Результат интеллектуальной деятельности: Устройства и способы для соединения заготовок термокомпрессией
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее раскрытие относится к способам изготовления абсорбирующих изделий и, в частности, к устройствам и способам, применяемым для соединения заготовок термокомпрессией в ходе изготовления абсорбирующих изделий.
УРОВЕНЬ ТЕХНИКИ
Изделия различных типов, такие как подгузники или другие абсорбирующие изделия, могут быть собраны по линии сборки путем добавления компонентов к продвигающемуся непрерывному полотну материала и/или иной модификации продвигающегося непрерывного полотна материала. В некоторых способах продвигающиеся полотна материала сочетают с другими продвигающимися полотнами материала. В других способах отдельные компоненты, созданные из продвигающихся полотен материала, сочетают с продвигающимися полотнами материала, которые, в свою очередь, затем сочетают с другими продвигающимися полотнами материала. В некоторых случаях отдельные компоненты, созданные из одного или нескольких продвигающихся полотен, сочетают с другими отдельными компонентами, созданными из одного или нескольких других продвигающихся полотен. Полотна материала и компоненты, используемые для изготовления подгузников, могут включать: нижние листы, верхние листы, манжеты, пояса, компоненты абсорбирующей сердцевины, передние и/или задние язычки, крепежные компоненты, и эластичные ткани, и компоненты различных типов, такие как резинки для ног, резинки барьерных манжет, растягивающиеся боковые панели и поясные резинки. После того как требуемые компоненты будут собраны, одно или несколько продвигающихся полотен и части компонентов подвергают заключительной ножевой резке для разделения одного или нескольких полотен на отдельные подгузники или другие абсорбирующие изделия.
В некоторых преобразующих конфигурациях обособленные основания, пространственно разнесенные относительно друг друга, продвигают в направлении обработки и располагают с продольной осью, параллельной поперечному направлению. Противоположные области талии обособленных оснований затем соединяют непрерывными полотнами эластичных, растяжимых передних и задних поясных полотен, продвигающихся в направлении обработки. Во время соединения с основаниями переднее и заднее поясные полотна поддерживают в полностью натянутом состоянии вдоль направления обработки для образования непрерывного полотна из абсорбирующих изделий. Непрерывное полотно из абсорбирующих изделий может затем быть согнуто в поперечном направлении. В ходе процесса сгибания в некоторых преобразующих конфигурациях одно из поясных полотен, переднее или заднее, сгибают в положение, обращенное к противоположному поясу. Передние и задние пояса могут затем быть соединены термокомпрессией, создающей боковые швы на подгузниках.
Части переднего и заднего поясов могут быть частично расплавлены и сжаты вместе для формирования боковых швов. Процесс сшивки может включать перемещение переднего и заднего поясов через зазор, образованный между вращающимся опорным валом и вращающимся прессующим инструментом. Передний и задний пояса перемещаются через зазор, при этом прессующий инструмент может прижимать передний и задний пояса к опорному валу. Опорный вал и прессующий инструмент могут быть изготовлены из жесткого материала. В некоторых процессах продолжительность времени сжатия переднего и заднего ремней может влиять на прочность и качество шва. В частности, увеличенная продолжительность сжатия может повышать качество и прочность шва. Однако в ходе высокопроизводительных производственных процессов, в которых используется жесткий опорный вал и жесткий прессующий инструмент, опорный вал и прессующий инструмент могут быть пространственно разнесены для предотвращения столкновения опорного вала с прессующим инструментом. В результате продолжительность сжатия может быть практически мгновенной по мере того, как передний и задний пояса проходят через зазор, образованный между опорным валом и прессующим инструментом.
В некоторых производственных процессах сжатие и продвижение заготовок в направлении, не являющемся тангенциальным как к наружной поверхности прессующего инструмента, так и к наружной периферийной поверхности опорного вала, может улучшить качество и прочность шва. Однако в процессах, в которых задействованы жесткий прессующий инструмент и жесткий опорный вал, пространственно разнесенные для предотвращения взаимного столкновения, заготовка может сжиматься в направлении, тангенциальном как к наружной поверхности опорного вала, так и к наружной поверхности прессующего инструмента.
Таким образом, было бы предпочтительно обеспечение устройства и способа для увеличения времени сжатия для соединения заготовок термокомпрессией для образования шва при высокопроизводительных производственных процессах. Кроме того, было бы предпочтительно обеспечение способа и устройства для сжатия заготовок в направлении, не являющемся тангенциальным к наружной поверхности прессующего инструмента и наружной периферийной поверхности опорного вала.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Аспекты настоящего раскрытия включают способ, при этом способ содержит этапы: вращения барабана вокруг оси вращения, при этом указанный барабан содержит форсунку для текучего вещества и прессующий элемент, при этом указанный прессующий элемент имеет наружную поверхность; вращения опорного вала вокруг оси вращения вблизи барабана, при этом опорный вал имеет податливую наружную периферийную поверхность, причем опорный вал и барабан образуют зазор между ними; продвижения первого слоя заготовки в направлении обработки на барабан, при этом указанный первый слой заготовки имеет внутреннюю поверхность и наружную поверхность, причем наружная поверхность первого слоя заготовки прилегает к барабану; продвижения второго слоя заготовки в направлении обработки, при этом второй слой заготовки имеет внутреннюю поверхность и наружную поверхность, при этом первый слой заготовки находится между вторым слоем заготовки и барабаном; при этом первый и второй слои заготовки характеризуются общим размером в несжатом состоянии; оборачивания первого и второго слоев заготовки вокруг части барабана; нагревания текучего вещества до температуры, достаточной для по меньшей мере частичного расплавления первого и второго слоев заготовки; перемещения форсунки для текучего вещества в направлении радиально наружу относительно оси вращения барабана; направления струи нагретого текучего вещества на первый и второй слои заготовки; частичного расплавления первого и второго слоев заготовки; втягивания форсунки для текучего вещества в направлении радиально внутрь относительно оси вращения барабана; выдвижения прессующего элемента в направлении радиально наружу относительно оси вращения барабана; продвижения первого и второго слоев заготовки через зазор; и сжатия первого и второго слоев заготовки между прессующим элементом и опорным валом и деформирования податливой наружной периферийной поверхности опорного вала.
Аспекты настоящего раскрытия включают устройство для соединения термокомпрессией первой и второй заготовок, при этом первая и вторая заготовки характеризуются общим размером в несжатом состоянии. Устройство содержит барабан, содержащий наружную периферийную поверхность и отверстие барабана в наружной периферийной поверхности, при этом барабан выполнен с возможностью вращения вокруг оси вращения. Устройство содержит форсунку для текучего вещества, подвижно соединенную с барабаном, расположенную радиально внутри относительно отверстия барабана и выполненную с возможностью направления текучего вещества радиально наружу через отверстие барабана. Устройство содержит опорный вал, содержащий наружную периферийную поверхность, расположенную вблизи барабана, для образования зазора между опорным валом и барабаном. Опорный вал выполнен с возможностью вращения вокруг оси вращения и содержит податливую муфту, образующую наружную периферийную поверхность опорного вала. Наружная периферийная поверхность опорного вала выполнена с возможностью деформирования в направлении оси вращения опорного вала. Устройство содержит прессующий элемент, подвижно соединенный с барабаном, расположенный радиально внутри относительно отверстия барабана и выполненный с возможностью прохождения через отверстие барабана.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
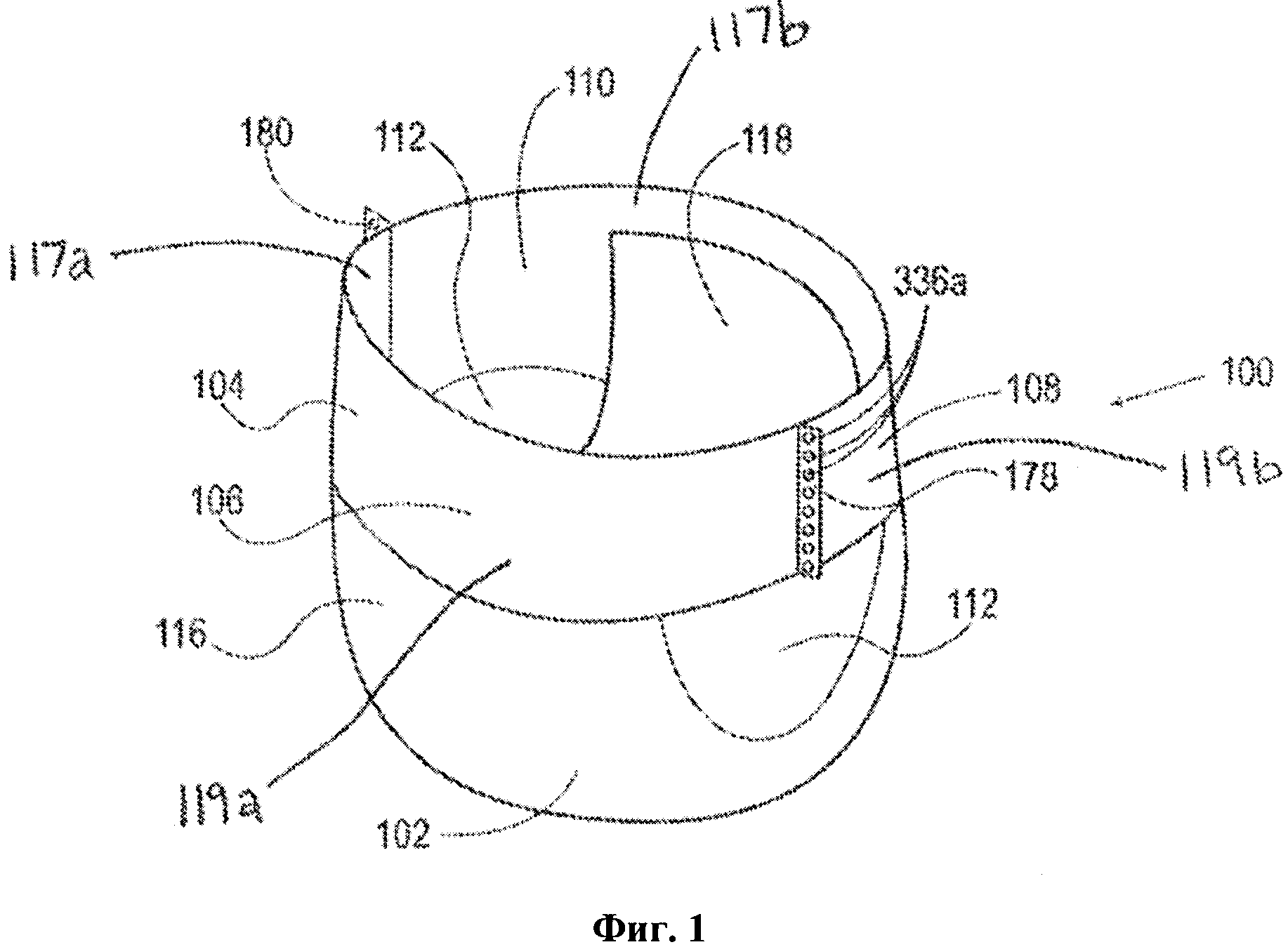
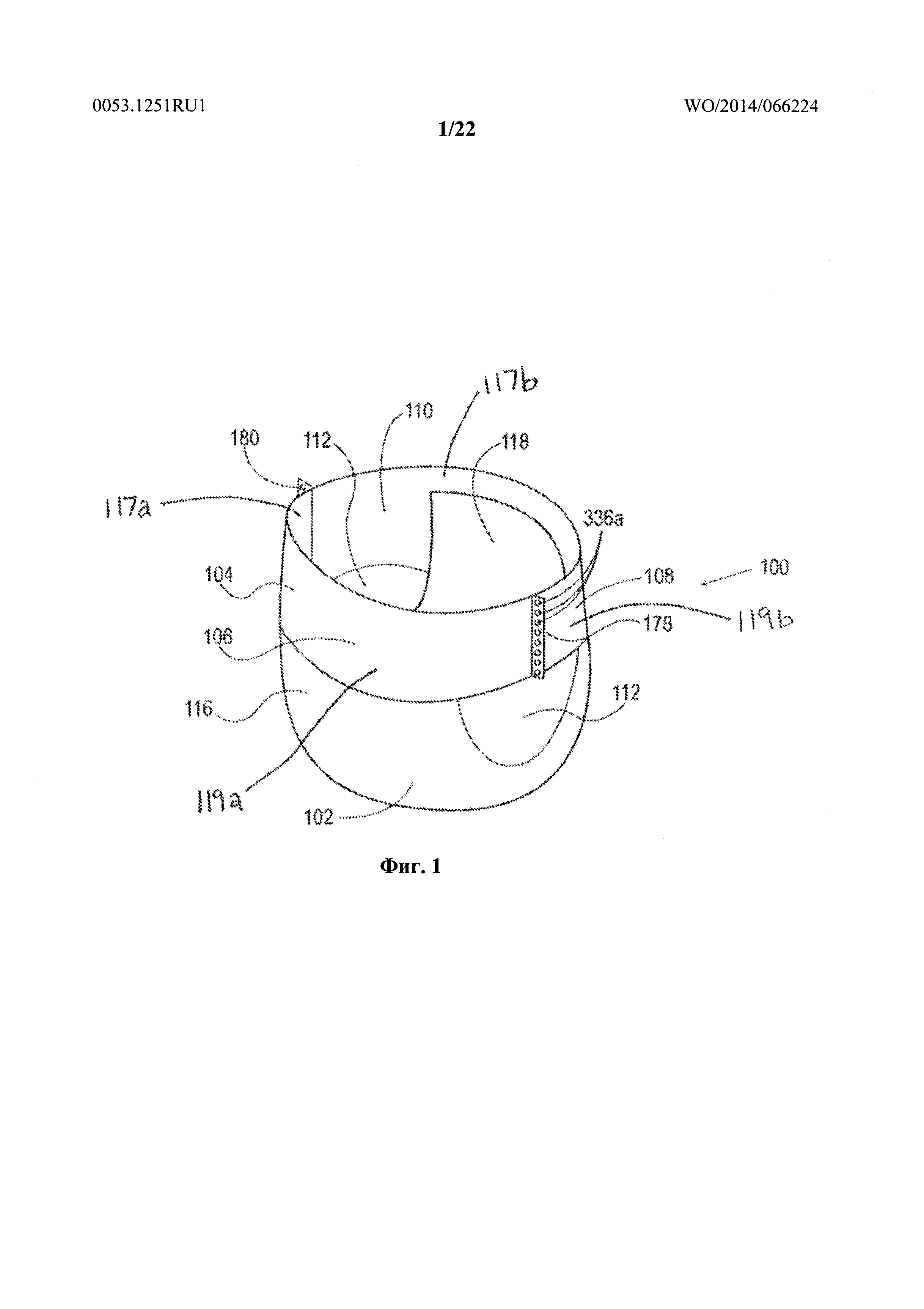
ФИГ. 1 - вид в перспективе трусов-подгузника.
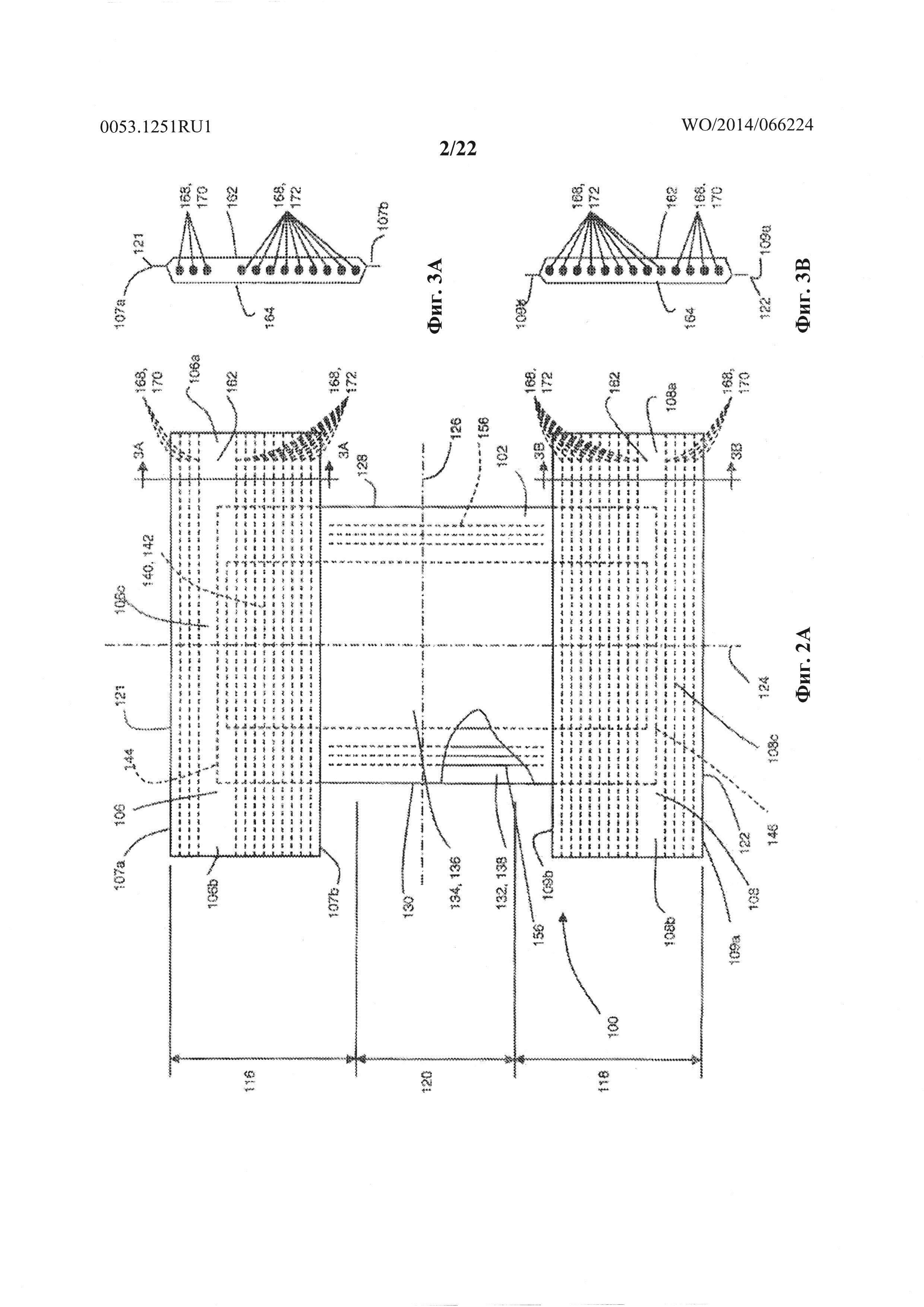
ФИГ. 2А - вид в частичном разрезе в плоском состоянии трусов-подгузника, показанного на ФИГ. 1.
