Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ
Вид РИД
Изобретение
Область техники
Изобретение относится к области металлургии, в частности к термической обработке рельсов, в т.ч. железнодорожных рельсов.
Предшествующий уровень техники
Известна система охлаждения горячекатаной длинной стальной балки, в частности рельса (RU 2450877 WO 2009/107639 МПК B21B 45/02), содержащая множество камер, расположенных в продольном направлении прокатанной стальной балки, при этом каждая из множества камер выполнена с дутьевым отверстием, обращенным от камеры к прокатанной стальной балке, для выдувания сжатого воздуха для охлаждения, вводимого в камеру через впускное отверстие для газа, соединенное с камерой, сопловой пластиной с множеством сопловых отверстий, расположенной на дутьевом отверстии таким образом, что она обращена к прокатанной стальной балке, соплом для подачи охлаждающей воды в камеру и выпрямляющей пластиной, расположенной между впускным отверстием для газа и соплом для подачи охлаждающей воды и предотвращающей непосредственный удар сопловой пластины сжатым газом для охлаждения, вводимым через впускное отверстие для газа, при этом система охлаждения выполнена с возможностью распыления охлаждающей среды, полученной смешиванием охлаждающей воды, подаваемой через сопло для подачи охлаждающей воды, и сжатого газа для охлаждения, вводимого через впускное отверстие для газа и выпрямленного выпрямляющей пластиной в направлении прокатанной стальной балки через сопловые отверстия сопловой пластины, для равномерного охлаждения поверхностей прокатанной стальной балки.
Данный способ характеризуется тем, что процесс термообработки рельса осуществляется средой с постоянной охлаждающей способностью, что не обеспечивает гибкого изменения скорости охлаждения в процессе термообработки одного рельса для получения оптимальных характеристик рельса.
Недостатком системы является то, что сопла, подающие воду, расположены после выпрямляющей пластины и подают воду непосредственно на сопловые пластины, что не позволяет получить достаточно равномерное распределение воды в воздушной среде. Поэтому образуется неравномерное распределение охлаждающей среды (водо-воздушной смеси) по сопловой пластине. В результате это приводит к неравномерному распылению охлаждающей среды через сопловые отверстия и соответственно к неравномерному охлаждению термообрабатываемой поверхности рельса (стальной балки).
Другим недостатком является средство достижения равномерности распределения воздуха в камере, а именно выпрямляющая пластина, установленная в горизонтальном положении в широкой части камеры с образованием такого зазора, при котором сжатый газ для охлаждения, проходя между боковыми краями выпрямляющей пластины и внутренними стенками широкой части камеры, равномерно распределяется в узкой части камеры. Для обеспечения равномерности распределения воздуха к установке выпрямляющей пластины, с точки зрения авторов заявляемого изобретения, должны предъявляться высокие требования, т.к. при незначительных отклонениях при монтаже в камере происходит существенное перераспределение воздуха в камере.
Кроме того, достижению технического результата, указанного в этом патенте, способствует форма камеры, которая образована широкой частью, выполненной широкой для обеспечения впуска газа, узкой частью, ширина которой меньше, чем у широкой части, и наклонной частью, которая соединяет между собой широкую и узкую части, при этом дутьевое отверстие расположено в конце узкой части.
Такая сложная форма камер является недостатком с точки зрения удобства конструирования, компоновки и монтажа устройств для термообработки рельсов. Практический опыт показывает, что форма коллекторов определяется исходя из конкретных условий проектирования установки термообработки и целесообразно использование различных форм верхних, нижних, боковых коллекторов, например, для термообработки рельсов переменного и/или несимметричного профиля, или длинномерных стальных профилей, или конструирования установок в стесненных производственных условиях.
Известно изобретение - способ и устройство для термической обработки рельса (патент RU 2456352 C21D 9/04), содержащее механизмы загрузки, выгрузки, позиционирования и фиксации рельса, турбокомпрессор, систему воздуховодов и коллекторов с сопловыми отверстиями для подачи охлаждающей среды одновременно на головку и подошву рельса, механизмы позиционирования воздуховодов и коллекторов с сопловыми отверстиями, систему регулирования подачи охлаждающей среды, систему контроля температуры, отличающееся тем, что оно имеет систему импульсной квазинепрерывной и/или непрерывной инжекции воды в воздушный поток, содержащую емкость для воды, систему водных трубопроводов, регуляторы расхода и давления воды в виде управляемых клапанов и управляемых регулирующих клапанов, импульсные инжекторы с системой управления для инжектирования воды в импульсном квазинепрерывном и/или непрерывном режиме в поток воздушной среды с регулируемым изменением степени влажности воздуха и ее давления для обеспечения изменения охлаждающей способности среды, при этом механизмы загрузки, выгрузки, позиционирования и фиксации рельса выполнены с возможностью расположения рельса в процессе обработки положением головкой вниз. Описанный способ позволяет задавать режим охлаждения и управлять скоростью охлаждения рельса, но на входе охлаждающей среды в коллектор появляется неравномерность потока охлаждающей среды из-за резкого изменения скорости потока в связи с разностью сечений (сечение трубопровода газа существенно меньше сечения коллектора), что приводит к недостаточно равномерному распределению охлаждающей среды внутри коллектора.
Раскрытие изобретения
Техническим результатом является одновременное сопряжение отличающихся по форме сопрягаемых поверхностей трубопровода и коллектора и плавное изменение скорости потока охлаждающей среды на входе в коллектор, а также рассечение потока охлаждающей среды внутри коллектора, что в совокупности способствует равномерному распределению потока охлаждающей среды в коллекторе и получению требуемого (заданного) равномерного распределения охлаждающей среды на поверхности рельса.
Технический результат достигают в устройстве для термической обработки рельса, содержащем систему трубопроводов газа, трубопроводов воды, систему импульсной квазинепрерывной и/или непрерывной инжекции воды в газовый поток, включающей импульсные инжекторы с системой управления для инжектирования воды в импульсном квазинепрерывном и/или непрерывном режиме в поток газовой среды с регулируемым изменением степени влажности газа и его давления для обеспечения изменения охлаждающей способности среды, охлаждающие модули, каждый из которых содержит верхний, и/или боковой, и/или нижний коллекторы для подачи охлаждающей среды одновременно на головку и подошву рельса, в котором согласно изобретению трубопроводы подачи газовой среды сопряжены с коллекторами посредством переходных фланцев с встроенными инжекторами, выпускные отверстия которых направлены в трубопроводы газовой среды для формирования охлаждающей среды, при этом, по крайней мере, в верхних коллекторах установлены рассекатели.
