Результат интеллектуальной деятельности: Способ и устройство термической обработки шаров
Вид РИД
Изобретение
Группа изобретений относится к термической обработке изделий и может быть использована в черной металлургии и машиностроении, например, при производстве мелющих шаров. Шары стальные мелющие предназначены для использования в шаровых мельницах барабанного типа в угольной, горнорудной, цементной и других отраслях промышленности. При этом шары выполняют функцию мелющих тел. Качество производимых шаров напрямую зависит от способа их термической обработки.
Из патента CN 201144261, опубликованного 05.11.2008, известно устройство термообработки стальных шаров, содержащее наклонный конвейер для охлаждения и выравнивания температуры шаров, закалочную установку и устройство отпуска. Шары после прокатного нагрева поступают на нижнюю часть наклонного конвейера, погруженную в резервуар с водой, затем, находясь на воздухе, поднимаются вверх по конвейеру. Т.е. охлаждающей средой является сначала вода, а затем окружающий атмосферный воздух. Далее шары по лотку скатываются в желоб закалочной установки, представляющей собой шнековый транспортер с охлаждением шаров проточной водой. По окончании закалки шары помещают в контейнер-накопитель для проведения самоотпуска.
Недостаток данного устройства заключается в том, что на наклонном конвейере нагретые до высокой температуры шары погружают в резервуар с водой, что не исключает трещинообразования, а также приводит к образованию вокруг них паровоздушных пузырей, и следовательно, к неравномерной твердости их поверхности.
Недостатком закалочной установки является повышенный износ шнека и желоба, а также частичное повреждение шаров от их постоянного перемешивания, что приводит к остановам производственного процесса закалки и дополнительным трудозатратам.
Следующий недостаток - это охлаждение шаров при закалке до температуры, обеспечивающей самоотпуск, которая выше температуры начала мартенситного превращения. Это приводит к образованию малого количества мартенсита в микроструктуре, что не позволяет получать шары особо высокой группы твердости (классификация шаров по группам твердости приведена в ГОСТ 7524-89 и ГОСТ 7524-2015).
Известен патент RU 2455369 (опубл. 10.07.2012) «Устройство и способ термической обработки шаров», выбранный за ближайший аналог по объектам «Способ» и «Устройство». Способ термической обработки шаров после штамповочного или прокатного нагрева согласно патенту включает выравнивание температуры по сечению каждого шара естественным путем на воздухе до температуры выше температуры закалки, затем подстуживание шаров до температуры закалки путем орошения их водой. Далее проводят закалку шаров в воде закалочной ванны до температуры 300°C, во время прохождения закалочным барабаном половины оборота. После закалки проводят самоотпуск шаров.
Устройство для осуществления указанного способа содержит конвейер-подъемник для выравнивания температуры шаров при транспортировании, наклонные лотки, оснащенные спреерами для орошения шаров водой, закалочный вращающийся барабан, нижней частью погруженный в воду закалочной ванны, с подводящим и отводящим загрузочными лотками. Шары размещены в секторах закалочного барабана, и закалочная ванна снабжена насосами для подачи и откачки воды. Устройство самоотпуска изготовлено в виде тары, накрытой термоизоляционным кожухом.
Недостатки устройства и способа по указанному патенту:
- Кратковременность процесса выравнивания температуры на конвейере-подъемнике, составляющая, например, 15 секунд для шаров диаметром 120 мм, приводит к недостаточному выравниванию температуры как по сечению шара, так и между шарами.
- Спреерное орошение водой при подстуживании шаров приводит к нежелательному увеличению градиента температуры по сечению шаров, следствием чего является неоднородность микроструктуры и твердости шаров.
- Время пребывания шаров в закалочной среде ограничено, и равно времени полуоборота барабана, т.к. шары находятся ниже оси вращения барабана, чтобы не выпасть из его секторов.
- Время пребывания шаров в закалочной среде регулируется только частотой вращения барабана. И так как возможности такой регулировки ограничены, то для значительной части сортамента невозможно обеспечить необходимые требования технологии закалки. Объясняется это тем, что увеличение времени пребывания шаров в закалочной среде путем снижения частоты вращения барабана приводит к недостаточной скорости движения шаров относительно воды и, как следствие, к образованию паровоздушных пузырей на их поверхности, что снижает качество продукции.
- Шары в секторах закалочного барабана поднимаются/опускаются вместе с барабаном по его окружности, без перемещения относительно барабана, что ухудшает теплоотвод в местах контакта шаров с барабаном из-за отсутствия движения воды возле контактных мест, и следовательно, приводит к пятнистой твердости шаров.
- Поскольку шары в закалочной установке охлаждаются до температуры, обеспечивающей самоотпуск (выше температуры начала мартенситного превращения), это приводит к образованию малого количества мартенсита в микроструктуре, что не позволяет получать шары особо высокой твердости.
Техническая задача, на решение которой направлена заявляемая группа изобретений, заключается в увеличении срока службы мелющих шаров и в гарантированном получении шаров стабильно высокого качества.
Техническим результатом предлагаемой группы изобретений является создание способа и устройства, позволяющих:
- обеспечить большую равномерность температуры поверхности каждого отдельного шара и выравнивание температуры между шарами;
- уменьшить градиент температуры по сечению шаров;
- обеспечить равномерную твердость поверхности шаров;
- улучшить регулирование технологического процесса;
- увеличить содержание мартенситной фазы в микроструктуре закаленных шаров и предотвратить образование паровоздушных пузырей на их поверхности;
- охлаждать шары с однородным воздействием закалочной среды на каждый шар;
- гарантированно получать шары заданной, в том числе особо высокой твердости.