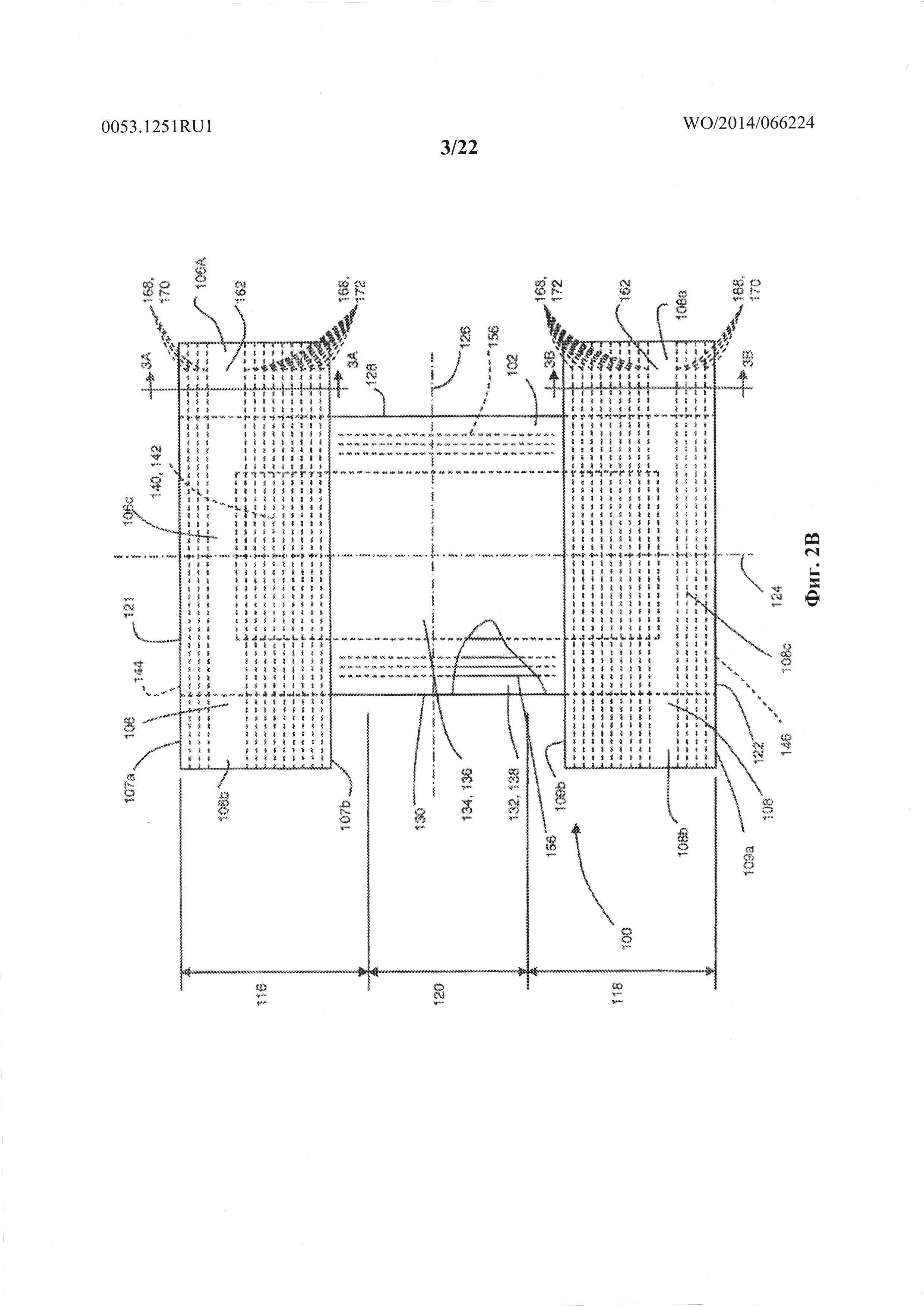
ФИГ. 2В - вид в частичном разрезе в плоском состоянии второй конфигурации трусов-подгузника.
ФИГ. 3А - вид в поперечном разрезе трусов-подгузников по ФИГ. 2А и 2В, выполненный вдоль линии 3А-3А.
ФИГ. 3В - вид в поперечном разрезе трусов-подгузников по ФИГ. 2А и 2В, выполненный вдоль линии 3В-3В.
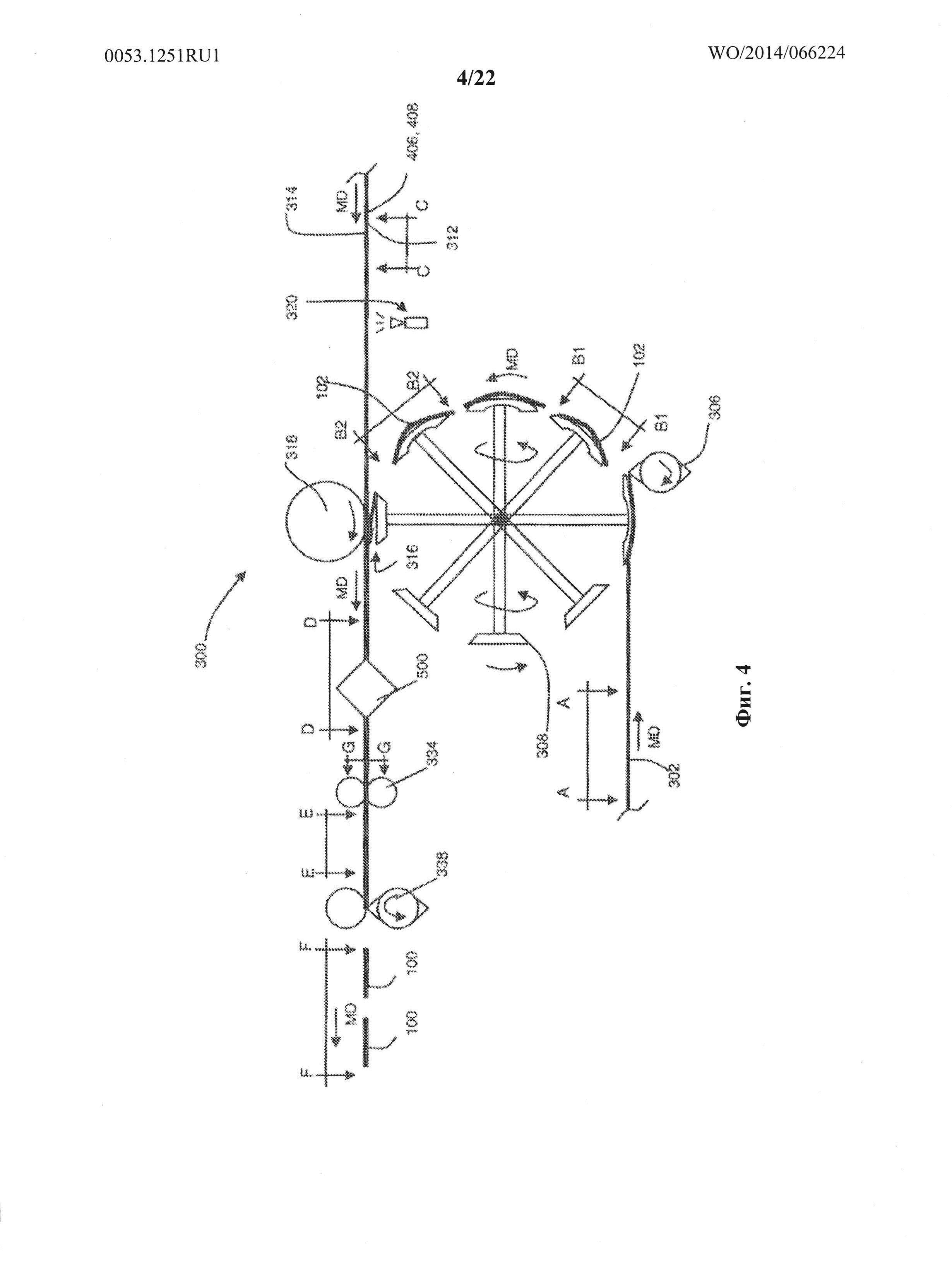
ФИГ. 4 - схематическая горизонтальная проекция преобразующего устройства, приспособленного для изготовления предварительно скрепленных трусов-подгузников.
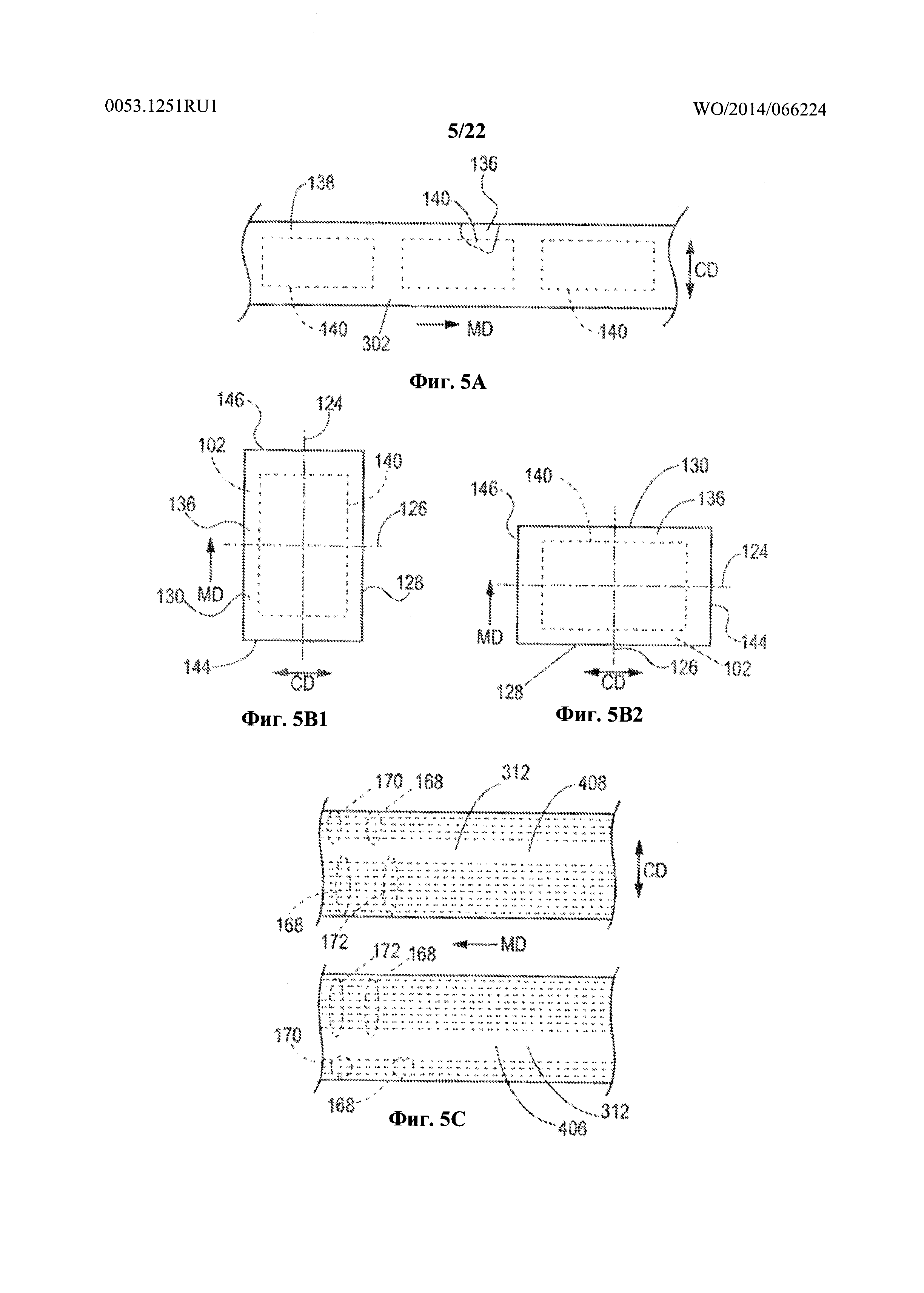
ФИГ. 5А - вид непрерывного полотна оснований в сборе по ФИГ. 4, выполненный вдоль линии А-А.
ФИГ. 5В1 - вид обособленного основания по ФИГ. 4, выполненный вдоль линии B1-В1.
ФИГ. 5В2 - вид обособленного основания по ФИГ. 4, выполненный вдоль линии B2-В2.
ФИГ. 5С - вид непрерывных полотен продвигающегося материала первой и второй боковых панелей по ФИГ. 4, выполненный вдоль линии С-С.
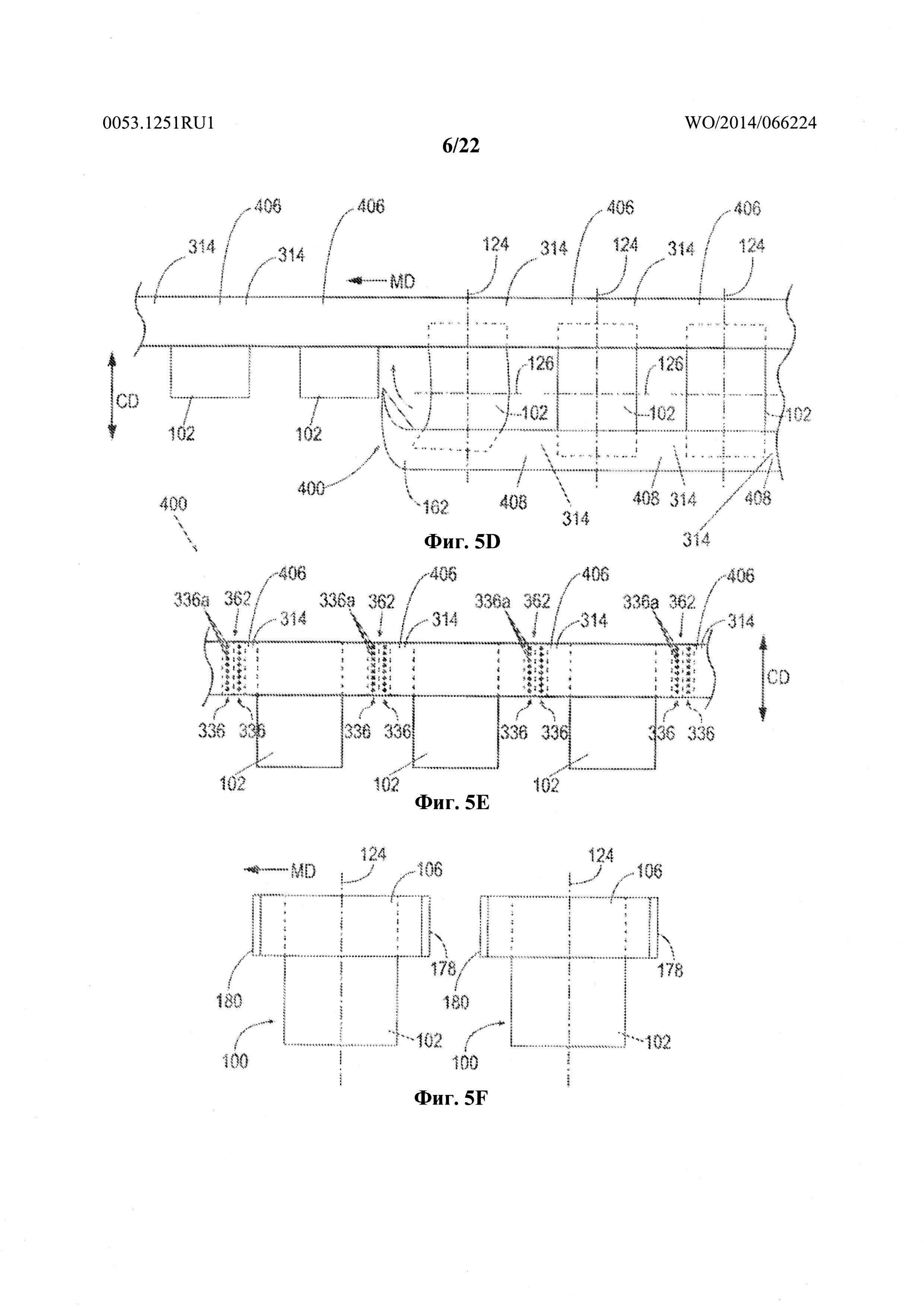
ФИГ. 5D - вид нескольких обособленных оснований, расположенных на расстоянии друг от друга в направлении обработки MD и соединенных друг с другом материалом передней и задней панелей, по ФИГ. 4, выполненный вдоль линии D-D.
ФИГ. 5Е - вид нескольких согнутых обособленных оснований с материалом передней и задней панелей, обращенных друг к другу, по ФИГ. 4, выполненный вдоль линии Е-Е.
ФИГ. 5F - вид двух отдельных абсорбирующих изделий, продвигающихся в направлении обработки MD, по ФИГ. 4, выполненный вдоль линии F-F.
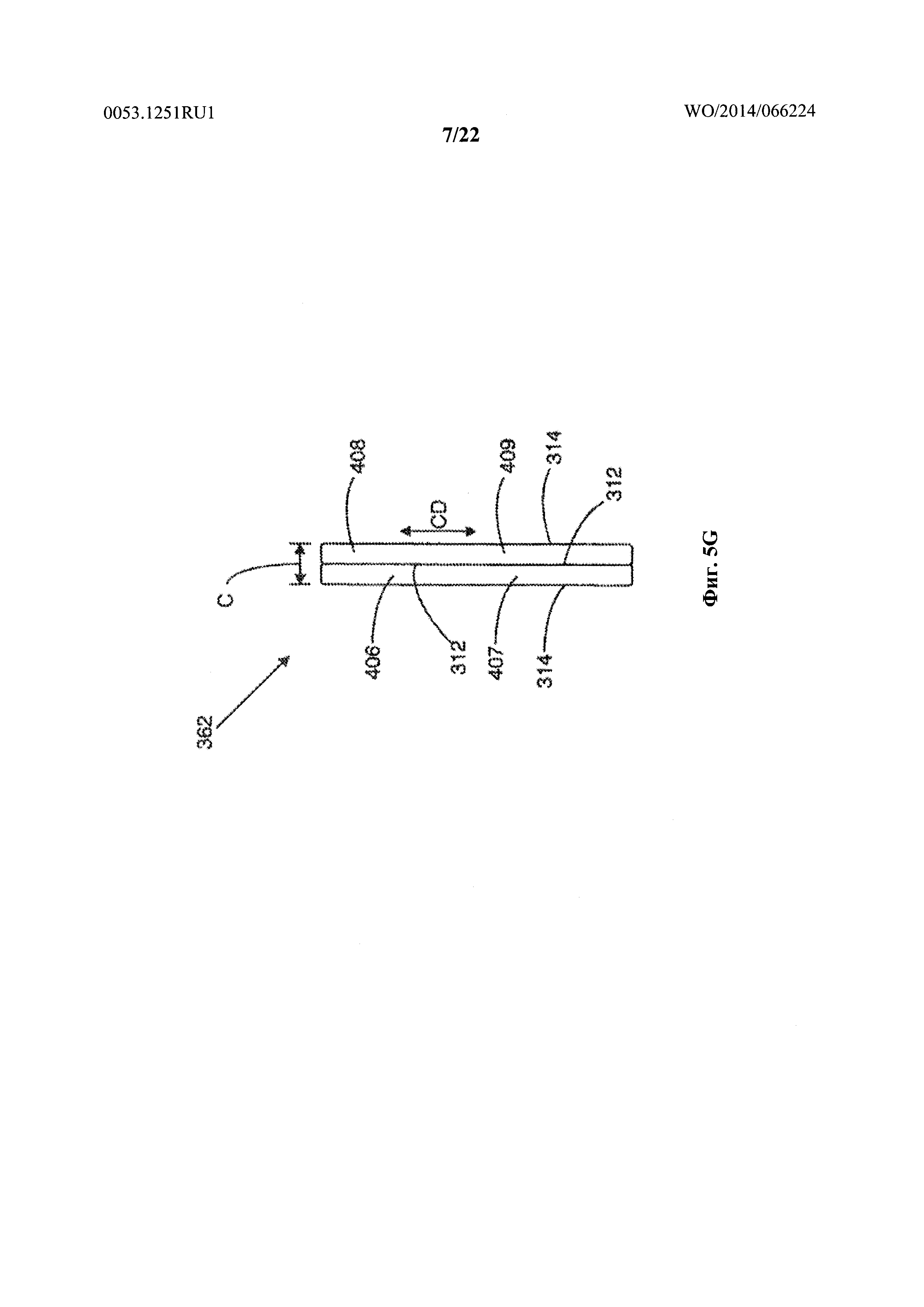
ФИГ. 5G - вид зоны перекрытия первой и второй заготовок на ФИГ. 5D, выполненный вдоль линии 5G-5G.