Краткое описание чертежей:
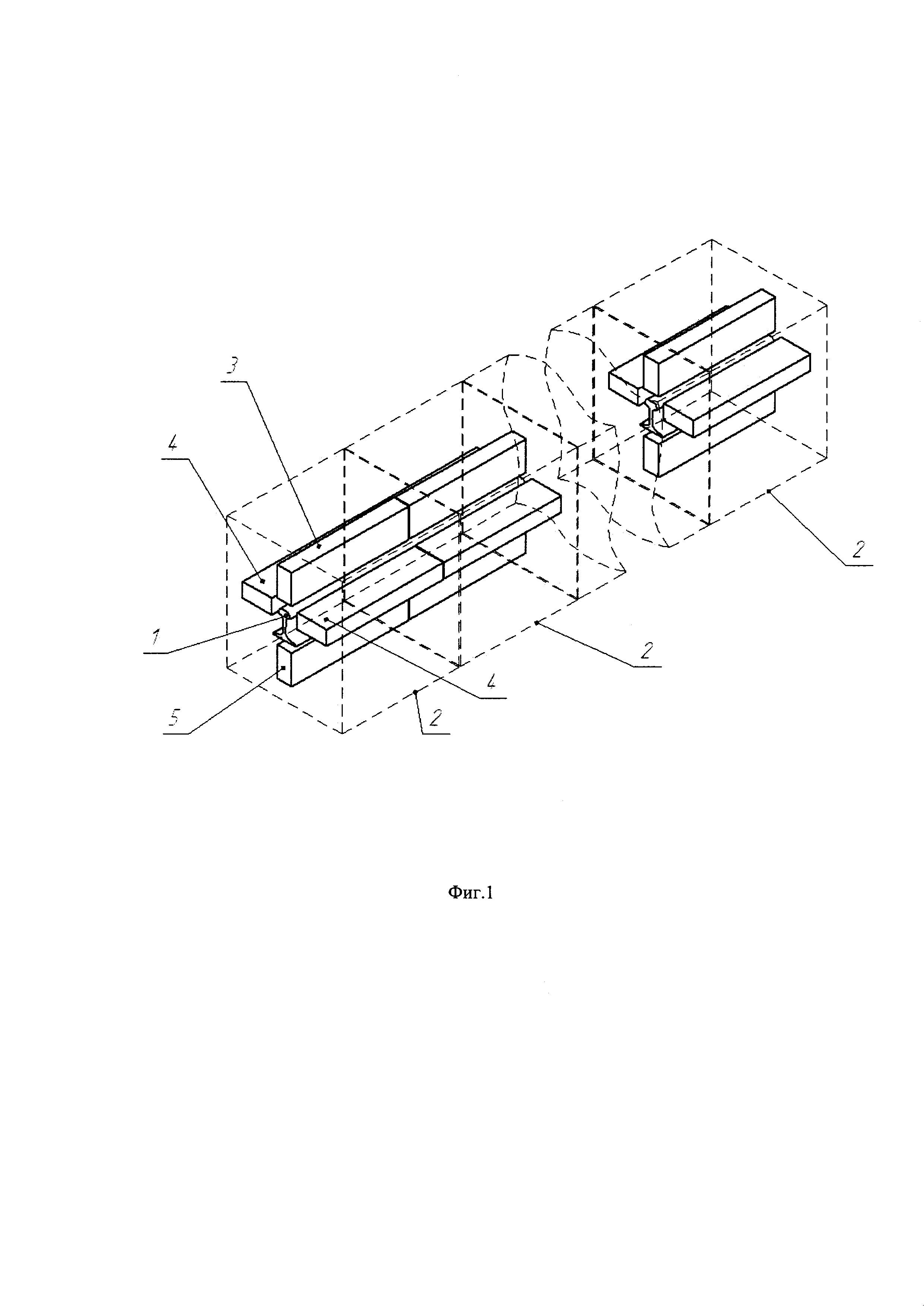
Фиг. 1 - схематичный вид расположения модулей охлаждения
1 - рельс
2 - модуль охлаждения
3 - коллектор верхний
4 - коллектор боковой
5 - коллектор нижний
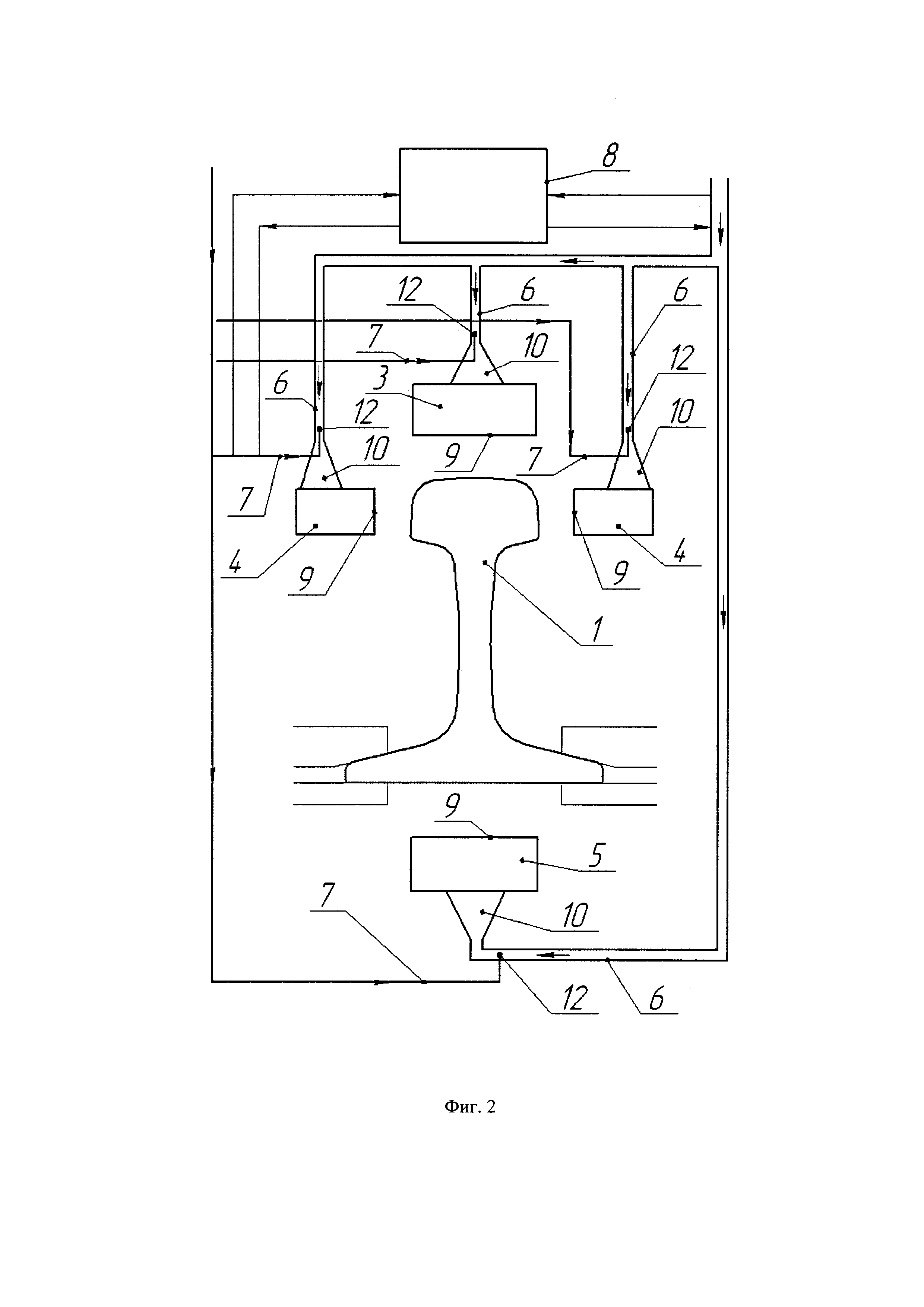
Фиг. 2 - схематичный вид модуля охлаждения, где
1 - рельс
3 - коллектор верхний
4 - коллектор боковой
5 - коллектор нижний
6 - трубопроводы газовой среды
7 - трубопроводы воды
8 - система управления