Техническая задача для объекта «способ» решена за счет того, что при осуществлении способа термической обработки шаров после горячештамповочного или прокатного нагрева, включающего выравнивание температуры шаров на воздухе, закалку с температуры закалки в воде, путем охлаждения шаров во вращающемся закалочном барабане, и отпуск, выравнивание температуры шаров на воздухе производят до температуры закалки, при их обособленном единичном размещении, закалку шаров производят до температуры ниже точки начала мартен ситных превращений Мн, при равномерном распределении шаров по рабочей поверхности закалочного барабана и их обособленном размещении в ячейках, с омыванием шаров водой, далее проводят низкотемпературный отпуск шаров в отпускной печи, в которой шары сначала нагревают до температуры отпуска, затем проводят их термостатирование.
Кроме того, после низкотемпературного отпуска производят окончательное охлаждение шаров водой или водовоздушной смесью до температуры не выше 60°C.
Кроме того, выравнивание температуры шаров проводят более 40 секунд.
Кроме того, продолжительность выравнивания температуры шаров регулируют в зависимости от группы твердости, диаметра и химического состава стали.
Кроме того, продолжительность выравнивания температуры шаров регулируют в зависимости от их температуры после горячештамповочного или прокатного нагрева.
Кроме того, закалку проводят при продвижении шаров с определенным тактом вдоль оси барабана.
Кроме того, при закалке шары омывают водой путем подачи на них струй воды из струйных омывателей и/или путем создания мощного осевого потока воды через внутреннюю полость закалочного барабана, для протока воды через ячейки за счет эжекции.
Кроме того, температура отпуска может быть от 150°C до 350°C.
Кроме того, шары при низкотемпературном отпуске размещают на транспортирующем устройстве в один слой.
При этом шары на транспортирующем устройстве могут находиться в теплоизолирующих кожухах, и подвод тепловой мощности осуществляют посредством источников тепла, размещенных на теплоизолирующих кожухах.
При этом источники тепла могут быть электрическими, газовыми, инфракрасными и др.
При этом источники тепла могут быть выполнены в виде газогорелочных нагревательных устройств с регулируемой скоростью истечения нагретой газовой среды.
При этом скорость истечения нагретой газовой среды может быть от 15 м/с до 60 м/с.
Кроме того, окончательное охлаждение шаров осуществляют посредством водяного душирования.
Кроме того, окончательное охлаждение шаров осуществляют посредством распыления на них водовоздушной смеси.
Кроме того, окончательное охлаждение шаров осуществляют посредством их погружения в воду.
Техническая задача для объекта «устройство» решена тем, что устройство термической обработки шаров, как и ближайший аналог, содержит конвейер для выравнивания температуры шаров на воздухе, закалочный барабан, установленный с возможностью вращения в закалочной ванне, и устройство отпуска. В отличие от ближайшего аналога, конвейер снабжен конструктивными элементами для размещения в каждом из них по одному шару, закалочный барабан снабжен ячейками, равномерно распределенными по его рабочей поверхности, выполненными с возможностью перемещения шаров из одной ячейки в другую вдоль оси барабана через окна в неподвижно установленных поперек барабана опорных перегородках, при этом закалочный барабан установлен наклонно, полностью погружен в закалочную среду, и в закалочной ванне установлено омывающее устройство для омывания водой шаров в ячейках, устройство отпуска выполнено в виде отпускной печи, включающей камеру нагрева, камеру выдержки и транспортирующее устройство, причем камеры нагрева и выдержки изготовлены с возможностью подвода к ним тепловой мощности.
Кроме того, устройство оснащено установкой окончательного охлаждения шаров.
Кроме того, шары в конструктивных элементах разделены стенками указанных элементов.
Кроме того, омывающее устройство выполнено в виде струйных омывателей, например, форсунок, трубок, сопел, и/или в виде устройства создания осевого потока воды.
При этом струйные омыватели могут быть установлены с внешней или внутренней стороны закалочного барабана.
Кроме того, ячейки имеют отверстия для улучшения доступа омывающей воды к шарам.
Кроме того, шары на транспортирующем устройстве могут быть закрыты сопряженными между собой теплоизолирующими кожухами.
При этом на теплоизолирующих кожухах установлены источники тепла.
Кроме того, установка окончательного охлаждения включает механизм перемещения шаров и систему охлаждения.
При этом механизм перемещения шаров может быть выполнен в виде вращающегося ротора с продольными углублениями на внешней поверхности для размещения в них шаров.
При этом система охлаждения может быть выполнена в виде гидравлического коллектора.
При этом система охлаждения может быть выполнена в виде устройства распыления водовоздушной смеси.
При этом установка окончательного охлаждения может быть выполнена в виде емкости с водой.
