Результат интеллектуальной деятельности: СПОСОБ И УСТАНОВКА ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОКАТЫВАЕМОГО ИЗДЕЛИЯ ПЕРЕД ГОРЯЧЕЙ ПРОКАТКОЙ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к способу и установке для предварительной обработки прокатываемого изделия из стали перед горячей прокаткой.
УРОВЕНЬ ТЕХНИКИ
Из JP 63-262417 А известен способ нагревания плоской заготовки в состоящей из нескольких частей печи, при этом плоскую заготовку предварительно нагревают в зоне предварительного нагревания печи с помощью горелки, а затем нагревают в восстановительной атмосфере нагревательной зоны печи. Отходящий газ нагревательной зоны подают в горелку в зоне предварительного нагревания печи, где несгоревший СО отходящего газа сжигается с помощью горелки. Недостатком этого способа является то, что с плоской заготовки перед или после нагревания необходимо удалять окалину. Недостатком удаления окалины перед нагреванием является то, что окалина на основании медленного нарастания трудно поддается удалению; недостатком снятия окалины после нагревания является то, что прокатываемое изделие необходимо нагревать до более высокой температуры, чем температура прокатки, за счет чего снижается эффективность процесса. В JP 63-262417 А не содержится указаний того, как могут быть преодолены эти недостатки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача изобретения состоит в создании способа и установки, с помощью которых обеспечивается возможность как энергетически эффективного нагревания прокатываемого изделия перед горячей прокаткой, так и тщательного снятия окалины.
Эта задача решена с помощью способа, согласно п. 1 формулы изобретения, который содержит следующие стадии способа:
- предварительного нагревания прокатываемого изделия в печи предварительного нагревания с помощью горелок;
- удаления окалины с предварительно нагретого прокатываемого изделия в установке для снятия окалины;
- нагревания прокатываемого изделия со снятой окалиной в нагревательной печи с помощью горелок, при этом горелки сжигают при условиях, ниже стехиометрических, носитель углерода, так что прокатываемое изделие в нагревательной печи за счет возникающего при сгорании отходящего газа удерживается в восстановительной атмосфере;
- ввода первой части отходящего газа и кислорода в печь предварительного нагревания;
- дожигания первой части отходящего газа в печи предварительного нагревания, при этом количество кислорода выбирают так, что прокатываемое изделие удерживается в печи предварительного нагревания в окислительной атмосфере.
При этом прокатываемое изделие, например, плоская заготовка, так называемая промежуточная полоса или промежуточная лента предварительно нагревается в печи предварительного нагревания с помощью горелок до температуры обычно больше 1000°С, предпочтительно больше 1050°С. При этой температуре с прокатываемого изделия особенно тщательно снимается окалина.
После снятия окалины прокатываемое изделие нагревают в нагревательной печи с помощью горелок до температуры прокатки, при этом горелки сжигают носитель углерода (например, топочный газ, такой как метан, этан, пропан или бутан, или же жидкое топливо, такое как нефть) с добавлением кислорода при условиях ниже стехиометрических. За счет сжигания при условиях ниже стехиометрических носителя углерода возникает отходящий газ, который удерживает прокатываемое изделие в нагревательной печи в восстановительной атмосфере. Эта восстановительная атмосфера обеспечивает, что прокатываемое изделие со снятой окалиной защищается от последующей значительной, т.е. мешающей последующей горячей прокатке окалины. За счет сжигания при условиях ниже стехиометрических в нагревательной печи, отходящий газ нагревательной печи имеет еще горючие доли СО и обычно также Н2. Затем по меньшей мере часть отходящего газа подается с добавкой кислорода в печь предварительного нагревания, где подаваемый отходящий газ подвергается дожиганию. При дожигании количество кислорода в печи предварительного нагревания выбирают так, что в печи предварительного нагревания устанавливается окислительная атмосфера. Окислительная атмосфера в печи предварительного нагревания обеспечивает быстрое нарастание окалины на прокатываемом изделии, за счет чего окалина при последующем снятии окалины особенно легко (т.е. при низком давлении воды, соответственно, небольшом количестве воды) и тщательно удаляется. В принципе возможен ввод подлежащего дожиганию отходящего газа либо непосредственно в пространство печи, либо сжигание с помощью горелок, которые нагревают печное пространство.
В одном предпочтительном варианте выполнения, горелки в печи предварительного нагревания и горелки в нагревательной печи выполнены в виде сжигающих газ кислородных горелок, которые сжигают топочный газ, обычно насыщенный углеводород, такой как метан, этан, пропан или бутан, с добавлением кислорода. С помощью кислородных горелок, с одной стороны, повышается нагревательная мощность, с другой стороны, за счет сжигания технически чистого кислорода уменьшается количество угарного газа в отходящих газах печей. Естественно, можно также выполнять лишь горелки одной печи или даже лишь отдельные горелки одной печи в виде кислородных горелок.
В варианте выполнения с большой производительностью, в печь предварительного нагревания направляют дополнительно и сжигают топочный газ. За счет этого повышается подача энергии в печь предварительного нагревания, однако при этом также при добавлении топочного газа количество кислорода в печи предварительного нагревания выбирают так, что прокатываемое изделие удерживается в окислительной атмосфере.