9 - решетка с направляющими отверстиями
10 - переходной фланец
12 - инжектор
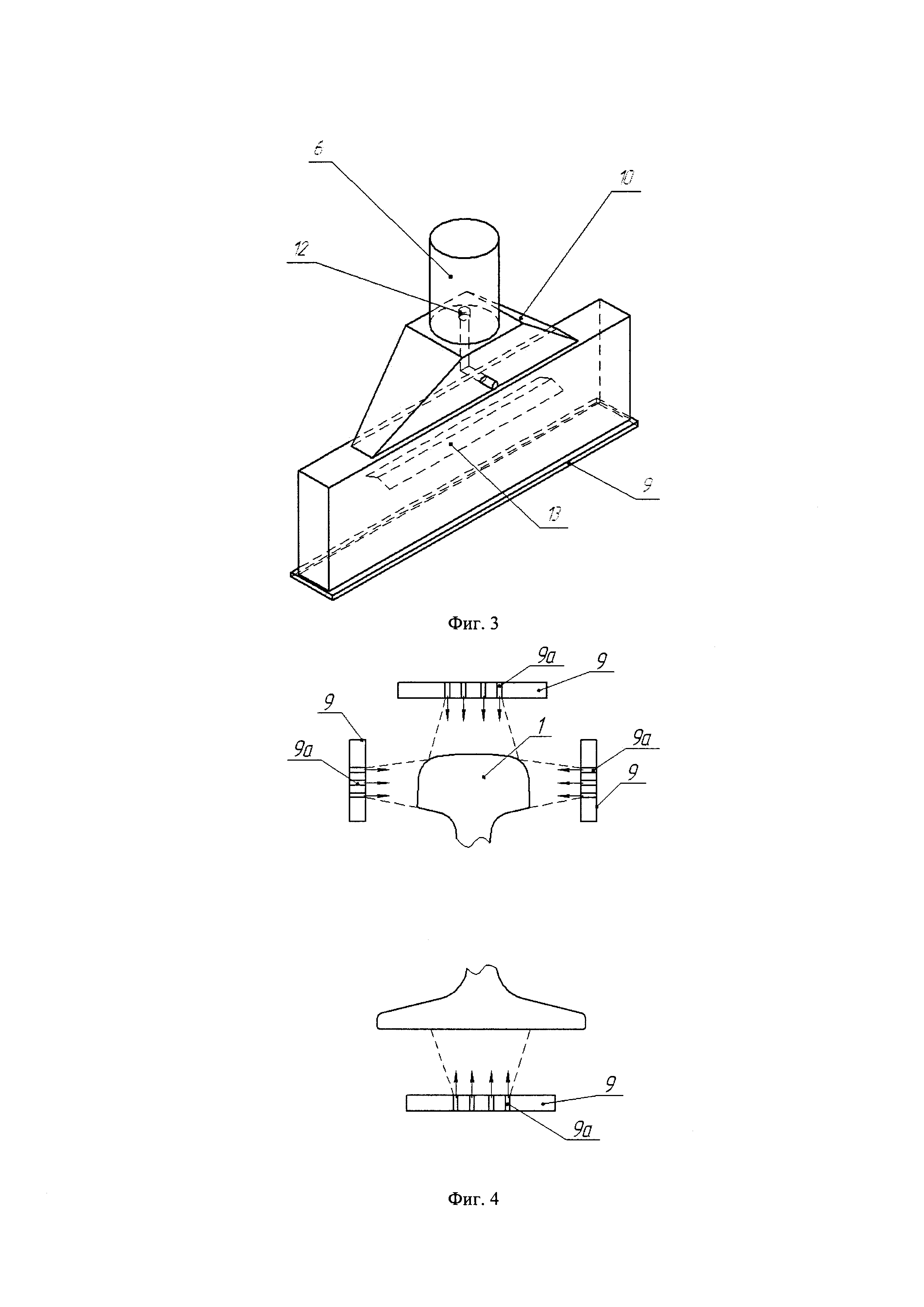
Фиг. 3 - схематичный вид коллектора с переходным фланцем (вариант I)
3 - коллектор
6 - трубопровод подачи газовой среды
7 - трубопроводы воды
10 - переходный фланец
11 - отверстие ввода охлаждающей среды
12 - инжектор
13 - рассекатель
Фиг. 4 - схематичный вид рельса с решетками коллекторов
1 - рельс
9 - решетка
9а - направляющие отверстия