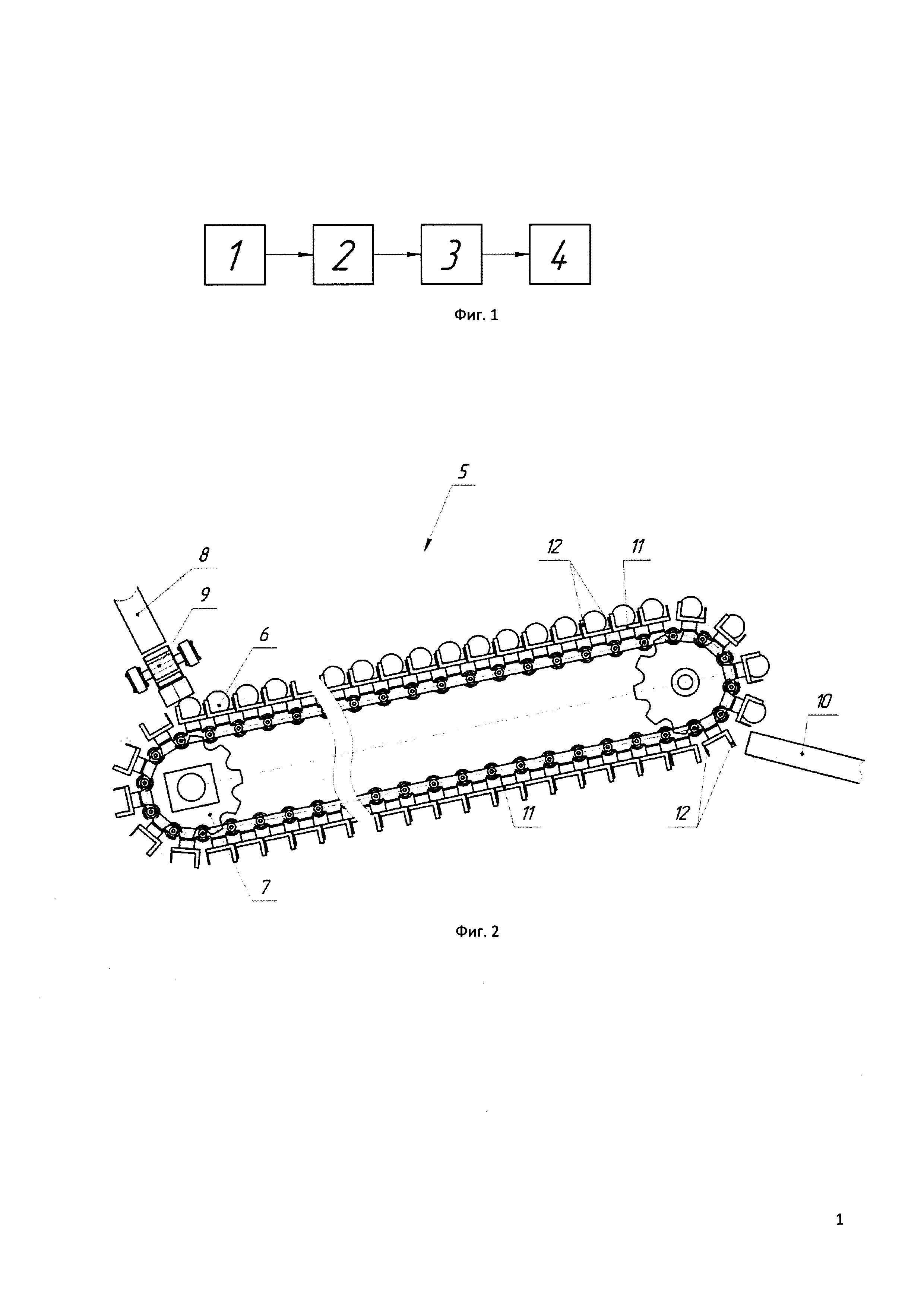
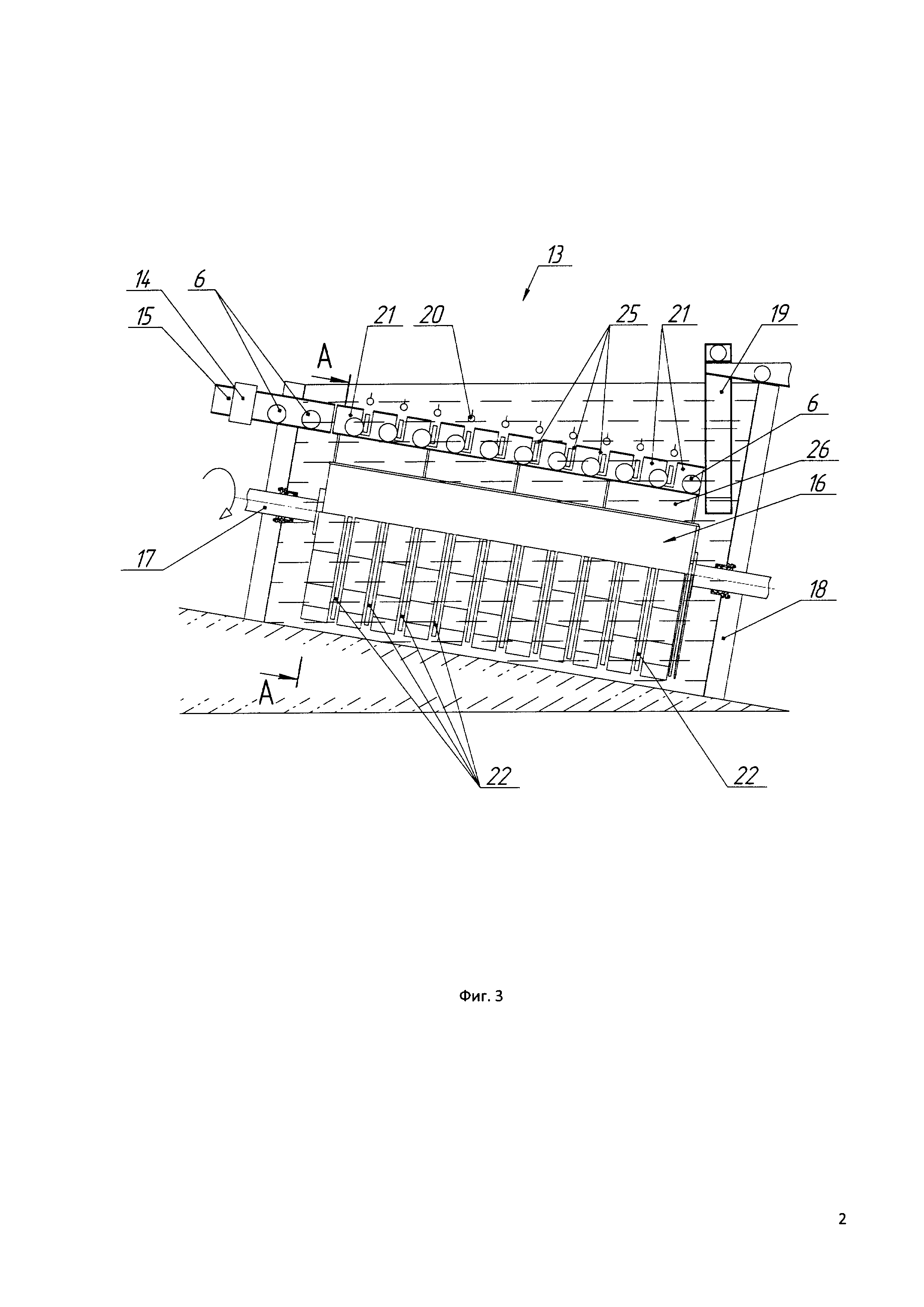
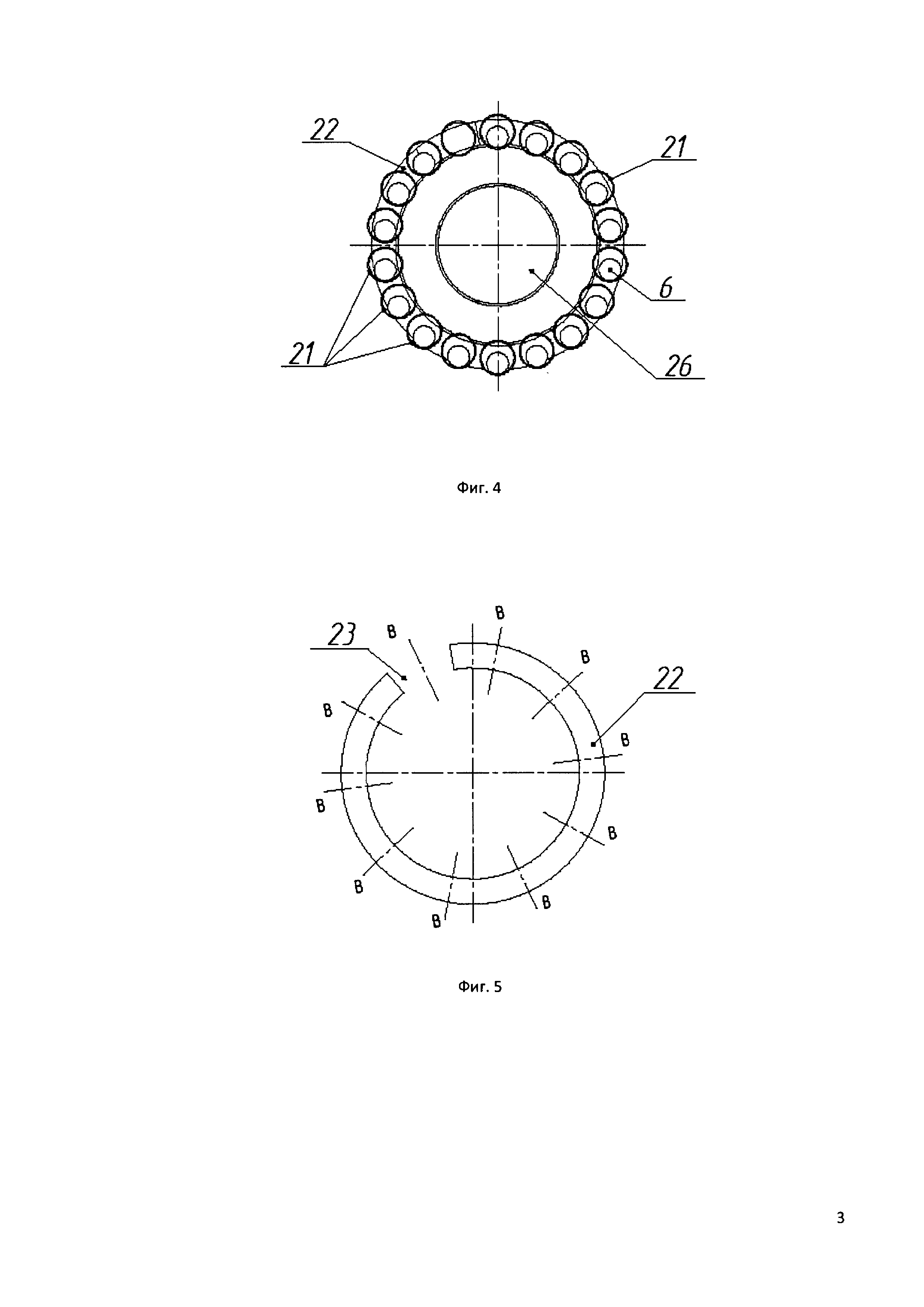
Сущность группы изобретений поясняется следующими чертежами: фиг. 1 - блок-схема способа термической обработки шаров; фиг. 2 - устройство выравнивания температуры; фиг. 3 - закалочная установка; фиг. 4 - вид А-А фиг. 3; фиг. 5 - вид опорной перегородки; фиг. 6 - устройство отпуска шаров; фиг. 7 - установка окончательного охлаждения.
