Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ В ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ БЕССЛИТКОВОЙ ПРОКАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к металлургии, а именно к производству рулонной металлической полосы с повышенным уровнем прочности и плоскостности. Изобретение может быть применено в совмещенных литейно-прокатных агрегатах бесслитковой прокатки (технология Castrip). Кроме того, изобретение может быть применено в агрегатах упрочняющей обработки рулонного полосового проката для снижения анизотропии механических характеристик и повышения его плоскостности. Этот способ пригоден преимущественно для изготовления стальной полосы, однако этим способом могут изготавливаться полосы из алюминиевых сплавов и других сплавов цветных металлов.
Известен способ и устройство для изготовления металлической полосы путем бесслитковой прокатки (RU 2375129, опубл. 10.12.2009). Способ включает отливку в машине для литья тонкого сляба толщиной 40-:-150 мм, его прокатку по меньшей мере в одной линии прокатки с использованием литейного нагрева. Отлитый тонкий сляб между машиной для литья и линией прокатки пропускают через промежуточную печь и через одну индукционную печь, причем промежуточная печь и индукционная печь активируются или дезактивируются в зависимости от выбранного режима, а именно первого непрерывного режима и второго периодического режима изготовления металлической полосы. Устройство содержит соответствующее оборудование для изготовления металлической полосы путем бесслитковой прокатки.
Недостатком известного способа являются высокие степени прокатной деформации, достигающие 95% и, как следствие, высокая анизотропия механических характеристик получаемого рулонного полосового проката в продольном и поперечном направлениях, что вызывает необходимость в увеличении металлоемкости изготавливаемой из этого полосового проката металлопродукции, например, магистральных прямошовных сварных труб. В стенке трубы направление действия максимальных растягивающих напряжений от внутреннего давления в трубопроводной магистрали перпендикулярно по отношению к продольной оси трубы, и совпадает с направлением минимальных механических характеристик полосы, из которой изготовлена эта труба. Кроме того, в поперечном направлении в полосе, полученной по известному способу, величины ударной вязкости при минусовой температуре и коррозионной стойкости при длительной нагрузке также минимальны и составляют 0,4-:-0,6 от соответствующих величин в продольном направлении. Все это приводит к необходимости увеличения толщины стенки трубы. Анизотропия полосового проката также ограничивает минимальные радиусы поперечной гибки профилей типа уголок, швеллер, шпунт, повышая вероятность образования продольных трещин, из-за недостаточной пластичности полосы в поперечном направлении.
Анизотропия механических характеристик полосового проката, полученного по известному способу, вызвана сформированной в процессе литья и последующей прокатки вытянутой ориентированной текстуры в направлении течения металла. Анизотропия механических характеристик полосового проката частично сохраняется и при применении различных способов термической и термомеханической обработки в известных агрегатах упрочняющей обработки рулонного полосового проката. Для устранения анизотропии механических характеристик готового полосового проката необходимо провести деформационную обработку полосы в поперечном направлении без изменения ее геометрических размеров.
Известен способ и устройство для непрерывного изготовления тонкой металлической полосы (RU 2381846, опубл. 20.02.2010). Лежащие в основе известного изобретения способы валкового литья включают в себя все виды литья, при которых металлический расплав доводят до затвердевания на боковой поверхности валка-кристаллизатора и непрерывно образуют металлическую полосу. Известное изобретение применимо как при одновалковом способе литья с использованием одновалкового литейного устройства, так и вертикальном, горизонтальном или наклонном двухвалковом способе литья с использованием двухвалкового литейного устройства. Отлитую металлическую полосу толщиной менее 10 мм со скоростью литья вытягивают между литейными валками и подают затем к прокатной установке для обжатия по толщине. После этого горячекатаную полосу подают к накопительному устройству и накапливают в нем. Для повышения качества полосового проката измеряют плоскостность движущейся металлической полосы и измеренные значения плоскостности используют для целенаправленного воздействия на плоскостность металлической полосы, по одной из следующих мер: изгибания рабочих прокатных валков, перемещения рабочих прокатных валков, позонного термического воздействия на бочку опорного и рабочего прокатных валков, позонного термического воздействия на металлическую полосу, позонного термического воздействия на бочку литейного валка, приложением радиально действующих деформирующих усилий к литейному валку, позонным покрытием бочки литейного валка, влияющим на теплоперенос или на плотность центров кристаллизации, позонной очистки бочки литейного валка для позонного воздействия на условия затвердевания расплава на его бочке.
Причина не достижения заданных значений плоскостности полосового проката по известному способу заключается в том, что при выходе отлитой металлической полосы из рабочего зазора между литейными валками возникает температурная неоднородность по ширине металлической полосы, которая достигает 100°С и выше, что приводит к высоким внутренним термическим напряжениям и деформациям в плоскости полосы. Даже если температурная неоднородность находится в пределах 20-:-30°С, то на поверхности полосы толщиной 6-:-8 мм, вследствие ее низкой жесткости, уже возникают неровности, превышающие поле допуска. Последующая однократная прокатка отлитой металлической полосы также может способствовать возникновению дополнительных неровностей, если входная температура металлической полосы по ширине неравномерна или если толщина полосы по ширине переменна. Для устранения неровностей и повышения качества полосового проката по геометрическим размерам необходимо до и после прокатного прохода и получения требуемой толщины полосы подвергнуть ее многократному внешнему механическому воздействию, превышающему предел текучести, причем воздействие должно быть кратковременным, интенсивным и не приводящим к изменению толщины обрабатываемой полосы.
Под высоким качеством полосового проката понимается соответствие требованиям, определенным стандартами, например, DIN10051, в частности:
- однородность изготовленной металлической полосы, а именно механические свойства металлической полосы в поперечном и продольном направлениях и в течение всего производства;
- достижение значений плоскостности аналогично предписанным и достигаемым на практике для горячекатаной полосы по известному способу, описанному выше, с толщиной тонкого сляба 40-:-150 мм;
- характер поверхности и значения шероховатости, близкие к достигаемым традиционными способами изготовления;
- соблюдение геометрических требований в отношении дальнейших этапов поверхностной обработки (нанесение покрытий) или формообразования (штамповка, профилегибка).
Недостатком известного способа являются ограниченные технологические возможности, вызванные геометрическими ограничениями hзаготовки/hполосы., накладываемыми на степень проработки литой структуры, применяемой прокатной деформацией, не превышающей значений 20-:-30%, как следствие, недостаточно высокий уровень комплекса механических характеристик получаемого полосового проката. Это объясняется тем, что плотность дислокаций в литой структуре находится в интервале 105-107 ед./м2, плотность дислокаций в хорошо проработанном деформацией прокате составляет 108-1012 ед./м2. В известном способе плотность дислокаций в готовом полосовом прокате при суммарной степени деформации 20-30% находится в интервале 107-108 ед./м2, наблюдается так называемая смешанная структура со следами литой структуры. Кроме того, более высокие, по отношению к требуемым, значения шероховатости отражают недостаточное контактное выглаживание поверхности полосы, вызванное ограниченным числом прокатных проходов. Для повышения комплекса механических характеристик полосового проката необходимо провести дополнительную деформационную обработку в продольном и поперечном направлениях без изменения геометрических размеров готового полосового проката.