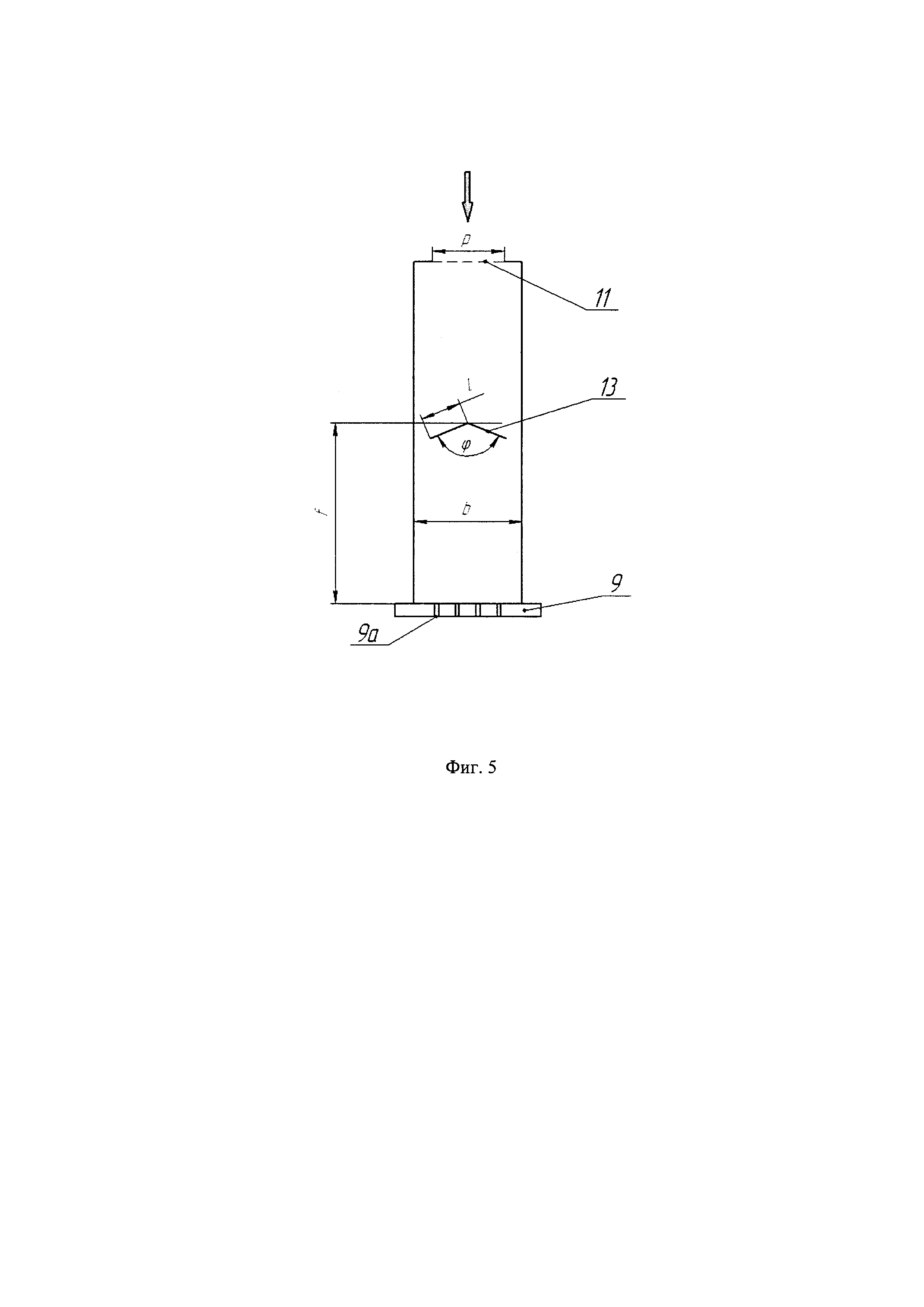
Фиг. 5 - схематичный вид рассекателя в коллекторе
3 - коллектор
9 - решетка
9а - направляющие отверстия
13 - рассекатель
11 - отверстие ввода охлаждающей среды.
l - ширина ската рассекателя;
ϕ - угол между скатами рассекателя
b - ширина решетки
f - расстояние от рассекателя до решетки
p - ширина входного отверстия 11 коллектора
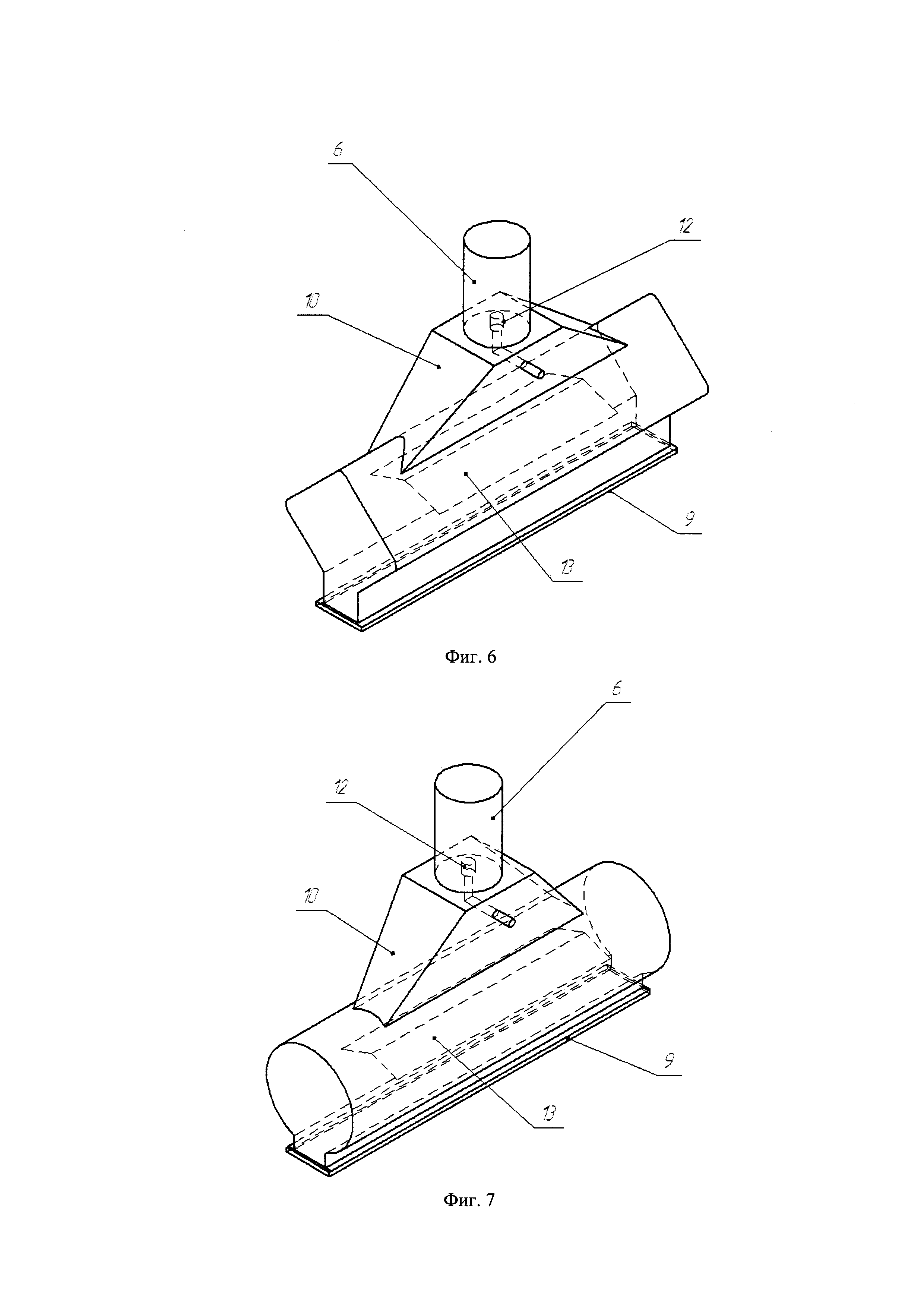
Фиг. 6 - схематичный вид коллектора с переходным фланцем (вариант II).
