Результат интеллектуальной деятельности: ДЕЗОКСИДАЦИЯ ПОДВЕРГНУТЫХ КОСОВАЛКОВОЙ ПРОКАТКЕ ПОЛЫХ ЗАГОТОВОК
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу изготовления трубы или трубной заготовки из сплошного тела с помощью прокатного стана, содержащего по меньшей мере один воздействующий снаружи на сплошное тело или трубную заготовку валок, в частности валок для косовалковой прокатки, а также несущий оправку и входящий внутрь трубы или трубной заготовки стержень оправки. Кроме того, изобретение относится к прокатному стану для выполнения способа.
Уровень техники
Изготовление полых заготовок, таких как трубы или трубные заготовки из металлических сплошных тел, осуществляется десятки лет с помощью достаточно известного для специалистов в данной области техники процесса с использованием оправки, в котором оправка расположена на стержне оправки и в процессе горячей деформации непрерывно деформирует металлическое полое тело с образованием полой заготовки. В этом процессе деформации прокатываемая деталь обычно удерживается между двумя воздействующими снаружи наклонными валками, с помощью которых деталь приводится во вращательное движение. При этом толщина стенки полого тела обычно определяется расстоянием между оправкой и наружным валком или наружными валками.
В этом процессе горячей деформации возникает на основании образующихся при деформации поверхностей и контакта с воздушной атмосферой прокатная окалина, которая как создает помехи самому процессу деформации, так и может уменьшать качество поверхности трубы или трубной заготовки.
Поэтому предпринимаются попытки, с одной стороны, ограничения до минимума количества образующейся окалины и, с другой стороны, удаления снова все же образующейся прокатной окалины перед последующими стадиями процесса изготовления. Для удаления прокатной окалины можно применять, например, текучее дезоксидирующее средство и вдувание инертного газа по меньшей мере для защиты внутренних поверхностей изготавливаемой из полой заготовки трубы или трубной заготовки. Описание таких способов приведено, например, в DE 1427828, DE 3405771, CH 655516, а также в WO 2011/083101.
При этом вдувание дезоксидирующего средства происходит на отдельном участке дезоксидации после процесса прошивки в валках посредством присоединения вдувающего устройства на одной стороне и, возможно, отсасывающего устройства на другой стороне полой заготовки. Альтернатива этому предложена в WO 2011/154133 и DE 1427828, в которой во время или непосредственно после прошивки инертный газ или дезоксидирующее средство вдувают через отверстия в опорном стержне оправки или через отверстия в самой оправке в полую заготовку.
Хотя этот способ до настоящего времени еще недостаточно опробован, однако следует ожидать множество проблем как относительно установки, так и при выполнении процесса.
Вдувание дезоксидирующего средства на отдельном участке дезоксидации требует большого количества инертного газа с целью выдувания сначала уже образовавшейся рыхлой внутренней окалины, а затем выдавливания проникшего окружающего воздуха из полой заготовки, а также затем выдавливания излишнего количества дезоксидирующих средств, поскольку они предпочтительно осаждаются на первой половине полой заготовки. Таким образом, существует проблема применения нецелесообразно большого количества дезоксидирующих средств с целью достижения всей длины полой заготовки. Избыточное дезоксидирующее средство частично выбрасывается в прокатный стан, частично сгорает с бурным образованием пламени.
В тех способах, в которых во время или сразу после завершения прошивки необходимо вдувать дезоксидирующего средство через опорный стержень, требуется сложная конструкция опоры наклонных валков, опорного стержня оправки и самой оправки. Кроме того, имеется опасность закупоривания подводящего трубопровода и выпускных каналов за счет склонного к образованию комков, как правило, сильно гигроскопичного дезоксидирующего средства, в частности, на основании того, что оправки и опорные стержни охлаждаются снаружи и/или изнутри водой.
Задача изобретения
Поэтому задачей изобретения является создание способа, а также устройства, с помощью которых обеспечивается возможность достижения улучшения ввода и равномерности нанесения дезоксидирующего средства на внутреннюю поверхность. Кроме того, задача состоит в ограничении применяемого количества дезоксидирующего средства требуемым минимумом.
Эта задача решена согласно изобретению с помощью способа, содержащего признаки пункта 1 формулы изобретения, а также с помощью прокатного стана, содержащего признаки пункта 9 формулы изобретения. Предпочтительные варианты выполнения изобретения определены в зависимых пунктах формулы изобретения.
