достаточная сила натяжения. Это требует, в частности, чтобы первый слой волокнистой структуры, который намотан на оправку, был правильно уложен на последней, перед тем, как на него будут намотаны последующие слои.
Для этой цели, документ FR 2945573 раскрывает пропиточную оправку, в которой зацепление первого слоя волокнистой структуры выполняется с помощью съемной пластины, обеспеченной участками, которые вводятся внутрь слоя волокнистой структуры. Несмотря на эффективность, этот тип зацепления может иметь риск видимости того, что участки пластины повреждают волокнистую заготовку, если к последней приложено слишком сильное натяжение при намотке.
Цель и сущность изобретения
Таким образом, основной целью настоящего изобретения является устранение таких недостатков с помощью предложения механического удерживания первого слоя волокнистой структуры, которое прикладывает сильное натяжение при намотке без риска повреждения волокнистой заготовки.
Эта цель достигается с помощью пропиточной оправки для изготовления корпусов газовых турбин, выполненных из композитного материала, при этом оправка содержит кольцевую стенку, у которой профиль внешней поверхности соответствует профилю внутренней поверхности корпуса, который должен быть изготовлен, и два боковых фланца, профили которых соответствуют профилям внешних фланцев корпуса, который должен быть изготовлен, причем оправка также содержит, согласно настоящему изобретению, съемное зажимное приспособление слоя волокнистой структуры, намотанной на оправку.
Зажимание свободного конца слоя волокнистой структуры, намотанной на оправку, предупреждает любой риск повреждения заготовки, независимо от натяжения при намотке, приложенного к последней. Также, это зажимное приспособление выполнено с возможностью съема таким образом, чтобы оно могло быть удалено перед пропиткой смолой для предотвращения какого-либо риска повреждения заготовки во время операции горячей полимеризации. Наконец, удерживание первого слоя волокнистой структуры на оправке является механическим (а не химическим), что обеспечивает безопасность в целом в отношении заготовки перед пропиткой смолой.
Зажимное приспособление предпочтительно содержит съемную пластину, предназначенную для размещения в соответствующей выемке, выполненной через стенку оправки, при этом упомянутая пластина содержит внешнюю поверхность, профиль которой выполнен с возможностью воспроизведения профиля внешней поверхности оправки, и паз, продолжающийся в положении между боковыми фланцами оправки и предназначенный для вмещения свободного конца слоя волокнистой структуры, намотанной на оправку.
Кроме того, такое зажимное приспособление предпочтительно содержит прокладку, выполненную с возможностью прикладывания зажимного усилия к свободному концу слоя волокнистой структуры, намотанной на оправку посредством зажимных винтов. Предпочтительно, что зажимные винты являются доступными с внутренней стороны оправки.
Пластина зажимного приспособления может содержать фиксирующие фланцы, которые, при нахождении на месте, предназначены для фиксации на кольцевой стенке оправки посредством фиксирующих винтов.
Также, пластина зажимного приспособления может содержать захват, доступный с внутренней стороны оправки, когда зажимная пластина находится на месте.
Другой целью настоящего изобретения является станок для намотки волокнистой структуры на пропиточную оправку, содержащий приемную оправку, на которой волокнистая структура, изготовленная посредством трехмерного плетения, предназначена для накопления, при этом приемная оправка имеет по существу горизонтальную ось вращения, пропиточную оправку, как определено ранее, на которой волокнистая структура, накопленная на приемной оправке, предназначена для наматывания в виде наложенных слоев, при этом пропиточная оправка имеет по существу горизонтальную ось вращения, параллельную оси вращения приемной оправки, электродвигатели для приведения оправок во вращение вокруг их оси вращения, и устройство управления электродвигателями, приводящими оправки во вращение.