Фиг. 7 - схематичный вид коллектора с переходным фланцем (вариант III).
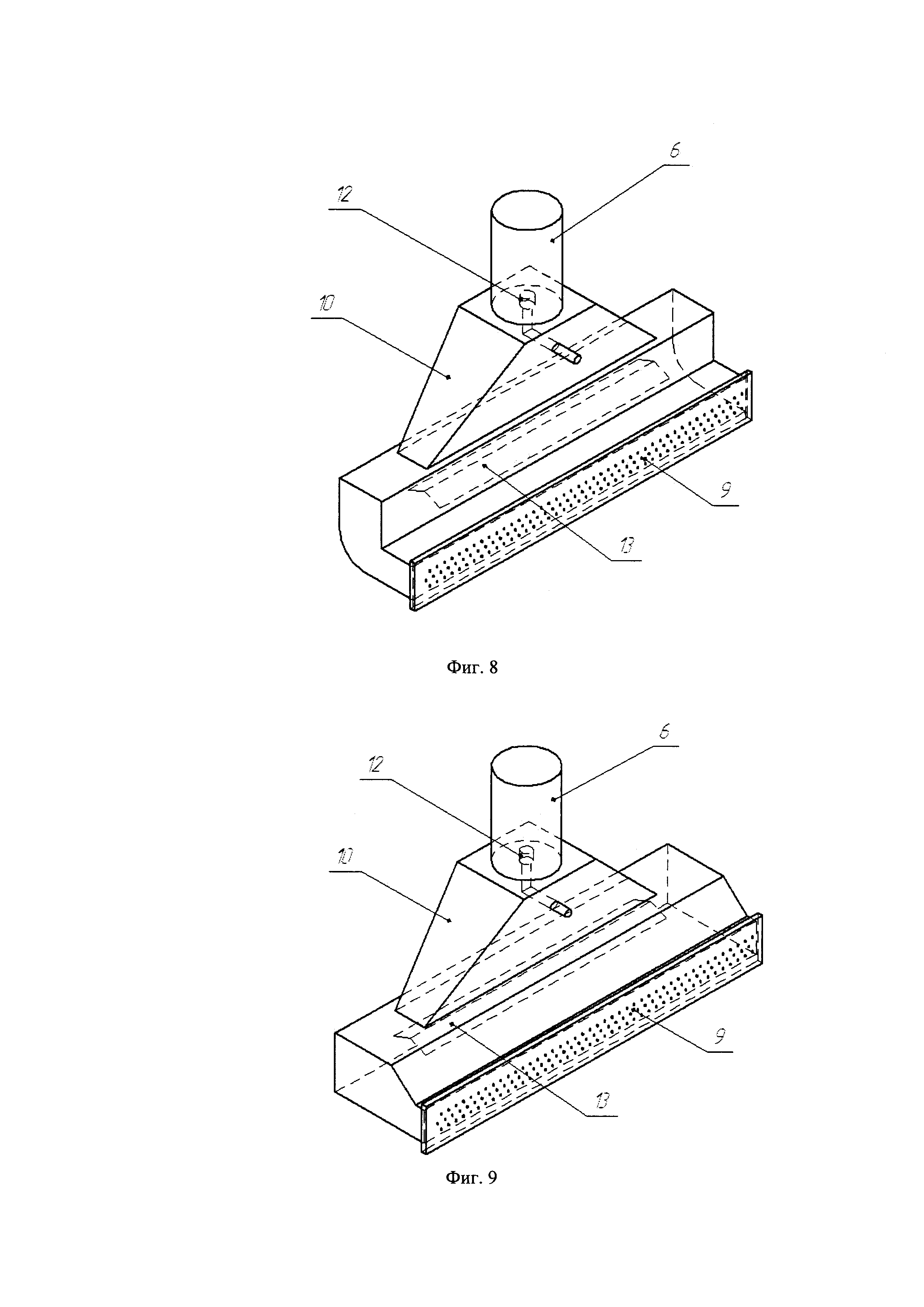
Фиг. 8 - схематичный вид коллектора с переходным фланцем (вариант IV).
Фиг. 9 - схематичный вид коллектора с переходным фланцем (вариант V).
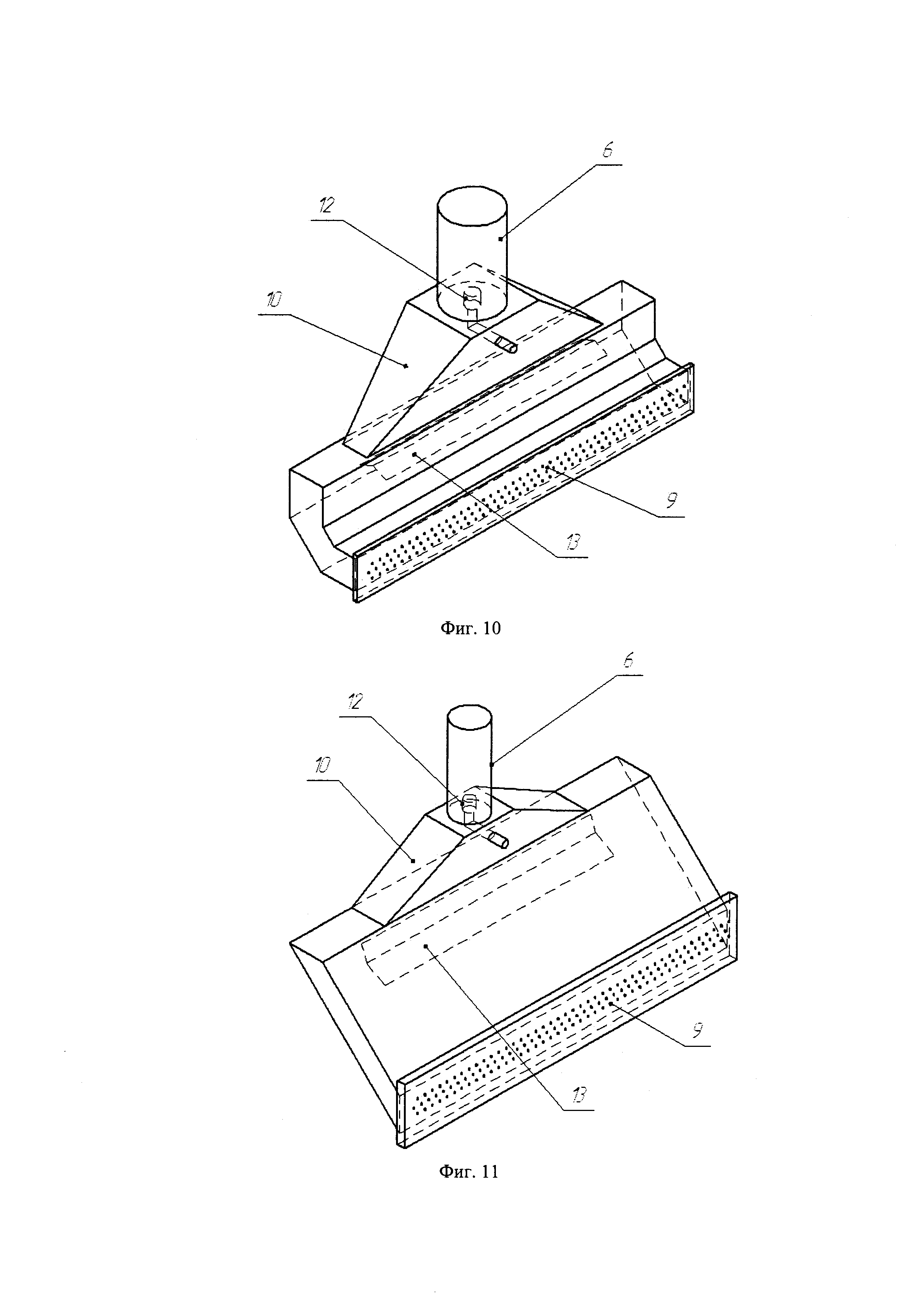
Фиг. 10 - схематичный вид коллектора с переходным фланцем (вариант VI).