Сущность изобретения
Согласно изобретению непосредственно после полной прошивки сплошного тела с помощью оправки подают превращенное в текучую среду дезоксидирующее средство и/или инертный газ к обращенной к валку стороне трубы или трубной заготовки и при вытягивании назад оправки через трубу или трубную заготовку вводят внутрь трубы или трубной заготовки. Это означает, что как только оправка полностью проходит через сплошное тело и образовалось сквозное отверстие полой заготовки, трубы или трубной заготовки, без задержки во времени, в частности, в период времени 10 секунд после прошивания сплошного тела, предпочтительно в период времени 5 секунд, особенно предпочтительно в период времени одной секунды после полной прошивки сплошного тела, подают инертный газ, дезоксидирующее средство или их смесь к обращенной по меньшей мере к одному валку, в частности наклонному валку, стороне трубы или трубной заготовки и затем за счет действия создаваемого при вытягивании оправки через трубу или трубную заготовку разрежения вводят внутрь трубы или трубной заготовки.
Таким образом, согласно изобретению образующееся за счет вытягивания назад оправки в полой заготовке разрежение применяется для всасывания инертного газа и/или превращенного с помощью несущего газа в текучую среду дезоксидирующего средства. При этом дезоксидирующее средство и, возможно, также инертный газ транспортируется через свободный, расположенный на обеих сторонах конец полой заготовки.
За счет этого не только обеспечивается возможность ограничения контакта вновь образующейся внутренней поверхности трубы с кислородом воздуха до необходимого минимума, подача дезоксидирующего средства и/или инертного газа под действием создаваемого при вытягивании оправки разрежения обеспечивает также небольшое количество расходуемого дезоксидирующего средства и/или инертного газа на основании незамедлительного покрытия внутренней поверхности полой заготовки после прошивки и завихрения дезоксидирующего средства и/или инертного газа, а также распределение в полой заготовке без обычно необходимого чрезмерного количества несущего газа, инертного газа и/или дезоксидирующего средства.
Относительно устройства согласно изобретению предлагается устройство для подачи и ввода текучего дезоксидирующего средства и/или инертного газа к обращенной по меньшей мере к одному валку стороне трубы или трубной заготовки. Достигаемые с помощью устройства эффекты те же, что и указанные выше применительно к способу.
В одном предпочтительном варианте выполнения изобретения подача текучего дезоксидирующего средства и/или инертного газа осуществляется уже перед вытягиванием назад оправки, так что обеспечивается, что за счет вытягивания оправки не окружающий воздух, а исключительно инертный газ, дезоксидирующее средство или их смесь вводятся с помощью разрежения внутрь полой заготовки.
Особенно предпочтительно, когда за счет управления процессом вытягивание оправки и подача текучего дезоксидирующего средства и/или инертного газа начинается одновременно с целью ограничения расхода дезоксидирующего средства и/или инертного газа требуемым минимумом.
Также предпочтительно, когда предотвращается по меньшей мере существенно вхождение воздуха внутрь трубы или трубной заготовки по меньшей мере до начала подачи текучего дезоксидирующего средства и/или инертного газа. Это может достигаться, например, за счет введения инертного газа через противоположную валку, в частности наклонному валку, сторону изделия уже во время еще не завершенного процесса прошивки.
Согласно одному предпочтительному варианту выполнения изобретения подача текучего дезоксидирующего средства и/или инертного газа осуществляется под давлением не больше 1 бар, предпочтительно не больше 0,25 бар. За счет этого предпочтительно лишь поддерживается подача текучего дезоксидирующего средства и/или инертного газа, однако ввод и распределение дезоксидирующего средства и/или инертного газа внутри полой заготовки вызывается в основном с помощью создаваемого с помощью оправки разрежения.
Поскольку оправка, как правило, лишь слегка меньше внутреннего диаметра полой заготовки, то при вытягивании оправки образуется разрежение на противоположной опоре стороне оправки, тем самым на обращенной к валку стороне оправки. За счет этого разрежения используется всасывающее действие для всасывания инертного газа и/или текучего дезоксидирующего средства в саму полую заготовку. Поскольку при этом вдуваемые среды не должны сначала преодолевать сопротивление имеющейся в полой заготовке воздушной массы и за счет действия всасывания оправки образуется сильное завихрение, следует ожидать меньшего расхода инертного газа и/или средства раскисления, а также более равномерного их распределения в полой заготовке. Поскольку, кроме того, введение инертного газа и/или дезоксидирующего средства происходит при непрерывном увеличении находящегося в распоряжении внутри полой заготовки пространства, то не происходит иногда наблюдаемого на практике выброса назад потока среды за счет внезапного расширения газообразных сред в контакте с горячим внутренним пространством полой заготовки.