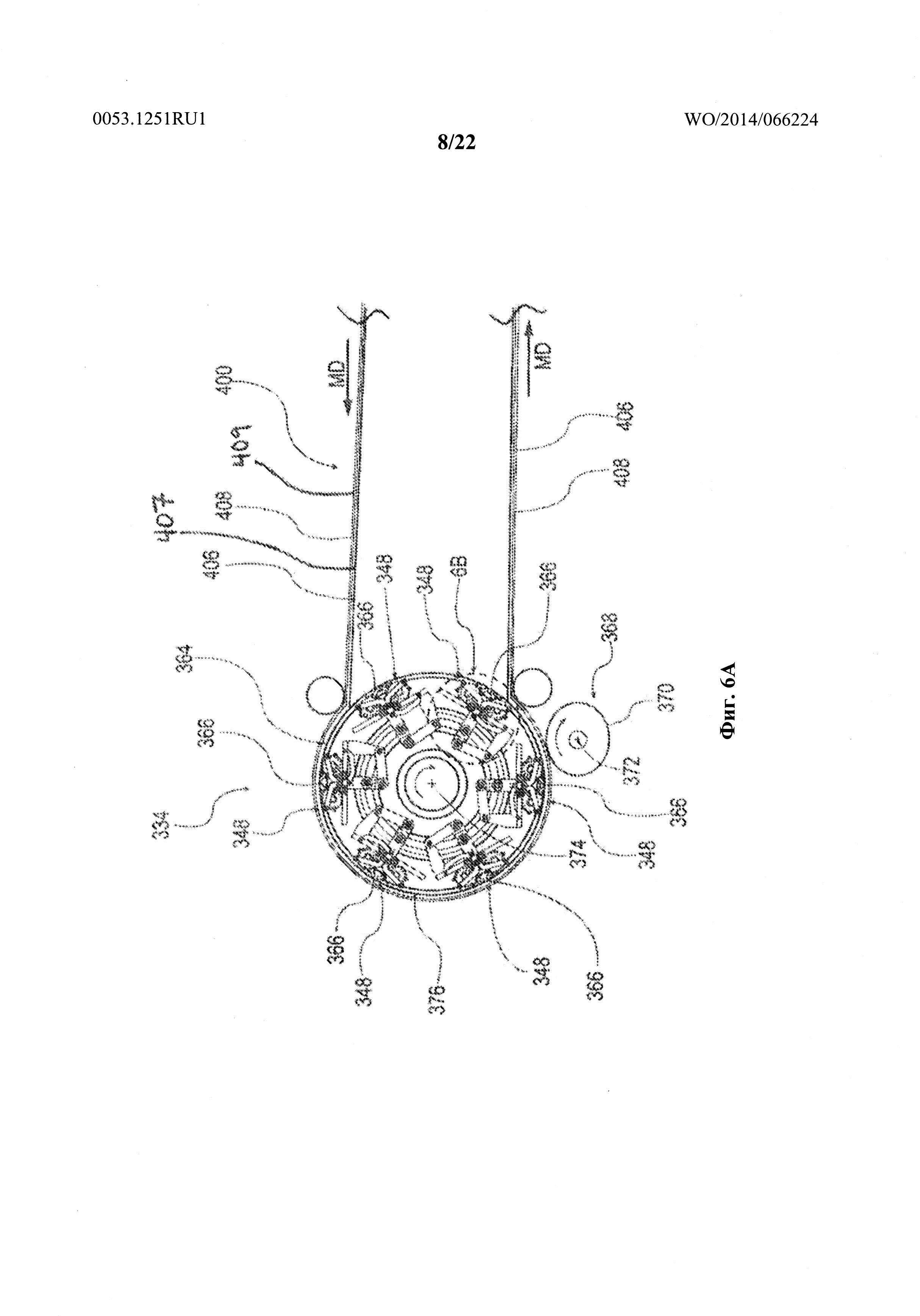
ФИГ. 6А - схематическая горизонтальная проекция устройства для термокомпрессионного соединения, приспособленного для сшивки предварительно скрепленных трусов-подгузников.
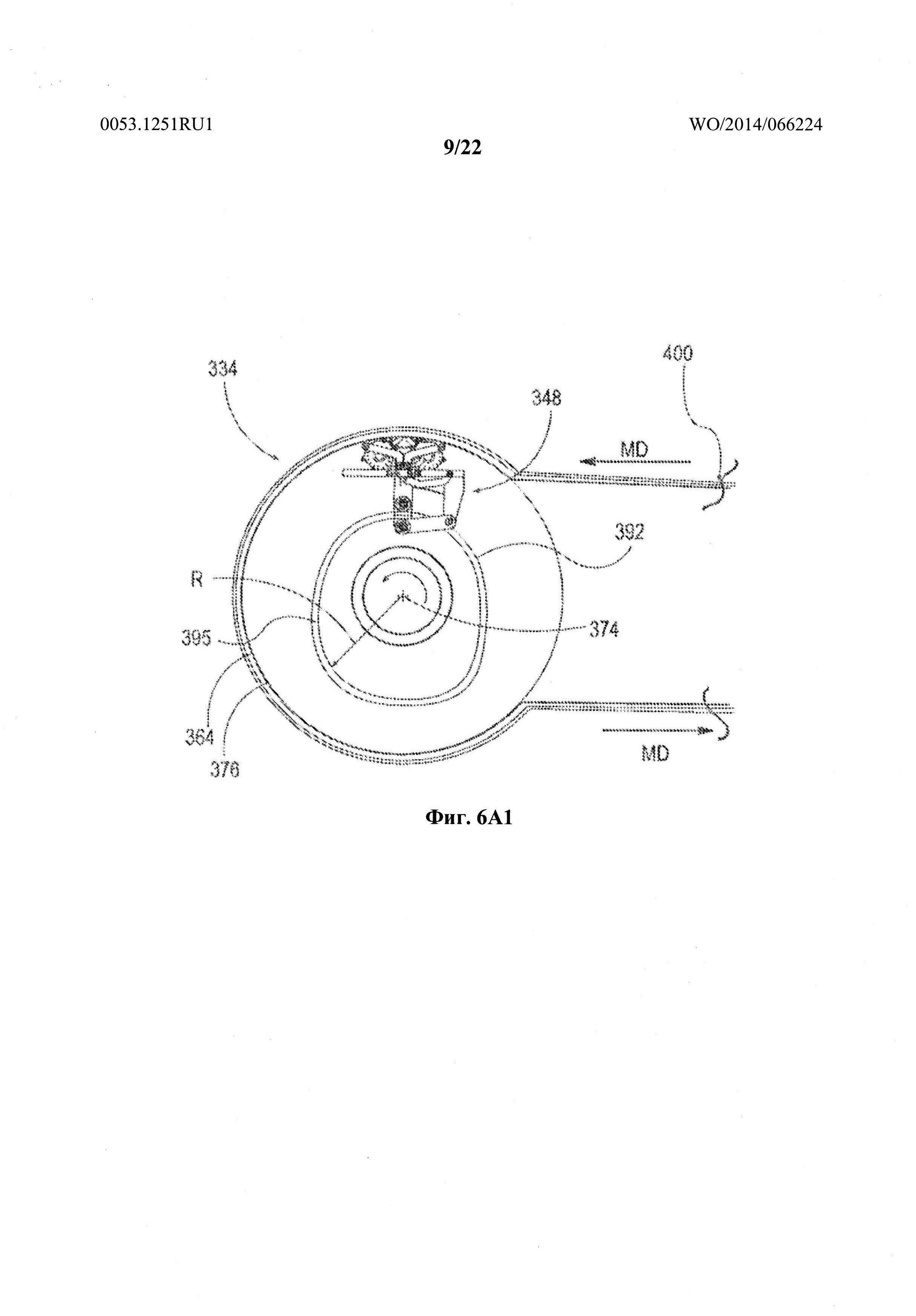
ФИГ. 6А1 - подробная схематическая горизонтальная проекция устройства для термокомпрессионного соединения по ФИГ. 6А.
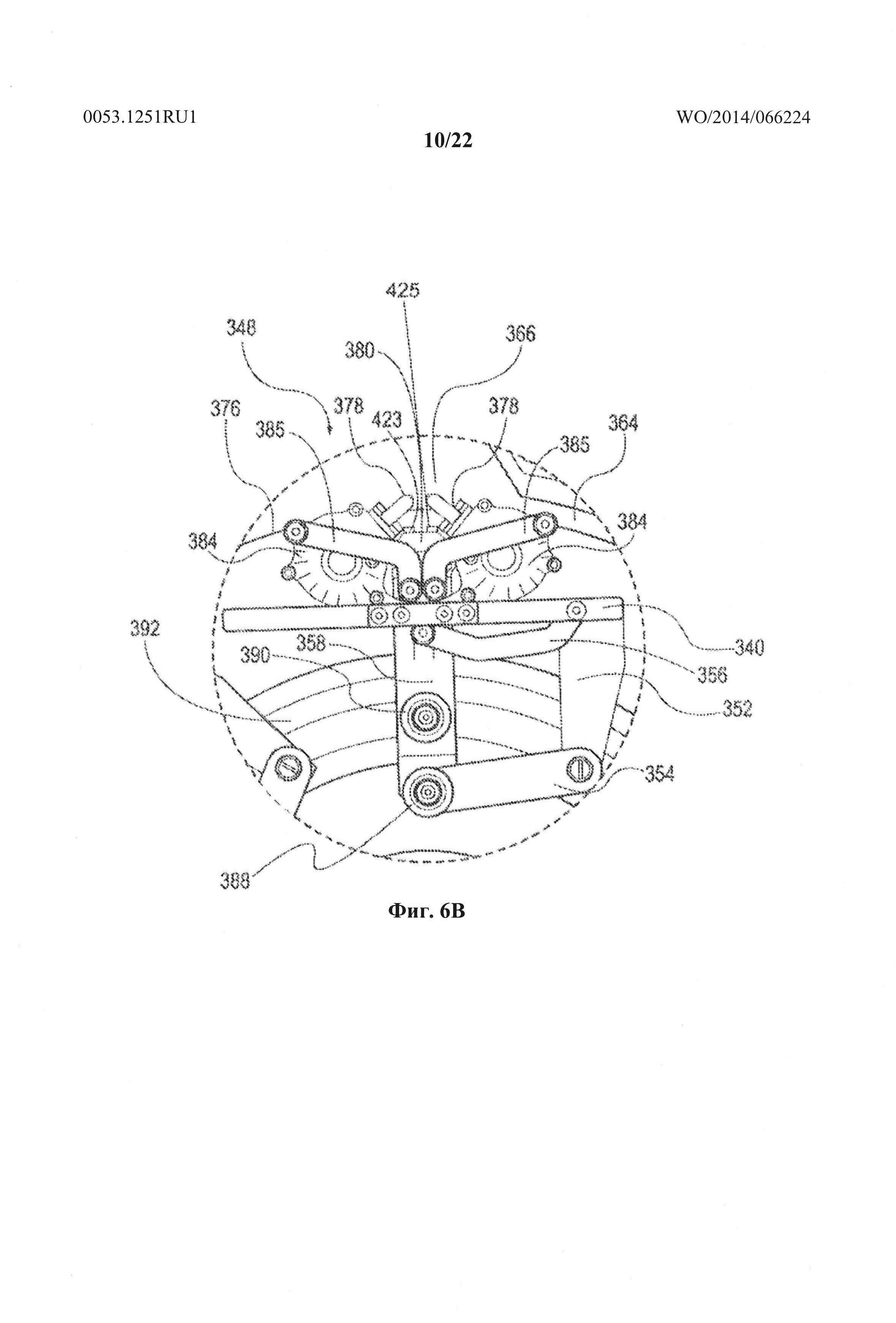
ФИГ. 6В - вертикальная проекция сшивающей установки по ФИГ. 6А.
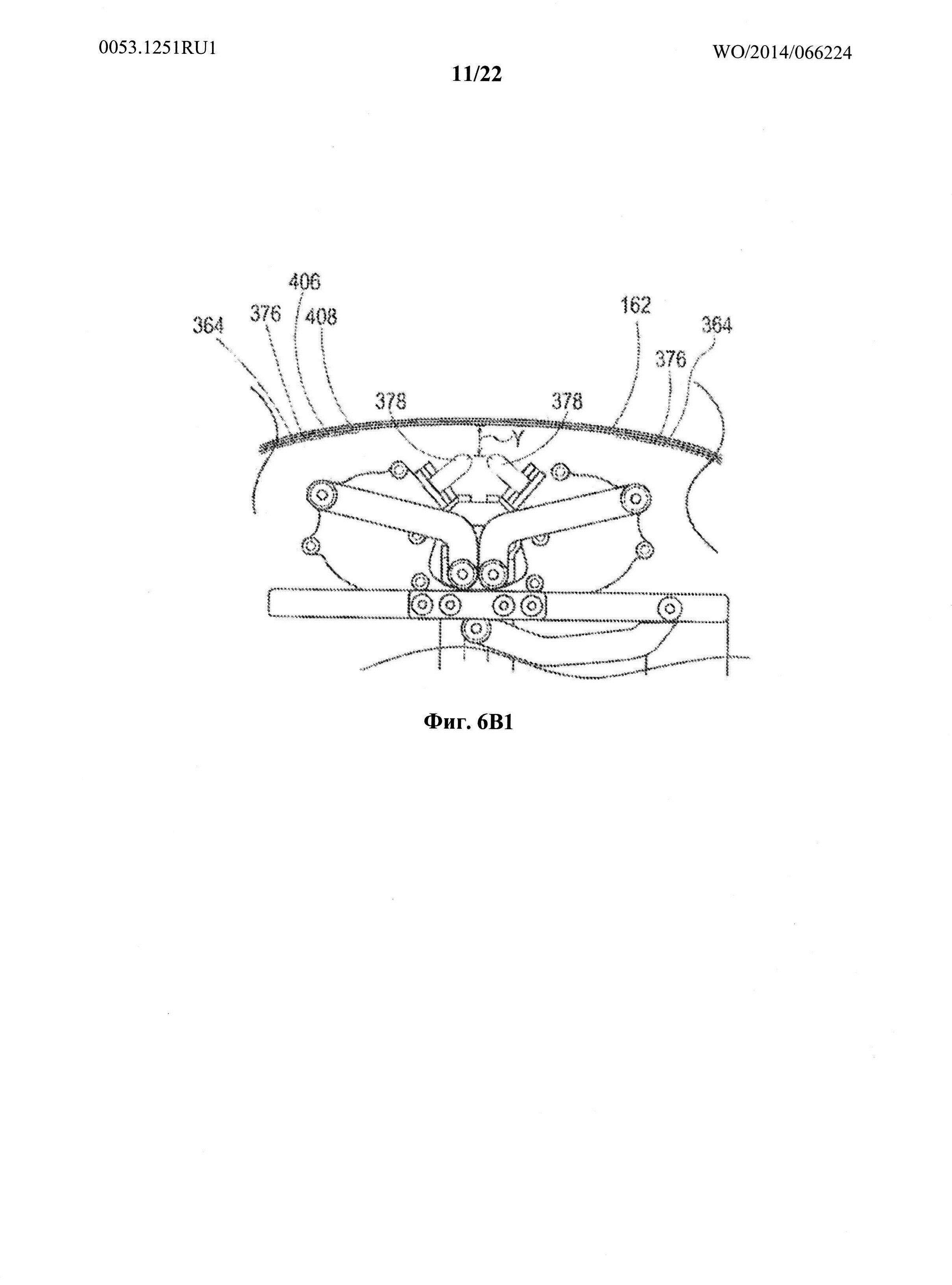
ФИГ. 6В1 - подробная вертикальная проекция сшивающей установки по ФИГ. 6В.
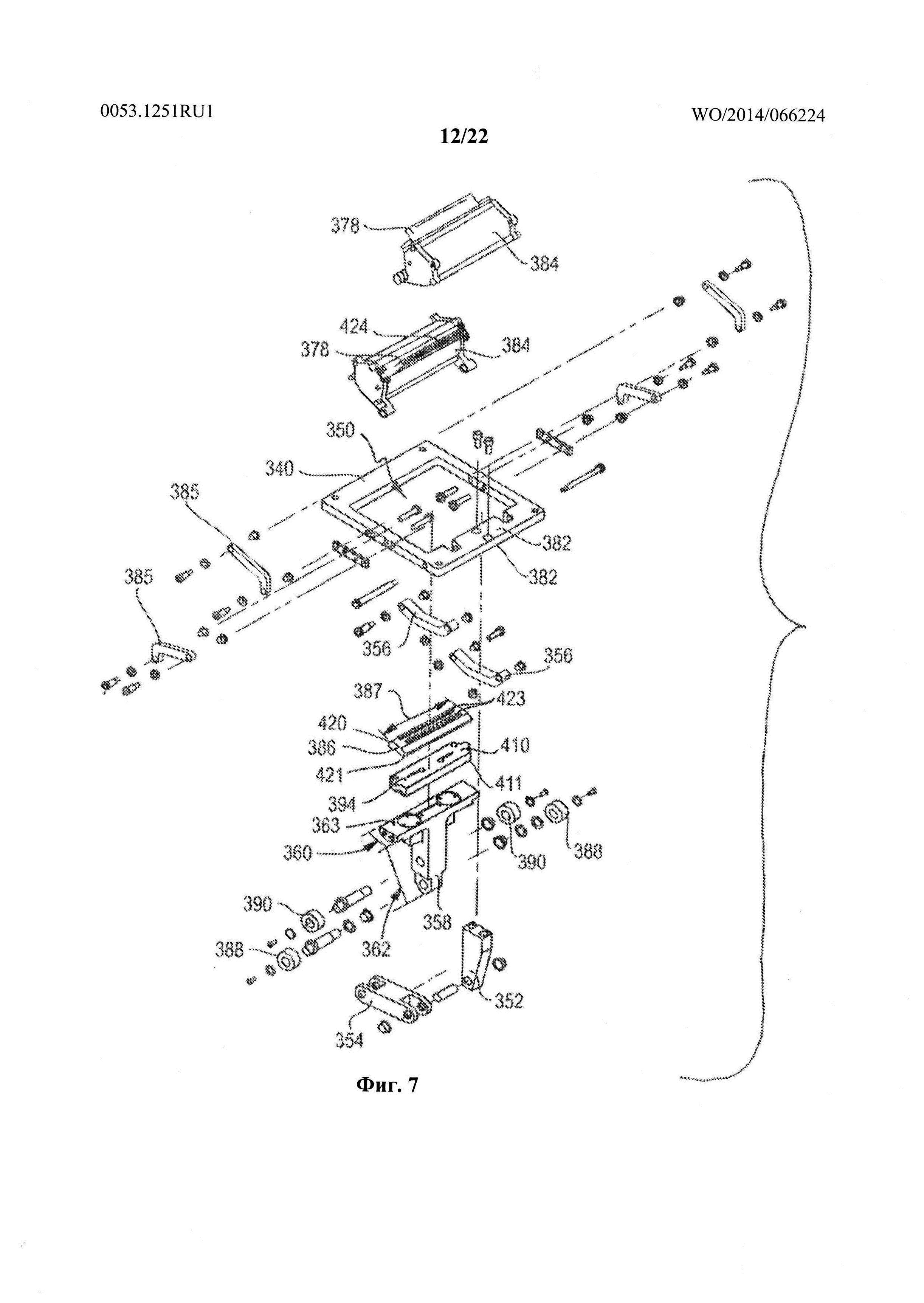
ФИГ. 7 - подробный покомпонентный вид сшивающей установки.