Известен способ упрочняющей обработки листов (SU 1735397, Бюл. №19 от 23.05.1992), основанный на проведении термопластической обработки (ТПО) листа, включающий аустенизацию, деформацию знакопеременным изгибом в многовалковой деформирующей машине и ускоренное охлаждение. Отличительная особенность ТПО от традиционных способов термомеханической обработки (ТМО) состоит в том, что накопление заданной величины степени деформации происходит без изменения исходной толщины листа. Для снижения анизотропии механических характеристик листа поочередно осуществляют знакопеременный изгиб в продольном и поперечном направлениях, чередуя изгибы в поперечном направлении с выглаживанием и заканчивая выглаживанием.
Недостатком известного способа являются ограниченные технологические возможности, вызванные недостаточной величиной и интенсивностью деформационного воздействия на обрабатываемый лист, которые зависят от количества роликов в роликовой деформирующей машине.
Известен агрегат для термомеханической обработки рулонной полосовой стали (SU 1297963 Бюл. №11 от 23.03.1987). Агрегат содержит установленные в технологической последовательности разматыватели, многовалковые машины горячей и теплой изгибной деформации планетарного типа, охлаждающее устройство, моталки. Многовалковые машины изгибной деформации обеспечивают высокие скорости и суммарную накопленную величину деформации, поскольку каждая из многовалковых машин изгибной деформации выполнена в виде двух связанных с приводом их вращения сепараторов, несущих рабочие валки, установленные с одинаковым окружным шагом, равным 1,8-2,5 их диаметра. Рабочие валки имеют ременный привод вращения. Рабочие валки верхнего сепаратора смещены на  шага по отношению к рабочим валкам нижнего сепаратора.
шага по отношению к рабочим валкам нижнего сепаратора.
Недостатком известного устройства являются ограниченные технологические возможности, вызванные невозможностью обработки рулонного полосового проката в направлении, отличном от продольного, что увеличивает анизотропию механических характеристик обработанной полосы, кроме того, незначительная величина единичной деформации 4-6%, определяемая как отношение толщины полосы к диаметру рабочих валков, удлиняет время накопления необходимой степени суммарной деформации, оптимальной для формирования комплекса механических характеристик полосового проката, снижает величину технологической скорости продольного перемещения полосы.
Задачей изобретения является устранение всех перечисленных недостатков известных способов.
Технический результат изобретения - повышение комплекса механических характеристик рулонной полосы толщиной менее 20 мм, снижение анизотропии и повышение плоскостности полосового проката в процессе производства в совмещенных литейно-прокатных агрегатах бесслитковой прокатки.
Технический результат в изобретении достигается тем, что в способе получения металлической полосы в литейно-прокатных агрегатах бесслитковой прокатки, при котором сначала в машине для литья отливают тонкий сляб, который затем прокатывают по меньшей мере на одной черновой прокатной линии с использованием первичного литейного нагрева, затем полученный подкат подают в промежуточную печь, при толщине подката менее 20 мм свертывают его в печи в рулон, далее подогретый в печи подкат задают в чистовую прокатную линию, полученную прокатанную полосу ускоренно охлаждают и свертывают в рулон, предлагается после черновой прокатной линии полученный полосовой подкат охлаждать, со скоростью 15-:-60°С/сек до температуры 950-:-820°С, и при этой температуре подвергать дополнительной пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 8-:-12% и частотой 50-:-250 сек-1 в многовалковой деформирующей машине планетарного типа в перпендикулярном продольной оси полосы направлении с величиной накопленной степени деформации, составляющей 1,0-:-2,5 суммарной прокатной деформации в предыдущей черновой прокатной линии. Далее полосовой подкат после промежуточной печи перед задачей в чистовую прокатную линию прокатки подвергать дополнительной пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 8-:-12% и частотой 50-:-250 сек-1 в многовалковой деформирующей машине планетарного типа в перпендикулярном продольной оси полосы направлении с величиной накопленной степени деформации, составляющей 1,0-:-2,5 суммарной прокатной деформации в последующей чистовой прокатной линии. Затем полученную прокатанную полосу ускоренно охлаждать до температуры 650-:-470°С и при этой температуре подвергать дополнительной пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 8-:-12% и частотой 50-:-250 сек-1 в многовалковой деформирующей машине планетарного типа в направлении под углом 35-:-70° к продольной оси полосы с величиной накопленной степени деформации 40-:-80%. Затем полосу ускоренно охлаждать со скоростью 15-:-60°С/сек и свертывать в рулон.
Кроме того, в изобретении предлагается при валковом литье полосовой заготовки толщиной менее 10 мм, полученную в литьевой валковой машине полосовую заготовку перед черновой прокатной линией при температуре 1100-:-950°С подвергать выглаживающей пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 8-:-12% в многовалковой деформирующей машине планетарного типа в перпендикулярном продольной оси полосы направлении с величиной накопленной степени деформации, равной 40-:-80%, при этом полосовую заготовку удерживать под натяжением между входными и выходными парами валков многовалковой деформирующей машины. Затем прокатанный в черновой прокатной линии полосовой подкат предлагается задавать в проходное нагревательное устройство с возможностью позонного нагрева для выравнивания температуры по ширине полосового подката, далее нагретый полосовой подкат при температуре 950-:-820°С предлагается подвергать пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 4-:-6% в многовалковой деформирующей машине планетарного типа в направлении продольной оси полосы с величиной накопленной степени деформации, равной 20-:-40%. Затем полосовой подкат предлагается задавать в чистовую прокатную линию и прокатывать на конечную толщину полосы. Далее полосу предлагается ускоренно охлаждать со скоростью 15-:-60°С/сек до температуры 650-:-470°С и при этой температуре подвергать пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 4-:-6% в многовалковой деформирующей машине планетарного типа в направлении продольной оси полосы с величиной накопленной степени деформации, равной 20-:-40%.
Кроме того, в изобретении предлагается полосовую заготовку перед черновой прокатной линией подвергать выглаживающей пластической деформации в многовалковой деформирующей машине планетарного типа в направлении продольной оси полосы, а перед чистовой прокатной линией - в направлении, перпендикулярном продольной оси полосы.
Технический результат достигается тем, что в установке получения металлической полосы в литейно-прокатных агрегатах бесслитковой прокатки, содержащей машину для литья тонкого сляба, черновую и чистовую прокатные линии, проходную нагревательную печь с возможностью позонного нагрева и выравнивания температуры по ширине полосы, линии ускоренного охлаждения полосы, моталки, многовалковые деформирующие машины планетарного типа, с приводными рабочими валками, смонтированными в сепараторах с одинаковым окружным шагом, согласно изобретению при упрочняющей обработке полосы в поперечном от продольной оси полосы направлении в многовалковых деформирующих машинах планетарного типа рабочие валки выполнены профилированными с периодическим чередованием кольцевых проточек и выступов вдоль бочки валка, причем кольцевые выступы каждого последующего рабочего валка на сепараторе смещены относительно кольцевых выступов на предыдущем рабочем валке на величину С=(0,17-:-0,5)*Р, где Р - расстояние между смежными кольцевыми выступами на рабочем валке. Причем смещение С имеет осцилляцию, по направлению вращения сепаратора с амплитудой осцилляции, равной Р, и периодом осцилляции τ1, определяемым из выражения
 где
где
n - количество рабочих валков в сепараторе;
ω - частота вращения сепаратора, сек-1;
при этом величина накопленной степени деформации εдеф определяется из выражения
 где
где
d - количество циклов изгиба полосы, находится в интервале 4-:-25;
ε1 - единичная деформация изгиба полосы на кольцевом выступе рабочего валка в поперечном направлении,
ε1=2h/R, находится в интервале 0,08-:-0,12;
h - толщина полосы, мм
R - внешний радиус кольцевого выступа рабочего валка, мм;
k - эмпирический коэффициент, учитывающий влияние условий деформационной обработки, находится в интервале 0,01-:-0,15,
а величина смещения С определяется из условия перекрытия поверхностей контакта полосы с кольцевыми выступами смежных пар рабочих валков С=(0,8-:-0,95)*bконт, где bконт - ширина поверхности контакта полосы с кольцевым выступом рабочего валка, мм.