Предпочтительно, когда в дезоксидирующее средство подмешан несущий газ. За счет этого особенно предпочтительно поддерживается подача дезоксидирующего средства к детали и распределение внутри полой заготовки. В частности, с помощью несущего газа достигается превращение в текучую среду дезоксидирующего средства за счет смешивания с газообразной средой.
Дополнительно к этому предпочтительно, когда дезоксидирующее средство подается пневматически. За счет этого применяется особенно простой и управляемый способ, в котором подача дезоксидирующего средства обеспечивается с помощью особенно легко и точно устанавливаемых давлений и надежно к детали.
Согласно второму аспекту изобретения предлагается, как указывалось выше, прокатный стан для выполнения способа согласно первому аспекту изобретения. Прокатный стан содержит по меньшей мере один воздействующий снаружи на сплошное тело или трубную заготовку валок, в частности наклонный валок, а также несущий оправку и входящий внутрь трубы или трубной заготовки стержень оправки. Предусмотрено устройство для подачи и ввода текучего дезоксидирующего средства и/или инертного газа, которое предпочтительно содержит средство по меньшей мере для односторонней герметизации трубы или трубной заготовки относительно окружающей атмосферы. Такое средство может быть выполнено, например, в виде крышки, которая полностью закрывает созданное оправкой сквозное отверстие.