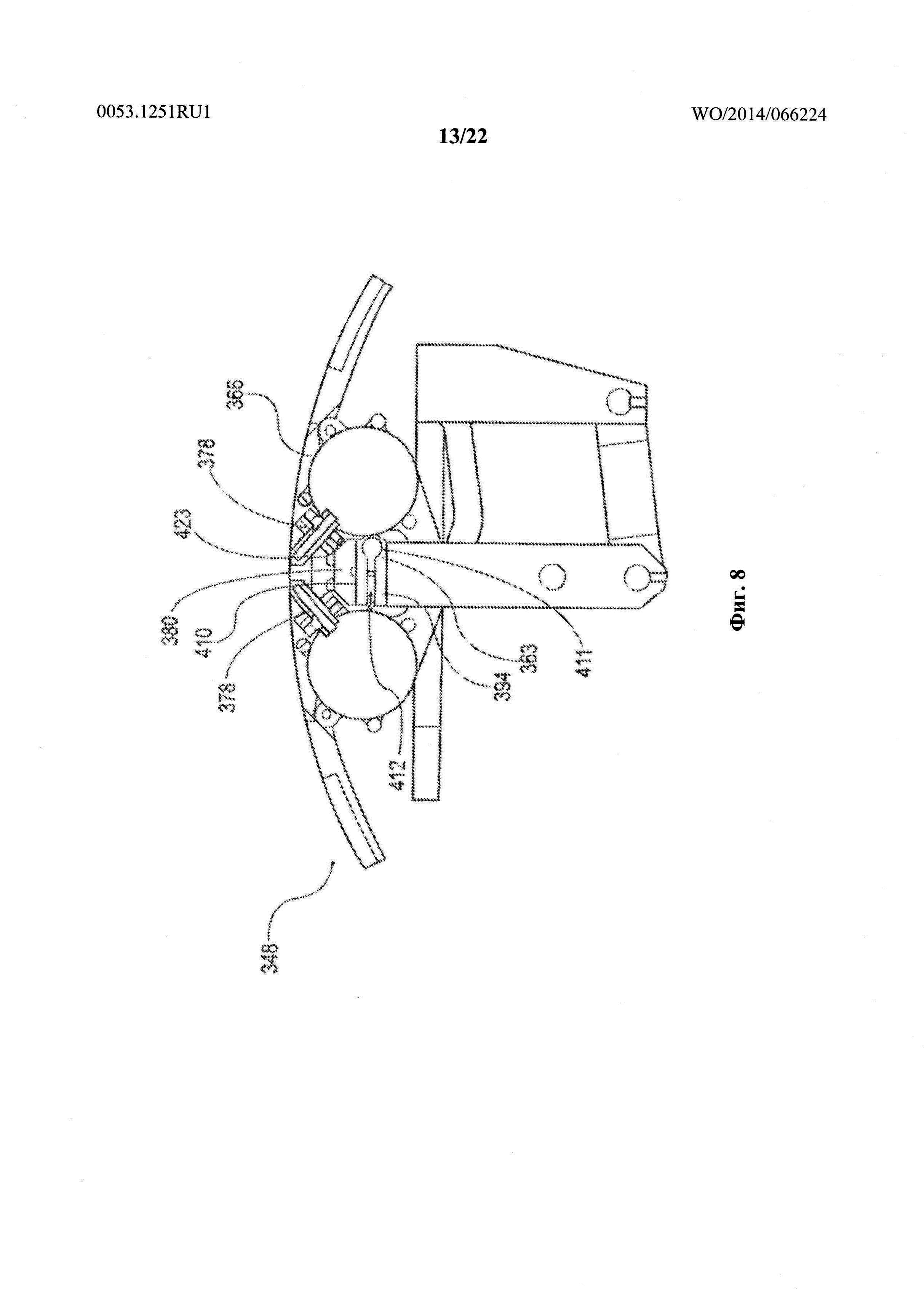
ФИГ. 8 - вертикальная проекция сшивающей установки.
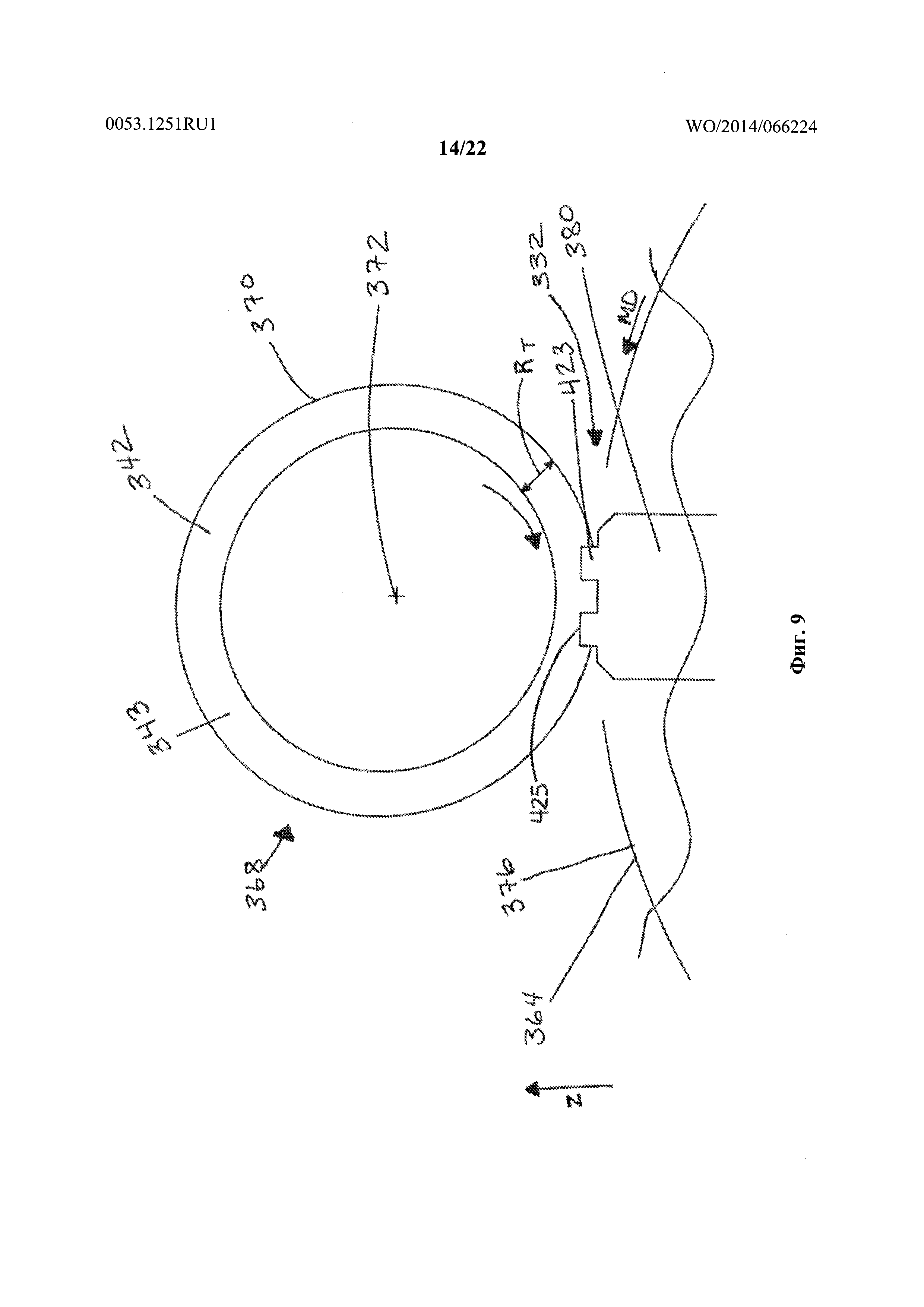
ФИГ. 9 - частичная вертикальная боковая проекция прессующего элемента и опорного вала, выполненных с возможностью деформирования первого и второго слоев заготовки в направлении z.
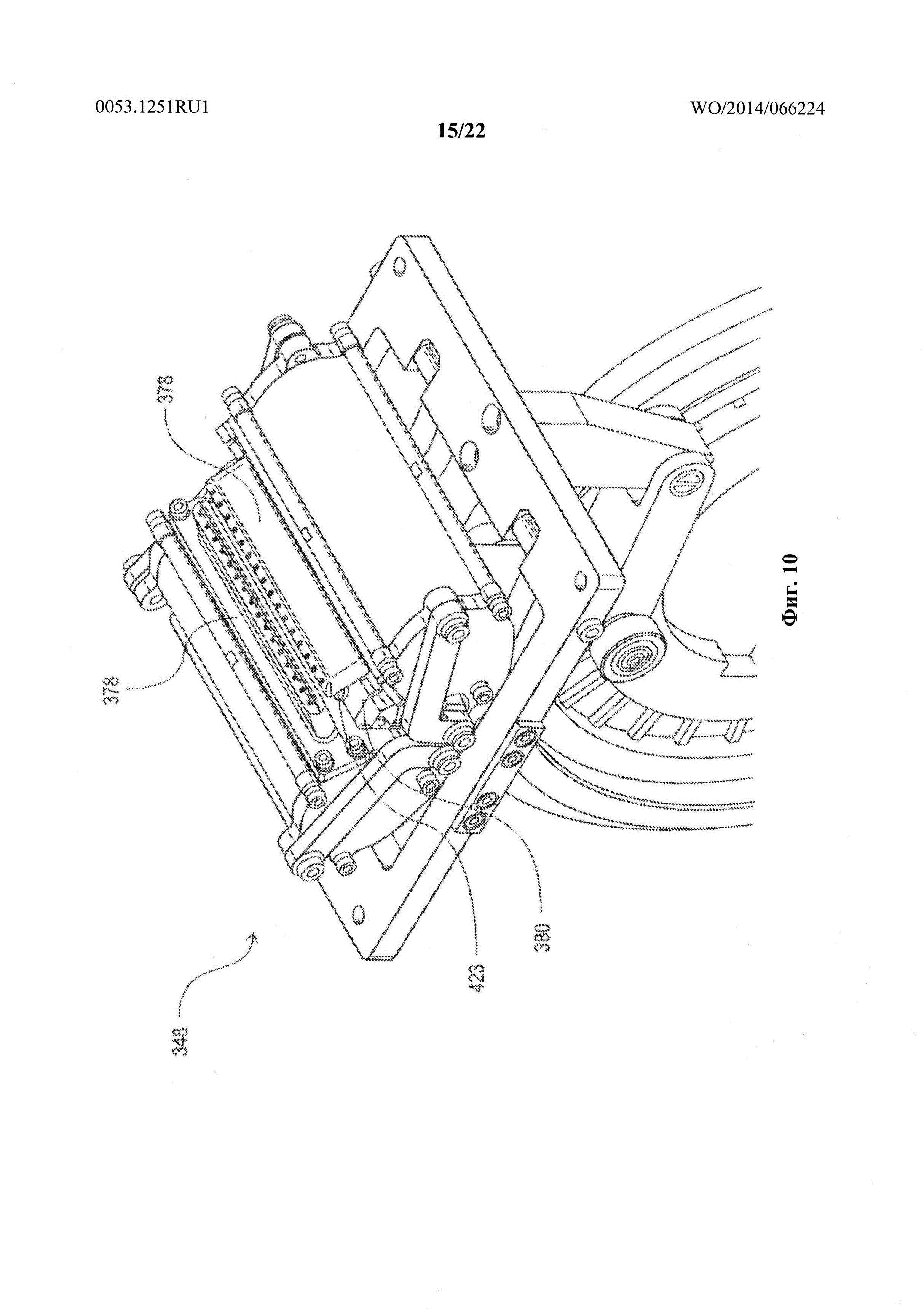
ФИГ. 10 - вид в перспективе сшивающей установки в первой конфигурации.
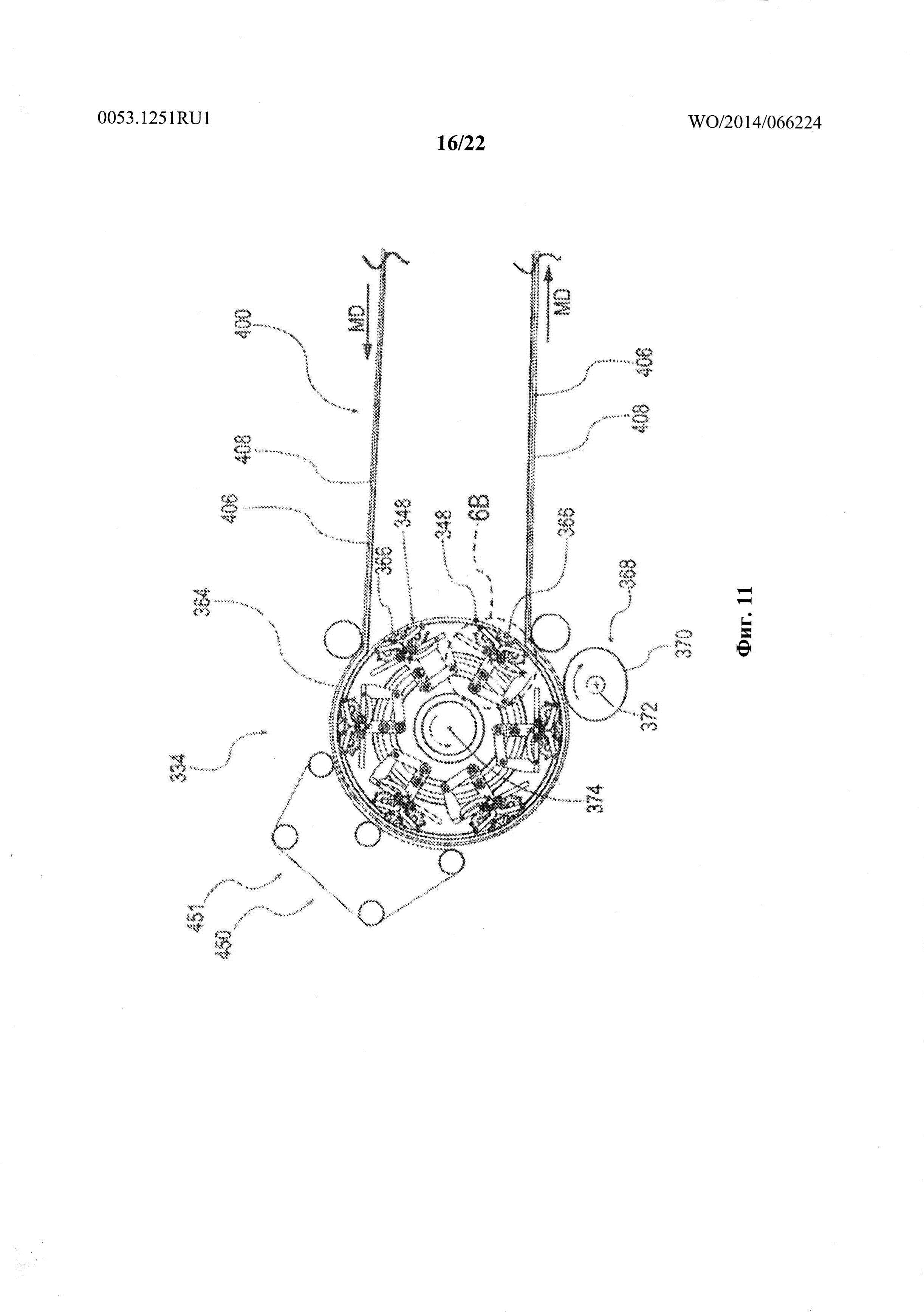
ФИГ. 11 - схематическая горизонтальная проекция устройства для термокомпрессионного соединения, выполненного с возможностью сшивки предварительно скрепленных трусов-подгузников.
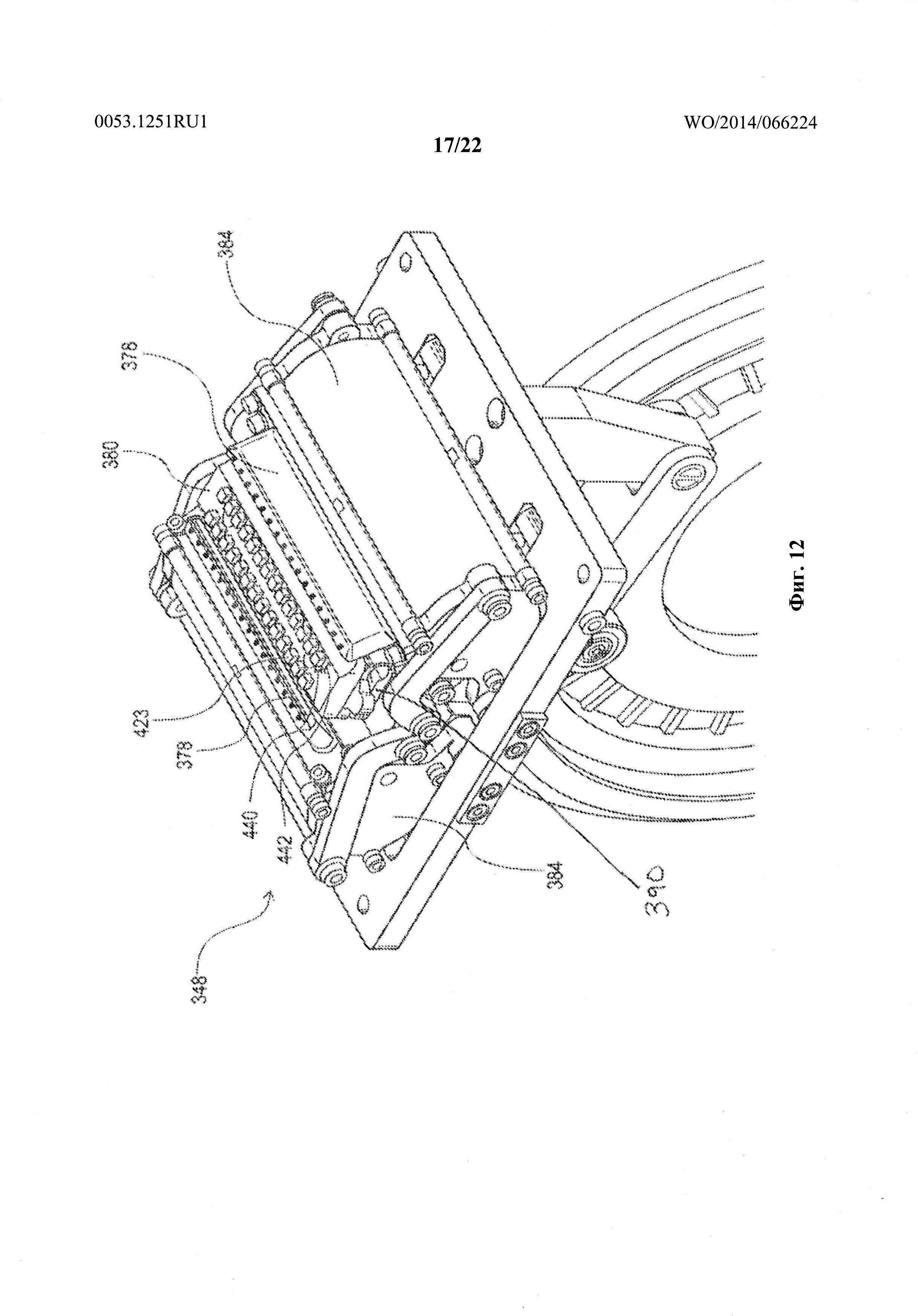
ФИГ. 12 - вид в перспективе сшивающей установки во второй конфигурации.
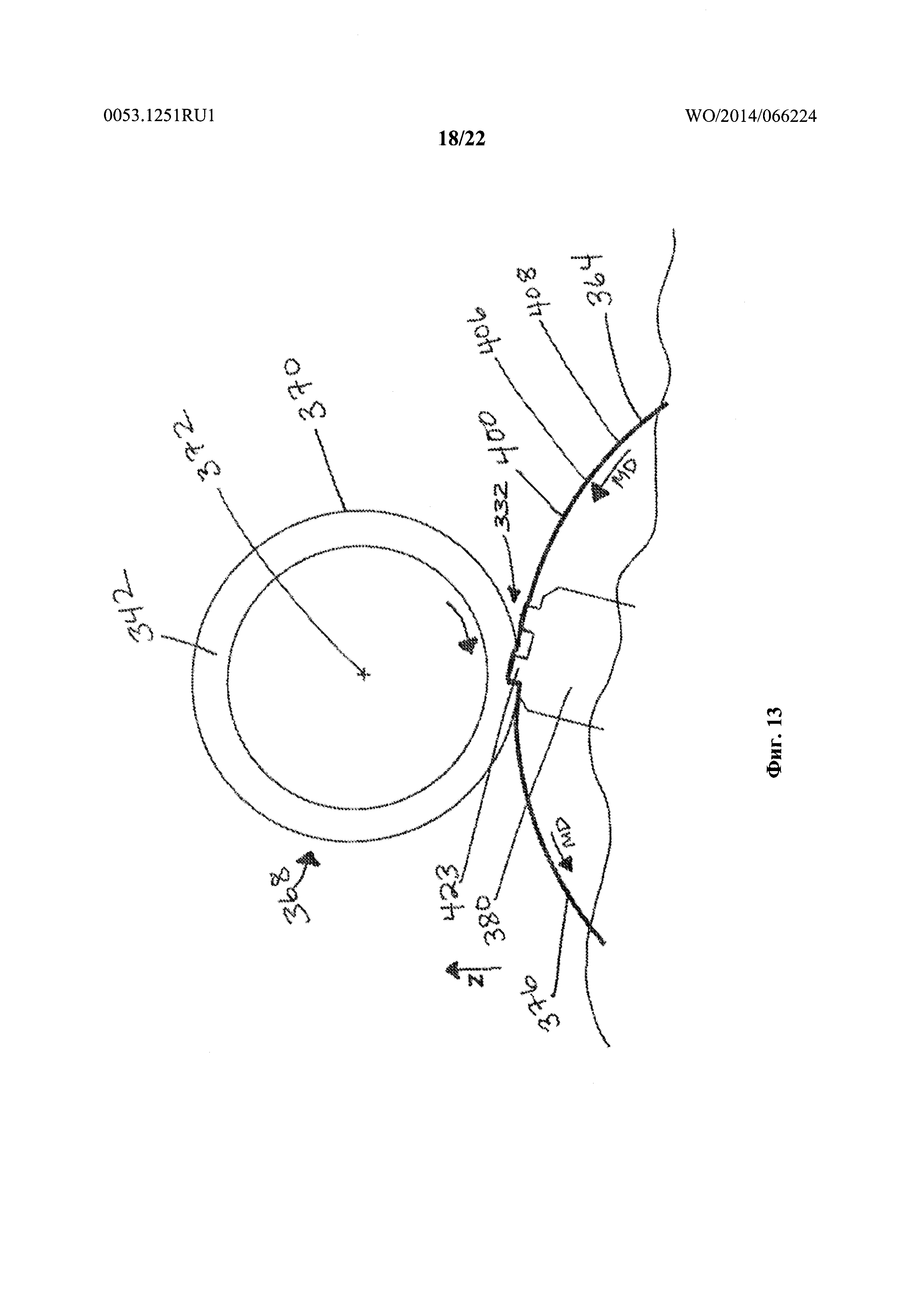
ФИГ. 13 - частичная вертикальная боковая проекция прессующего элемента и опорного вала.