На фиг. 1 схематично изображены стадии способа термической обработки шаров: выравнивание температуры 1, закалка 2, отпуск 3 и окончательное охлаждение 4.
Устройство выравнивания температуры 5 шаров 6, изображенное на фиг. 2, содержит конвейер 7, загрузочный лоток 8, поштучный дозатор 9 и отводной лоток 10. Конвейер 7 снабжен конструктивными элементами 11, например, конусной, коробчатой или другой формы, имеющих боковые стенки 12. Термин «конвейер» в данном контексте означает устройство перемещения обрабатываемых шаров любого известного типа как в виде роторного колеса, так и в виде прямолинейного транспортера. В свою очередь, конвейер 7 в виде прямолинейного транспортера может быть цепным, с регулированием скорости движения тяговой цепи посредством электропривода, причем тяговая цепь может быть установлена на ходовых колесах (на чертеже не показаны).
Предпочтительно параллельное размещение нескольких конвейеров 7 с последовательным прохождением шаров 6 по одному или нескольким из них, для обеспечения регулирования длительности технологической стадии выравнивания температуры.
Закалочная установка 13 (фиг. 3) содержит поштучный дозатор 14, наклонный желоб 15, закалочный барабан 16, приводную ось 17, закалочную ванну 18, механизм выгрузки 19 и омывающее устройство, включающее струйные омыватели 20 и/или устройство создания осевого потока воды (на чертеже не показано). Закалочный барабан 16 снабжен ячейками 21 (фиг. 3, 4), установленными равномерно по его рабочей поверхности, выполненными с возможностью перемещения шаров 6 из одной ячейки 21 в другую вдоль оси барабана 16. При этом поперек барабана 16, на расстоянии предпочтительно одной ячейки, неподвижно установлены опорные перегородки 22, каждая из которых изготовлена с окном 23. Окна 23 в плане равномерно распределены по окружности барабана 16 (см. оси В на фиг. 5). Закалочный барабан 16 установлен наклонно, и закалочная ванна 18 снабжена насосом для подачи и откачки воды. Ячейки 21 могут быть изготовлены в виде трубовидных элементов с отверстиями (на чертеже не показаны) для лучшего доступа омывающей воды к шарам.
Омывающее устройство может быть выполнено в виде струйных омывателей 20, например, форсунок, или трубок, или сопел, подающих струи воды на шары, установленных с внешней или внутренней стороны закалочного барабана 16, и/или в виде устройства создания осевого потока воды (на чертеже не показано), создающего мощный осевой поток воды через внутреннюю полость 26 барабана, с протоком воды через ячейки 21 за счет эжекции. Устройство создания осевого потока воды может быть выполнено в виде насоса или установленной на приводной оси 17 крыльчатки.
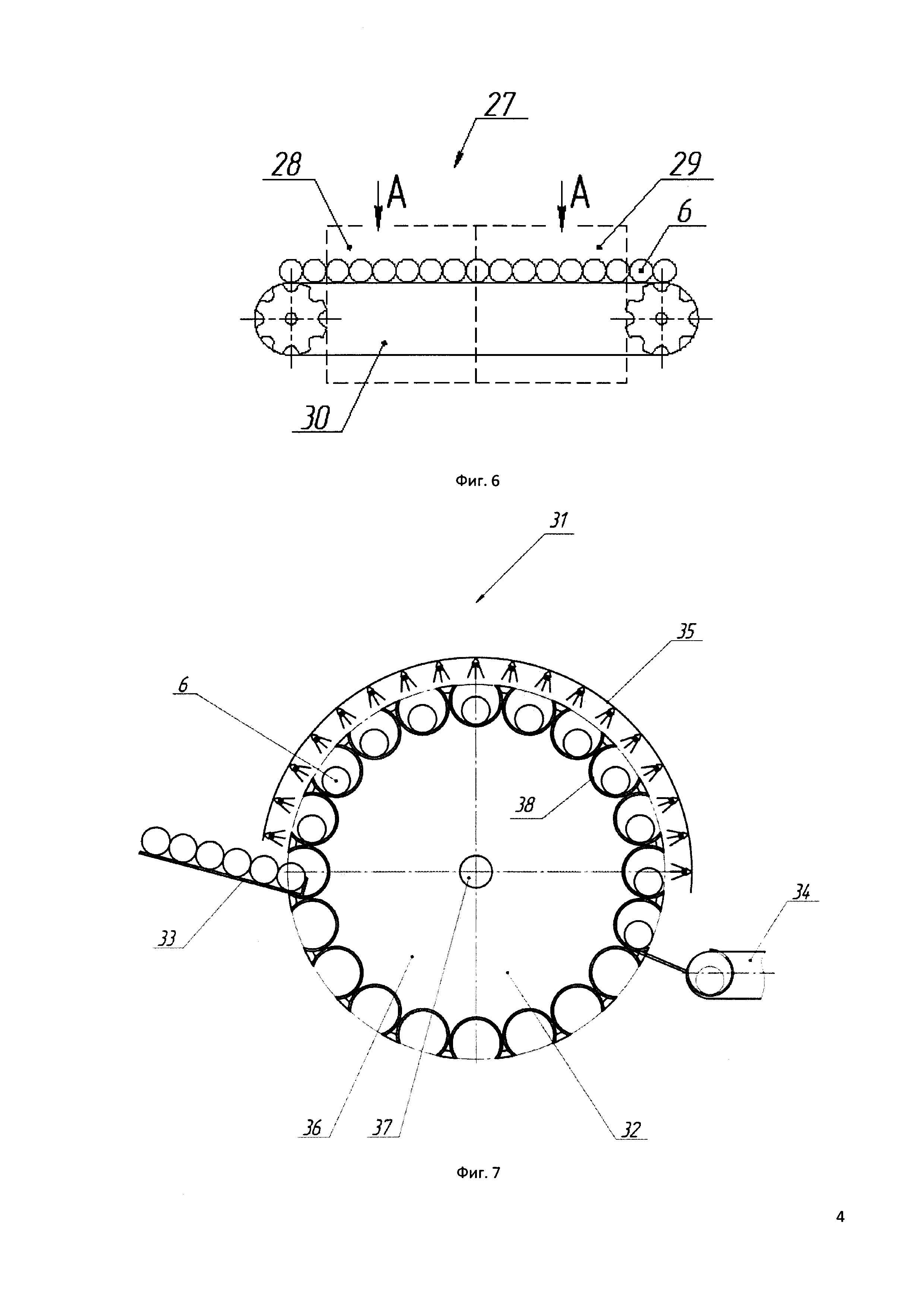
