Результат интеллектуальной деятельности: СПОСОБ ПРАВКИ И СТАБИЛИЗАЦИИ НЕЖЕСТКИХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к холодной обработке металлов давлением, а именно к способам правки и стабилизации размеров цилиндрических деталей типа валов, колец, осей, штанг, штоков.
Известен способ правки длинномерного проката, описанный в авторском свидетельстве SU №1148663. Способ осуществляют путем приложения усилий сжатия в направлении, перпендикулярном продольной оси. С целью повышения качества правки и снятия технологических напряжений, после снятия усилий, прикладываемых в направлении, перпендикулярном продольной оси, к прокату дополнительно прикладывают продольное сжимающее усилие, создающее в прокате напряжение, равное пределу текучести.
Известны также способы правки знакопеременным изгибом через систему косо- и параллельно расположенных роликов [авторское свидетельство SU №618153, авторское свидетельство SU №421480]. При этом изделие пропускают через систему цилиндрических роликов, оси которых смещены относительно друг друга в шахматном порядке до выправления, после снятия усилий, прикладываемых в направлении, перпендикулярном продольной оси, к прокату дополнительно прикладывают продольное сжимающее усилие, создающее в материале напряжение.
Недостатком вышеописанных способов является то, что правка осуществляется в одной плоскости, что затруднительно использовать для деталей типа вал или кольцо. Так как деталь может иметь различные изгибы в различных плоскостях и поэтому сложно ее точно ориентировать относительно положения роликов. Это приводит к снижению качества правки.
Известен также способ правки приложением ударной нагрузки при установке детали в призмах с выступами, расположенных в шахматном порядке [авторское свидетельство SU №410851]. Способ позволяет исправить кривизну деталей.
Основной недостаток изобретения заключается в том, что в детали после правки остаются внутренние напряжения, которые могут в дальнейшем привести к потере ее точности и работоспособности.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому является способ, описанный в патенте RU на изобретение №2380212. Обработка нежестких валов включает их предварительное упругое деформирование, правку с одновременным поверхностным пластическим деформированием инструментом, перемещающимся вдоль образующей вращающегося вокруг своей центральной оси нежесткого вала. Предварительное упругое деформирование нежесткого вала осуществляют приложением поперечной силы с вогнутой стороны изделия в направлении деформирующего инструмента на величину, равную общей упругой деформации вала, отсчитываемой от линии центров.
Недостатком этого способа является то, что при резком отводе деформирующего инструмента от обрабатываемой заготовки напряжения, действующие в поперечном сечении вала в момент отвода, остаются неуравновешенными. Вследствие этого часть деформации вала, соответствующая его пластической деформации, остается в виде погрешности формы, что снижает эффективность правки вала и стабилизации его формы.
Задачей изобретения является повышение качества процесса правки и стабилизации нежестких деталей.
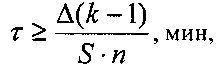
Поставленная задача достигается тем, что в способе правки и стабилизации нежестких деталей, включающем правку вращающейся детали путем воздействия на нее деформирующим инструментом, вызывающим в ней пластическую деформацию, отвод деформирующего инструмента после обработки осуществляют постепенно с подачей S≤(0,01-0,05)Δ, в течение времени
где S - подача деформирующего инструмента, мм/об;
Δ - максимальная деформация детали в процессе правки, мм;
n - частота вращения детали, об/мин;
k - безразмерный коэффициент пластической деформации.
Технический результат заявляемого способа заключается в повышении качества процесса правки и стабилизации нежестких деталей за счет уменьшения их остаточной деформации, возникающей в процессе правки.
Так как отвод деформирующего инструмента осуществляется постепенно с небольшой подачей S≤(0,01-0,05)Δ, то остаточные напряжения в каждом поперечном сечении детали в процессе отвода инструмента уравновешиваются, что устраняет погрешность ее формы и тем самым повышает качество правки. Время, необходимое для плавного отвода деформирующего инструмента, равно времени  , при котором пластическая деформация детали переходит в упругую деформацию, при которой остаточная деформация и остаточные напряжения не возникают.
, при котором пластическая деформация детали переходит в упругую деформацию, при которой остаточная деформация и остаточные напряжения не возникают.