В другом предпочтительном варианте выполнения изобретения предусмотрен резервуар для инертного газа, а также резервуар для дезоксидирующего средства, а также клапаны для управления подачей из соответствующего резервуара к трубе или трубной заготовке.
Особенно предпочтительно в этой связи, когда предусмотрен блок управления процессом для управления подачей дезоксидирующего средства и/или инертного газа, а также для управления оправкой. С помощью этого блока управления процессом можно согласовывать подачу инертного газа и/или дезоксидирующего средства с движением оправки, за счет чего обеспечивается возможность надежного выполнения процесса с оптимальным количеством подводимого инертного газа и/или дезоксидирующего средства в зависимости от условий процесса.
Краткое описание чертежей
Ниже приводится более подробное пояснение изобретения со ссылками на прилагаемые чертежи, на которых схематично изображено:
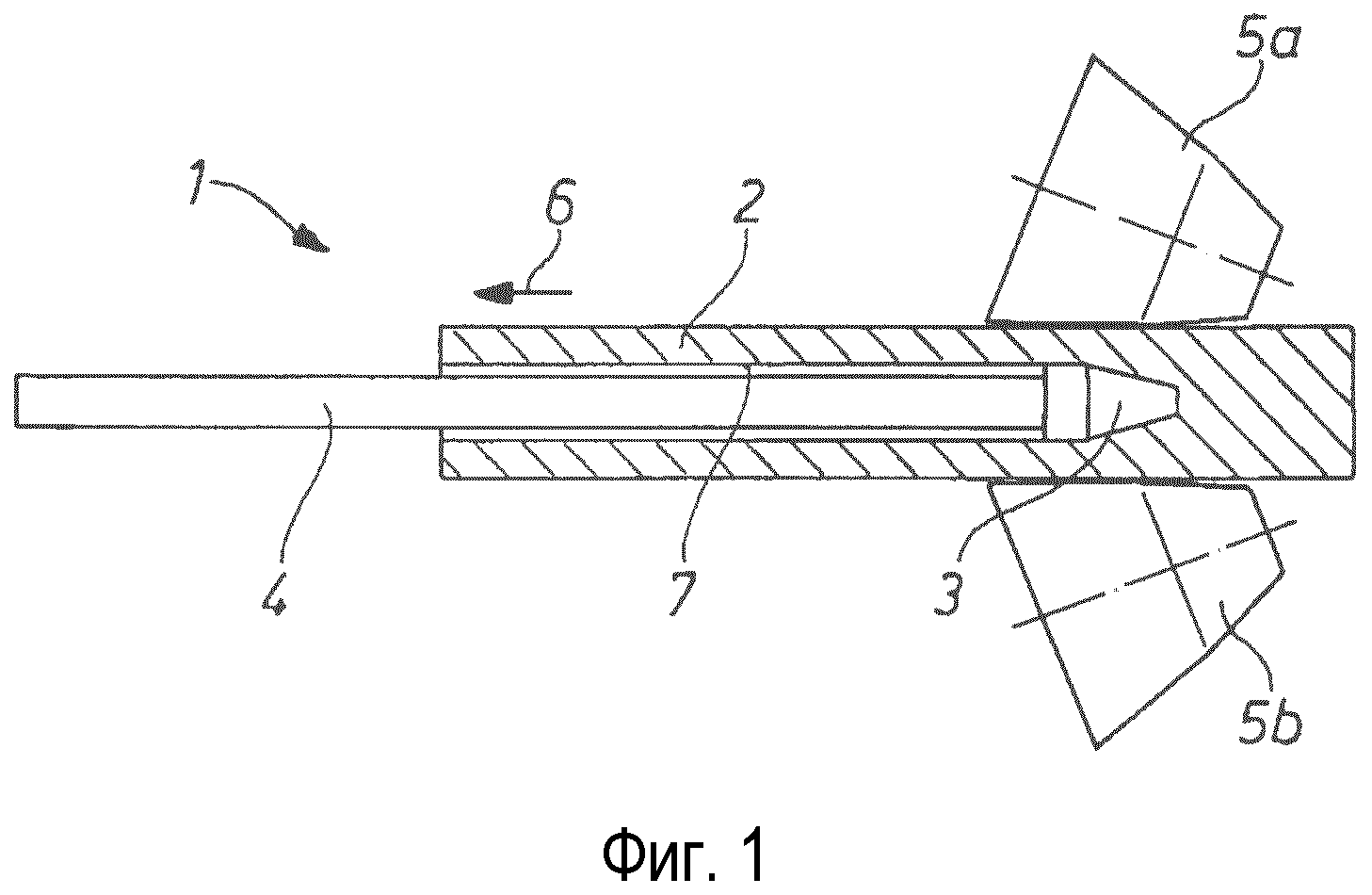
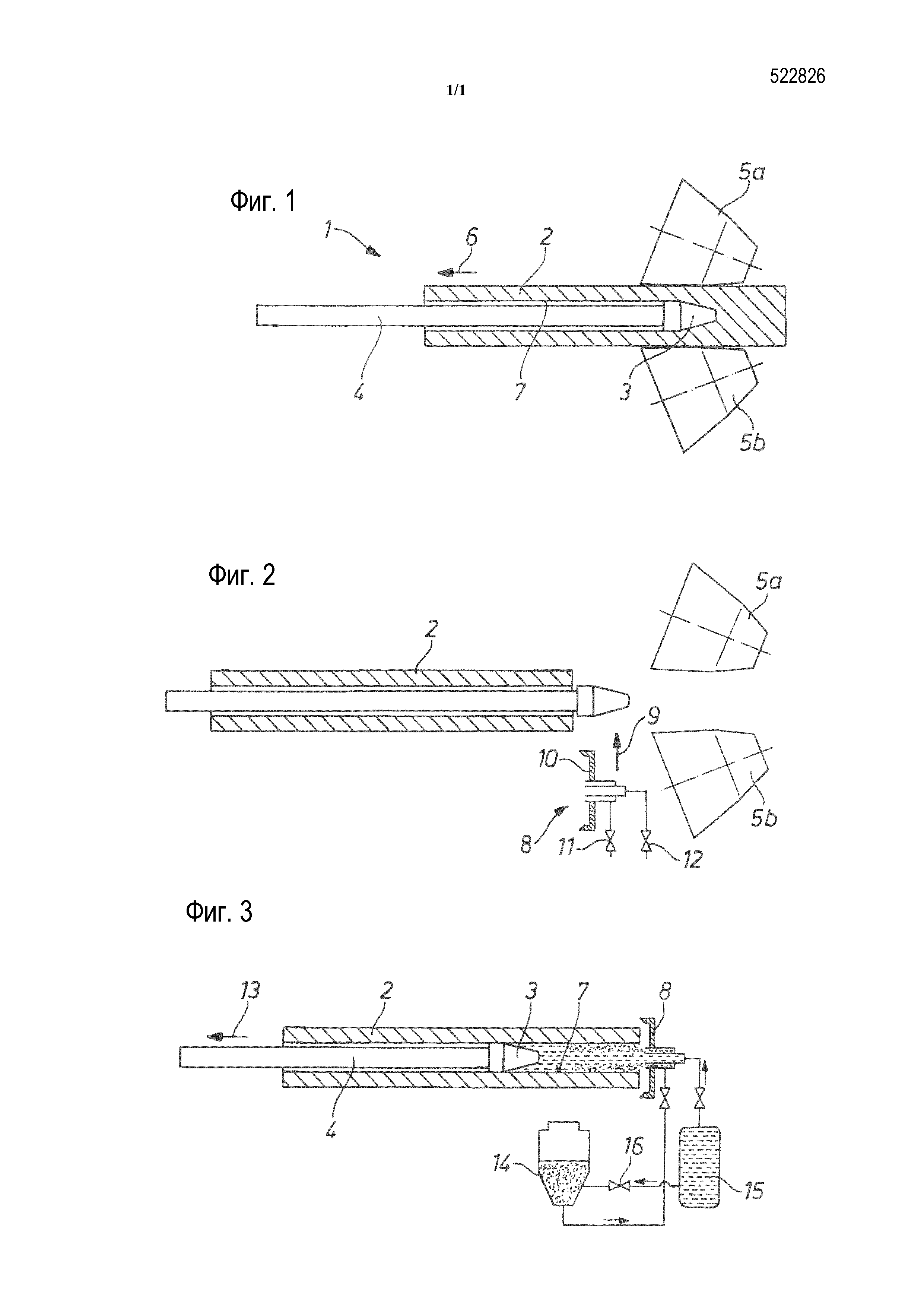
фиг. 1 - способ изготовления трубы или трубной заготовки из сплошного тела с помощью прокатного стана согласно уровню техники;
фиг. 2 - прокатный стан согласно изобретению перед началом способа, согласно изобретению; и
фиг. 3 - прокатный стан согласно изобретению при выполнении способа согласно изобретению.
