Результат интеллектуальной деятельности: БЕСЦЕНТРОВОЙ СТАНОК ДЛЯ ОБКАТКИ И СТАБИЛИЗАЦИИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано в подшипниковой промышленности, а именно для релаксации остаточных технологических напряжений и стабилизации размеров колец подшипников.
Известно устройство для правки деталей с одновременным накатыванием, описанное в авторском свидетельстве SU №1682149. Устройство содержит корпус со смонтированным в нем на оси правящим роликом, опорным элементом. При этом радиус рабочего профиля правящего ролика меньше радиуса рабочего профиля опорного элемента. Касательная к рабочим профилям, обращенным к рабочей зоне, параллельна осям правящего ролика и опорного элемента. Отличием устройства является наличие откидной траверсы, связанной с корпусом посредством планок, двумя дополнительными осями, со смонтированными на них подшипниками, размещенными на траверсе. Опорный элемент выполнен в виде кольца.
Известно также обкатное устройство, описанное в авторском свидетельстве SU №422576. Устройство содержит ролик, установленный в держателе, имеющий отверстие и сквозной паз, образующие участок пониженной жесткости. В отверстие помещена сменная упругая разрезная втулка. Кроме того, устройство может быть реализовано со вторым держателем, закрепленным оппозитно первому.
Известен также станок для бесцентрового обкатывания наружных цилиндрических поверхностей деталей, описанный в авторском свидетельстве SU №683890. Станок содержит станину, загрузочное устройство, два противоположно расположенных и установленных под углом друг к другу рабочих ролика, один из которых имеет заборный конус. Особенностью станка является наличие закрепленного на станине вращающегося диска, ось которого смещена относительно оси симметрии рабочих роликов. Кроме того, станок имеет съемный правящий ролик, установленный с возможностью возвратно-поступательного перемещения вдоль своей оси.
Недостатком вышеописанных устройств является сложность конструкции и низкая производительность.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому является бесцентровый станок для обкатки и стабилизации кольцевых деталей, содержащий станину, загрузочное устройство, рабочие валки со скрещивающимися осями, привод вращения валков и механизм прижима валков к обрабатываемой детали [авторское свидетельство SU №616118]. Обработка осуществляется двумя рабочими валками, один из которых получает принудительное вращение от привода, а второй валок установлен в рабочей головке, прижимающей деталь к первому валку. При этом осуществляется индивидуальная обработка каждой детали, после чего прижимной валок отводится, деталь удаляется из зоны обработки, а на ее место устанавливается следующая деталь.
Недостатком наиболее близкого аналога является сложность конструкции, так как требуется наличие механизма отвода и подвода валка на каждой детали, сложного механизма загрузки деталей и сложного механизма управления станком. Другим недостатком является низкая производительность, так обработка каждой детали осуществляется индивидуально, отсутствует возможность обработки на проход.
Задачей изобретения является упрощение конструкции бесцентрового станка при повышении его производительности.
Поставленная задача достигается тем, что бесцентровый станок для обкатки и стабилизации кольцевых деталей, содержащий станину, узел загрузки, рабочие валки со скрещивающимися осями, привод вращения валков и механизм прижима валков к обрабатываемой детали, дополнительно имеет узел регулировки угла скрещивания осей валков, выполненный в виде двух дисков с возможностью поворота в противоположные направления, при этом силовое воздействие на обрабатываемые детали осуществляют три рабочих валка с неподвижными осями, два из которых - нижних получают вращение от привода, а положение оси третьего валка - верхнего регулируется в зависимости от диаметра обрабатываемых деталей ограничителем радиального перемещения; узел загрузки выполнен в виде лотка, наклонного к горизонтальной плоскости, а длина рабочей части валков выбирается из условия обеспечения возможности обработки на проход одновременно нескольких деталей и определяется по формуле:
где Lp - длина рабочей части валков, мм; d - диаметр обрабатываемых деталей; D - диаметр валков; Δ - требуемая максимальная радиальная деформация обрабатываемых колец, мм; kd - требуемое число циклов нагружения каждой точки детали, необходимое для стабилизации ее геометрических параметров.
Техническим результатом заявляемого изобретения является упрощение конструкции бесцентрового станка, а также повышение производительности за счет появляющейся возможности одновременной обработки нескольких деталей.