Устройство отпуска выполнено в виде отпускной печи 27 (фиг. 6), включающей камеру нагрева 28, камеру выдержки 29 и транспортирующее устройство 30. Транспортирующее устройство 30 может быть выполнено в виде цепного конвейера с замкнутым цепным контуром, тележечного транспортера и др. Тяговая цепь цепного конвейера может быть снабжена ходовыми колесами. Подвод тепловой мощности к камерам нагрева 28 и камерам выдержки 29 обозначен стрелками А. При этом отпускная печь 27 по способу нагрева может быть электрической, газовой и др. В случае использования газовой нагревательной печи предусмотрен отвод охлажденного теплоносителя (на чертеже не показан).
Установка окончательного охлаждения 31 (фиг. 7) содержит механизм перемещения 32 шаров, подводящий лоток 33, отводной лоток 34 и систему охлаждения, которая может быть выполнена в виде гидравлического коллектора 35 для водяного душирования или устройства распыления водовоздушной смеси. В свою очередь, механизм перемещения 32 может быть выполнен с прямо- или криволинейным перемещением шаров. Например, указанный механизм 32 с криволинейным перемещением шаров по дуге окружности может включать ротор 36, установленный с возможностью вращения на горизонтальном валу 37 и имеющий продольные углубления 38 для размещения в них шаров.
Способ термообработки шаров, реализованный в указанном устройстве, заключается в следующем.
После прокатного или горячештамповочного нагрева шары 6, имеющие температуру 950°C-1050°C, скатываются на загрузочный лоток 8 конвейера 7. Температуру шаров после прокатного или горячештамповочного нагрева контролируют при помощи датчиков температуры, например, оптических пирометров (на чертеже не показаны). Далее через поштучный дозатор 9 шары поступают на конвейер 7, предпочтительно однорядный, где размещаются в конструктивных элементах 11 обособленно, по одному шару в каждом конструктивном элементе. При этом шары 6 в конструктивных элементах 11 изолированы от взаимного теплового излучения боковыми стенками 12 указанных элементов 11.
Выравнивание температуры шаров на воздухе, при их естественном подстуживании, производят до температуры закалки плавно, что уменьшает градиент температур по сечению каждого шара. Выравнивание температуры производят в общем случае более 40 секунд, при этом продолжительность указанного процесса регулируют в зависимости от группы твердости шаров, их диаметра, химического состава стали, а также температуры шаров после прокатного или горячештамповочного нагрева. Например, выравнивание температуры шаров условным диаметром (60-120)мм производят в течение (45-400)с. Выравнивание температуры шаров, изготовленных из начала прутка или в начале операции штамповки, проводят в течение более длительного времени по сравнению с шарами из конца прутка или в конце операции штамповки, что приводит к выравниванию температуры не только по сечению каждого шара, но и между шарами 6. При этом выравнивание температуры могут проводить при температуре окружающей атмосферы в диапазоне от +35°C до -25°C.
Обособленное единичное размещение шаров в конструктивных элементах 11 конвейера 7 минимизирует нежелательную передачу тепла между ними как в результате непосредственного контакта, так и в результате теплового излучения, что обеспечивает большую равномерность температуры поверхности каждого отдельного шара.