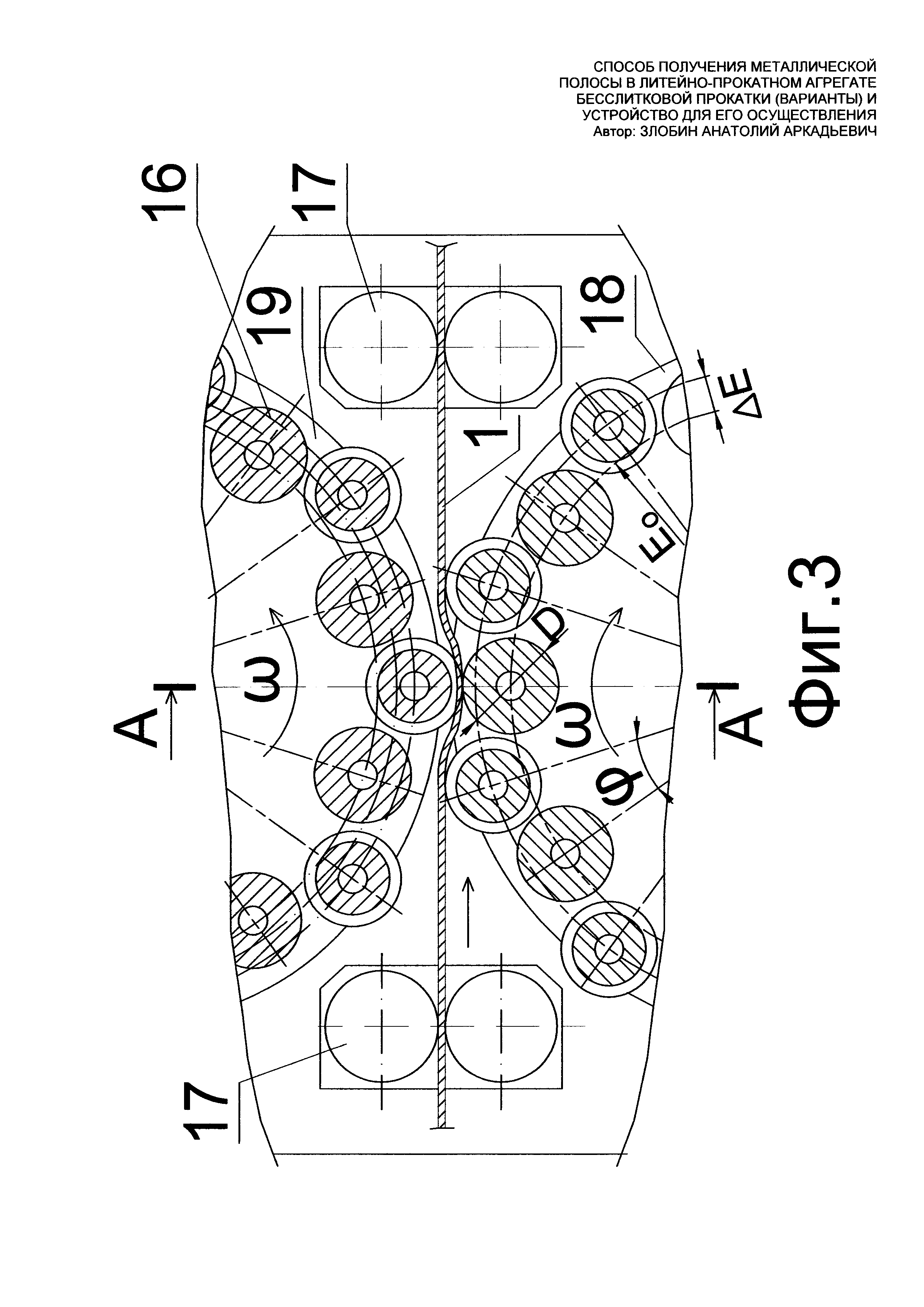
Кроме того, при упрочняющей обработке полосы в направлениях под углом 35-:-70° по отношению к продольной оси полосы в многовалковых деформирующих машинах планетарного типа рабочие валки смонтированы в сепараторах на различных расстояниях Е=Ео+ΔЕ относительно оси вращения сепаратора, причем характер изменения Е имеет осцилляцию по направлению вращения сепаратора с амплитудой осцилляции ΔЕ и периодом осцилляции τ2, определяемым из выражения
 где
где
n - количество рабочих валков в сепараторе;
ω - частота вращения сепаратора, сек-1;
при этом величина накопленной степени деформации εдеф определяется из выражения
 где
где

εр - результирующая единичная деформация изгиба полосы в направлении обработки;
ε1 - составляющая единичной деформации изгиба полосы на кольцевом выступе рабочего валка в поперечном направлении,
ε1=2h/R, находится в интервале 0,08-:-0,12;
h - толщина полосы, мм
R - внешний радиус кольцевого выступа рабочего валка, мм;
ε2 - составляющая единичной деформации изгиба полосы на кольцевом выступе рабочего валка в продольном направлении,
ε2=h/D, находится в интервале 0,03-:-0,08;
h - толщина полосы, мм
D - диаметр рабочего валка в сечении кольцевого выступа, мм;
a, b - эмпирические коэффициенты, учитывающие влияние двухосного напряженно-деформированного состояния полосы на интенсивность обработки в продольном и поперечном направлениях, находятся в интервале 0,15-:-2,5;
b=1 при ε1=0, a=1 при ε2=0,
k - эмпирический коэффициент, учитывающий влияние условий деформационной обработки, находится в интервале 0,01-:-0,15.
Кроме того, для создания продольного натяжения в зоне обработки многовалковые деформирующие машины планетарного типа оснащены входными и выходными парами валков.
Кроме того, центрирование полосы в продольном направлении, в многовалковой деформирующей машине планетарного типа обеспечивается двумя симметричными относительно продольной оси симметрии полосы зонами деформации, с соответствующим синхронным зеркальным осциллирующим смещением кольцевых выступов рабочих валков в этих зонах относительно оси симметрии полосы по направлению вращения сепараторов.