Другой целью настоящего изобретения является способ пропитки волокнистой структуры для изготовления корпусов газовых турбин, выполненных из композитного материала, включающий наматывание первого слоя волокнистой структуры на пропиточную оправку таким образом, как было определено выше, удерживание свободного конца первого слоя волокнистой структуры на пропиточной оправке посредством зажимного приспособления, наматывание других слоев волокнистой структуры на пропиточную оправку, удаление зажимного приспособления и его замену уплотнительной заглушкой, и пропитывание волокнистой структуры, намотанной на оправку, посредством инжекции смолы.
Краткое описание чертежей
Другие характеристики и преимущества настоящего изобретения будут явствовать из следующего описания со ссылкой на прилагаемые чертежи, которые иллюстрируют вариант осуществления, не имеющий какого-либо ограничительного характера, в котором:
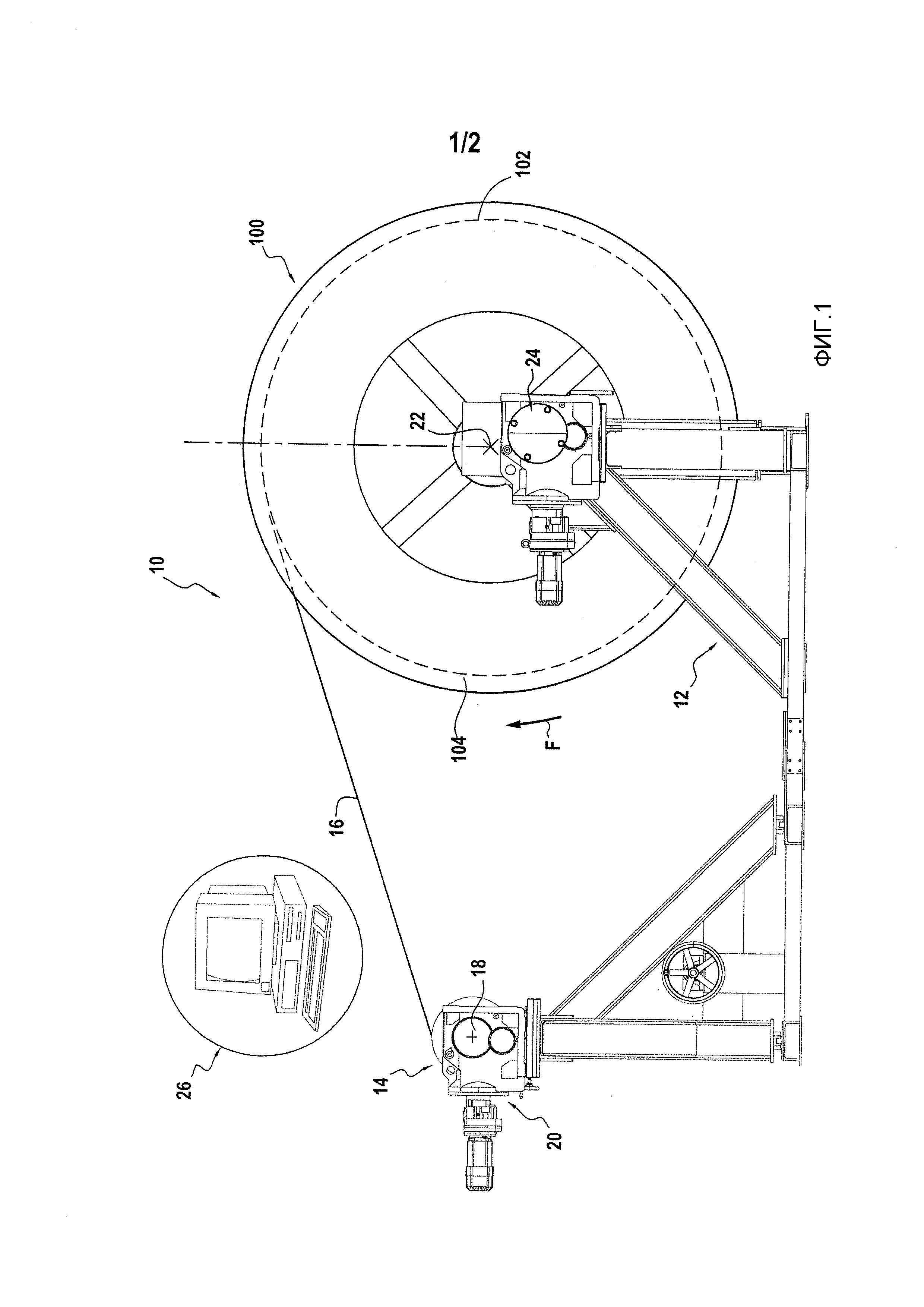
Фиг. 1 представляет собой схематичный вид и вид сбоку намоточной машины волокнистой структуры на пропиточную оправку согласно настоящему изобретению;
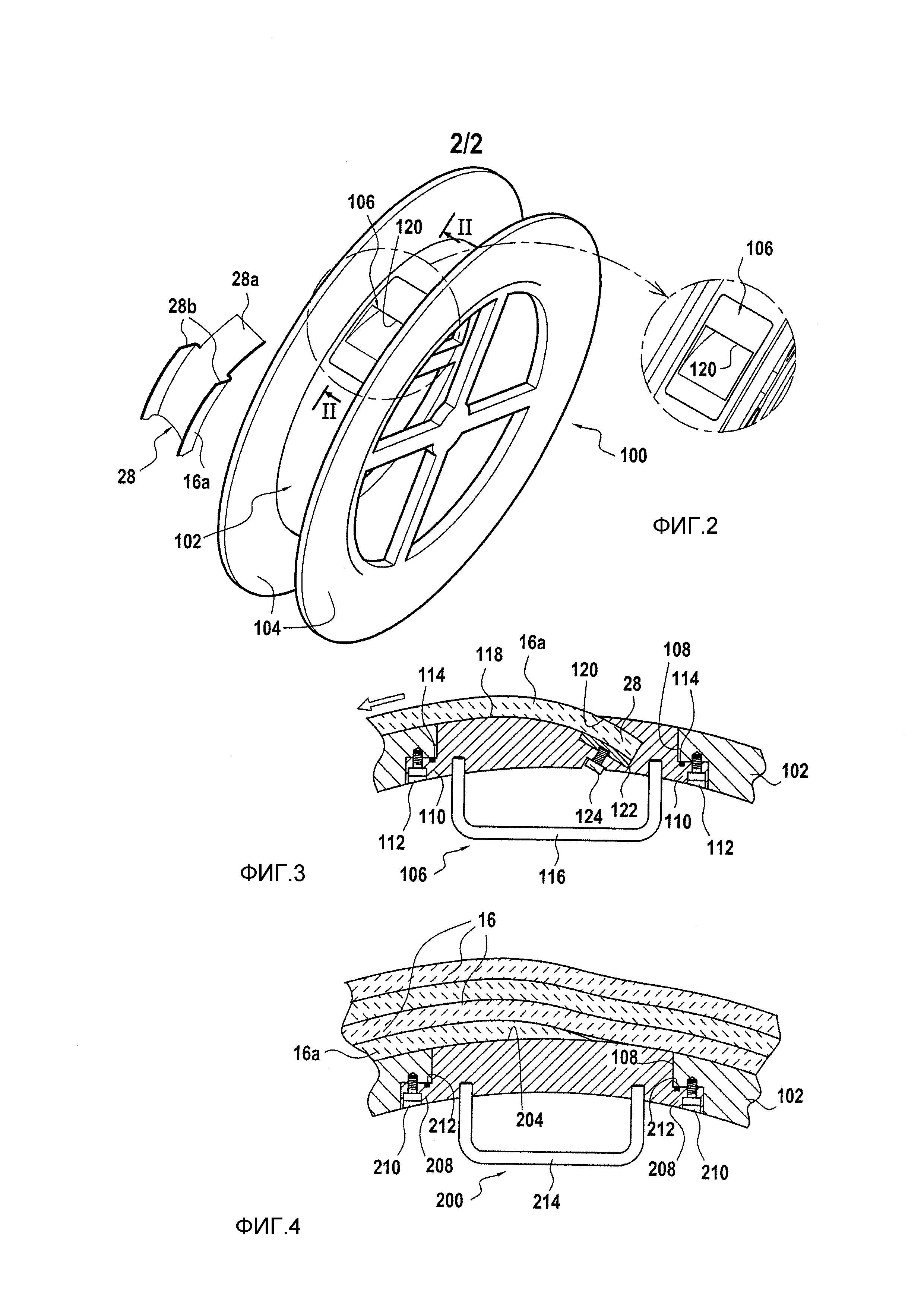
Фиг. 2 представляет собой вид в перспективе пропиточной оправки согласно Фиг. 1;
Фиг. 3 представляет собой вид в разрезе по линии II-II согласно Фиг. 2; и
Фиг. 4 представляет собой вид, соответствующий Фиг. 3, изображающей пропиточную оправку при завершении намотки.