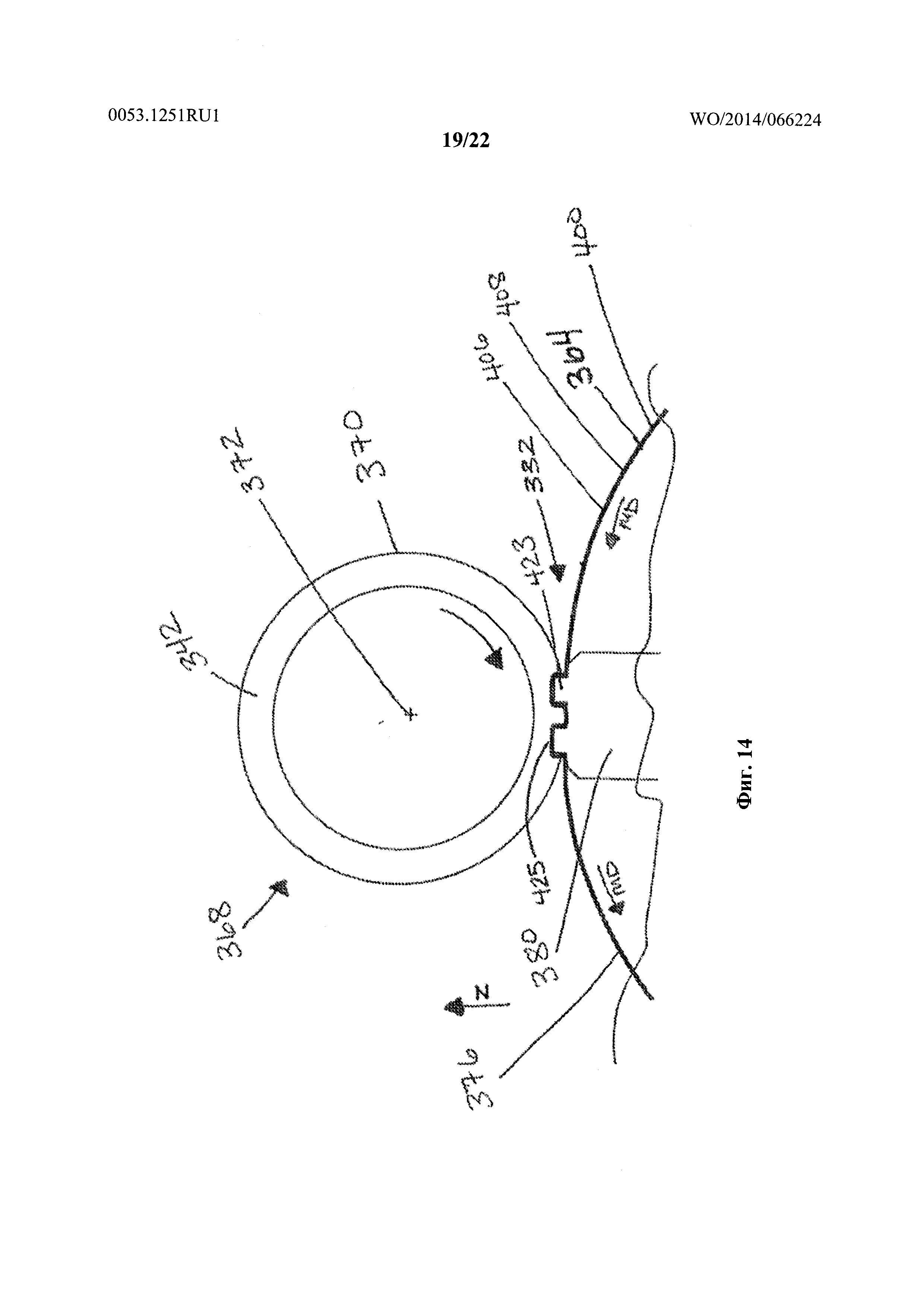
ФИГ. 14 - частичная вертикальная боковая проекция прессующего элемента и опорного вала.
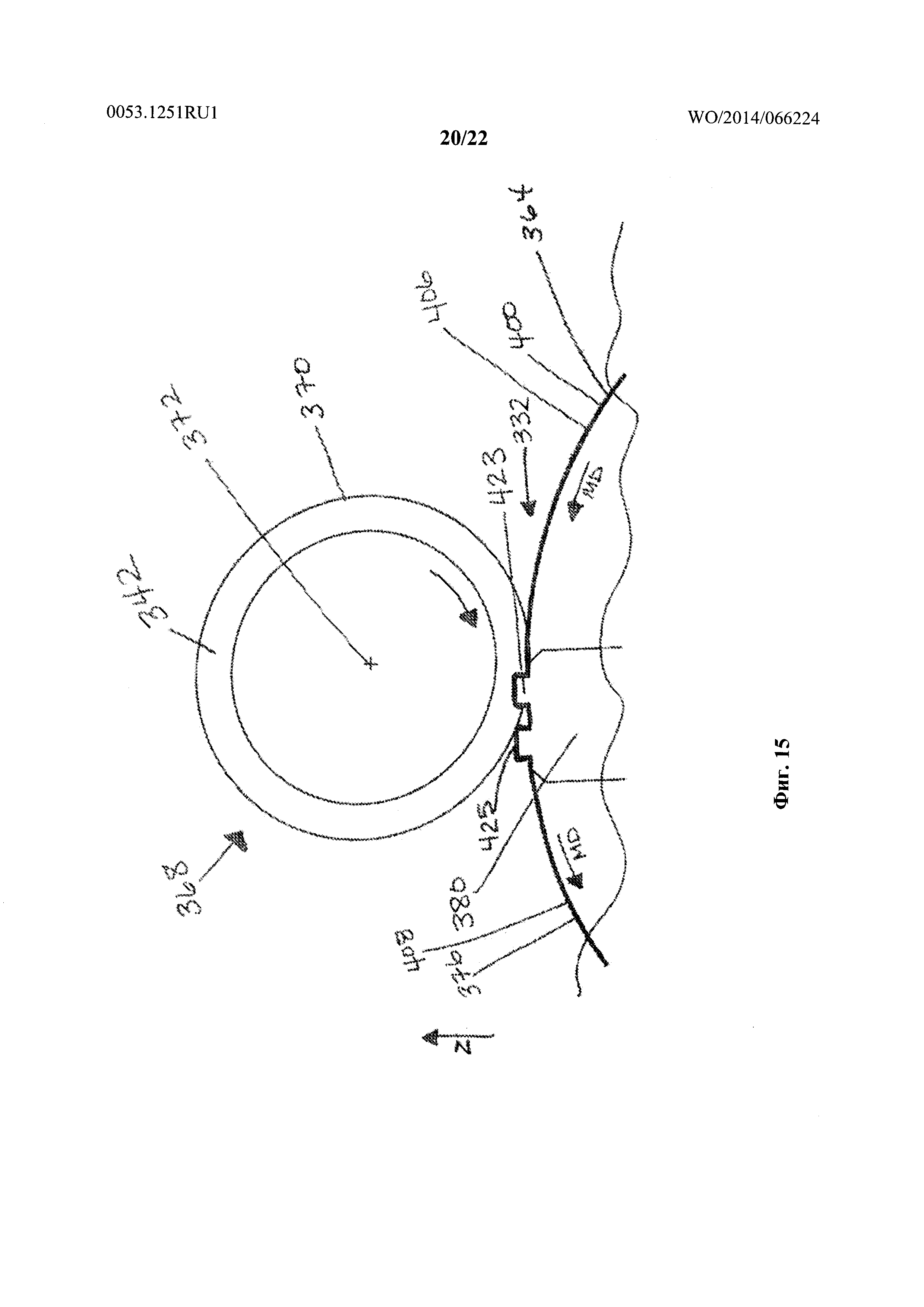
ФИГ. 15 - частичная вертикальная боковая проекция прессующего элемента и опорного вала.
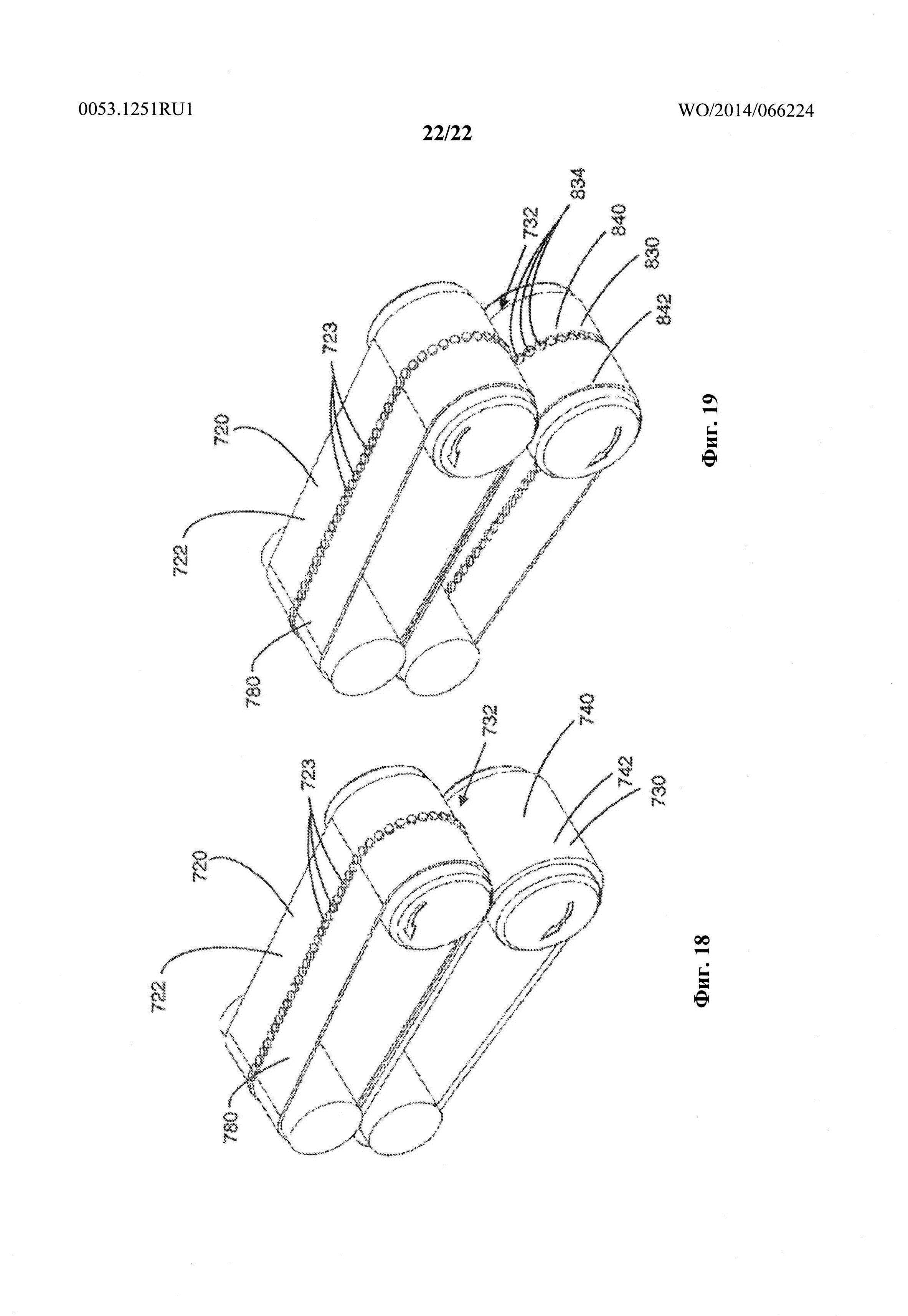
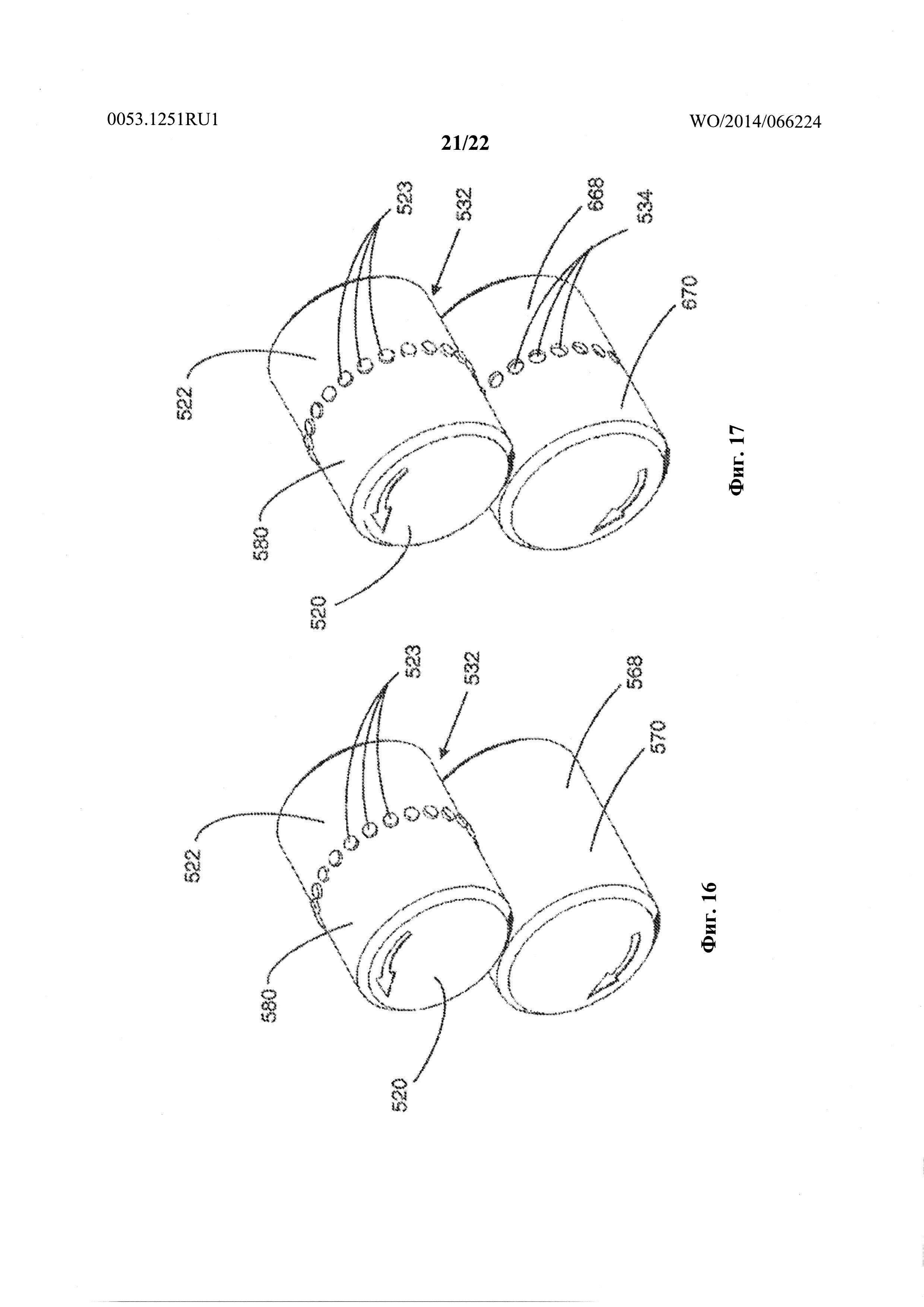
ФИГ. 16-19 - виды в перспективе сбоку устройства для термокомпрессионного соединения, выполненного с возможностью сшивки предварительно скрепленных трусов-подгузников.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Данная заявка испрашивает приоритет предварительной заявки на патент США с серийным номером №61/717,268, поданной 23 октября, 2012, содержание которой полностью включено в настоящее описание посредством ссылки.
Нижеследующие определения могут быть полезны для понимания настоящего раскрытия.
Термин «абсорбирующее изделие» используется в настоящем раскрытии для обозначения потребительских товаров, первичной функцией которых является впитывание и удерживание нечистот и выделений. Термин «подгузник» используется в настоящем раскрытии для обозначения абсорбирующего изделия, обычно носимого младенцами и лицами с недержанием в области нижней части туловища. Термин «одноразовый» используется в настоящем раскрытии для обозначения абсорбирующих изделий, которые обычно не предназначены для стирки, или иного восстановления, или для повторного использования в качестве абсорбирующего изделия (например, они предназначены для выбрасывания после единственного использования, а также могут быть сконфигурированы для переработки, превращения в компост или иной утилизации экологически безопасным образом).
Термины «эластичный», «эластомер» или «эластомерный» в настоящем описании относятся к материалу, который при приложении усилия к его исходной длине в нерастянутом состоянии может растягиваться или удлиняться до увеличенной длины, более чем на 10% превышающей его исходную длину и который будет, по существу, восстанавливаться обратно до своей исходной длины после освобождения от приложенного усилия.
В том значении, которое используется в настоящем раскрытии, термин «объединенный» охватывает конфигурации, в которых элемент непосредственно прикреплен к другому элементу путем прикрепления элемента непосредственно к другому элементу, и конфигурации, в которых элемент скреплен с другим элементом опосредованно, путем прикрепления элемента к одному или нескольким промежуточным элементам, которые, в свою очередь, прикреплены к другому элементу.
Термин «продольный» означает направление, проходящее, по существу, перпендикулярно от края талии к продольно противоположному краю талии абсорбирующего изделия, когда изделие находится в открытом, несокращенном состоянии, или от края талии к нижней части промежности, т.е. линии сгиба, в изделии, согнутом вдвое. Направления в пределах 45 градусов относительно продольного направления считаются «продольными». Термин «поперечный» относится к направлению, проходящему от проходящего в продольном направлении бокового края к противолежащему в поперечном направлении боковому краю изделия, обычно под прямым углом к продольному направлению. Направления в пределах 45 градусов относительно поперечного направления считаются «поперечными».
Термин «радиальный» означает направление, проходящее от центра барабана к наружной периферийной поверхности.
Термин «заготовка» используется в настоящем раскрытии для описания материала, который изначально является двумерным (т.е. находится в плоскости XY) и толщина которого (в направлении Z) является относительно малой (т.е. 1/10 или менее) по сравнению с его длиной (в направлении X) и шириной (в направлении Y). Неограничивающие примеры заготовок включают полотно, слой, или слои, или волокнистые материалы, нетканые материалы, пленки и фольгу, такие как полимерные пленки или металлическая фольга. Эти материалы могут использоваться сами по себе или могут содержать два или большее количество слоистых материалов. Как таковое, полотно представляет собой заготовку.