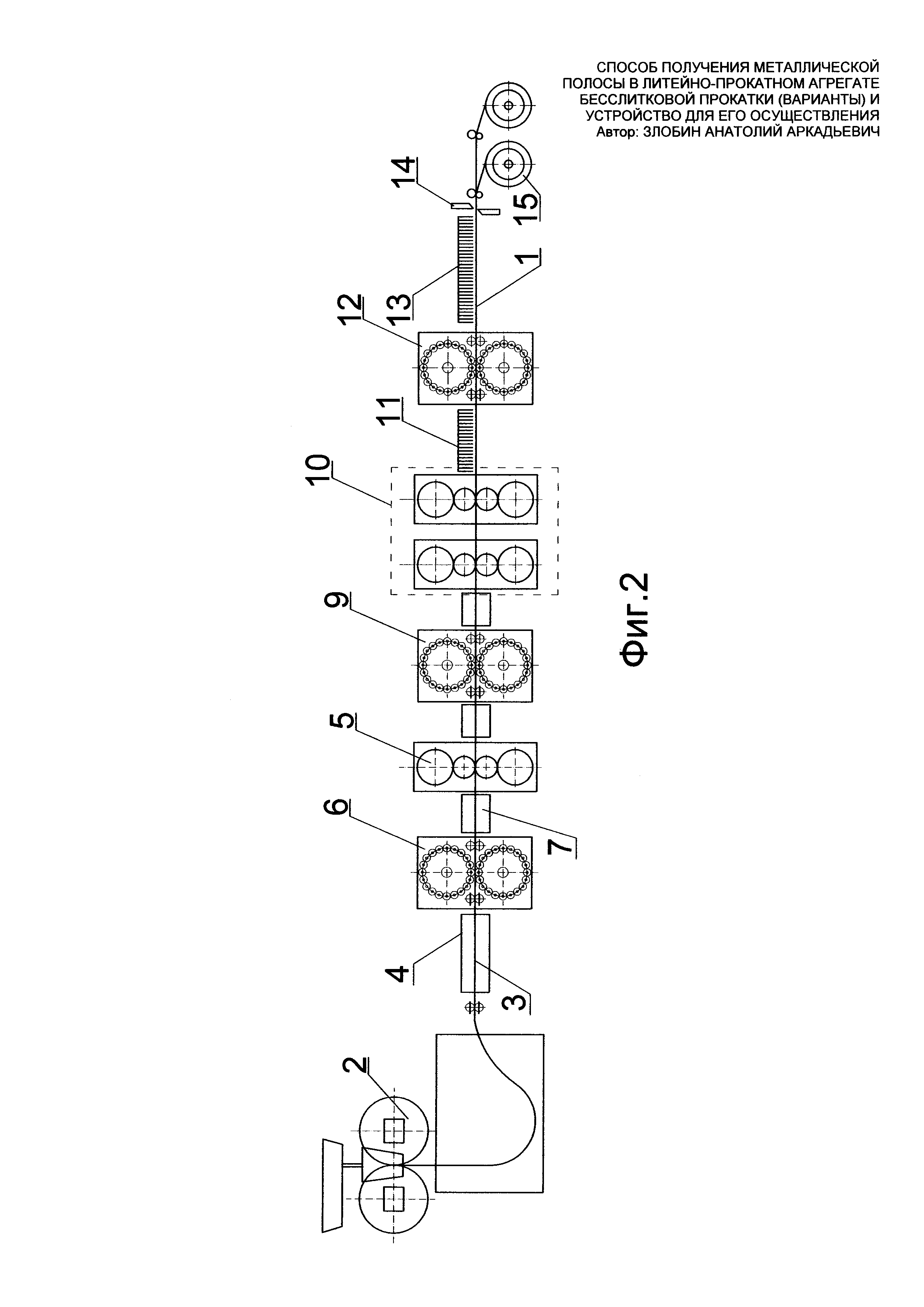
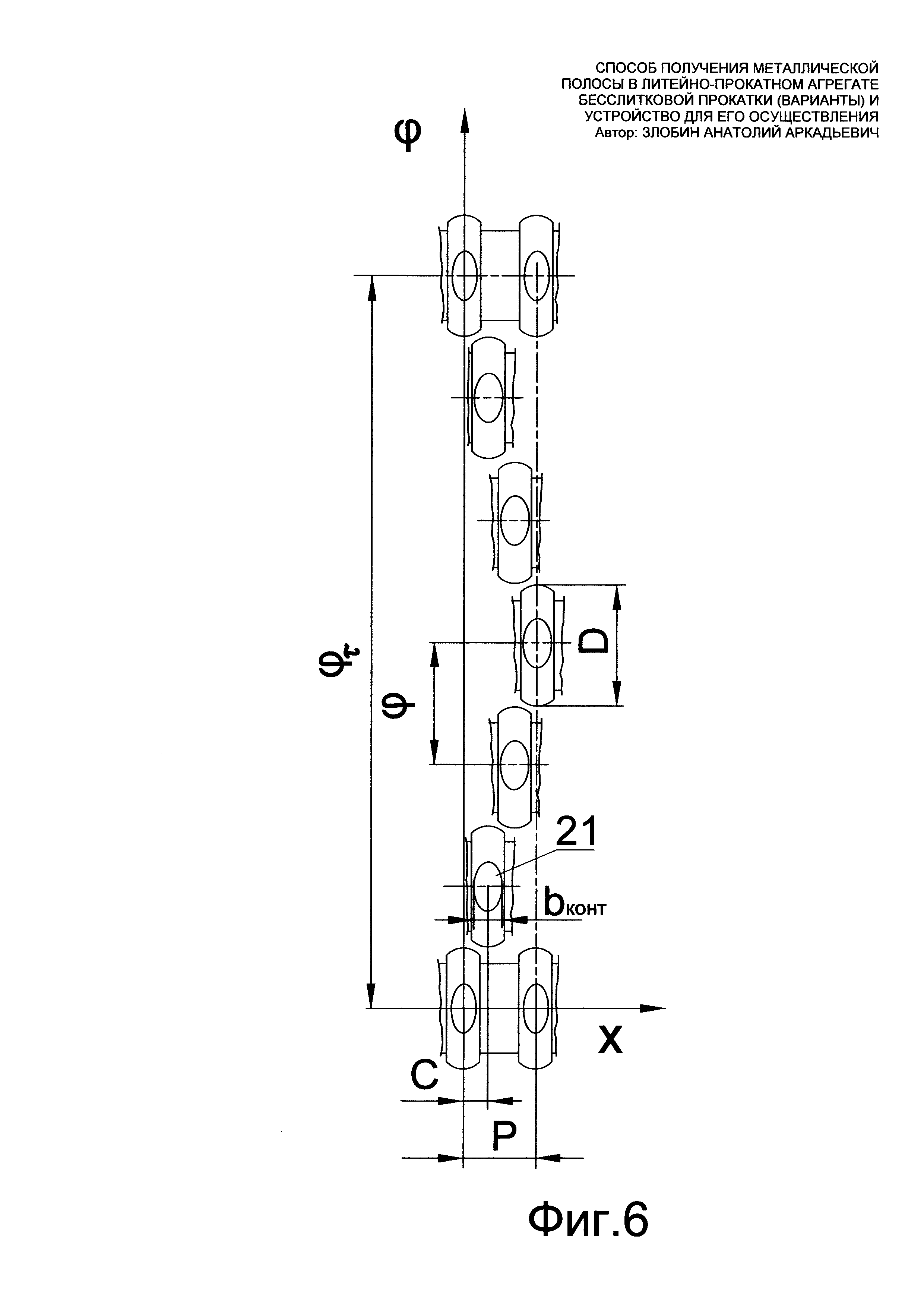
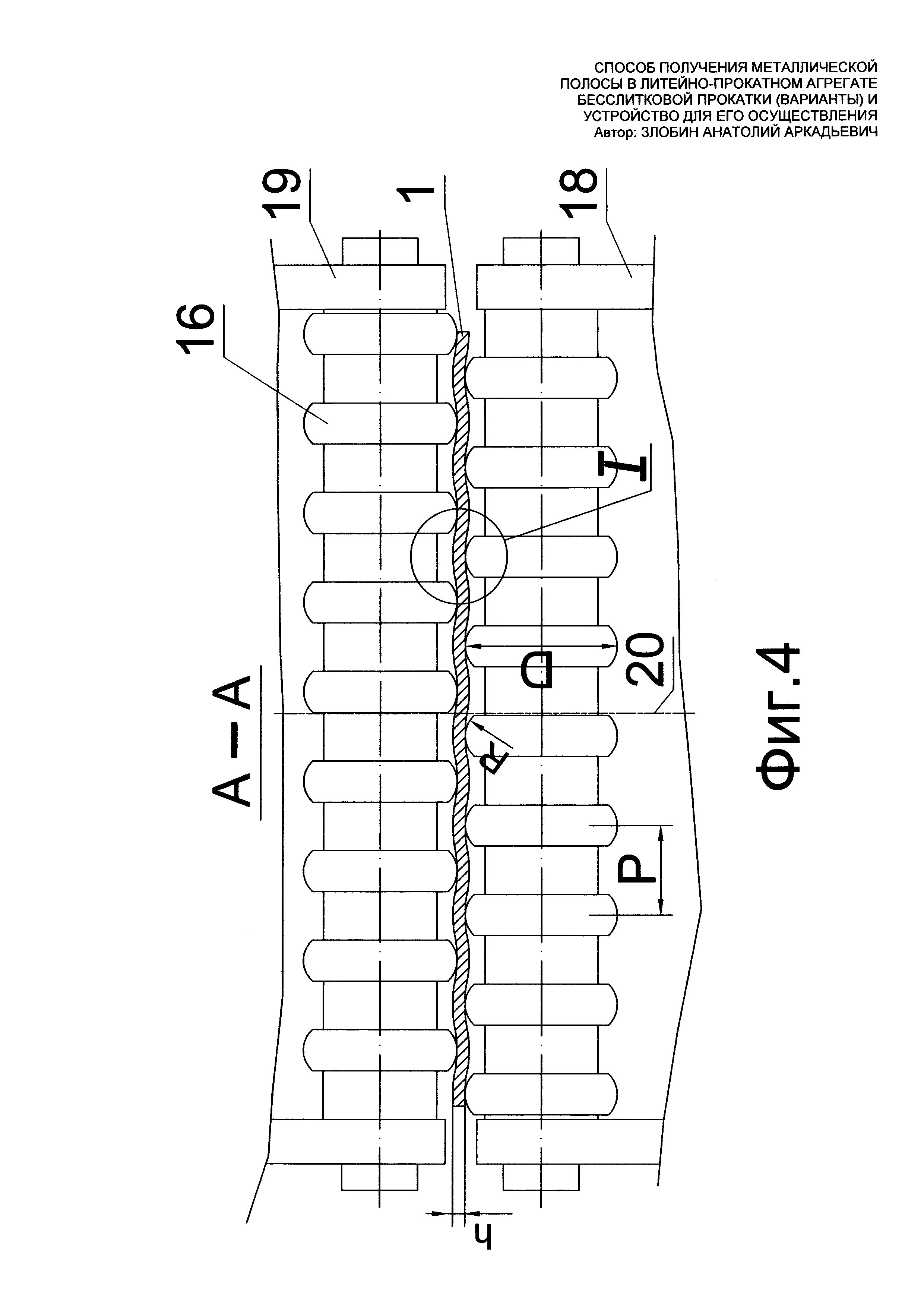
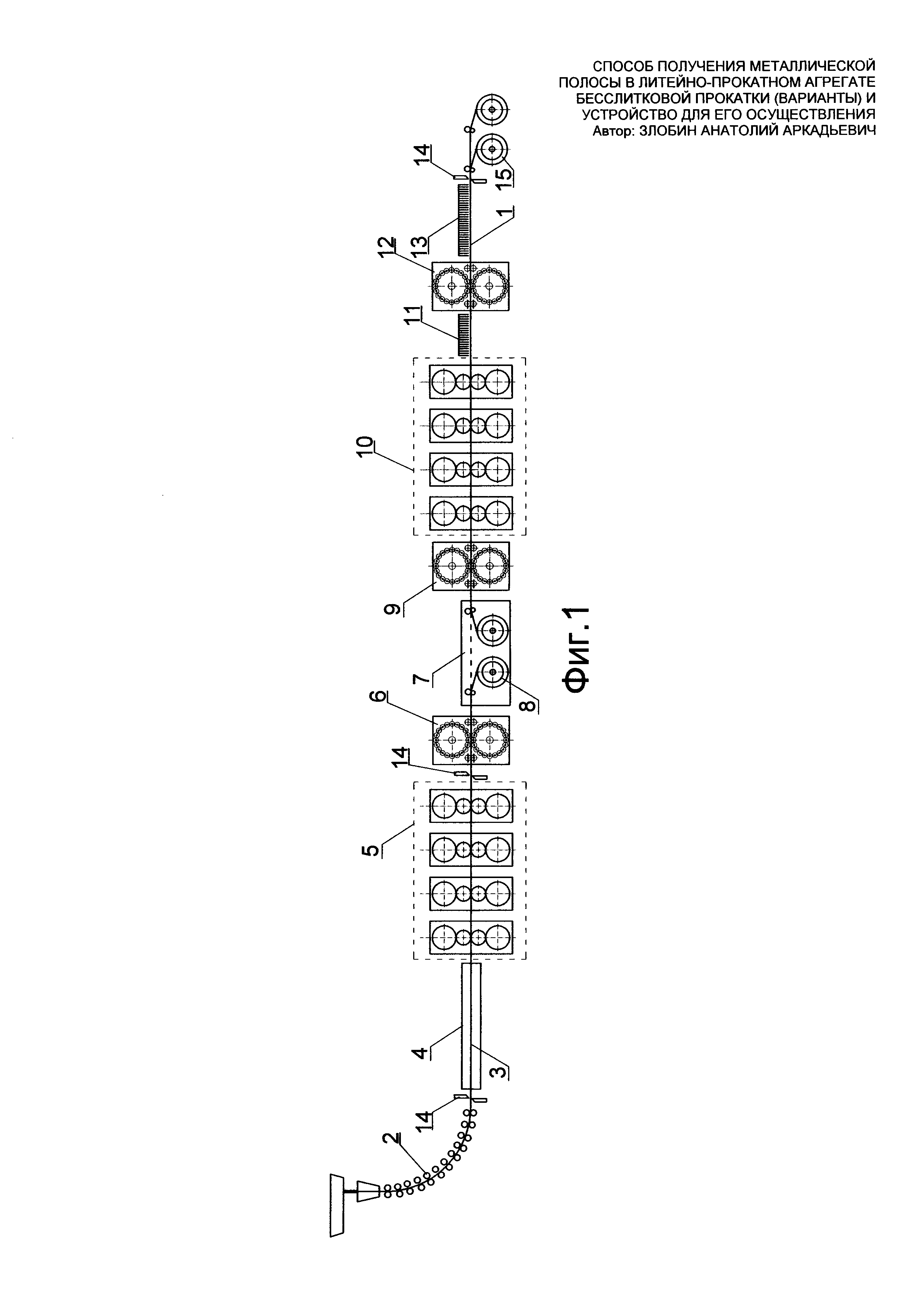
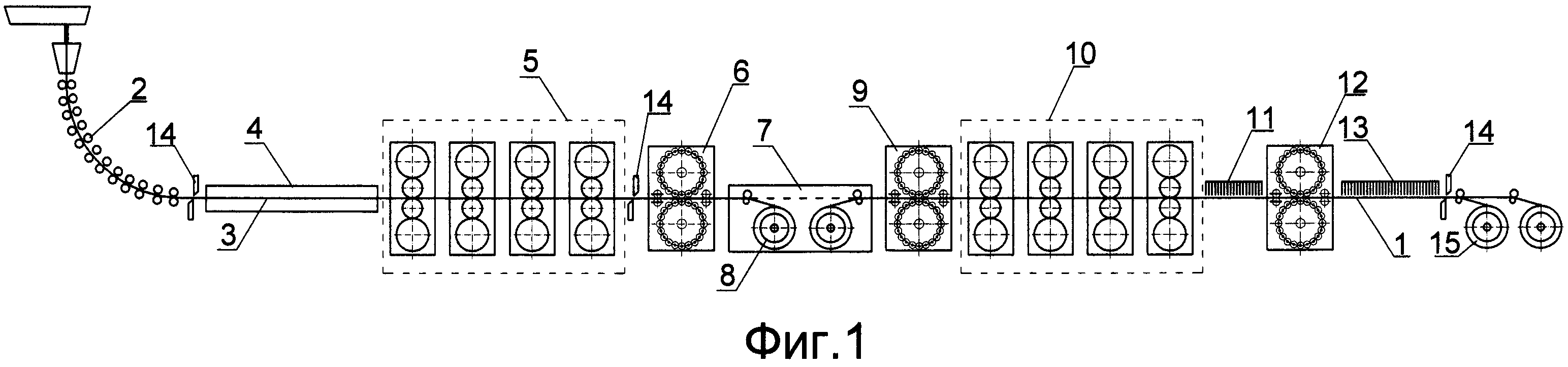
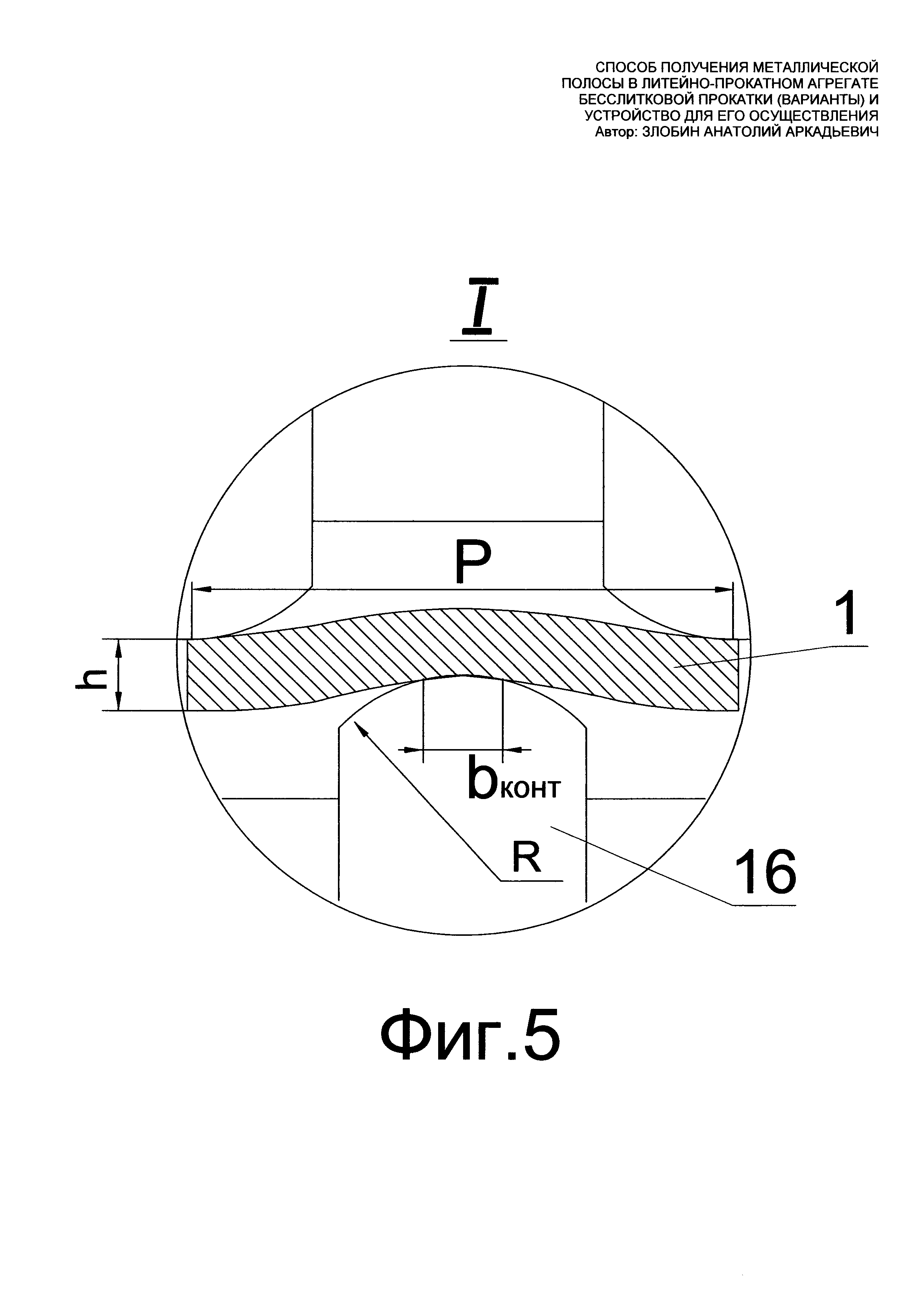
На Фиг. 1 показана схема технологической линии совмещенного литейно-прокатного агрегата бесслитковой прокатки полосы; на Фиг. 2 - схема технологической линии совмещенного литейно-прокатного агрегата при литье полосовой заготовки толщиной менее 10 мм, получаемой на литьевой валковой машине; на Фиг. 3 - продольный разрез многовалковой деформирующей машины планетарного типа; на Фиг. 4 - сечение А-А; на Фиг. 5 - Выносной элемент I сечения А - А; Фиг. 6 - схема осцилляционного поперечного смещения кольцевых выступов смежных рабочих валков по направлению вращения сепаратора.
Установка для осуществления предлагаемого способа содержит машину 2 для литья тонкого сляба 3 (Фиг. 1), черновую 5 и чистовую 10 прокатные линии, проходные нагревательные