Фиг. 11 - схематичный вид коллектора с переходным фланцем (вариант VII).
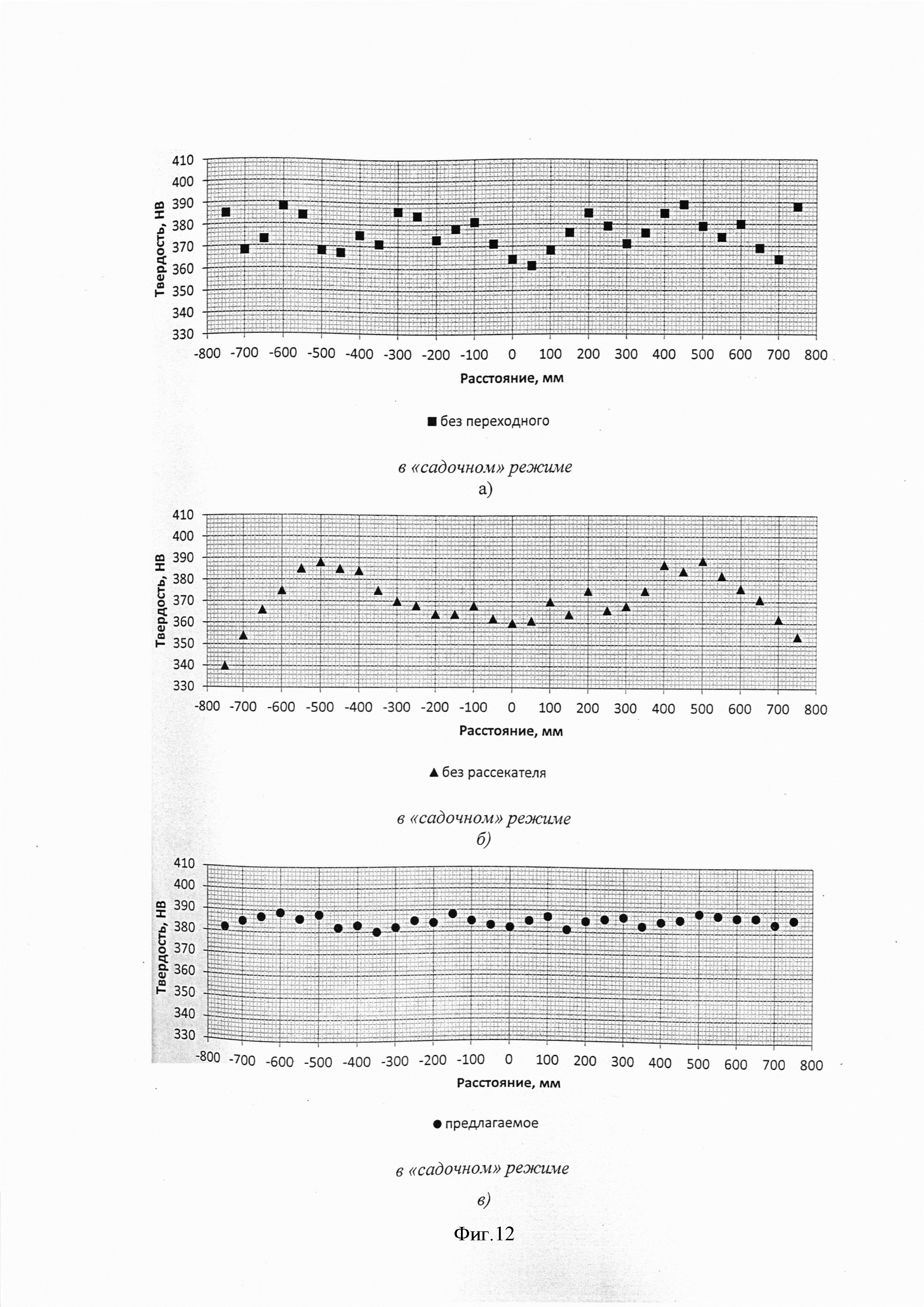
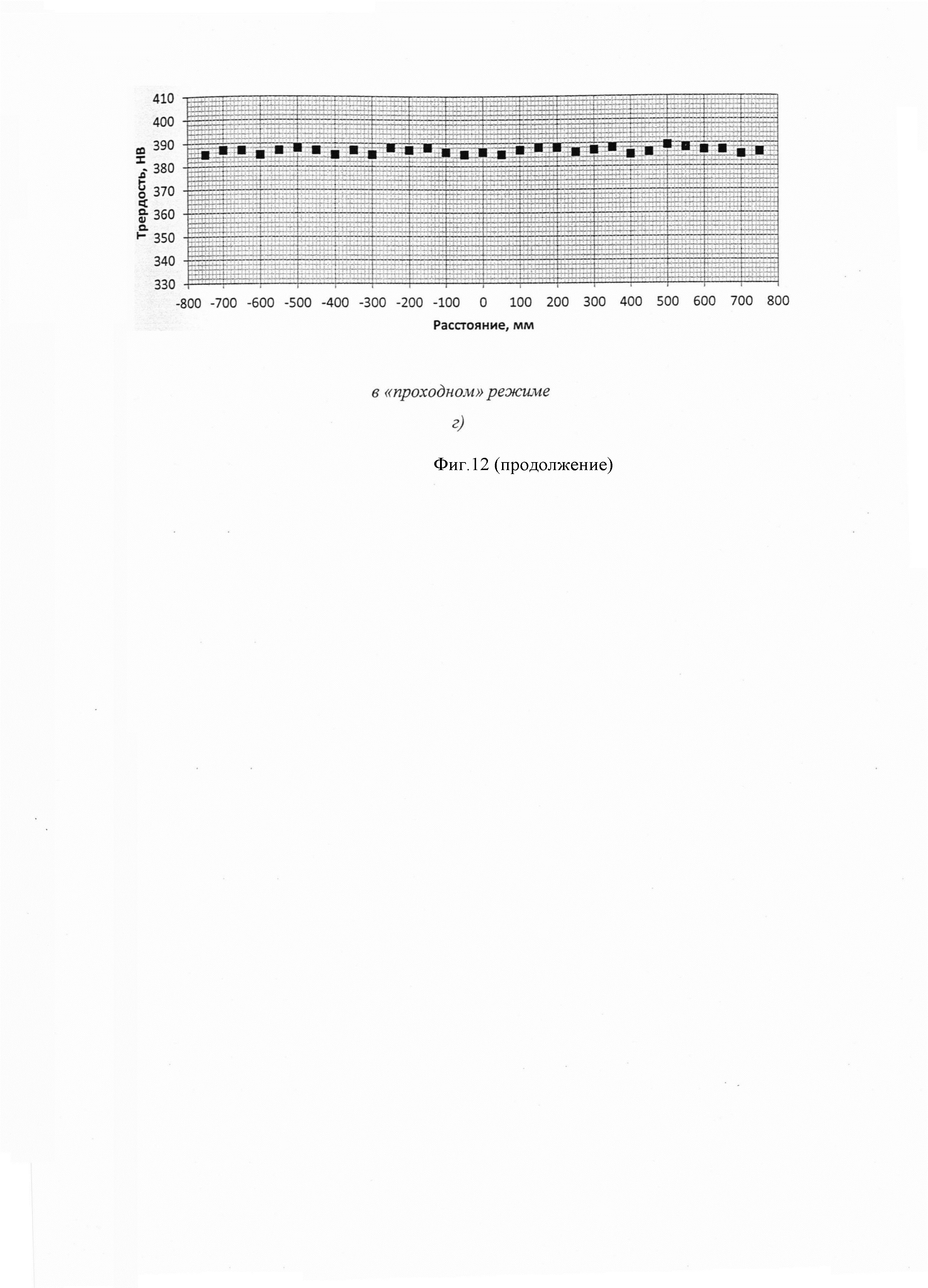
Фиг. 12 а, б, в, г - графики распределения твердости по длине рельса.
Предпочтительный вариант изобретения
Вдоль длины рельса 1 (фиг. 1), последовательно размещены модули охлаждения 2. Количество охлаждающих модулей 2 определяют т.о., чтобы обеспечить одновременно охлаждение всей длины рельса 1. Каждый модуль охлаждения 2 может содержать: верхний 3 коллектор, и/или один боковой 4 коллектор, и/или два боковых 4 коллектора и/или нижний 5 коллектор (фиг. 1), расположенные вдоль соответствующих охлаждаемых поверхностей рельса 1. Коллекторы 3, 4, 5 соединены с системой трубопроводов 6 газовой среды, соединенной с системой трубопроводов 7 воды. Система 8 (фиг. 2) импульсной квазинепрерывной и/или непрерывной инжекции воды в газовый поток.
Предпочтительно выполнение коллекторов 3, 4, 5 в форме продольно-ориентированного параллелепипеда (фиг. 3), или других (различных) видов форм в зависимости от типов термообрабатываемых поверхностей и условий компоновки модулей охлаждения 2. Некоторые возможные варианты приведены на фиг. 6, 7, 8, 9, 10, 11. Коллектор 3, 4, 5 имеет входное отверстие 11, обеспечивающее ввод охлаждающей среды, а сторона, обращенная к поверхности рельса 1, представляет собой решетку 9 (фиг. 2) с направляющими отверстиями 9а (фиг. 4, 5) для подачи охлаждающей среды на термообрабатываемые поверхности рельса. Площадь входного отверстия 11 коллектора может быть меньше или равна площади решетки 9 коллектора. Кроме того, входное отверстие 11 коллектора 3, 4, 5 может быть расположено как параллельно, так и под