Так как в предлагаемой конструкции станка обработка осуществляется на проход одновременно нескольких деталей тремя валками, то это существенно повышает производительность обработки. Чтобы обеспечить стабилизацию геометрических параметров детали, длину рабочей части валков определяют в зависимости от требуемого числа циклов нагружения детали, требуемой деформации детали, размеров валков и детали. А так как при обработке отсутствует необходимость в сложных механизмах отвода и подвода валка на каждой детали, сложного механизма загрузки деталей и сложного механизма управления станком, то это существенно упрощает конструкцию станка и его обслуживание. Тем самым обеспечиваются высокая производительность, простота конструкции, и, как следствие, простота обслуживания заявляемого станка, что решает поставленную задачу.
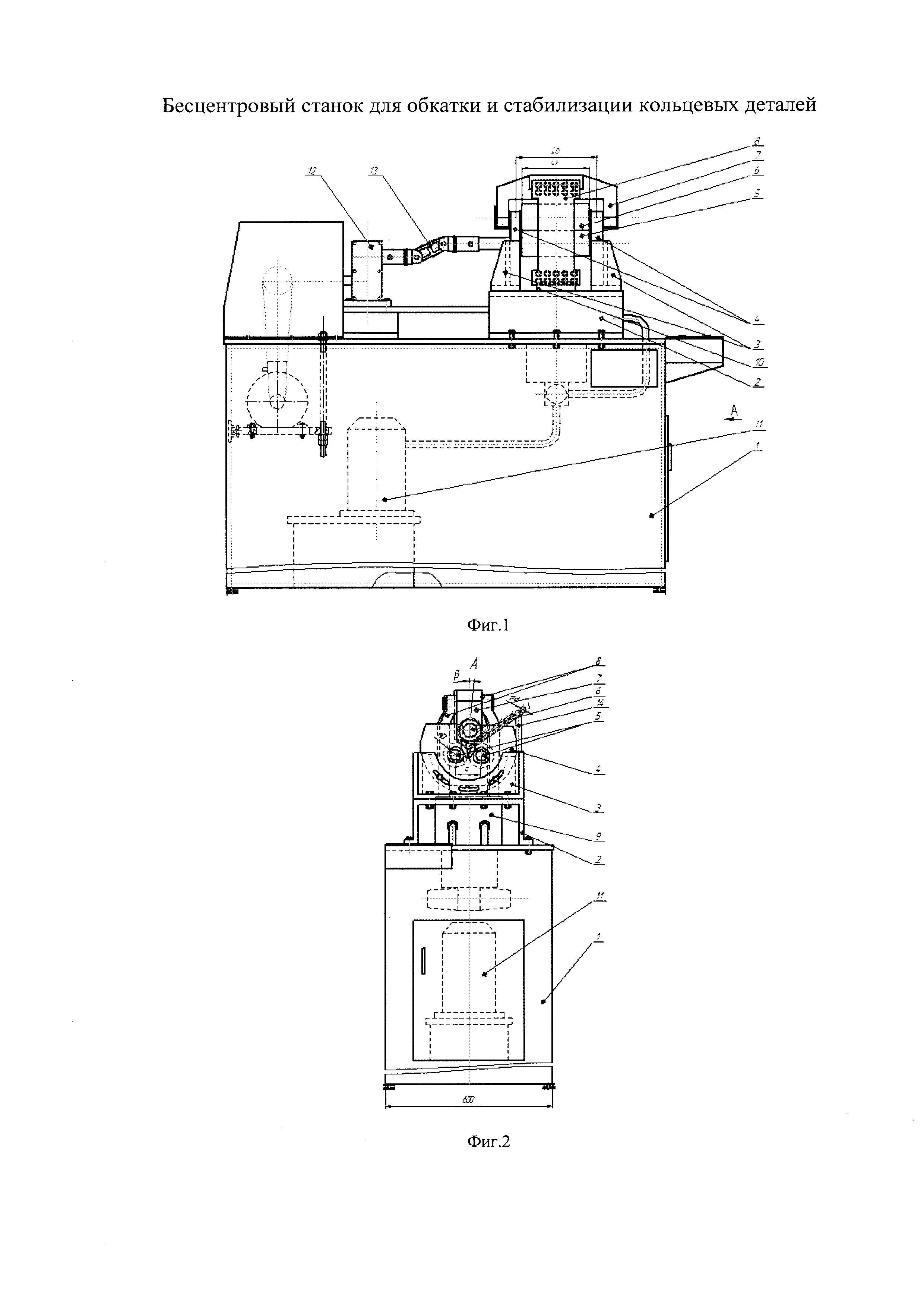
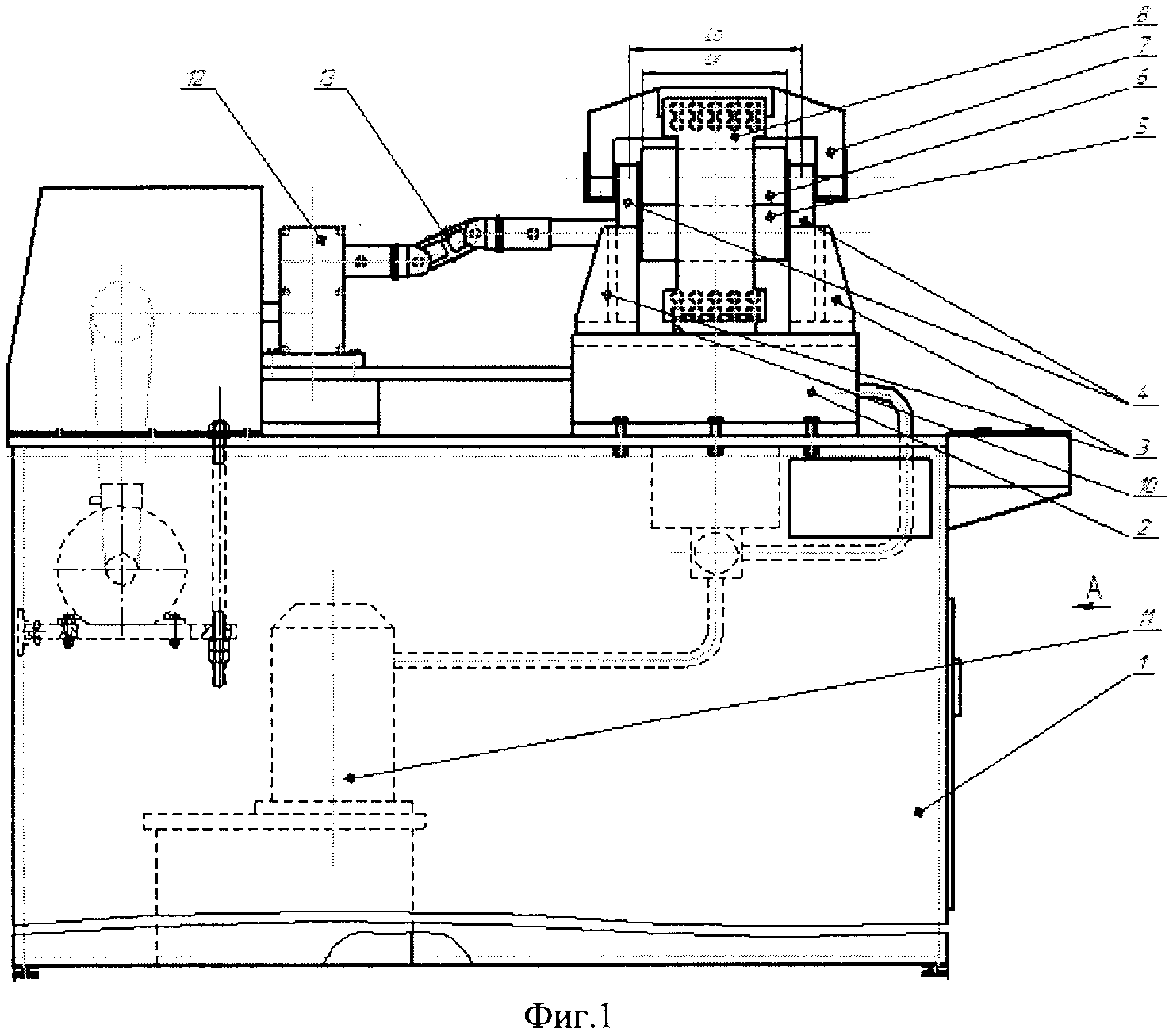
Сущность заявляемого изобретения поясняется с помощью Фиг. 1, на которой изображен главный вид станка и Фиг. 2 - вид сбоку, и позициями 1-14 обозначены:
1 - станина
2 - основание
3 - стойки
4 - диски
5 - нижние рабочие валки
6 - верхний рабочий валок
7 - коромысло
8 - тяги
9 - гидроцилиндр
10 - ограничители
11 - гидросистема
12 - редуктор
13 - карданная передача
14 - наклонный лоток.