Подробное описание изобретения
Далее настоящее изобретение будет описано в рамках его применения к изготовлению корпуса вентилятора в авиационном двигателе с газовой турбиной.
Пример процесса изготовления такого корпуса вентилятора описан в документе EP 1961923, на который может быть сделана ссылка.
Корпус выполнен из композитного материала с волокнистым армированием, уплотненным матрицей. Армирование выполнено из волокон, таких как углеродное волокно, стекловолокно, арамидное волокно или керамическое волокно, и матрица выполнена из полимера, например эпоксида, бисмалеимида или полиимида.
Вкратце, процесс изготовления, описанный в этом документе, состоит из изготовления волокнистой структуры посредством трехмерного плетения с последовательной намоткой на барабан (ниже в данном документе названный принимающей оправкой), имеющий профиль, определяемый как функция профиля корпуса, который должен быть изготовлен.
Результирующая волокнистая структура затем перемещается на оправку формы для литья смолы под давлением (ниже в данном документе названный пропиточная оправка), внешний профиль которой соответствует внутреннему профилю корпуса, который должен быть изготовлен.
Пока заготовка удерживается на пропиточной оправке, в это время выполняется пропитывание смолой. Оболочка с этой целью накладывается на заготовку, и смола инжектируется в результирующую форму. Пропитыванию способствует установление разницы давлений между окружающей средой и внутренним пространством формы, содержащей заготовку. После пропитки выполняется этап полимеризации смолы.
Настоящее изобретение применяется к любому типу намоточного станка, функцией которого является автоматическое перемещение волокнистой структуры, накопленной на приемной оправке, на пропиточную оправку формы для литья смолы под давлением, такому как показан на Фиг. 1.
Ссылка может быть сделана на патентную заявку FR 1153212 (еще не опубликованную), которая подробно описывает конструкцию и работу такого станка.
Вкратце, намоточный станок 10 содержит станину 12, поддерживающую, в частности, приемную оправку 14 и пропиточную оправку 100 согласно настоящему изобретению. Эти оправки выполнены с возможностью съема, то есть они могут быть демонтированы со станины.
Приемная оправка 14 принимает волокнистую структуру 16, изготовленную, например, с помощью трехмерного плетения. Она поддерживается горизонтальной осью 18, один конец которой выполнен с возможностью вращения на станине 12 намоточного станка, и другой конец присоединен к выходному валу электродвигателя 20, например редукторному электродвигателю, работающему на переменном токе.
Узел, образованный приемной оправкой 14, ее осью 18 и ее электродвигателем 20, может перемещаться в отношении станины вдоль оси вращения приемной оправки. Эта степень свободы в перемещении приемной оправки обеспечивает выравнивание этой оправки относительно пропиточной оправки перед наматыванием волокнистой структуры на пропиточную оправку.
Пропиточная оправка 100 намоточного станка предназначена для приема волокнистой структуры, накопленной на приемной оправке, в наложенные слои. По существу известным образом, она имеет кольцевую стенку 102, в которой профиль внешней поверхности соответствует профилю внутренней поверхности корпуса, подлежащего изготовлению, и два боковых фланца 104, профили которых соответствуют профилям внешних фланцев корпуса на его переднем по ходу и заднем по ходу концах для возможности ее установки и присоединения к другим элементам.