Термин «нетканый материал» в настоящем раскрытии обозначает материал, изготовленный из непрерывных (длинных) нитей (волокон) и/или из прерывистых (коротких) нитей (волокон) посредством таких технологий, как «спанбонд», «мелтблаун», кардочесание и т.п. Нетканые материалы не содержат структуру тканых или вязаных нитей.
Термин «направление обработки» (MD) используется в настоящем раскрытии для обозначения направления материального потока в ходе процесса. Кроме того, относительное размещение и перемещение материала может описываться как поток в направлении обработки в ходе процесса от восходящего направления в процессе к нисходящему направлению в процессе.
Термин «поперечное направление» (CD) используется в настоящем раскрытии для обозначения направления, которое не является параллельным, а обычно является перпендикулярным направлению обработки.
Термин «трусы» (также именуемые «трусы для приучения к горшку», «предварительно сомкнутый подгузник», «подгузник-трусы», «трусы-подгузник» и «натягиваемый подгузник») в настоящем раскрытии обозначает одноразовые абсорбирующие изделия, имеющие отверстие для талии с непрерывным периметром и отверстия для ног с непрерывным периметром, рассчитанные на младенцев и взрослых пользователей. Трусы могут быть сконфигурированы с непрерывным, или замкнутым, отверстием для талии и по меньшей мере с одним непрерывным, замкнутым отверстием для ног перед надеванием на пользователя. Трусы могут быть предварительно сформированы согласно различным технологиям, в том числе, кроме прочего, путем соединения частей изделия с использованием повторно скрепляемого и/или образующего неразъемное соединение элемента (например, швов, термокомпрессионных соединений, швов, полученных сваркой давлением, адгезивов, когезионных соединений, механических крепежных деталей и т.д.). Трусы могут быть предварительно сформированы на любом участке по периметру изделия в области талии (например, скреплены или сшиты сбоку, скреплены или сшиты спереди на талии, скреплены или сшиты сзади на талии).
Термин «предварительно скрепленный» в настоящем раскрытии обозначает трусы-подгузник, изготовленный и поставляемый потребителям в конфигурации, при которой передняя область талии и задняя область талии скреплены или соединены друг с другом в упакованном виде перед надеванием на пользователя. Как таковые, трусы-подгузники могут иметь отверстие для талии с непрерывным периметром и отверстия для ног с непрерывным периметром для младенцев и взрослых носителей. Как будет более подробно обсуждаться ниже, трусы-подгузник может быть предварительно сформирован согласно различным технологиям, включая, кроме прочего, соединение частей подгузника с использованием повторно скрепляемых и/или образующих неразъемное соединение элементов (например, швов, термокомпрессионных соединений, швов, полученных сваркой давлением, адгезивов, когезионных соединений, механических крепежных деталей и т.д.). Кроме того, трусы-подгузник может быть предварительно сформирован по периметру области талии (например, скреплен или соединен сбоку, скреплен или соединен спереди на талии, скреплен или соединен сзади на талии).
Термин "податливый" в настоящем описании относится к любому материалу с твердостью, измеренной с помощью дюрометра, находящейся в диапазоне от 20 до 100, при измерении в соответствии со стандартом ASTM: D2240 для дюрометров типа А.
Настоящее раскрытие относится к способам и устройствам для соединения заготовок термокомпрессией. Как более подробно будет описано ниже, устройство для соединения термокомпрессией может содержать барабан и опорный вал, расположенный вблизи барабана. И барабан, и опорный вал могут содержать наружную периферийную поверхность. Барабан также может содержать отверстие в наружной периферийной поверхности и одну или несколько сшивающих установок, расположенных радиально внутри от наружной периферийной поверхности барабана. Наружная периферийная поверхность опорного вала может содержать податливый материал. Как будет более подробно обсуждаться ниже, сшивающая установка может содержать форсунку для текучего вещества, функционально связанную с прессующим элементом. В ходе операции соединения термокомпрессией, барабан вращают вокруг оси вращения, при этом первый слой заготовки продвигается в направлении обработки на наружную периферийную поверхность барабана. Второй слой заготовки также продвигается в направлении обработки, при этом первый слой заготовки находится между вторым слоем заготовки и барабаном. Текучее вещество нагревают до температуры, достаточной для по меньшей мере частичного расплавления заготовок. По мере вращения барабана форсунка для текучего вещества перемещается радиально наружу к отверстию в наружной периферийной поверхности барабана. Форсунка для текучего вещества направляет струю нагретого текучего вещества через отверстие на зону перекрытия первого и второго слоев заготовки, что частично расплавляет зону перекрытия. По мере того как барабан продолжает вращаться, форсунка для текучего вещества втягивается в направлении радиально внутрь от отверстия, и через отверстие радиально наружу перемещается прессующий элемент.
Частично расплавленная зона перекрытия затем продвигается через зазор, образованный между прессующим элементом и опорным валом, таким образом сжимая зону перекрытия первой и второй заготовок между прессующим элементом и опорным валом. Прессующий элемент может прижимать зону перекрытия к опорному валу таким образом, что наружная периферийная поверхность опорного вала деформируется радиально внутрь в направлении оси вращения опорного вала. Прессующий элемент может деформировать наружную периферийную поверхность опорного вала на радиальную толщину, составляющую по меньшей мере 25% размера первого и второго слоев заготовки в несжатом, нерасплавленном состоянии. При этом первая и вторая заготовки могут быть деформированы в направлении, не являющемся тангенциальным к наружной периферийной поверхности опорного вала и наружной поверхности прессующего элемента. В результате, отдельные области термокомпрессионного соединения или швы формируются между первой и второй заготовками. Затем барабан продолжает вращаться, и прессующий элемент втягивается из отверстия радиально внутрь.
Следует принимать во внимание, что хотя способы и устройства соединения термокомпрессией согласно настоящему раскрытию могут быть сконфигурированы для соединения термокомпрессией заготовок различных типов, способы и устройства согласно настоящему раскрытию обсуждаются ниже в контексте изготовления абсорбирующих изделий. В частности, способы и устройства обсуждаются в контексте соединения термокомпрессией заготовок поясов для формирования боковых швов на продвигающихся непрерывных полотнах абсорбирующих изделий в ходе производства. Как будет обсуждаться ниже, продвигающееся непрерывное полотно абсорбирующих изделий может содержать ряд оснований, соединенных с непрерывной заготовкой первого пояса и с непрерывной заготовкой второго пояса. Непрерывные заготовки первого и второго поясов могут быть отделены друг от друга вдоль поперечного направления и, в то же время, продвигаться в направлении обработки. Каждое основание может иметь протяженность в поперечном направлении и может содержать противоположные первую и вторую оконечные области, разделенные центральной областью, при этом первые оконечные области соединены заготовкой первого пояса, а вторые оконечные области соединены заготовкой второго пояса. Основания также могут быть расположены на расстоянии друг от друга вдоль направления обработки.
Сгибающее устройство действует для сгибания основания по оси сгиба вдоль центральных областей и для приведения заготовки второго пояса и второй оконечной области основания в положение, обращенное к заготовке первого пояса и первой оконечной областью основания. В некоторых примерах конфигураций заготовка первого пояса, заготовка второго пояса и согнутые основания продвигаются в направлении обработки на внешнюю периферийную поверхность вращающегося барабана так, как это описано выше. По мере вращения барабана форсунка для текучего вещества перемещается в направлении радиально наружу к отверстию в наружной периферийной поверхности барабана. Форсунка для текучего вещества направляет струю нагретого текучего вещества через отверстие на зону перекрытия заготовок первого и второго пояса, что частично расплавляет зону перекрытия. По мере того как барабан продолжает вращаться форсунка для текучего вещества втягивается в направлении радиально внутрь от отверстия, и через отверстие радиально наружу перемещается прессующий элемент. Частично расплавленная зона перекрытия затем сжимается между прессующим элементом и опорным валом, создавая обособленные участки термокомпрессионного соединения или швы между заготовками первого и второго поясов. Барабан продолжает вращаться, прессующий элемент втягивается в направлении радиально внутрь от отверстия и непрерывное полотно заготовок первого и второго поясов продвигается от барабана к ножевому валу. Соединенные термокомпрессией области разрезаются ножевым валом вдоль поперечного направления для создания первого бокового шва на абсорбирующем изделии и второго бокового шва на следующем продвигающемся абсорбирующем изделии.
Хотя следующее описание относится к соединению термокомпрессией одного или более слоев заготовки, следует понимать, что в некоторых примерах конфигураций устройства и способы, раскрытые в настоящем описании, могут быть использованы для тиснения или деформирования одного слоя заготовки.
Способы и устройства, обсуждаемые в настоящем раскрытии, могут использоваться для соединения термокомпрессией конфигураций заготовок различных типов, некоторые из которых могут использоваться при изготовлении абсорбирующих изделий различных типов. В целях обеспечения дальнейшего обсуждения дополнительным контекстом нижеследующее описание конфигураций способов представляет общее описание абсорбирующих изделий в форме подгузников, содержащих компоненты, соединяемые термокомпрессией в соответствии со способами и устройствами, раскрываемыми в настоящем раскрытии.
На ФИГ. 1 и 2А показан один из примеров трусов-подгузника 100, который может быть собран и согнут в соответствии с устройствами и способами, раскрытыми в настоящем раскрытии. В частности, на ФИГ. 1 показан вид в перспективе трусов-подгузника 100 в предварительно скрепленной конфигурации, а на ФИГ. 2А показан вид в плоском состоянии трусов-подгузника 100 с частью подгузника, обращенной от пользователя, ориентированного к наблюдателю. Трусы-подгузник 100, показанные на ФИГ. 1 и 2А, содержат основание 102 и кольцевой эластичный пояс 104. Как будет более подробно обсуждаться ниже, для формирования кольцевого эластичного пояса 104 соединяют первый эластичный пояс 106 и второй эластичный пояс 108.
Также согласно ФИГ. 2А основание 102 содержит первую область 116 талии, вторую область 118 талии и область 120 промежности, находящуюся между первой и второй областями талии. Первая область 116 талии может быть сконфигурирована как передняя область талии, а вторая область 118 талии может быть сконфигурирована как задняя область талии. В некоторых конфигурациях длина каждой из передней области талии, задней области талии и области промежности может составлять 1/3 длины абсорбирующего изделия 100. Подгузник 100 также может содержать имеющий протяженность в поперечном направлении передний край 121 талии в передней области 116 талии и противолежащий в продольном направлении и имеющий протяженность в поперечном направлении задний край 122 талии в задней области 118 талии. Для создания системы отсчета в целях настоящего обсуждения подгузник 100 и основание 102 согласно ФИГ. 2А показаны с продольной осью 124 и поперечной осью 126. В некоторых конфигурациях продольная ось 124 может проходить через передний край 121 талии и через задний край 122 талии. И поперечная ось 126 может проходить через первый продольный или правый боковой край 128 и через середину второго продольного или левого бокового края 130 основания 102.
Как показано на ФИГ. 1 и 2А, трусы-подгузник 100 может содержать внутреннюю обращенную к телу, поверхность 132 и наружную, обращенную к одежде поверхность 134. Основание 102 может содержать нижний лист 136 и верхний лист 138. Основание 102 также может содержать абсорбирующий пакет 140, содержащий абсорбирующую сердцевину 142, расположенную между частью верхнего листа 138 и нижнего листа 136. Как будет более подробно обсуждаться ниже, подгузник 100 также может содержать другие элементы, такие как резинки для ног и/или манжеты, способствующие прилеганию к ногам пользователя.
Как показано на ФИГ. 2А, периметр основания 102 может определяться первым продольным боковым краем 128, вторым продольным боковым краем 130, первым имеющим протяженность в поперечном направлении оконечным краем 144, расположенным в первой области 116 талии, и вторым имеющим протяженность в поперечном направлении оконечным краем 146, расположенным во второй области 118 талии. Оба оконечных края 128 и 130 имеют протяженность в продольном направлении между первым оконечным краем 144 и вторым оконечным краем 146. Как показано на ФИГ. 2А, имеющие протяженность в поперечном направлении оконечные края 144 и 146 расположены продольно внутри относительно имеющего протяженность в поперечном направлении переднего края 121 талии в передней области 116 талии, а имеющий протяженность в поперечном направлении задний край 122 талии - в задней области 118 талии. Когда трусы-подгузник 100 надет на нижнюю часть туловища пользователя, передний край 121 талии и задний край 122 талии основания 102 могут охватывать часть талии пользователя. В то же время, боковые края 128 и 130 основания могут охватывать по меньшей мере часть ног пользователя. А область 120 промежности обычно может быть расположена между ногами пользователя, при этом абсорбирующая сердцевина 142 имеет протяженность от передней области 116 талии через область 120 промежности в заднюю область 118 талии.
Трусы-подгузники могут быть изготовлены с кольцевым эластичным поясом 104 и могут поставляться потребителям в конфигурации, при которой передняя область 116 талии и задняя область 118 талии соединены друг с другом в упакованном виде перед надеванием на пользователя. Как таковые, трусы-подгузники могут иметь отверстие для талии 110 с непрерывным периметром и отверстия 112 для ног с непрерывными периметрами, как показано на ФИГ. 1.
Кольцевой эластичный пояс 104 определяется первым эластичным поясом 106, соединенным со вторым эластичным поясом 108. Как показано на ФИГ. 2А, первый эластичный пояс 106 определяет первую и вторую противоположные оконечные области 106а, 106b и центральную область 106с, а второй эластичный пояс 108 определяет первую и вторую противоположные оконечные области 108а, 108b и центральную область 108с.
Центральная область 106с первого эластичного пояса соединена с первой областью 116 талии основания 102, а центральная область 108с второго эластичного пояса 108 соединена со второй областью 116 талии основания 102. Как показано на ФИГ. 1, первая оконечная область 106а первого эластичного пояса 106 соединена с первой оконечной областью 108а второго эластичного пояса 108 первым боковым швом 178, а вторая оконечная область 106b первого эластичного пояса 106 соединена со второй оконечной областью 108b второго эластичного пояса 108 вторым боковым швом 108, что определяет кольцевой эластичный пояс 104, а также отверстие 110 для талии и отверстия 112 для ног. Первый эластичный пояс 106 может определять внутреннюю поверхность 117а и наружную поверхность 119а. Второй эластичный пояс 108 может определять внутреннюю поверхность 117b и наружную поверхность 119b.
Как показано на ФИГ. 2А, 3А и 3В, первый эластичный пояс 106 также определяет наружный поперечный край 107а и внутренний поперечный край 107b, а второй эластичный пояс 108 определяет наружный поперечный край 109а и внутренний поперечный край 109b. Наружные поперечные края 107а, 107b также могут определять передний край 120 талии и имеющий протяженность в поперечном направлении задний край 122 талии. Каждый из первого эластичного пояса и второго эластичного пояса, может также может содержать наружный обращенный к одежде слой 162 и внутренний обращенный к пользователю слой 164. Следует принимать во внимание, что первый эластичный пояс 106 и второй эластичный пояс 108 могут содержать одни и те же материалы и/или могут иметь одинаковую конструкцию. В некоторых примерах конфигураций первый эластичный пояс 106 и второй эластичный пояс могут содержать разные материалы и/или могут иметь разные конструкции. Также следует принимать во внимание, что первый эластичный пояс 106 и второй эластичный пояс 108 могут быть сконструированы из различных материалов. Например, первый и второй пояса могут быть изготовлены из таких материалов, как пластмассовые пленки; перфорированные пластмассовые пленки; тканые или нетканые полотна из натуральных материалов (например, из древесных или хлопковых волокон), синтетических волокон (например, полиолефиновых, полиамидных, сложных полиэфирных, полиэтиленовых или полипропиленовых волокон) или из сочетания натуральных и/или синтетических волокон; или из тканых или нетканых полотен с покрытием. В некоторых примерах конфигураций первый и второй эластичные пояса содержат нетканое полотно из синтетических волокон и могут содержать растягиваемый нетканый материал. В других примерах конфигураций первый и второй эластичные пояса содержат внутренний гидрофобный, нерастягиваемый нетканый материал и наружный гидрофобный нерастягиваемый нетканый материал.
Каждый из первого и второго эластичных поясов 106, 108 также может содержать эластичный материал пояса, помещенный между наружным слоем 162 и внутренним слоем 164. Эластичный материал пояса может содержать один или несколько эластичных элементов, таких как нити, ленты или панели, проходящие вдоль длин эластичных поясов. Как показано на ФИГ. 2А, 3А и 3В, эластичный материал пояса может содержать ряд эластичных нитей 168, которые в настоящем раскрытии могут именоваться наружными резинками 170 талии и внутренними резинками 172 талии. Как показано на ФИГ. 2А, эластичные нити 168 имеют непрерывную протяженность в поперечном направлении между первой и второй противоположными оконечными областями 106а, 106 и первого эластичного пояса 106 и между первой и второй противоположными оконечными областями 108а, 108b второго эластичного пояса 108. В некоторых примерах конфигураций некоторые эластичные нити 168 могут быть сконфигурированы с разрывами в таких зонах, как, например, зоны, где первый и второй эластичные пояса 106, 108 перекрываются с абсорбирующим пакетом 140. В некоторых примерах конфигураций эластичные нити 168 могут быть расположены с постоянным интервалом в продольном направлении. В других примерах конфигураций эластичные нити 168 могут быть расположены с разными интервалами в продольном направлении. Эластичный материал пояса в растянутом состоянии может быть помещен между несокращенным наружным слоем и несокращенным внутренним слоем и объединен с ними. Когда к эластичному материалу пояса не приложено усилие, эластичный материал возвращается в нерастянутое состояние и сокращает наружный слой и внутренний слой. Эластичный материал пояса может обеспечивать требуемое изменение сжимающего усилия в зоне кольцевого эластичного пояса.
Следует принимать во внимание, что основание 102 и эластичные пояса 106, 108 могут быть сконфигурированы иными различными способами, отличными от способа, изображенного на ФИГ. 2А. Например, на ФИГ. 2В показан вид в плоском состоянии трусов-подгузника 100, содержащего такие же компоненты, как и описанные выше со ссылкой на ФИГ. 2А, за исключением того, что первый имеющий протяженность в поперечном направлении оконечный край 144 основания 102 является выровненным вдоль наружного поперечного края 107а первого эластичного пояса 106 и совпадающим с ним, а второй имеющий протяженность в поперечном направлении оконечный край 146 является выровненным вдоль наружного поперечного края 109а второго пояса 108 и совпадающим с ним.
Устройства и способы согласно настоящему раскрытию могут использоваться для сборки различных компонентов, предварительно скрепленных и повторно скрепляемых трусов-подгузников 100. Например, на ФИГ. 4 показано схематическое изображение преобразующего устройства 300, приспособленного для изготовления трусов-подгузников 100. Принцип работы преобразующего устройства 300 может быть описан со ссылкой на различные компоненты трусов-подгузников 100, описанных выше и показанных на ФИГ. 1 и 2А. Несмотря на то, что нижеследующие способы представлены в контексте подгузника 100, показанного на ФИГ. 1 и 2А, следует принимать во внимание, что, согласно способам, раскрываемым в настоящем раскрытии, могут быть изготовлены различные конфигурации трусов-подгузников, такие, как, например, абсорбирующие изделия, раскрытые в патенте США №7569039, поданном 10 ноября 2004 г.; в заявке на патент США №2005/0107764 А1, поданной 10 ноября 2004 г.; в заявке на патент США №13/221127, поданной 30 августа 2011 г.; и в заявке на патент США №13/221104, поданной 30 августа 2011 г.
Как будет более подробно описано ниже, преобразующее устройство 300, показанное на ФИГ. 4, действует для продвижения обособленных оснований 102 в направлении обработки MD так, чтобы поперечная ось каждого основания 102 была параллельна направлению обработки и при этом основания 102 пространственно разнесены относительно друг друга вдоль направления обработки MD. Противолежащие области 116, 118 талии пространственно разнесенных оснований 102 затем соединяют непрерывными полотнами продвигающихся заготовок 406, 408 первого и второго эластичных поясов. Основания 102 затем сгибают вдоль поперечной оси, приводя заготовки 406, 408 первого и второго эластичных поясов в обращенное друг к другу положение, и заготовки первого и второго эластичных поясов соединяют вдоль областей 336, расположенных с промежутками на расстоянии вдоль направления обработки. Каждая область 336 может включать одно или более обособленных участков 336а термокомпрессионного соединения. Затем заготовки 406, 408 эластичных поясов разрезают вдоль областей 336 для создания отдельных подгузников 100, показанных на ФИГ. 1.