печи 4, 7 с возможностью позонного нагрева и выравнивания температуры по ширине полосы 1, линии ускоренного охлаждения 11, 13 полосы 1 (Фиг. 2), моталки 8, 15, ножницы 14, многовалковые деформирующие машины планетарного типа 6, 9, 12, с приводными рабочими валками 16 (Фиг. 3), смонтированными в сепараторах 18, 19 с одинаковым окружным шагом ϕ, согласно изобретению, при упрочняющей обработки полосы 1 в поперечном от продольной оси полосы 1 направлении в многовалковых деформирующих машинах 6, 9, 12 планетарного типа рабочие валки 16 (Фиг. 4) выполнены профилированными с периодическим чередованием кольцевых проточек и выступов вдоль бочки валка, причем кольцевые выступы каждого последующего рабочего валка 16 (Фиг. 6) на сепараторе 18, 19 смещены относительно кольцевых выступов на предыдущем рабочем валке 16 на величину С=(0,17-:-0,5)*Р, где Р - расстояние между смежными кольцевыми выступами на рабочем валке 16, причем смещение С имеет осцилляцию по направлению вращения сепаратора 18, 19 с амплитудой осцилляции, равной Р, и периодом осцилляции τ1, определяемым из выражения
 где
где
n - количество рабочих валков 16 в сепараторе 18, 19;
ω - частота вращения сепаратора 18, 19, сек-1;
при этом величина накопленной степени деформации εдеф определяется из выражения
 где
где
d - количество циклов изгиба полосы 1 находится в интервале 4-:-25;
ε1 - единичная деформация изгиба полосы 1 на кольцевом выступе рабочего валка 16 в поперечном направлении,
ε1=2h/R, находится в интервале 0,08-:-0,12;
h - толщина полосы 1, мм
R - внешний радиус кольцевого выступа рабочего валка 16, мм;
k - эмпирический коэффициент, учитывающий влияние условий деформационной обработки, находится в интервале 0,01-:-0,15,
а величина смещения С определяется из условия перекрытия поверхностей контакта 21 полосы 1 с кольцевыми выступами смежных пар рабочих валков 16,
С=(0,8-:-0,95)*bконт, где bконт - ширина поверхности контакта полосы 1 с кольцевым выступом рабочего валка 16, мм (Фиг. 5).