Далее шары 6, охлажденные до температуры закалки, с определенным тактом, благодаря дозатору 14, скатываются по наклонному желобу 15 и поочередно, по одному шару, попадают в ячейки 21 вращающегося закалочного барабана 16, где упираются в первую опорную перегородку 22. Ячейки 21 вращаются с регулируемой скоростью, передаваемой приводной осью 17. В процессе многооборотного вращения барабана 16 шары 6 перекатываются внутри ячеек 21 под действием силы тяжести и поднимаются/опускаются при этом по окружности барабана. Во время перекатывания шары подвергаются равномерному интенсивному охлаждению закалочной средой ванны 18 и омывающего устройства. По окончании первого оборота барабана 16, при подходе ячеек 21 к окну 23 в первой опорной перегородке 22, шары 6 под действием силы тяжести, благодаря наклонному расположению барабана 16, поочередно скатываются в следующие ячейки 21 до упора во вторую опорную перегородку 22 и т.д. вдоль оси барабана 16 до окна 23 в последней опорной перегородке 22. При подходе к окну 23 в последней опорной перегородке 22, шары 6 поочередно попадают на механизм выгрузки 19. Постоянное движение шаров с их перекатыванием в струях воды из омывающего устройства позволяет предотвратить образование паровоздушных пузырей на их поверхности (особенно в начале охлаждения), и, следовательно, избежать пятен с пониженной твердостью, а также позволяет закалить шары на максимальную глубину благодаря повышению интенсивности их охлаждения.
Охлаждение шаров при закалке проводят до температуры, которая существенно ниже точки начала мартенситных превращений Мн, что приводит к увеличенному содержанию мартенситной фазы в микроструктуре закаленных шаров, и следовательно, повышению их твердости. Например, для получения шаров 4 и 5 групп твердости закалку могут проводить до достижения шарами температуры окружающей атмосферы, вплоть до отрицательной (в неотапливаемом производственном помещении).
Длительность и интенсивность процесса закалки регулируют в зависимости от диаметра шаров, группы их твердости и химического состава стали. Например, при получении шаров 4-5 групп твердости длительность закалки шаров условным диаметром 60 мм - 6 мин, условным диаметром 120 мм - 12 мин; длительность закалки для получения шаров соответствующих условных диаметров 1-3 групп твердости существенно меньше.
Увеличение времени пребывания шаров в закалочной среде за счет многооборотности вращения барабана, а не за счет нежелательного снижения скорости движения шаров относительно воды, позволяет исключить образование паровоздушных пузырей на их поверхности.
Пошаговое, с определенным тактом, продвижение шаров 6 вдоль оси закалочного барабана 16 во время его регулируемого по длительности вращения позволяет равномерно распределить шары 6 по рабочей поверхности указанного барабана, и следовательно, охлаждать каждый шар поштучно, чем достигается однородность воздействия закалочной среды на каждый шар, приводящая к стабильности их качества. Обособленное размещение шаров 6 в ячейках 21 исключает ухудшенный теплоотвод их контактных участков, и следовательно, исключает образование пятен с пониженной твердостью на их поверхности.
Кроме того, равномерное распределение шаров по поверхности барабана 16 увеличивает механическую устойчивость закалочной установки 13 благодаря ее сбалансированности, а также исключает повреждение шаров от соударений.
После закалки шары 6 направляют в отпускную печь 27 (фиг. 6) проходного типа для снятия внутренних напряжений при низкотемпературном отпуске. Движение шаров 6 вдоль камеры нагрева 28 и камеры выдержки 29 осуществляют с помощью транспортирующего устройства 30. Сначала в камере нагрева 28 шары нагревают до температуры отпуска (150-350)°C, затем в камере выдержки 29 осуществляют их термостатирование. При этом шары 6 на транспортирующем устройстве 30 размещают в один слой для лучшего теплообмена между их поверхностью и теплоносителем. Для уменьшения теплопотерь и упрощения монтажа устройства отпуска, шары на транспортирующем устройстве 30 могут быть закрыты теплоизолирующими кожухами (на чертеже не показаны), сопряженными между собой. В этом случае подвод тепловой мощности может быть осуществлен посредством отдельных источников тепла, размещенных на теплоизолирующих кожухах (на чертеже не показаны). При этом источники тепла могут быть электрическими, газовыми, инфракрасными и др. В свою очередь, газовые источники тепла могут быть выполнены в виде газогорелочных нагревательных устройств с регулируемой скоростью истечения нагретой газовой среды, причем скорость истечения нагретой газовой среды может быть от 15 м/с до 60 м/с.
Необходимый режим нагрева шаров регулируют в зависимости от химического состава стали, диаметра шаров и группы их твердости, путем изменения продолжительности отпуска и режимов подвода тепловой мощности. Это позволяет гарантированно получать шары заданной, в том числе высокой, группы твердости.
После отпуска проводят активное доохлаждение шаров до температуры не более 60°С на установке окончательного охлаждения. Шары 6 через поштучный дозатор (на фиг. не показан) поступают на механизм перемещения 32 для их охлаждения, предпочтительно водяным душем из гидравлического коллектора 35, или путем распыления на них водовоздушной смеси. При использовании в качестве механизма перемещения 32 вращающегося ротора 36, шары 6 поочередно попадают в продольные углубления 38 на внешней поверхности указанного ротора 36. Форма продольных углублений 38 исключает выпадение из них шаров 6 или их перекат в соседние углубления 38. Окончательное охлаждение шаров могут проводить путем их погружения в емкость с водой.