углом к решетке 9 с направляющими отверстиями 9а. Трубопровод 6 газа сопряжен с коллектором 3, 4, 5 переходным фланцем 10 (фиг. 2, 3), который наилучшим образом обеспечивает соединение трубопровода 6 газа и коллектора 3, 4, 5, существенно отличающихся по форме сопрягаемых поверхностей, и одновременно обеспечивает плавное изменение скорости потока охлаждающей среды на входе в коллектор.
В переходном фланце 10 встроен инжектор 12, т.о., что его выпускное отверстие направлено в трубопровод 6 газовой среды (фиг. 3) для формирования охлаждающей среды. В коллекторе 3, 4, 5 установлен рассекатель 13 (фиг. 3, 5), обеспечивающий рассечение потока охлаждающей среды внутри коллектора. Рассекатель 13 представляет собой двускатную поверхность (фиг. 5). Длина рассекателя 13, как правило, имеет от 0,5 до 0,9 длины коллектора, ширину l ската рассекателя рассчитывают по формуле:
 ,
,
где p - ширина входного отверстия 11,
ϕ - угол между поверхностями ската рассекателя, при этом ϕ<180,
b - ширина коллектора.
При ширине ската рассекателя l=b/(2sin(ϕ/2)) рассекатель перекроет сечение коллектора по ширине полностью и весь поток охлаждающей среды будет перенаправлен из входного отверстия 11 коллектора только на торцевые участки коллектора, что приведет к неоднородности потока охлаждающей среды на поверхности рельса. При l<p/(2sin(ϕ/2)) часть потока охлаждающей среды пойдет прямо на отверстия решетки, что также приведет к неоднородности потока. Это приведет к более высокой скорости истечения охлаждающей среды из направляющих отверстий 9а, как следствие, к более высокой скорости охлаждения поверхности рельса в этих местах, в результате чего образуется неоднородность свойств рельса по длине.