Как показано на ФИГ. 4 и 5А, непрерывное полотно оснований 302 в сборе продвигают в направлении обработки MD к несущему устройству 308 и разрезают ножевым валом 306 на обособленные основания 302. Непрерывное полотно оснований в сборе может содержать абсорбирующие пакеты 140, помещенные между материалом 138 верхнего листа и материалом 136 нижнего листа, резинки для ног, барьерные манжеты и т.п. Часть основания в сборе срезана для того, чтобы показать часть материала верхнего листа и абсорбирующего пакета 140.
После того как обособленные абсорбирующие основания 102 разрезают ножевым валом 306, несущее устройство 308 вращается и продвигает обособленные основания 102 в направлении обработки MD в ориентации, показанной на ФИГ. 5В1, при этом продольная ось 124 основания 102 по сути параллельна направлению обработки MD. Несмотря на то, что основание 102 показано на ФИГ. 5В1 со вторым имеющим протяженность в поперечном направлении оконечным краем 146 в качестве переднего края и с первым протяженным в поперечном направлении оконечным краем 144, в качестве заднего края, следует принимать во внимание, что в других конфигурациях основание 102 может продвигаться и в других ориентациях. Например, основание может быть ориентировано так, что второй имеющий протяженность в поперечном направлении оконечный край 146 представляет собой задний край, а первый имеющий протяженность в поперечном направлении оконечный край 144 представляет собой передний край. Несущее устройство 308 также вращается и, в то же время, изменяет ориентацию продвигающегося основания 102. Несущее устройство 308 также может изменять скорость, с которой основание 302 продвигается в направлении обработки MD. Следует принимать во внимание, что в способах настоящего раскрытия могут использоваться различные формы несущих устройств, такие как, например, несущие устройства, раскрытые в патенте США №7587966. На ФИГ. 5В2 показана ориентация основания 102 на несущем устройстве 308 во время продвижения в направлении обработки. В частности, на ФИГ. 5В2 показано основание 102 с поперечной осью 126 основания 102, по сути параллельной направлению обработки MD, и при этом второй продольный боковой край 130 представляет собой передний край, а первый продольный боковой край 128 представляет собой задний край.
Как будет обсуждаться ниже со ссылкой на ФИГ. 3, 5С, 5D, 5Е и 5F, основания 102 переносятся с несущего устройства 308 и сочетаются с продвигающимися непрерывными полотнами заготовок 406, 408 поясов, которые впоследствии отрезают с образованием первого и второго эластичных поясов 106, 108 на подгузниках 100.
Согласно ФИГ. 4 и 5С основания 102 переносятся с несущего устройства 308 в зазор 316 между несущим устройством 308 и несущим устройством 318, при этом основание 102 сочетается с непрерывными полотнами продвигающихся заготовок переднего пояса 406 и заднего пояса 408. Каждая из заготовки 406 переднего пояса и заготовки 408 заднего пояса определяет обращенную к пользователю поверхность 312 и противоположную, обращенную к одежде поверхность 314. Обращенная к пользователю поверхность 312 заготовки 406 первого пояса может сочетаться с обращенной к одежде поверхностью 134 основания 102 вдоль первой области 116 талии, а обращенная к пользователю поверхность 312 заготовки 408 второго пояса может сочетаться с обращенной к одежде поверхностью 134 основания 102 вдоль второй области 118 талии. Как показано на ФИГ. 4, перед совмещением с обособленными основаниями 102 в зазоре 316 между валом 318 и несущим устройством 308 на обращенной к носителю поверхности 312 заготовок 406, 408 первого и второго поясов может периодически применяться клей.
Согласно ФИГ. 4 и 5D непрерывное полотно абсорбирующих изделий 400 определяется несколькими основаниями 102, пространственно разнесенными относительно друг друга вдоль направления обработки MD и соединенными друг с другом заготовкой 408 второго пояса и заготовкой 406 первого пояса. Как показано на ФИГ. 4, непрерывное полотно абсорбирующих изделий 400 продвигается от зазора 316 к сгибающему устройству 500. В сгибающем устройстве 500 каждое основание 102 сгибается в поперечном направлении CD вдоль поперечной оси 126 для расположения первой области 116 талии, а конкретнее, внутренней обращенной к телу поверхности 132, ориентированной лицом к внутренней обращенной к телу поверхности 132 второй области 118 талии. Сгибание оснований также располагает обращенную к пользователю поверхность 312 заготовки 408 второго пояса, имеющую протяженность между всеми основаниями 102, лицом к обращенной к пользователю поверхности 312 заготовки 406 первого пояса, выполненной протяженной между всеми основаниями 102. Как показано на ФИГ. 4, 5D и 5Е, согнутые обособленные основания 102, соединенные заготовками 406, 408 первого и второго поясов, продвигаются из сгибающего устройства 500 к устройству 334 для термокомпрессионного соединения. Устройство 134 для термокомпрессионного соединения действует для термокомпрессионного соединения зоны перекрытия 362, посредством чего создаются обособленные участки 336а термокомпрессионных соединений. Зона 362 перекрытия содержит первый слой 407 заготовки и второй слой 409 заготовки, показанные на ФИГ. 5G в виде части заготовки 408 второго пояса, протяженной между всеми основаниями 102, и части заготовки 406 первого пояса, протяженной между всеми основаниями 102 соответственно. Зона 362 перекрытия может быть определена размером С, как показано на ФИГ. 5G. Размер С представляет собой общую толщину первой и второй заготовок 406, 408 в несжатом, нерасплавленном состоянии, как показано на ФИГ. 5G. Как показано на ФИГ. 4 и 5F, непрерывное полотно абсорбирующих изделий продвигается из устройства 334 для термокомпрессионного соединения к ножевому валу 338, при этом области 336 разрезаются вдоль поперечного направления для создания первого бокового шва 178 на абсорбирующем изделии 100 и второго бокового шва 180 на следующем продвигающемся абсорбирующем изделии.
Несмотря на то, что абсорбирующее изделие описывается как содержащее заготовки первого и второго поясов, следует принимать во внимание, что абсорбирующее изделие может содержать только одну заготовку пояса. Кроме того, следует принимать во внимание, что основание и заготовка пояса абсорбирующего изделия могут представлять собой одну непрерывную заготовку, и, таким образом, зона перекрытия формируется из одной и той же заготовки. Таким образом, устройство для термокомпрессионного соединения может действовать для термокомпрессионного соединения непрерывной заготовки в зоне перекрытия с образованием одного или нескольких участков термокомпрессионных соединений.
Применительно к ФИГ. 4 преобразующее устройство может включать устройство 334 для термокомпрессионного соединения. Например, на ФИГ. 6А показана подробная схематическая горизонтальная проекция устройства 334 для термокомпрессионного соединения, которое может использоваться со способами и устройствами настоящего раскрытия. Как показано на ФИГ. 6А, устройство 334 для термокомпрессионного соединения может содержать барабан 364 и опорный вал 368, расположенный рядом с барабаном 364. Опорный вал 368 содержит наружную периферийную поверхность 370, и он выполнен с возможностью вращения вокруг оси вращения 372. Опорный вал 368, включающий наружную периферийную поверхность 370, может содержать податливый материал. Барабан 364 также может включать наружную периферийную поверхность 376, и он выполнен с возможностью вращения вокруг оси вращения 374. Барабан 364 может включать одно или несколько отверстий 366 барабана в наружной периферийной поверхности 376. Кроме того, радиально внутри относительно наружной периферийной поверхности 376 и отверстий 366 барабана расположен ряд сшивающих установок 348. Как будет более подробно обсуждаться ниже со ссылкой на ФИГ. 6В, каждая сшивающая установка 348 может содержать форсунку 378 для текучего вещества и прессующий элемент 380. Несмотря на то, что барабан 364, показанный на ФИГ. 6А, содержит шесть сшивающих установок 348, следует принимать во внимание, что барабан 364 может быть сконфигурирован содержащим большее или меньшее чем шесть количество сшивающих установок 348.
В ходе работы барабан 364 может вращаться вокруг оси вращения 374, а опорный вал 368 может вращаться вокруг оси вращения 372 в направлениях, показанных на ФИГ. 6А. Абсорбирующие изделия 400 могут продвигаться в направлении обработки MD на наружную периферийную поверхность 376, при этом заготовка 406 первого пояса находится между заготовкой 408 второго пояса и наружной периферийной поверхностью 376. По мере вращения барабана форсунки 378 для текучего вещества сшивающей установки 348 перемещаются радиально наружу к отверстию 366 барабана в наружной периферийной поверхности 376, как показано на ФИГ. 6В. Текучее вещество нагревается до температуры, достаточной по меньшей мере для частичного расплавления зоны перекрытия. Форсунки 378 для текучего вещества направляют поток нагретого текучего вещества через отверстие 366 барабана на зону перекрытия первой и второй заготовок 406, 408 для частичного расплавления зоны перекрытия.
Как показано на ФИГ. 6А и 6В, по мере того, как барабан продолжает вращаться, форсунки 378 для текучего вещества втягиваются радиально внутрь от отверстия 366 барабана, барабан 112 продолжает вращаться вокруг оси вращения 374 и радиально наружу через отверстие 366 барабана выдвигается прессующий элемент. Абсорбирующие изделия 400 затем проходят через зазор 332, образованный между прессующим элементом 380 и опорным валом 368, как показано на ФИГ. 6А. Прессующий элемент 380 прижимает частично расплавленную зону перекрытия к наружной периферийной поверхности 370, создавая один или несколько обособленных участков 336а термокомпрессионных соединений между заготовками 406, 408 первого и второго поясов. По мере того как прессующий элемент 380 прижимает частично расплавленную зону перекрытия к наружной периферийной поверхности 370, прессующий элемент 380 может деформировать наружную периферийную поверхность 370 опорного вала 368 радиально внутрь в направлении оси вращения 372. При этом зона перекрытия первой и второй заготовок 406, 408 деформируется в направлении Z, не являющемся тангенциальным к наружной поверхности 425 прессующего элемента 380 и наружной периферийной поверхности 370 опорного вала 368, как описано ниже более подробно. В результате, прессующий элемент 380 сжимает зону перекрытия на протяжении более длинного промежутка времени, а не мгновенно, по мере того как абсорбирующие изделия 400 продвигаются через зазор 332. Барабан 364 продолжает вращаться, и прессующий элемент втягивается радиально внутрь от отверстия 366 барабана.
Каждая сшивающая установка барабана может содержать форсунку для текучего вещества и прессующий элемент. На ФИГ. 7 показан подробный покомпонентный вид сшивающей установки 348. Как показано на ФИГ. 7, сшивающая установка 348 содержит базовый элемент 340, который неподвижно соединен с барабаном и вращается вместе с барабаном. Базовый элемент 340 имеет, по существу, квадратную форму и определяется верхней поверхностью 382 базового элемента и нижней поверхностью 383 базового элемента. Базовый элемент 340 содержит базовое отверстие 350, проходящее через верхнюю и нижнюю поверхности 382, 383 базового элемента так, чтобы форсунка 384 для текучего вещества и прессующий элемент 380 могли проходить через базовое отверстие 350. Кроме того, нижняя поверхность 383 базового элемента неподвижно соединена с базовым рычагом 352. Как обсуждается ниже, один конец базового рычага 352 соединен с нижней поверхностью 383 базового элемента, а другой конец базового рычага 352 функционально связан с первым сдвигающим рычагом 354.
Также согласно ФИГ. 7 сшивающая установка 348 дополнительно включает элемент 358 кулачкового толкателя и первый и второй наборы роликов 388, 390 кулачковой направляющей, соединенные с элементом 358 кулачкового толкателя с возможностью качения. Элемент 358 кулачкового толкателя является, по существу, Т-образным и определяется первой частью 360 элемента кулачкового толкателя, второй частью 362 элемента кулачкового толкателя и лицевой поверхностью 363 элемента кулачкового толкателя. Первая часть 360 элемента кулачкового толкателя функционально связана с первым сдвигающим рычагом 354 и первым набором роликов 388 кулачковой направляющей в одном положении элемента 358 кулачкового толкателя. Кроме того, второй набор роликов 390 кулачковой направляющей функционально связан со второй частью 362 элемента кулачкового толкателя в направлении радиально наружу относительно первого набора роликов 388 кулачковой направляющей. Также с элементом 358 кулачкового толкателя функционально связан набор вторых сдвигающих рычагов 356. Набор вторых сдвигающих рычагов 356 функционально связывает базовый элемент 340 с первой частью 360 элемента кулачкового толкателя в положении, находящемся снаружи относительно второго набора роликов 390 кулачковой направляющей.
Как будет более подробно обсуждаться ниже со ссылкой на ФИГ. 6А1 и 6В, первый и второй наборы роликов 388, 390 кулачковой направляющей сконфигурированы для качения по неподвижной кулачковой направляющей по мере вращения барабана 364. Неподвижная кулачковая направляющая 293 окружает ось вращения 374 и определяется внутренней периферийной поверхностью 395 и радиусом R, который имеет протяженность от внутренней периферийной поверхности 395 неподвижной кулачковой направляющей 392 до оси вращения 374, как показано на ФИГ. 6А1. В некоторых примерах конфигураций неподвижная кулачковая направляющая 392 может содержать различные криволинейные и/или прямолинейные области так, чтобы неподвижная кулачковая направляющая 392 определялась относительно более длинными и более короткими радиусами R в разных точках по периферийной поверхности 395 неподвижной кулачковой направляющей 392. Первый и второй наборы роликов 388, 390 кулачковой направляющей катятся по неподвижной кулачковой направляющей 392 по мере вращения барабана 364. Первый, второй и третий сдвигающие рычаги 354, 356, 385 поворачиваются там, где радиус R неподвижной кулачковой направляющей 392 увеличивается или уменьшается по мере того, как первый и второй наборы роликов 388, 390 кулачковой направляющей катятся по неподвижной кулачковой направляющей 392. В то же время в областях, где неподвижная кулачковая направляющая 392 определяется относительно более длинными радиусами R, элемент 384 кулачкового толкателя выдвигается радиально наружу через базовое отверстие. В то же время в областях, где неподвижная кулачковая направляющая 392 определяется относительно более короткими радиусами R, элемент кулачкового толкателя вдвигается радиально внутрь через базовое отверстие. Следует принимать во внимание, что кулачковая направляющая 392 может быть сконфигурирована имеющей различные другие формы и размеры. Например, в некоторых примерах конфигураций кулачковая направляющая 392 может быть сконфигурирована имеющей круглую форму, которая смещена, или эксцентрична, относительно оси вращения 374. Смещение неподвижной кулачковой направляющей относительно оси вращения вызывает сдвиг элементом кулачкового толкателя первого и второго наборов роликов кулачковой направляющей, катящихся по неподвижной кулачковой направляющей.
Согласно ФИГ. 7 и 8 сшивающая установка 348 также может содержать пружинный элемент 394. Пружинный элемент 394 может иметь, по существу, U-образную форму и определяться верхней поверхностью 410 пружинного элемента, нижней поверхностью 411 пружинного элемента и боковым отверстием 412 пружинного элемента. Согласно ФИГ. 7 нижняя поверхность 411 пружинного элемента неподвижно соединена с верхней поверхностью 636 элемента кулачкового толкателя. Пружинный элемент 394 может иметь протяженность вдоль всей верхней поверхности 363 элемента кулачкового толкателя. Как будет более подробно обсуждаться ниже, боковое отверстие 412 пружинного элемента позволяет пружинному элементу 394 изгибаться, когда прессующий элемент прижимает частично расплавленную зону перекрытия к наружной периферийной поверхности.
Сшивающая установка также может содержать прессующий элемент 380, показанный на ФИГ. 7. Прессующий элемент 380 может иметь, по существу, прямоугольную форму и может определяться верхней поверхностью 420 прессующего элемента, нижней поверхностью 421 прессующего элемента и длиной 387 прессующего элемента. Прессующий элемент 380 может содержать, по существу, квадратные выступы 423, имеющие протяженность наружу от верхней поверхности 420 прессующего элемента. Выступы 423 могут быть определены наружной поверхностью 425, которая является наиболее наружной в радиальном направлении поверхностью выступа 423. В некоторых примерах конфигураций выступы 423 могут иметь плоскую наружную поверхность 425, как показано на ФИГ. 6В. Однако в других примерах конфигураций выступы 423 могут иметь изогнутую наружную поверхность. Нижняя поверхность 421 прессующего элемента неподвижно соединена с верхней поверхностью 410 пружинного элемента. Прессующий элемент 380 может иметь протяженность вдоль всей верхней поверхности 410 пружинного элемента. Как будет более подробно обсуждаться ниже, выступы 423 могут быть расположены в два ряда, как показано на ФИГ. 7. Выступы 423 могут содержать податливый материал, который может формировать наружную поверхность 425 выступов 423.
Также согласно ФИГ. 7 сшивающая установка 348 может дополнительно содержать нагревательные устройства 384. Как будет более подробно обсуждаться ниже, каждое нагревательное устройство 384 обеспечивает источник текучего вещества под давлением для доставки нагретого текучего вещества под давлением, такого, как, например, воздух, к форсунке 378 для текучего вещества. В некоторых примерах конфигураций истечением текучего вещества из нагревательного устройства 384 в форсунку 378 для текучего вещества может управлять клапан. Каждое нагревательное устройство функционально связано с базовым элементом 340 посредством набора из трех сдвигающих рычагов 385. Каждый третий сдвигающий рычаг 385 функционально связан с одним концом одного нагревательного устройства 384, а также со второй частью 365 элемента кулачкового толкателя.
Как показано на ФИГ. 7, сшивающая установка также может содержать форсунку 378 для текучего вещества. Форсунка 378 для текучего вещества может содержать одно или несколько отверстий 424 для текучего вещества, при этом нагретое текучее вещество под давлением высвобождается из форсунки 378 для текучего вещества. Каждое нагревательное устройство 384 неподвижно соединено с отдельной форсункой 378 для текучего вещества. Как показано на ФИГ. 7, отверстия 424 для текучего вещества могут быть круглыми и могут иметь протяженность в ряд вдоль форсунки 378 для текучего вещества.
Как показано на ФИГ. 6А и 9, опорный вал 368 может содержать податливый материал 342. Податливый материал 342 может определять наружную периферийную поверхность 370 опорного вала 368. Податливый материал может включать, например, силикон, натуральный каучук, синтетический каучук (например, бутадиенакрилонитрильный каучук, бутадиенстирольный каучук, нитрил и неопрен), полиуретаны, ABS-пластик. Податливый материал может характеризоваться твердостью в диапазоне 20-100 по Шору А или эквивалентной твердостью. В некоторых примерах конфигураций податливый материал 342 может формировать муфту 343 на опорном вале 368, как показано на ФИГ. 6А. Муфта 343 может определять наружную периферийную поверхность 370 опорного вала 368. В некоторых примерах конфигураций опорный вал 368 может состоять полностью из податливого материала.
При работе установки абсорбирующие изделия продвигаются в направлении обработки MD к устройству 334 для термокомпрессионного соединения. Со ссылкой на ФИГ. 6А, абсорбирующие изделия 400 продвигаются в направлении обработки MD на наружную периферийную поверхность 376 по мере вращения барабана 364 вокруг оси вращения 374. Заготовка 406 первого пояса находится между заготовкой 408 второго пояса и наружной периферийной поверхностью 376. В частности, наружный слой 162 заготовки 406 первого пояса может находиться в непосредственном контакте с наружной периферийной поверхностью 376. И внутренний слой 164 заготовки 406 первого пояса может находиться в непосредственном контакте с внутренним слоем 164 заготовки 408 второго пояса. Наружная периферийная поверхность 376 перемещается с такой же скоростью, как и продвигающиеся абсорбирующие изделия 400 так, что положение абсорбирующих изделий 400, принимаемых на наружной периферийной поверхности 376, остается постоянными до тех пор, пока абсорбирующие изделия не будут удалены с барабана 364 в нисходящем направлении. Зона перекрытия заготовок 406, 408 первого и второго поясов расположена на наружной периферийной поверхности 376, совпадая с отверстием 366 барабана. Как будет более подробно обсуждаться ниже, сшивающая установка 348, направленная радиально внутрь относительно отверстия 366 барабана, сконфигурирована для осуществления термокомпрессионного соединения части зоны перекрытия по мере перемещения абсорбирующих изделий 400 по барабану 364. При приеме абсорбирующих изделий на барабане 364 сшивающая установка 348 расположена в первой конфигурации.