Бесцентровый станок состоит из станины 1, рабочей головки, привода вращения, нижних 5 и верхнего 6 рабочих валков, гидросистемы 11. Рабочая головка установлена на основании 2, закрепленном на станине 1. На основании 2 неподвижно установлены две параллельные стойки 3, в цилиндрических пазах которых закреплены плоские диски 4 с возможностью поворота вокруг своих осей. В дисках 4 снизу выполнены два отверстия, а сверху - паз. В отверстиях дисков запрессованы шарнирные подшипники, в отверстиях шарнирных подшипников установлены игольчатые подшипники качения (не показаны), а в игольчатых подшипниках установлены цапфы нижних рабочих валков 5. Верхний рабочий валок 6 установлен в игольчатых подшипниках коромысла 7, связанного тягами 8 с возможностью поворота вокруг вертикальной оси со штоком гидроцилиндра 9, закрепленного на станине 1. На цапфах верхнего рабочего валка 6 также запрессованы шарнирные подшипники, наружное кольцо которых находится в пазе дисков 4. При развороте дисков 4 в разные стороны оси всех трех рабочих валков 5 и 6 скрещиваются под одинаковым углом. Положение дисков 4 фиксируется на стойках 3 болтами. Для регулировки положения верхнего рабочего валка 6 в зависимости от диаметра d обрабатываемых деталей используются ограничители 10, установленные на станине 1 с двух сторон. Тяги 8 прижимаются к ограничителям 10 путем подачи гидравлической жидкости под требуемым давлением в верхнюю часть гидроцилиндра 9 от гидросистемы 11.
Привод вращения нижних рабочих валков 5 состоит из двигателя, клиноременной передачи (показаны пунктирными линиями) и редуктора 12 с двумя выходными валами, которые связаны с нижними рабочими валками 5 карданной передачей 13. Частота вращения нижних рабочих валков 5 регулируется перестановкой шкивов клиноременной передачи или изменением частоты вращения двигателя.
Наклонный лоток 14 (показан схематично) служит для подачи обрабатываемых деталей в зону обработки. Для сбора обработанных деталей с другого конца валков устанавливают тару (не показана).
Рабочие валки 5 и 6 могут быть сменными. Их замена осуществляется в комплекте с дисками 4. Для обеспечения максимальной производительности обработки диаметр валков берут равными D=(4÷6)d, расстояние а между нижними валками принимают равным:

где d - диаметр обрабатываемых деталей; D - диаметр валков.
При диаметре рабочих валков 5,6 больше указанного деформация детали может привести к касанию валков, что снимет нагрузку с детали и делает обработку невозможной. При диаметре рабочих валков 5, 6 меньше указанного они потеряют необходимую жесткость, а также будут более интенсивно изнашиваться. При  все три рабочих валка 5, 6 будут оказывать одинаковое воздействие на обрабатываемую деталь, что обеспечивает максимальную эффективность обработки. При
все три рабочих валка 5, 6 будут оказывать одинаковое воздействие на обрабатываемую деталь, что обеспечивает максимальную эффективность обработки. При  верхний рабочий валок 6 будет воздействовать на обрабатываемые детали с большей силой, чем нижние рабочие валки 5, что приводит к значительному снижению эффективности обработки. Но при этом появляется возможность обрабатывать детали различного диаметра без замены валков. Величина
верхний рабочий валок 6 будет воздействовать на обрабатываемые детали с большей силой, чем нижние рабочие валки 5, что приводит к значительному снижению эффективности обработки. Но при этом появляется возможность обрабатывать детали различного диаметра без замены валков. Величина  не допустима, так как нижние рабочие валки 5 будут воздействовать на обрабатываемые детали с повышенным усилием, что приведет к их интенсивному износу, возможно даже заклинивание обрабатываемых деталей между ними.
не допустима, так как нижние рабочие валки 5 будут воздействовать на обрабатываемые детали с повышенным усилием, что приведет к их интенсивному износу, возможно даже заклинивание обрабатываемых деталей между ними.
Для обеспечения заданного числа циклов нагружения детали длину рабочей части валков определяют по формуле:

где Lp - длина рабочей части валков, мм; d - диаметр обрабатываемых деталей; D - диаметр валков; Δ - требуемая максимальная радиальная деформация обрабатываемых колец, мм.; kd - требуемое число циклов нагружения каждой точки детали, необходимое для стабилизации ее геометрических параметров.
Перед началом работы станка осуществляется его настройка. Выполняют разворот дисков 4 на угол β и устанавливаются ограничители 10. При предложенной конструкции механизма разворота рабочих валков 5, 6 требуемый угол разворота каждого диска 4 в противоположные стороны определяется из выражения:

где β - угол поворота каждого из дисков, град; Δ - требуемая максимальная деформация обрабатываемых колец, мм.