Кроме того, при упрочняющей обработке полосы 1 в направлениях под углом 35-:-70° по отношению к продольной оси полосы 1 в многовалковых деформирующих машинах планетарного типа 6, 9, 12 рабочие валки 16 смонтированы в сепараторах 18, 19 на различных расстояниях Е=Е0+ΔЕ относительно оси вращения сепаратора 18, 19, причем Е имеет осцилляцию по направлению вращения сепаратора 18, 19 с амплитудой осцилляции ΔЕ и периодом осцилляции τ2 определяемого из выражения
 где
где
n - количество рабочих валков 16 в сепараторе 18, 19 (Фиг. 3);
ω - частота вращения сепаратора, сек-1;
при этом величина накопленной степени деформации εдеф определяется из выражения
 где
где

εр - результирующая единичная деформация изгиба полосы 1 в направлении обработки;
ε1 - составляющая единичной деформации изгиба полосы 1 на кольцевом выступе рабочего валка 16 в поперечном направлении,
ε1=2h/R, находится в интервале 0,08-:-0,12;
h - толщина полосы 1, мм
R - внешний радиус кольцевого выступа рабочего валка 16, мм;
ε2 - составляющая единичной деформации изгиба полосы 1 на кольцевом выступе рабочего валка 16 в продольном направлении,
ε2=h/D, находится в интервале 0,03-:-0,08;
h - толщина полосы 1, мм
D - диаметр рабочего валка 16 в сечении кольцевого выступа, мм;
a, b - эмпирические коэффициенты, учитывающие влияние двухосного напряженно-деформированного состояния полосы на интенсивность обработки в продольном и поперечном направлениях, находятся в интервале 0,15-:-2,5;
b=1 при ε1=0, a=1 при ε2=0,
k - эмпирический коэффициент, учитывающий влияние условий деформационной обработки, находится в интервале 0,01-:-0,15.
Кроме того, для создания продольного натяжения в зоне обработки многовалковые деформирующие машины планетарного типа 6, 9, 12 оснащены входными и выходными парами валков 17 (Фиг. 3).
Кроме того, центрирование полосы 1 в продольном направлении, при упрочняющей обработке в многовалковой деформирующей машине планетарного типа 6, 9, 12, обеспечивается двумя симметричными относительно продольной оси симметрии 20 (Фиг. 4) полосы 1 зонами деформации, с соответствующим синхронным зеркальным осциллирующим смещением кольцевых выступов рабочих валков 16 в этих зонах относительно оси симметрии 20 полосы1 по направлению вращения сепараторов 18, 19.
Способ осуществляют следующим образом. Сначала в машине 2 для литья отливают тонкий сляб 3 (Фиг. 1), который затем прокатывают по меньшей мере на одной черновой прокатной линии 5 с использованием первичного литейного нагрева и выравнивающего подогрева по ширине тонкого сляба 3 в проходной печи 4, затем полученный подкат подают в промежуточную печь 7, при толщине подката менее 20 мм свертывают его в печи 7 в рулон моталкой 8, далее подогретый в печи 7 подкат задают в чистовую линию прокатки 9, полученную прокатанную полосу 1 ускоренно охлаждают в линии ускоренного охлаждения 13 и свертывают в рулон моталкой 15, передний конец полосы 1 отрезают на ножницах 14. Согласно изобретению, после черновой прокатной линии 5 полученный полосовой подкат охлаждают, со скоростью 15-:-60°С/сек до температуры 950-:-820°С, и при этой температуре подвергают дополнительной пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 8-:-12% и частотой 50-:-250 сек-1 в многовалковой деформирующей машине планетарного типа 6 в перпендикулярном продольной оси полосы 1 направлении с величиной накопленной степени деформации, составляющей 1,0-:-2,5 суммарной прокатной деформации в предыдущей черновой прокатной линии 5. Это обеспечивает оптимальную деформационную проработку подката как в продольном, так и в поперечном направлении, не позволяющую развитие анизотропии механических характеристик. Далее полосой подкат после промежуточной печи7 перед задачей в чистовую линию прокатки 10 повторно подвергают дополнительной пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 8-:-12% и частотой 50-:-250 сек-1 в многовалковой деформирующей машине планетарного типа 9 в перпендикулярном продольной оси полосы направлении с величиной накопленной степени деформации, составляющей 1,0-:-2,5 суммарной прокатной деформации в последующей чистовой прокатной линии 10. Это предотвращает развитие анизотропии механических характеристик в полосе 1 при чистовой прокатной деформации. Затем полученную прокатанную полосу 1 ускоренно охлаждают в линии ускоренного охлаждения 11 до температуры 650-:-470°С и при этой температуре подвергают дополнительной пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 8-:-12% и частотой 50-:-250 сек-1 в многовалковой деформирующей машине планетарного типа 12 в направлении с минимальными механическими характеристиками под углом 35-:-70° к продольной оси полосы 1 с величиной накопленной степени деформации 40-:-80%, затем обработанную полосу 1 ускоренно охлаждают в линии ускоренного охлаждения 13 со скоростью 15-:-60°С/сек и свертывают в рулон моталками 15. Эта дополнительная деформационная проработка в режиме низкотемпературной ТПО обеспечивает формирование в полосе 1 более тонкой оптимальной текстуры с преимущественно ориентированными границами, расположенными под углом 45° к направлению касательных напряжений при изгибе, что обеспечивает высокий уровень и низкую анизотропию механических характеристик полосы 1. В предлагаемом способе в отличие от известных появляется возможность управлять формированием комплекса механических характеристик полосы в направлениях, отличных от продольного без изменения ее толщины, это существенно расширяет технологические возможности, позволяет получать изотропную полосу с высокими параметрами штампуемости, глубокой вытяжки без образования фестонов по кромкам получаемой из полосы штампованной заготовки.