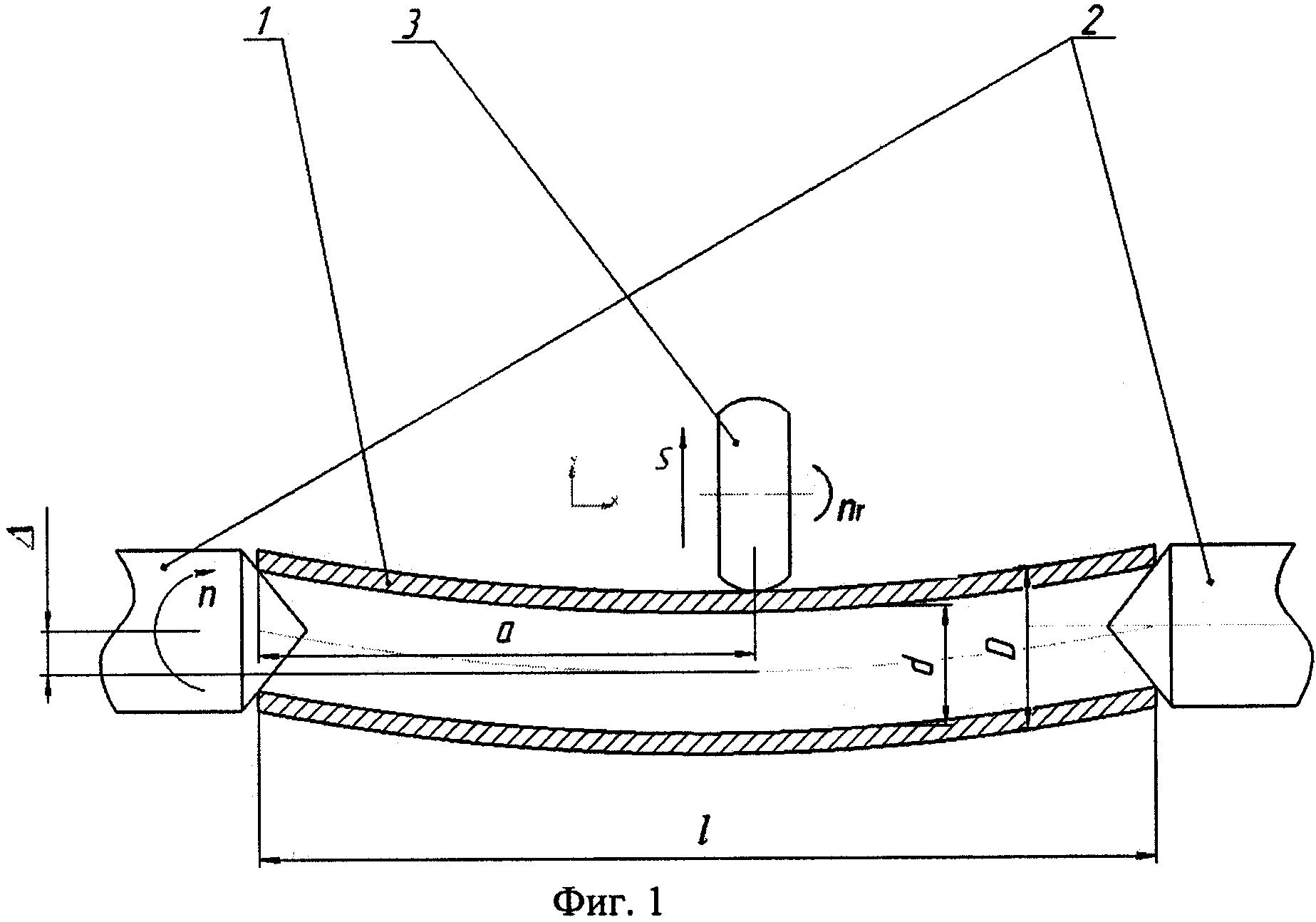
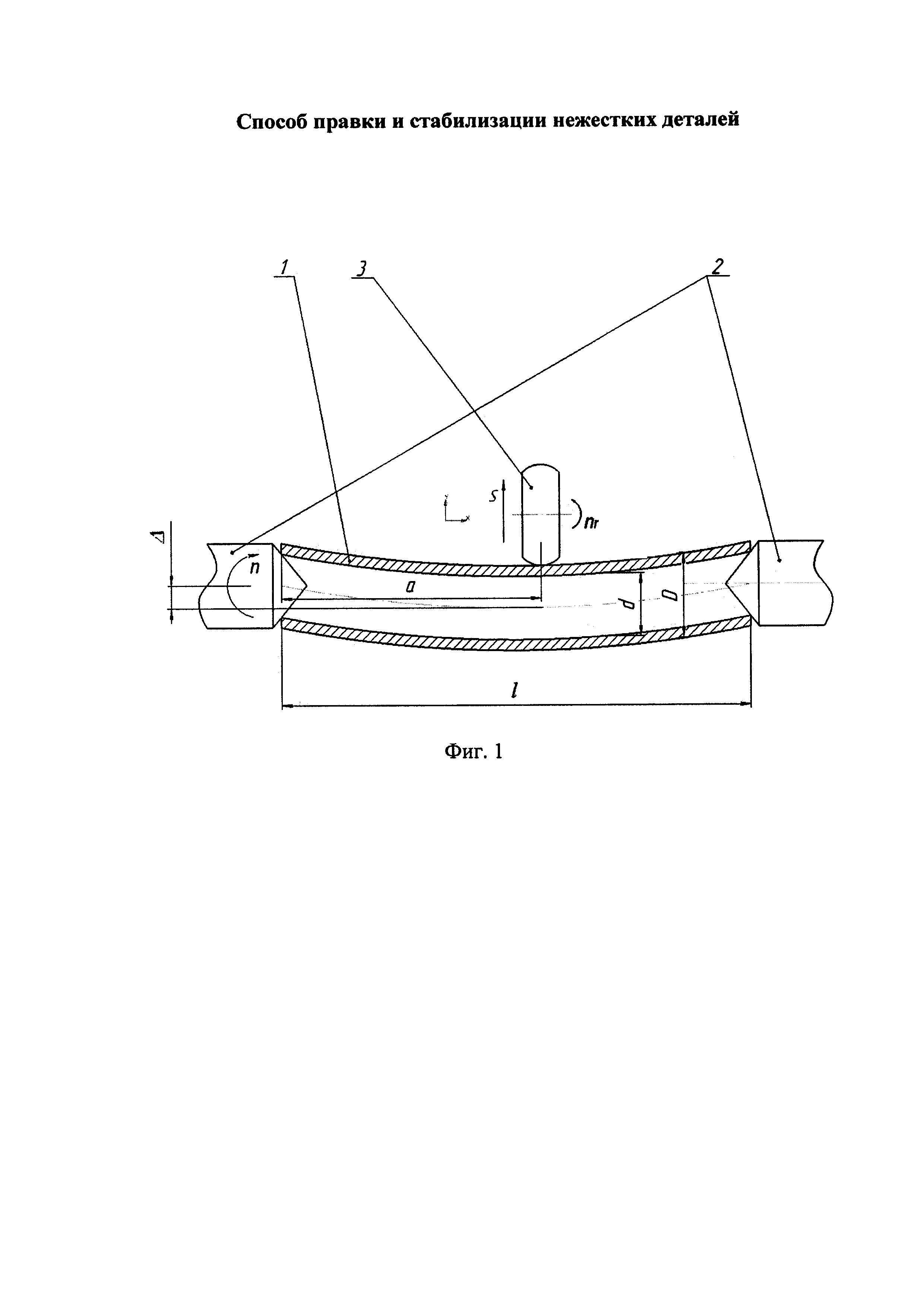
Сущность изобретения поясняется с помощью Фиг. 1, на которой изображена схема осуществления способа и позициями 1-3 обозначены:
1 – деталь;
2 – центра;
3 - деформирующий инструмент.
Способ осуществляют следующим образом.
Деталь 1 устанавливают в центр 2, вращают ее с частотой n, подводят к ней до касания наружной цилиндрической поверхности деформирующий инструмент 3 в виде ролика. Под действием ролика деформируют деталь 1 на величину Δ, вызывающую в ней пластическую деформацию:
где k - безразмерный коэффициент пластической деформации (k>1);
W - момент сопротивления изгибу, мм3;
J - осевой момент инерции, мм4;
Е - модуль упругости материала, МПа;
σT - предел текучести материала, МПа;
После обработки постепенно осуществляют отвод деформирующего инструмента 3 с подачей, равной S=(0,01-0,05)Δ, мм/об.