На ФИГ. 10 показан вид в перспективе сшивающей установки 348 в первой конфигурации. Согласно ФИГ. 8 и 10 в первой конфигурации форсунки 378 для текучего вещества расположены радиально снаружи вблизи отверстия 366 барабана и наружной периферийной поверхности 376, в то время как прессующий элемент 380 расположен радиально внутри относительно отверстия 366 барабана и наружной периферийной поверхности 376. Кроме того, форсунки 378 для текучего вещества расположены в том же положении на окружности, что и выступы 423 прессующего элемента 380, и, таким образом, нагретое текучее вещество направляется в те же положения на зоне перекрытия, которые впоследствии будут сжаты прессующим элементом 380.
Согласно ФИГ. 6А и 6В, по мере того, как барабан продолжает вращаться, абсорбирующие изделия 400 оборачиваются вокруг наружной периферийной поверхности 376. В то же время струя нагретого текучего вещества под давлением направляется из нагревательных устройств 384 через форсунки 378 для текучего вещества наружу на зону перекрытия заготовок 406, 408 первого и второго поясов. Форсунки 378 для текучего вещества поддерживаются на предварительно выбранном расстоянии Y от наружного слоя 162 заготовки 406 первого пояса с целью управления прикладываемым давлением нагретого текучего вещества к зоне перекрытия, как показано на ФИГ. 6В1. В некоторых примерах конфигураций расстояние Y между наружным слоем 162 заготовки 406 первого пояса и форсунками 378 для текучего вещества может поддерживаться в пределах 3 мм относительно предварительно выбранного расстояния Y.
Для поддержания абсорбирующих изделий в пределах постоянного удаления от наружной периферийной поверхности барабана, в то время как текучее вещество нагревает зону перекрытия, может использоваться устройство управления положением. В некоторых примерах конфигураций устройство 450 управления положением может представлять собой ленточное устройство 451, показанное на ФИГ. 11. Устройство 450 управления положением может быть расположено вблизи барабана 364 и может принимать форму по меньшей мере части наружной периферийной поверхности 376. Устройство управления положением может удерживать абсорбирующие изделия 400 в интервале от 0 миллиметров до приблизительно 10 миллиметров от наружной периферийной поверхности барабана или в интервале от приблизительно 0,5 миллиметра до приблизительно 5 миллиметров от наружной периферийной поверхности.
Когда зона перекрытия становится по меньшей мере частично расплавленной, а барабан 364 продолжает вращаться, сшивающая установка сдвигается во вторую конфигурацию. Как показано на ФИГ. 6А, 6А1, 6В и 6В1, по мере вращения барабана 364 первый и второй наборы роликов 388, 390 кулачковой направляющей катятся по неподвижной кулачковой направляющей 392. Неподвижная кулачковая направляющая 392 остается неподвижной, в то время как первый и второй наборы роликов 388, 390 кулачковой направляющей катятся по неподвижной кулачковой направляющей 392. По мере того как первый и второй наборы роликов 388, 390 кулачковой направляющей катятся из областей, где радиус R неподвижной кулачковой направляющей 392 определяется относительно более короткими радиусами R, в области, где радиус R неподвижной кулачковой направляющей 392 определяется относительно более длинными радиусами R, первый, второй и третий сдвигающие рычаги 354, 356, 385 поворачиваются. Согласно ФИГ. 6В первый сдвигающий рычаг 354 поворачивается на базовом рычаге 352 и элементе 358 кулачкового толкателя, в то время как набор вторых сдвигающих рычагов 356 поворачивается на элементе 358 кулачкового толкателя и базовом элементе 340. В то же время элемент 358 кулачкового толкателя выдвигается радиально наружу к наружной периферийной поверхности 376. Третьи сдвигающие рычаги 385 также поворачиваются на элементе 358 кулачкового толкателя, приводя к перемещению нагревательных устройств 384 радиально внутрь от наружной периферийной поверхности 376 и пространственному разнесению форсунок для текучего вещества относительно друг друга по каждую из сторон прессующего элемента 380. Сшивающая установка 348 продолжает сдвигаться до тех пор, пока первый и второй наборы роликов 388, 390 кулачковой направляющей катятся по областям неподвижной кулачковой направляющей 392, при этом радиус R неподвижной кулачковой направляющей 392 остается постоянным, что соответствует второй конфигурации сшивающей установки 348. Сшивающая установка 348 остается во второй конфигурации до тех пор, пока первый и второй наборы роликов 388, 390 кулачковой направляющей перемещаются по неподвижной кулачковой направляющей 392 к областям, где неподвижная кулачковая направляющая определяется относительно более короткими радиусами.
На ФИГ. 12 показан вид в перспективе сшивающей установки 348 во второй конфигурации. Согласно ФИГ. 12 во второй конфигурации прессующий элемент 380 протяжен через отверстие барабана за наружную периферийную поверхность, нагревательные элементы расположены радиально внутри относительно отверстия 366 барабана и форсунки 378 для текучего вещества расположены по каждую из сторон элемента кулачкового толкателя, прилегающего к наружной периферийной поверхности 366.
Согласно ФИГ. 6А и 6В, в то время как барабан продолжает вращаться и сшивающая установка 348 находится во второй конфигурации, частично расплавленная зона перекрытия приближается к опорному валу 368, расположенному рядом с барабаном 364. Когда абсорбирующие изделия 400 продвигаются через зазор 332, образованный между опорным валом 368 и барабаном 364, прессующий элемент 380, который проходит радиально наружу от отверстия 366 барабана, прижимает частично расплавленную зону перекрытия к наружной периферийной поверхности 370 опорного вала. Как показано на ФИГ. 9 и 13-15, когда абсорбирующие изделия 400 продвигаются через зазор 332 между вращающимся опорным валом 368 и прессующим элементом 380 сшивающей установки 348, выступы 423 прессующего элемента 380 деформируют наружную периферийную поверхность 370 опорного вала 368 радиально внутрь в направлении оси вращения 372. В результате первая и вторая заготовки 406, 408 деформируются в направлении Z, не являющемся тангенциальным к наружной периферийной поверхности 370 опорного вала 368 и наружной поверхности 425 выступов 423 прессующего элемента 380.
Опорный вал 368 может быть выполнен с возможностью деформирования в направлении к оси вращения 372 на радиальную толщину RT, составляющую по меньшей мере 25% размера С, представляющего собой общую толщину первой и второй заготовок 406, 408 в несжатом и нерасплавленном состоянии. В некоторых примерах конфигураций опорный вал 368 может деформироваться на радиальную толщину RT, составляющую по меньшей мере 30%, по меньшей мере 40%, по меньшей мере 50%, по меньшей мере 60%, по меньшей мере 70%, по меньшей мере 80% размера С, представляющего собой общую толщину первой и второй заготовок 406, 408 в несжатом и нерасплавленном состоянии.
Выступы 423 прессующего элемента 380 сконфигурированы для соприкосновения с теми же положениями зоны перекрытия, которые были по меньшей мере частично расплавлены нагретым текучим веществом, как показано на ФИГ. 6В, посредством чего в зоне перекрытия образуются обособленные участки 336а термокомпрессионных соединений. Пружинный элемент 394 может использоваться для приложения предварительно определенного усилия к зоне перекрытия между прессующим элементом 380 и опорным валом 368. После сжатия абсорбирующие изделия перемещаются с наружной периферии барабана. Барабан продолжает вращаться, и сшивающая установка сдвигается обратно в первую конфигурацию с целью формирования обособленных участков термокомпрессионных соединений на следующем абсорбирующем изделии.
В некоторых примерах конфигураций расстояние от абсорбирующих изделий до форсунок для текучего вещества может находиться в интервале от 0 миллиметров до приблизительно 20 миллиметров или от приблизительно 0 миллиметров до приблизительно 5 миллиметров, например от приблизительно 0,5 миллиметра до приблизительно 3 миллиметров. Управление расстоянием между первой и второй заготовками и отверстием 424 для текучего вещества также может в результате приводить к более предсказуемому распылению текучего вещества и картине расплавления в ходе процесса нагревания.
Нагретое текучее вещество может включать окружающий воздух или другие газы. Следует принимать во внимание, что текучее вещество может нагреваться до различных температур и нагнетаться при различных давлениях. Например, в некоторых примерах конфигураций текучее вещество может быть нагрето вплоть до температуры в интервале от низшей точки плавления первой и второй заготовок минус 30°C до низшей точки плавления первой и второй заготовок плюс 100°C. В некоторых примерах конфигураций давление текучего вещества может находиться в интервале от 0,1×105 ньютонов на квадратный метр до 1×106 ньютонов на квадратный метр. В некоторых примерах конфигураций нагретое текучее вещество может направляться по меньшей мере на одну из заготовки первого пояса и заготовки второго пояса в течение промежутка времени в интервале от 10 миллисекунд до 1000 миллисекунд или более. Могут использоваться более короткие и более длительные промежутки времени.
В некоторых примерах конфигураций прессующий элемент может прижимать частично расплавленную зону перекрытия к наружной периферийной поверхности под давлением в интервале от приблизительно 1×105 ньютонов на квадратный метр до приблизительно 1×108 ньютонов на квадратный метр. В некоторых примерах конфигураций прессующий элемент может сжимать заготовки первого и второго поясов в течение промежутка времени в интервале от 10 миллисекунд до 1000 миллисекунд или более. Могут использоваться более короткие и более длительные промежутки времени.
Как показано на ФИГ. 10, следует понимать, что выступы 423 в различных конфигурациях могут быть равномерно или неравномерно пространственно разнесены и могут быть ориентированы в разных направлениях. Выступы 423 могут иметь круглую, овальную или другие типы форм. В некоторых примерах конфигураций выступы прессующего элемента могут иметь гладкую поверхность с тем, чтобы обособленные участки термокомпрессионных соединений были плоскими. Однако в некоторых примерах конфигураций выступы прессующего элемента могут иметь неровную поверхность с тем, чтобы участки термокомпрессионных соединений имели текстуру. Согласно ФИГ. 10 выступы 423 могут иметь высоту в интервале от приблизительно 0,5 миллиметра до приблизительно 5 миллиметров. В некоторых примерах конфигураций выступы могут иметь ширину 442 в интервале от приблизительно 2 миллиметров до приблизительно 10 миллиметров, или от приблизительно 4 миллиметров до приблизительно 6 миллиметров.
Несмотря на то, что на ФИГ. 8 и 12 показано, что пружинный элемент имеет U-образную форму, следует принимать во внимание, что для амортизации давления от прессующего элемента 380, прижимающего зону перекрытия к наружной периферийной поверхности, могут использоваться различные другие пружинные элементы. Управляя величиной усилия, прилагаемого к зоне перекрытия, можно приложить усилие, достаточное для формирования обособленных участков термокомпрессионных соединений, минимизируя повреждение заготовок и/или формирование относительно непрочных обособленных термокомпрессионных соединений.
Если выбраны номинальные заданные значения, температура и давление текучего вещества поддерживаются в пределах заданного интервала. Например, заданное значение может быть выбрано из обсужденных выше интервалов и тогда температура может поддерживаться в фиксированном интервале относительно номинального заданного значения, таком как ±30°C, и давление может поддерживаться в фиксированном интервале относительно номинального заданного значения, таком как ±1 бар. Допустимый интервал будет зависеть от взаимосвязи между такими свойствами, как точка размягчения и/или температура плавления материалов, подлежащих соединению, и выбранным номинальным заданным значением. Например, номинальное заданное значение, которое выше температуры плавления одного или нескольких подлежащих соединению материалов, может потребовать более узкого интервала управления, чем номинальное заданное значение, которое намного ниже температуры плавления одного или нескольких подлежащих соединению материалов. Интервал управления может быть асимметричным относительно номинального заданного значения. Под достаточным нагреванием подразумевается то, что текучее вещество нагревается до температуры, допускающей по меньшей мере частичное расплавление или по меньшей мере размягчение одной или нескольких заготовок. Достаточное нагревание может изменяться вместе с материалами и используемым оборудованием. Например, если нагретое текучее вещество применяется к одной или нескольким заготовкам почти мгновенно, с небольшим или отсутствующим временем на охлаждение, текучее вещество может быть нагрето приблизительно до точки размягчения или приблизительно до точки плавления одной или нескольких заготовок. Если нагретое текучее вещество направляется на одну или несколько заготовок через некоторый промежуток времени или расстояния, так, что нагретое текучее вещество может несколько охлаждаться перед взаимодействием с одной или несколькими заготовками, может быть необходимо нагреть текучее вещество выше, возможно значительно выше, точки размягчения или точки плавления одной или нескольких заготовок.
Продолжительность переноса энергии в способе, описываемом в настоящем раскрытии, может представлять собой динамический процесс, и через поперечные сечения плавких компонентов может быть создан температурный градиент. Т.е. сердцевина плавких компонентов может оставаться твердой, в то время как внешняя поверхность плавких компонентов может быть расплавлена или близка к расплавлению. Внешняя поверхность может достигать точки размягчения даже ниже температуры плавления, и, таким образом, пластическая деформация материала может происходить при намного меньшей нагрузке, чем для того же материала при температуре окружающей среды. Поэтому, если один или несколько из подлежащих соединению материалов обладают точкой размягчения, процесс может регулироваться так, чтобы по меньшей мере в части заготовок 406, 408 первого и второго поясов он достигал температуры между точкой размягчения и точкой плавления. Использование температуры точки размягчения или выше точки размягчения, но ниже точки плавления одного или нескольких из плавких компонентов может позволить создавать прочное термокомпрессионное соединение между заготовками 406, 408 первого и второго поясов с уменьшенным нарушением структуры плавких компонентов, например путем размягчения или иного ослабления плавких компонентов.
Согласно ФИГ. 4 и 5F, после формирования обособленных участков 336а термокомпрессионных соединений абсорбирующие изделия 400 продвигаются в направлении обработки MD к ножевому валу 338, где области 336 разрезают вдоль поперечного направления с целью создания первого бокового шва 178 на абсорбирующем изделии 100 и второго бокового шва 180 на следующем продвигающемся абсорбирующем изделии. Следует принимать во внимание, что в некоторых примерах конфигураций ножевой вал может быть выполнен заодно с прессующим элементом так, что, когда прессующий элемент сжимает зону перекрытия, прессующий элемент также разрезает зону перекрытия.
В некоторых примерах конфигураций прессующий элемент 580 может быть выполнен в виде вращающегося барабана 520. Как показано на ФИГ. 16, вращающийся барабан 520 может иметь наружную периферийную поверхность 522 и множество выступов 523, протяженных радиально наружу от наружной периферийной поверхности 522 вращающегося барабана 520. В таком примере конфигурации опорный вал 568, имеющий наружную периферийную поверхность 570, может быть расположен вблизи вращающегося барабана 520, образуя зазор 532 между ними. Опорный вал 568 может содержать податливый материал. В других примерах конфигураций опорный вал 668 может иметь множество отверстий 534 в наружной периферийной поверхности 670, как показано на ФИГ. 17. Отверстия 534 могут быть выполнены таким образом, чтобы совпадать с выступами 523 вращающегося барабана 520. В некоторых примерах конфигураций опорный вал 668, показанный на ФИГ. 17, может быть выполнен из жесткого материала, такого как металл.
В других примерах конфигураций прессующий элемент 780 может быть выполнен в виде первого конвейера 720, как показано на ФИГ. 18. Первый конвейер 720 может иметь наружную поверхность 722 и множество выступов 723, протяженных наружу от наружной поверхности 722 первого конвейера 720. Опорный вал 730 может быть выполнен таким образом, чтобы второй конвейер 740 мог располагаться вблизи первого конвейера 720, образуя зазор 732 между ними. Второй конвейер 740 может иметь наружную поверхность 742. Второй конвейер 740 может содержать податливый материал. В других примерах конфигураций второй конвейер 840 может иметь множество отверстий 834 в наружной поверхности 842, как показано на ФИГ. 19. Отверстия 736 второго конвейера 840 могут быть выполнены таким образом, чтобы совпадать с выступами 723 первого конвейера 720. В некоторых примерах конфигураций второй конвейер 840, показанный на ФИГ. 19, может быть выполнен из жесткого материала, такого как металл.
Следует принимать во внимание, что способы и устройства, раскрытые в настоящем описании, могут быть использованы с различными сшивающими установками. Например, способы и устройства, раскрытые в настоящем описании, могут быть использованы в заявке на патент США №13/401,907, поданной 22 февраля, 2012 г. и заявке на патент США №13/402,056, поданной 22 февраля, 2012 г.
Несмотря на то, что устройство для термокомпрессионного соединения описано в контексте термокомпрессионного соединения поясов для изготовления боковых швов, следует принимать во внимание, что способы и устройства согласно настоящему раскрытию могут использоваться для термокомпрессионного соединения разнообразных компонентов и заготовок. Устройства и способы для соединения заготовок термокомпрессией, раскрытые в настоящем описании, также могут быть сконфигурированы для работы в соответствии с устройством и способами, раскрытыми в патенте США №6248195 и публикации заявки на патент США №2012/0021186, поданной 7 июня 2010 г.
Размеры и значения, раскрытые в данном описании, не следует понимать как строго ограниченные указанными точными числовыми значениями. Наоборот, если не указано иначе, каждый такой размер следует подразумевать и как указанное значение, и как функционально эквивалентный диапазон, охватывающий данное значение. Например, размер, указанный как "40 мм", следует понимать как "приблизительно 40 мм".
Каждый документ, упомянутый в данном описании, в том числе любая перекрестная ссылка или родственные патент или заявку, настоящим в полном объеме включен в данное описание посредством ссылки, за исключением четко указанных исключений или иных ограничений. Цитирование любого документа не является допущением того, что он является прототипом любого раскрытого или заявленного в данном описании изобретения или того, что он сам или в сочетании с другим источником или источниками предлагает, предполагает или раскрывает любое из этих изобретений. Также, в том случае, если любое значение или определение какого-либо термина в данном документе противоречит какому-либо значению или определению такого же термина в документе, включенном в настоящий посредством ссылки, значение или определение, закрепленное за этим термином в настоящем документе, будет иметь первостепенную силу.
Хотя были проиллюстрированы и описаны конкретные варианты осуществления данного изобретения, специалистам в данной области будет очевидно, что могут быть выполнены различные другие изменения и модификации без отклонения от сущности и объема данного изобретения. Таким образом, предусматривается, что прилагаемая формула изобретения охватывает все такие изменения и модификации, входящие в объем данного изобретения.
Поглощающее изделие с неткаными боковыми зонами
Спрессованные таблетки
Устройство для представления информационных данных для покупателя, содержащее шкалу эмоционального состояния
Препараты, эффективные для лечения кашля
Способ изготовления одноразового абсорбирующего изделия с прерывисто распределенным абсорбирующим зернистым полимерным материалом, устройство для его осуществления и изготовленное изделие
Композиции для ухода за полостью рта с улучшенными потребительскими эстетическими характеристиками, содержащие аморфный кварц
Пероральные композиции, продукты и способы применения
Композиции моющих средств
Композиции для ухода за полостью рта с улучшенным очищающим эффектом
Абсорбирующая гигиеническая прокладка
Поглощающее изделие с неткаными боковыми зонами
Спрессованные таблетки
Эсктрудированный многослойный материал для абсорбирующих изделий
Устройство для представления информационных данных для покупателя, содержащее шкалу эмоционального состояния
Препараты, эффективные для лечения кашля
Способ изготовления одноразового абсорбирующего изделия с прерывисто распределенным абсорбирующим зернистым полимерным материалом, устройство для его осуществления и изготовленное изделие
Композиции для ухода за полостью рта с улучшенными потребительскими эстетическими характеристиками, содержащие аморфный кварц
Способ лечения или профилактики заболеваний дыхательных путей, включающий введение холекальциферола
Пероральные композиции, продукты и способы применения
Композиции моющих средств