Установка в коллекторе рассекателя 13 симметрична относительно входного отверстия 11 и приводит к разделению потока на равные части.
Возможно использование рассекателя 13, имеющего поверхность с круглыми отверстиями, и/или пазами прямоугольной, и/или другой формы. Кроме того, поверхность рассекателя 13 по длине может иметь переменную ширину.
Наличие переходных фланцев, двускатных рассекателей и решеток с направляющими отверстиями позволяет использовать коллекторы разнообразных форм для дифференцированной термообработки (в соответствии с типами термообрабатываемых изделий).
Предпочтительный вариант установки рассекателей 13 в коллекторах 3, 4, 5. Возможны варианты устройства, когда рассекатель 13 может быть установлен только в коллекторах 3 или 4, или 5, или 3 и 4, или 3 и 5, или 4 и 5, что позволит использовать предложенное устройство, например, для рельсов переменного и/или несимметричного профиля или длинномерных симметричных и/или несимметричных стальных профилей.
Устройство работает следующим образом:
Устройство позволяет проводить регулируемое дифференцированное охлаждение как в «проходном», так и «садочном» режимах. В «проходном» режиме охлаждения рельс перемещается относительно модулей охлаждения с программно задаваемой скоростью. В «садочном» режиме охлаждения рельс неподвижен относительно модулей охлаждения. Рельс 1 с прокатного или отдельного нагрева подают в закалочное устройство, позиционируют его относительно модулей охлаждения 2. Охлаждение начинают с температуры не ниже температуры аустенизации рельса.
Турбокомпрессор (не показан) по трубопроводам 6 подает газ. Воду, поступающую по трубопроводам 7, инжекторы 12, встроенные в переходный фланец 10, инжектируют в трубопроводы 6 газовой среды, где смешивание воды с газом приводит к образованию охлаждающей среды. Система управления 8 в зависимости от температуры и влажности окружающей среды регулирует подачу массового расхода газа, обеспечивая заданное давление в коллекторах 3, 4, 5, и инжектируемой воды, регулируя их массовое соотношение в заданном интервале для получения охлаждающей среды с заданными характеристиками, что обеспечивает заданную (постоянную/требуемую) скорость истечения потока охлаждающей среды
Полученная охлаждающая среда из трубопровода 6 через переходный фланец 10, способствующий снижению сопротивления потоку охлаждающей среды, и входное отверстие 11 поступает в коллекторы 3, 4, 5, где рассекатель 13 внутри коллекторов 3, 4, 5 рассекает поток охлаждающей среды и обеспечивает равномерность ее распределения по объему коллекторов.
Далее охлаждающая среда через направляющие отверстия 9а решетки 9 коллекторов 3, 4, 5 направляется на соответствующие охлаждаемые поверхности рельса 1.
Пример реализации
Термообработке подвергали полнопрофильные пробы рельсов типа Р65 длиною 1,6 метров, вдоль рельса последовательно установлены два модуля охлаждения, содержащие верхний, два боковых и нижний коллекторы, чтобы иметь возможность оценить равномерность потока на поверхности рельса как по длине одного (любого) коллектора, так и в местах примыкания (соединения) модулей охлаждения. Пробы рельсов были выбраны из одной плавки стали К76Ф химического состава: 0,78% углерода, 0,93% марганца, 0,36% кремния, 0,077% ванадия, 0,038% хрома, 0,009% фосфора, 0,004% серы. Нагрев рельсовых проб проводили в экспериментальной печи садочного типа. Температура нагрева рельсов под закалку составляла 850°C. Охлаждение проб осуществляли по программно-заданному режиму для данного химического состава плавки рельса по патенту №2456352 МПК C21D 9/04 C21D 11/00 с использованием предложенного устройства. Этот же тип рельсовых проб опробовали в «проходном» режиме в соответствии с заявками на патент RU №2011131883, RU №2011144110.
Макро- и микроструктура термообработанных образцов оценивалась на полнопрофильных темплетах. В макроструктуре темных и светлых полос не наблюдалось, микроструктура представляет собой перлит различной степени дисперсности.
Оценка равномерности термообработки рельсов по длине коллекторов проводилась по твердости НВ, измеряемой по поверхности катания головки (ПКГ) рельса с шагом 50 мм, после снятия поверхностного обезуглероженного слоя до 0,5 мм. Распределение (значения) твердости по Бринеллю на поверхности катания головки рельса приведены на Фиг. 12:
а) для предлагаемого устройства в «садочном» режиме без переходного фланца, но с рассекателем;
б) для предлагаемого устройства в «садочном» режиме с переходным фланцем, но без рассекателя;
в) для предлагаемого устройства в «садочном» режиме с переходным фланцем и рассекателем;
г) для предлагаемого устройства в «проходном» режиме с переходным фланцем и рассекателем.
Из графика на фиг. 12а видно, что разброс твердости в пределах 25 НВ, из графика на фиг. 12б - разброс в пределах 50 НВ. Графики на фиг 12в, 12г показывают, что разброс твердости составляет менее 10 НВ и подтверждает лучший результат по равномерности охлаждения рельса.
Промышленная применимость
Предложенное устройство для термообработки рельсов одновременно решает проблему сопряжения отличающихся по форме сопрягаемых поверхностей трубопровода и коллектора и плавного изменения скорости потока охлаждающей среды на входе в коллектор, а также рассечения потока охлаждающей среды внутри коллектора, что в совокупности способствует равномерному распределению потока охлаждающей среды в коллекторе и получению требуемого (заданного) равномерного распределения охлаждающей среды на поверхности рельса.
Способ определения физической стабильности моторных топлив при их хранении в стационарных резервуарах (цистернах)
Способ и устройство для термической обработки стального изделия
Манипулятор-трипод параллельно-последовательной структуры
Способ определения энергии сгорания углеводородных топлив
Устройство поштучного взвешивания длинномерных изделий
Способ и устройство термической обработки шаров
Способ изготовления остряков стрелочных переводов с использованием промежуточной детали
Способ и устройство термической обработки сварных соединений рельсов
Бункер-питатель для порошкообразных материалов
Тормозной узел
Способ определения физической стабильности моторных топлив при их хранении в стационарных резервуарах (цистернах)
Способ и устройство для термической обработки стального изделия
Манипулятор-трипод параллельно-последовательной структуры
Способ определения энергии сгорания углеводородных топлив
Устройство поштучного взвешивания длинномерных изделий
Способ и устройство термической обработки шаров
Способ изготовления остряков стрелочных переводов с использованием промежуточной детали
Способ и устройство термической обработки сварных соединений рельсов
Индикаторная трубка для определения 1,1-диметилгидразина в воздухе
Способ изготовления рельсовых плетей и комплекс для осуществления способа