Подробное описание изобретения
На фиг. 1 схематично показан прокатный стан 1 для прошивки детали 2 с помощью несущего оправку 3 стержня 4 оправки. Под действием двух прилегающих снаружи валков 5а, 5b для косовалковой прокатки деталь 2 вращается и одновременно транспортируется в направлении стрелки 6 с целью образования тем самым непрерывно из металлического сплошного тела трубы 2 или трубной заготовки с вновь создаваемой с помощью оправки 3 внутренней поверхности 7.
На фиг. 2 схематично показан прокатный стан 1 согласно изобретению, в котором предусмотрено устройство 8 для подачи дезоксидирующего средства и/или инертного газа на обращенном к валкам 5а, 5b конце трубы 2. Оправка 3 только что прошла полностью через тело 2 в обозначенном стрелкой 9 направлении. Устройство 8 содержит крышку 10 для закрывания обращенной к валку стороны трубы 2, а также клапаны 11, 12 для управления подачей дезоксидирующего средства и инертного газа с помощью устройства 8 в трубу 2.
Наконец, на фиг. 3 показано состояние, в котором прокатный стан 1 выполняет способ согласно изобретению. В то время как оправка 3 вместе со стержнем 4 оправки вытягивается из трубы 2 в направлении стрелки 13, дезоксидирующее средство и азот в качестве инертного газа подаются из резервуаров 14, 15 с помощью устройства 8 в трубу 2 и здесь под действием разрежения внутри освобождаемого стержнем 4 оправки пространства транспортируются внутрь трубы 2 и на ее внутреннюю стенку 7 и завихряются. Дополнительно к этому устройство 8 содержит клапан 16, с помощью которого можно управлять подачей азота из резервуара 15 в резервуар 14 для дезоксидирующего средства с целью перевода дезоксидирующего средства с помощью азота в состояние текучей среды. Таким образом, в этом предпочтительном варианте выполнения азот из резервуара 15 служит также в качестве несущего газа для порошка раскисления из резервуара 14.
Перечень позиций
1 Прокатный стан
2 Труба
3 Оправка
4 Стержень оправки
5а Валок
5b Валок
6 Стрелка
7 Внутренняя стенка трубы
8 Устройство
9 Стрелка
10 Крышка
11 Клапан
12 Клапан
13 Стрелка
14 Резервуар
15 Резервуар
16 Резервуар
Устройство для замены ножа в ножницах, в частности для прокатываемой полосы, и ножницы по меньшей мере с одним сменным ножом
Устройство для измерения резьбы
Конвертер
Подвижная теплоизоляционная тележка для металлообработки
Прошивной стан
Конструктивный элемент для установки для нанесения покрытия методом погружения в расплав и способ изготовления такого элемента
Способ и система для изготовления бесшовной горячекатаной трубы, центробежнолитая катаная труба и применение пустотелого блока, получаемого путем центробежного литья
Формовочный пресс с гибочным пуансоном
Металлургическое устройство
Смазочное кольцо для механического экспандера для калибровки труб большого диаметра
Опора для валка прокатного стана
Способ и устройство для изготовления металлической полосы методом непрерывной разливки, совмещенной с прокаткой
Устройство для повышения температуры удлиненного металлического прокатного материала и чистовой прокатный стан для изготовления и/или обработки удлиненного металлического прокатного материала
Способ изготовления металлической трубы, способ эксплуатации установки для изготовления бесшовных труб, реечный стан, а также установка для изготовления бесшовных труб