Окончательное охлаждение шаров позволяет существенно уменьшить время между операцией отпуска и последующей технологической операцией, например, упаковкой, что, в частности, приводит к рациональному использованию производственных мощностей и площадей.
Результаты испытаний на твердость мелющих шаров после термообработки, для конкретных типоразмеров и марок стали, с указанием для примера одного из технологических параметров (температуры отпуска), приведены в таблице.
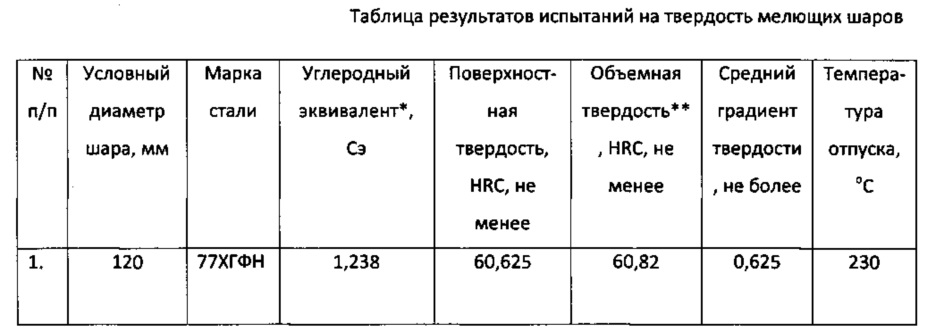
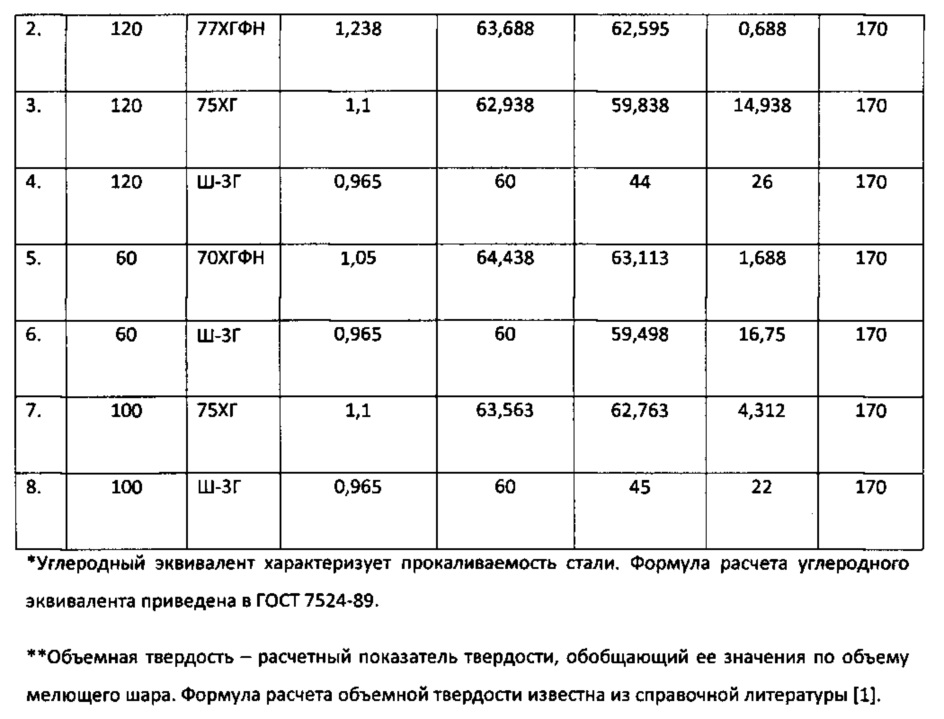
Проведенные испытания мелющих шаров на твердость, ударную стойкость, повторяемость параметров твердости и др. показали, что предложенная технология позволяет получать шары заданной группы твердости и заданных свойств, например, прокаливаемости, путем выбора оптимальных технологических параметров и химического состава стали (марок стали).
Таким образом, предложенная технология позволяет получать шары стабильно высокого качества с увеличенным сроком службы.
[1] Металловедение и термическая обработка стали и чугуна: справ.: в 3 т. / под ред. А.Г. Рахштадта. - М.: Интер-мет Инжиниринг. - 2004. Т. 1: Методы испытаний и исследования: справочное издание / Б.С. Бокштейн [и др.]. - 2004.
Способ нанесения керамического покрытия на детали из чугунов и сталей
Способ и установка термической обработки рельсов
Способ и установка термической обработки рельсов
Муфта свободного хода
Способ автоматической диагностики системы с электроприводом
Устройство и способ низкотемпературной подготовки газа
Устройство контроля расхода и равномерности распределения жидкости по каналам многоканальной гидравлической системы
Устройство для термической обработки рельсов
Способ и устройство для термической обработки стального изделия
Манипулятор-трипод параллельно-последовательной структуры
Способ нанесения керамического покрытия на детали из чугунов и сталей
Способ и установка термической обработки рельсов
Способ и установка термической обработки рельсов
Муфта свободного хода
Способ автоматической диагностики системы с электроприводом
Устройство и способ низкотемпературной подготовки газа
Устройство контроля расхода и равномерности распределения жидкости по каналам многоканальной гидравлической системы
Устройство для термической обработки рельсов
Способ и устройство для термической обработки стального изделия
Манипулятор-трипод параллельно-последовательной структуры