Плавный отвод деформирующего инструмента 3 от детали 1 осуществляют в течение времени  , то есть до тех пор, пока в детали не уменьшатся напряжения до величины упругих напряжений, при которых не возникает остаточная деформация. После это скорость отвода деформирующего инструмента 3 не регламентируется. Процесс обработки прекращается после полного отвода деформирующего инструмента 3 от детали.
, то есть до тех пор, пока в детали не уменьшатся напряжения до величины упругих напряжений, при которых не возникает остаточная деформация. После это скорость отвода деформирующего инструмента 3 не регламентируется. Процесс обработки прекращается после полного отвода деформирующего инструмента 3 от детали.
Так как в процессе деформации в материале возникают значительные напряжения - сжимающие со стороны деформирующего инструмента 3 и растягивающие с противоположной стороны, а деталь 1 при обработке обычно вращается медленно, то при быстром отводе деформирующего инструмента 3 в конце обработки в детали 1 остаются напряжения, возникшие в ней в последний момент контакта с деформирующим инструментом 3. Медленный отвод деформирующего инструмента 3 от поверхности детали 1 позволяет выровнять напряжения вдоль окружности ее поперечного сечения. При этом, если даже в детали остаются значительные остаточные напряжения, то за счет равномерного их распределения вдоль окружности поперечного сечения они не приводят к деформации, что обеспечивает высокую точность обработки.
Пример. В соответствии с заявляемым способом обработке подвергали цилиндрическую деталь с наружным диаметром D=11 мм, внутренним диаметром d=6 мм и длиной l=265 мм. Материал детали - сталь 40Х, имеющая предел текучести σT=950 МПа и модуль упругости Е=210000 МПа.
Для цилиндрической детали момент сопротивления изгиба равен:
момент инерции сечения
Для осуществления стабилизации размеров деталь устанавливали в центрах токарного станка и воздействовали на нее деформирующим инструментом в виде ролика, закрепленным в суппорте станка. Ролик располагали в середине длины детали. Частоту вращения детали принимали n=50 об/мин. В процессе вращения детали ролик подводили к ее наружной поверхности и деформировали на величину

Если после деформации детали на указанную величину Δ деформирующий инструмент резко отвести от обрабатываемой поверхности, то произойдет упругая деформация, но останется изогнутость детали, равная
а внутри детали останется напряжение, равное
σost=(k-1)σT=190 МПа.
Поэтому деформирующий инструмент после обработки плавно отводили от обрабатываемой поверхности с подачей S=0,01Δ=0,05 мм/об в течение времени, равного:

Остаточная деформация при данных параметрах обработки резко уменьшилась и стала равной Δost=0,05 мм, а остаточное напряжение

С уменьшением подачи остаточные напряжения уменьшились. Остаточные напряжения определялись путем расчета по величине остаточной деформации детали.
Способ формирования оксидных покрытий на изделиях из титановых сплавов
Роликовый подшипник
Устройство для очистки и сушки изделий
Способ стабилизации геометрических параметров деталей
Комбинированный ручной инструмент "тор"
Способ химико-термической индукционной обработки малогабаритных изделий из альфа-титановых сплавов
Способ очистки и сушки деталей вращения
Способ очистки деталей вращения
Способ стабилизации параметров цилиндрических деталей
Устройство для стабилизации параметров цилиндрических деталей
Монотронный микроволновый генератор с матричным автоэмиссионным катодом
Бесцентровой станок для обкатки и стабилизации кольцевых деталей
Устройство для стабилизации геометрических параметров кольцевых деталей
Установка для раскатки и стабилизации дорожек качения шариковых подшипников
Способ стабилизации размеров длинномерных деталей
Способ формирования оксидных покрытий на изделиях из титановых сплавов
Роликовый подшипник
Устройство для очистки и сушки изделий
Способ стабилизации геометрических параметров деталей
Комбинированный ручной инструмент "тор"