Пропиточная оправка поддерживается горизонтальной осью 22, которая является параллельной оси вращения 18 приемной оправки, и один конец которой выполнен с возможностью вращения на станине 12 намоточного станка и другой конец присоединен к выходному валу электродвигателя 24, например редукторного электродвигателя, работающего на переменном токе.
Устройство 26 управления подсоединено к электродвигателям 20, 24 двух оправок и управляет скоростью вращения каждой оправки. В более общем смысле, это управляющее устройство управляет всеми рабочими параметрами намоточного станка и, в частности, смещением при перемещении приемной оправки при механизации.
С помощью такого станка намотка волокнистой структуры на пропиточную оправку выполняется следующим образом: свободный конец волокнистой структуры приемной оправки сначала фиксируют на пропиточной оправке с помощью приспособления для удерживания посредством зажима, описанного ниже в этом документе, затем активируются двигатели для приведения оправок во вращение и управляются устройством управления с возможностью прикладывания соответствующего натяжения при намотке к волокнистой структуре.
После этого может инициироваться наматывание волокнистой структуры в наложенные слои на пропиточную оправку и выполняться в направлении вращения, отмеченном стрелкой F на Фиг. 1. Например, возможно необходимо осуществить 4 и 1/8 оборота для изготовления волокнистого армирования, имеющего толщину, соответствующую характеристикам корпуса, подлежащего изготовлению.
Согласно настоящему изобретению, пропиточная оправка 100 содержит съемное приспособление для зажатия свободного конца 28 первого слоя 16а волокнистой структуры, которая наматывается на пропиточную оправку.
Более конкретно, как показано на Фиг. 2, это приспособление содержит, в частности, пластину 106, которая обеспечивает зажатие этого свободного конца первого слоя волокнистой структуры.
Эта пластина 106 выполнена с возможностью съема и предназначена для размещения в начале операции намотки в соответствующем углублении 108 через кольцевую стенку 102 оправки. Для этой цели, пластина зажимного приспособления содержит два противоположных фиксирующих фланца 110, которые фиксированы на кольцевой стенке оправки посредством фиксирующих винтов 112, и уплотнительные соединения 114, которые могут также быть вставлены между фланцами и кольцевой стенкой оправки.
Пластина 106 может также содержать захват 116, который облегчает захватывание. Очевидно, что этот захват и фиксирующие винты 112 являются доступными с внутренней стороны пропиточной оправки.
Внешняя поверхность 118 пластины 106 зажимного приспособления выполнена с возможностью воспроизведения профиля внутренней поверхности кольцевой стенки 102 пропиточной оправки, когда она установлена на последнюю.
Пластина 106 зажимного приспособления также имеет паз 120, продолжающийся поперечно между двумя боковыми фланцами 104 оправки, причем этот паз является соразмерным с возможностью вмещения свободного конца 28 первого слоя 16а волокнистой структуры, наматываемой на оправку, для ее удерживания с помощью зажатия.
Также, прокладка 122 вмещена внутрь пластины на уровне паза 120, причем эта прокладка выполнена с возможностью плотного захватывания на свободном конце 28 первого слоя 16а волокнистой структуры с помощью зажимных винтов 124, доступных с внутренней стороны оправки (Фиг. 3). Поэтому, после того, как конец первого слоя волокнистой структуры введен в паз пластины, зажимные винты 124 завинчиваются с возможностью прикладывания зажимного усилия этого конца слоя волокнистой структуры между прокладкой 122 и кольцевой стенкой 102 пластины 106.
Очевидно, что только часть 28а конца 28 первого слоя 16а волокнистой структуры, которая предназначена для воспроизведения внутренней поверхности корпуса, подлежащего изготовлению, удерживается путем зажимания на пропиточной оправке (части этого конца первого слоя волокнистой структуры, которые предназначены для воспроизведения внешних фланцев корпуса, подлежащего изготовлению, не удерживаются). Действительно, никакое натяжение при намотке не прикладывается к уровню этих частей волокнистой структуры во время ее наматывания на пропиточную оправку, так что нет необходимости предусматривать удерживание для последних. Также, это решение имеет преимущество упрощения удерживающего приспособления.