В предлагаемом способе при валковом литье полосовой заготовки 3 толщиной менее 10 мм, полученную в литьевой валковой машине 2 полосовую заготовку 3 перед черновой прокатной линией 5 при температуре 1100-:-950°С подвергают выглаживающей пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 8-:-12% в многовалковой деформирующей машине планетарного типа 6 в перпендикулярном продольной оси полосы 1 направлении с величиной накопленной степени деформации, равной 40-:-80%, при этом полосовую заготовку 3 удерживают под натяжением между входными и выходными парами валков 17 многовалковой деформирующей машины 6. Эта выглаживающая деформационная обработка повышает плоскостность полосовой заготовки 3, снижает уровень внутренних остаточных напряжений, вызванных неоднородными по ширине условиями формирования исходной полосовой заготовки 3 в литьевой валковой машине 2. Затем прокатанный в черновой прокатной линии 5 полосовой подкат задают в проходное нагревательное устройство 7, например индуктор, с возможностью позонного нагрева для выравнивания температуры по ширине полосового подката, далее нагретый полосовой подкат при температуре 950-:-820°С подвергают пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 4-:-6% в многовалковой деформирующей машине планетарного типа 9 в направлении продольной оси полосы с величиной накопленной степени деформации, равной 20-:-40%. Эта дополнительная деформационная обработка направлена на увеличение до оптимальной величины деформационного воздействия в продольном направлении, компенсирует недостаточность деформационного воздействия от прокати в черновой клети 5 для глубокой проработки литой структуры исходной полосовой заготовки 3. Затем полосовой подкат задают в чистовую прокатную линию 10 и прокатывают на конечную толщину полосы 1, далее полосу 1 ускоренно охлаждают со скоростью 15-:-60°С/сек до температуры 650-:-470°С и при этой температуре подвергают пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 4-:-6% в многовалковой деформирующей машине планетарного типа 12 в направлении продольной оси полосы 1 с величиной накопленной степени деформации, равной 20-:-40%. Эта дополнительная деформационная обработка направлена на увеличение до оптимальной величины деформационного воздействия в продольном направлении, компенсирует недостаточность деформационного воздействия от прокатки в чистовой группе клетей 10, кроме того, дополнительная упрочняющая деформационная обработка в режиме низкотемпературной ТПО позволяет получить полосу с высокой плоскостностью, и низкой шероховатостью поверхности, соответствующей требованиям на качественный полосовой прокат, что особенно важно для полосы 1 толщиной 1-:-2 мм. Кроме того, при получении в литьевой машине 2 исходной полосовой заготовки 3 толщиной менее 6 мм с высокой продольной серповидностью, полосовую заготовку 3 перед черновой прокатной линией 5 подвергают выглаживающей пластической деформации в многовалковой деформирующей машине планетарного типа 6 в направлении продольной оси полосы 1 с продольным натяжением во входных и выходных парах валков 17, а перед чистовой прокатной линией 10 - в направлении, перпендикулярном продольной оси полосы 1. Это обеспечивает более высокие параметры плоскостности полосы 1.
Таким образом предлагаемое изобретение существенно расширяет технологические возможности при производстве полосы в совмещенных литейно-прокатных агрегатах бесслитковой прокатки, позволяет в широких пределах направленно изменять комплекс механических характеристик полосы, получать изотропную полосу с высоким уровнем плоскостности и низкой шероховатости поверхности, соответствующих требованиям на качественный полосовой прокат.
Пример 1.
Производили рулонную полосу 6×1250 мм ст.17ГС на литейно-прокатном агрегате бесслитковой прокатки. В машине для литья отливали тонкий сляб толщиной 40 мм, который затем прокатывали в черновой линии прокатки, состоящей из четырех прокатных клетей кварто, с использованием первичного литейного нагрева и выравнивающего подогрева по ширине тонкого сляба в проходной печи с роликовым подом. Затем после черновой прокатной линии полученный полосовой подкат толщиной 16 мм охлаждали, со скоростью 50°С/сек до температуры 920°С, и при этой температуре подвергали дополнительной пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформацией 10% и частотой 150 сек-1 в многовалковой деформирующей машине планетарного типа в перпендикулярном продольной оси полосы направлении с величиной накопленной степени деформации 45%, что в 1,15 раза превышало суммарною прокатную деформацию в предыдущей черновой прокатной линии. Полученный подкат подавали в промежуточную печь, свертывали его в печи в рулон, далее подогретый в печи до температуры 980°С подкат перед задачей в чистовую линию прокатки повторно подвергали дополнительной пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 10% и частотой 150 сек-1 в многовалковой деформирующей машине планетарного типа в перпендикулярном продольной оси полосы направлении с величиной накопленной степени деформации 45%, что в 1,15 раза превышало суммарную прокатную деформацию в последующей чистовой прокатной линии. Это предотвращало развитие анизотропии механических характеристик в полосе при чистовой прокатной деформации. Затем полученную прокатанную полосу ускоренно охлаждали в линии ускоренного охлаждения до температуры 600°С и при этой температуре подвергали дополнительной пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 10% и частотой 150 сек-1 в многовалковой деформирующей машине планетарного типа в направлении с минимальными механическими характеристиками под углом 45 градусов к продольной оси полосы с величиной накопленной степени деформации 60%, затем обработанную полосу ускоренно охлаждали в линии ускоренного охлаждения со скоростью 50°С/сек, обрезали передний конец в ножницах и свертывали в рулон моталками. Описанный способ производства и упрочняющей обработки обеспечивал получение изотропного полосового проката с повышенным уровнем прочностных характеристик и высокой пластичностью для последующей профилегибки в шпунтовой профиль повышенной жесткости с поперечными радиусами гибки (l,5-:-2)h.
Пример 2.
Производили рулонную полосу 2,0×1250 мм ст.08Ю на литейно-прокатном агрегате бесслитковой прокатки. Полосовую заготовку толщиной 5 мм, полученную в литьевой валковой машине перед черновой прокатной линией при температуре 1050°С, подвергали выглаживающей пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 9% в многовалковой деформирующей машине планетарного типа в перпендикулярном продольной оси полосы направлении с величиной накопленной степени деформации, равной 50%, при этом полосовую заготовку удерживали под натяжением между входными и выходными парами валков многовалковой деформирующей машины. Затем прокатанный в черновой прокатной линии полосовой подкат толщиной 4 мм задавали в проходное нагревательное устройство с возможностью позонного нагрева для выравнивания температуры по ширине полосового подката, далее нагретый полосовой подкат при температуре 950°С подвергали пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 5% в многовалковой деформирующей машине планетарного типа в направлении продольной оси полосы с величиной накопленной степени деформации, равной 25%, затем полосовой подкат задавали в чистовую прокатную линию и прокатывали на конечную толщину полосы 2 мм, далее полосу ускоренно охлаждали со скоростью 45°С/сек до температуры 560°С и при этой температуре подвергали пластической деформации осциллирующим знакопеременным изгибом с величиной единичной деформации 5% в многовалковой деформирующей машине планетарного типа в направлении продольной оси полосы с величиной накопленной степени деформации, равной 25%. Затем обработанную полосу ускоренно охлаждали в линии ускоренного охлаждения со скоростью 50°С/сек, обрезали передний конец в ножницах и свертывали в рулон моталками. Описанный способ производства и упрочняющей обработки обеспечивал получение изотропного полосового проката с повышенным уровнем пластичности и высокой плоскостностью для последующей глубокой вытяжки стакана корпуса амортизатора. Полученный полосовой прокат полностью соответствовал требованиям на высококачественный полосовой прокат по стандарту DIN 10051.
Способ получения прямоугольной заготовки и устройство для его осуществления
Способ производства сортового проката из металлолома и устройство для его осуществления
Мобильный металлургический комплекс
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ непрерывной горизонтальной разливки стали и устройство для его осуществления
Способ изготовления шпунтового профиля повышенной жесткости
Способ производства сортового проката из демонтированного железнодорожного рельса
Способ производства железнодорожного рельса
Способ строительства здания с использованием угловых стеновых панелей и конструкция несущей угловой стеновой панели для осуществления способа
Способ получения прямоугольной заготовки и устройство для его осуществления
Способ производства сортового проката из металлолома и устройство для его осуществления
Мобильный металлургический комплекс
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ непрерывной горизонтальной разливки стали и устройство для его осуществления
Способ изготовления шпунтового профиля повышенной жесткости
Способ производства сортового проката из демонтированного железнодорожного рельса
Способ производства железнодорожного рельса
Способ строительства здания с использованием угловых стеновых панелей и конструкция несущей угловой стеновой панели для осуществления способа