При угле разворота β>10° валки 5, 6 будут интенсивно изнашиваться из-за наличия проскальзывания между поверхностью валков и обрабатываемыми деталями. При угле разворота дисков  обрабатываемые детали не смогут заходить между рабочими валками 5,6 и затягиваться под действием сил трения в рабочую зону, так как будут упираться в торец рабочих валков 5, 6.
обрабатываемые детали не смогут заходить между рабочими валками 5,6 и затягиваться под действием сил трения в рабочую зону, так как будут упираться в торец рабочих валков 5, 6.
Высоту ограничителей 10 определяют из условия, чтобы максимальная величина деформации обрабатываемых деталей при полной их загрузке в рабочую зону при избыточном усилии гидросистемы 11 на верхний рабочий валок 6 была равна заданной величине Δ. Использование ограничителей 10 обеспечивает стабильность результатов обработки, так как при обработке деталей непосредственно под нагрузкой, создаваемой гидросистемой 11, давление на детали может оказаться нестабильным и может произойти поломка, если по каким-либо причинам зона обработки будет не полностью заполнена деталями.
Частоту вращения рабочих валков 5, 6 устанавливают равной:

где В - высота обрабатываемых деталей, мм; τ - требуемый такт выпуска изделий, мин.
Работа бесцентрового станка осуществляется следующим образом. Рабочую зону валков 5 и наклонный лоток 14 полностью заполняют обрабатываемыми деталями. Включают гидросистему 11, а верхний рабочий валок 6 с помощью специального гидрозолотника (не показан) опускают до ограничителей 10. После этого включают вращение нижних рабочих валков 5. Под действием сил трения обрабатываемые детали и верхний рабочий валок 6 получают вращение, и обрабатываемые детали за счет скрещивания осей валков перемещаются вдоль осей рабочих валков 5 и 6. Каждая точка наружной поверхности обрабатываемых деталей многократно деформируется - в месте касания с каждым валком она получает максимальное перемещение к центру детали, а в положении между тремя валками находится область ее максимального перемещения в противоположном направлении. За счет такого многоциклового нагружения осуществляется снятие остаточных напряжений и происходит стабилизация деталей.
Предлагаемый бесцентровый станок прост в конструкции и обслуживании, обеспечивает высокую производительность, так как обработка осуществляется на проход и в зоне обработки одновременно находится большое количество деталей.
Пример. С помощью заявляемого станка была осуществлена стабилизация детали колец подшипников с наружным диаметром 30 мм и высотой 30 мм. Требуемую деформацию деталей Δ=0,03 мм и потребное число циклов нагружения k=200 находим по методике, изложенной патенте RU на изобретении №2478031 (авторы - Королев А.В., Королев А.А.).
Определяем диаметр рабочих валков 5,6 D=4⋅30=120 мм. Расстояние между нижними рабочими валками 5 находим из соотношения (1):  . Принимаем а=130 мм.
. Принимаем а=130 мм.
Длину рабочей части валков определяем по формуле (2):

Принимаем Lp=200 мм, так как это позволяет конструкция станка и расширяет его технологические возможности.
Угол поворота дисков 4 находим из соотношения (3):
принимали β=2°.
Частоту вращения рабочих валков 5, 6 определяем из соотношения (4):

Принимаем n=20 об/мин.
Путем измерения деформации колец под давлением верхнего рабочего валка 6 находили высоту ограничителей 10, равную 12,52 мм.
Опытный образец заявляемого станка продолжает проходить апробацию на предприятиях г. Саратова.
Способ формирования оксидных покрытий на изделиях из титановых сплавов
Роликовый подшипник
Устройство для очистки и сушки изделий
Способ стабилизации геометрических параметров деталей
Комбинированный ручной инструмент "тор"
Способ химико-термической индукционной обработки малогабаритных изделий из альфа-титановых сплавов
Способ очистки и сушки деталей вращения
Способ очистки деталей вращения
Способ стабилизации параметров цилиндрических деталей
Устройство для стабилизации параметров цилиндрических деталей
Монотронный микроволновый генератор с матричным автоэмиссионным катодом
Устройство для стабилизации геометрических параметров кольцевых деталей
Способ правки и стабилизации нежестких деталей
Установка для раскатки и стабилизации дорожек качения шариковых подшипников
Способ стабилизации размеров длинномерных деталей
Способ формирования оксидных покрытий на изделиях из титановых сплавов
Роликовый подшипник
Устройство для очистки и сушки изделий
Способ стабилизации геометрических параметров деталей
Комбинированный ручной инструмент "тор"