Кроме того, для того, чтобы только часть 28а конца 28 первого слоя волокнистой структуры, которая предназначена для воспроизведения внутренней поверхности корпуса, подлежащего изготовлению, была введена в паз 120 пластины 106, подлежащей удерживанию на этом месте с помощью зажатия, сначала необходимо вырезать этот свободный конец 28, как показано на Фиг. 2, в частности, на уровне частей 28b, которые будут воспроизводить внешние фланцы корпуса.
После того, как все слои волокнистой структуры намотаны на пропиточную оправку, зажимное приспособление удаляется перед началом операции пропитки смолой. Для этой цели, зажимные винты 124 прокладки, так же как фиксирующие винты 112 пластины 106, отвинчиваются с возможностью высвобождения пластины из ее углубления 108 в пропиточной оправке.
После того, как пластина 106 удалена, свободный конец первого слоя 16а волокнистой структуры, который выступает внутрь оправки, может быть обрезан, например, с использованием режущей пластины. В качестве альтернативы, этот свободный конец может быть оставлен на месте, что, соответственно, требует приспосабливание конфигурации уплотнительной заглушки, описанной ниже в данном документе, с возможностью присоединения чрезмерной толщины, прикрепленной к этому слою.
Затем, уплотнительная заглушка 200, такая как показана на Фиг. 4, размещается в углублении 108 пропиточной оправки на месте пластины 106 зажимного приспособления. Такая заглушка является полностью идентичной зажимной пластине, за исключением того, что она не имеет ни паза, ни прокладки. В частности, последняя имеет внешнюю поверхность 204, воспроизводящую профиль внешней поверхности кольцевой стенки оправки и может быть фиксирована на последней посредством фиксирующих фланцев 208 и винтов 210 (кроме того, могут быть введены уплотнительные соединения 212). Заглушка также содержит захват 214, доступный с внутренней стороны оправки. После того, как заглушка 200 находится на месте и фиксирована на пропиточной оправке, может быть начата операция пропитки смолой.
Устройство балансировки ротора турбины
Модуль турбины для газотурбинного двигателя, компрессор, соединенный с указанным модулем, и газотурбинный двигатель
Выпускной коллектор для рабочих газов в летательном аппарате, способ работы выпускного коллектора и газотурбинный двигатель
Задняя часть турбореактивного двигателя самолета, турбореактивный двигатель и самолет
Выпускной коллектор для рабочих газов, образующий горизонтальное колено в летательном аппарате, способ осуществления работы выпускного коллектора и газотурбинный двигатель, содержащий указанный коллектор
Выпускной коллектор для рабочих газов, образующий колено, в летательном аппарате, способ осуществления работы выпускного коллектора и газотурбинный двигатель, содержащий указанный коллектор
Способ нанесения покрытия на покрытую карбидом кремния подложку
Способ и устройство изготовления керамических литейных стержней для лопаток газотурбинных двигателей
Способ нанесения покрытия из оксида алюминия на подложку, покрытую карбидом кремния
Способ и установка для использования вихревых токов для неразрушающего контроля с автоматической калибровкой
Система обнаружения дефектов на объекте
Система впрыска топлива для камеры сгорания турбомашины, содержащей кольцевую стенку с сужающимся внутренним профилем
Держатель трубы для отвода воздуха в турбогенераторе
Лопатка турбомашины, содержащая накладку, защищающую торец лопатки
Инструмент для отвинчивания соединительной гайки модульного ротора газотурбинного двигателя
Способ сборки приводного силового гидроцилиндра и приводной силовой гидроцилиндр
Отвинчивающая инструментальная оснастка и способ отвинчивания соединительной гайки
Способ изготовления компонента с истираемым покрытием