В другом варианте выполнения с большой производительностью, подлежащее удалению окалины прокатываемое изделие непосредственно после снятия окалины нагревают в индукционной печи, при этом прокатываемое изделие удерживается в индукционной печи за счет второй части отходящего газа нагревательной печи в восстановительной атмосфере. Использование индукционной печи обеспечивает высоко динамичное нагревание прокатываемого изделия, так что могут быть очень хорошо компенсированы, в частности, изменения температуры, обусловленные изменениями скорости транспортировки прокатываемого изделия.
Согласно одному варианту выполнения, отходящий газ нагревательной печи на расположенном на стороне входа в направлении транспортировки прокатываемого изделия конце нагревательной печи разделяют на первую часть и вторую часть отходящего газа.
Предпочтительно, вторую часть отходящего газа после прохождения индукционной печи вводят предпочтительно против направления транспортировки прокатываемого изделия в печь предварительного нагревания. За счет этого наилучшим образом используется содержание энергии отходящего газа нагревательной печи тем, что температура второй части отходящего газа нагревает прокатываемое изделие в индукционной печи и за счет дожигания способствует нагреванию печи предварительного нагревания. Ввод второй части отходящего газа против направления транспортировки прокатываемого изделия обеспечивает участие горячего отходящего газа в нагревании горячего прокатываемого изделия.
Предпочтительно, измеряют фактическую концентрацию газа, в частности фактическую концентрацию газа СО и/или Н2, в нагревательной печи и подают в регулятор, при этом регулятор с помощью заданной концентрации газа определяет регулирующую переменную и регулирует по меньшей мере один исполнительный элемент (например, клапан, который изменяет подачу кислорода в горелки), так что фактическая концентрация газа возможно больше соответствует заданной концентрации газа. За счет этого можно очень точно устанавливать степень восстановления восстановительной атмосферы в печи предварительного нагревания.
Кроме того, предпочтительно измерять фактическую концентрацию кислорода в печи предварительного нагревания и подавать в регулятор, при этом регулятор с помощью заданной концентрации кислорода определяет регулирующую переменную и регулирует по меньшей мере один исполнительный элемент (например, клапан, который изменяет подачу кислорода в горелки), так что фактическая концентрация кислорода возможно больше соответствует заданной концентрации кислорода. За счет этого можно целенаправленно управлять нарастанием окалины в печи предварительного нагревания, так что снятие окалины можно осуществлять, возможно, более тщательно, и дополнительно к этому прокатываемое изделие охлаждается возможно меньше.
Температуру прокатываемого изделия можно устанавливать очень точно, когда фактическая температура прокатываемого изделия измеряется непосредственно перед снятием окалины или непосредственно перед горячей прокаткой и подается в регулятор, при этом регулятор с использованием заданной температуры определяет регулирующую переменную и управляет по меньшей мере одним исполнительным элементом, так что фактическая температура, возможно, точнее соответствует заданной температуре.
Задача изобретения решена также с помощью установки, согласно п. 9 формулы изобретения, содержащей:
- печь для предварительного нагревания прокатываемого изделия, при этом печь предварительного нагревания имеет несколько горелок для сжигания носителя углерода;
- устройство для снятия окалины предварительно нагретого прокатываемого изделия, при этом устройство для снятия окалины расположено после печи предварительного нагревания;
- нагревательную печь для нагревания прокатываемого изделия со снятой окалиной до температуры прокатки, при этом нагревательная печь имеет горелки для сжигания носителя углерода, и нагревательная печь расположена после устройства для снятия окалины;
- трубопровод для возврата отходящего газа нагревательной печи в печь для предварительного нагревания, при этом трубопровод для возврата отходящего газа ведет от нагревательной печи к печи предварительного нагревания; и
- кислородный трубопровод для подачи кислорода в печь предварительного нагревания, при этом кислородный трубопровод входит в печь предварительного нагревания.
В компактном варианте выполнения, горелки выполнены в виде кислородных горелок для сжигания топочного газа с добавлением кислорода. За счет этого установка, согласно изобретению, может быть реализована с особенно короткой конструктивной длиной.
В одном предпочтительном варианте выполнения, трубопровод для ввода топочного газа входит в печь предварительного нагревания.
В варианте выполнения с высокой производительностью, индукционная печь расположена непосредственно после устройства для снятия окалины, при этом нагревательная печь соединена через трубопровод для отходящего газа с индукционной печью.
Предпочтительно, что расположенный в направлении транспортировки на стороне входа конец индукционной печи соединен с помощью трубопровода для возврата отходящего газа с печью предварительного нагревания.
Предпочтительно, когда регулятор соединен, с одной стороны, с прибором для измерения концентрации газа для определения концентрации газа в печи и, с другой стороны, с исполнительным элементом для оказания влияния на концентрацию газа в печи. За счет этого можно очень точно устанавливать концентрацию СО в нагревательной печи, соответственно концентрацию кислорода в печи предварительного нагревания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие преимущества и признаки данного изобретения следуют из приведенного ниже описания не имеющих ограничительного характера примеров выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
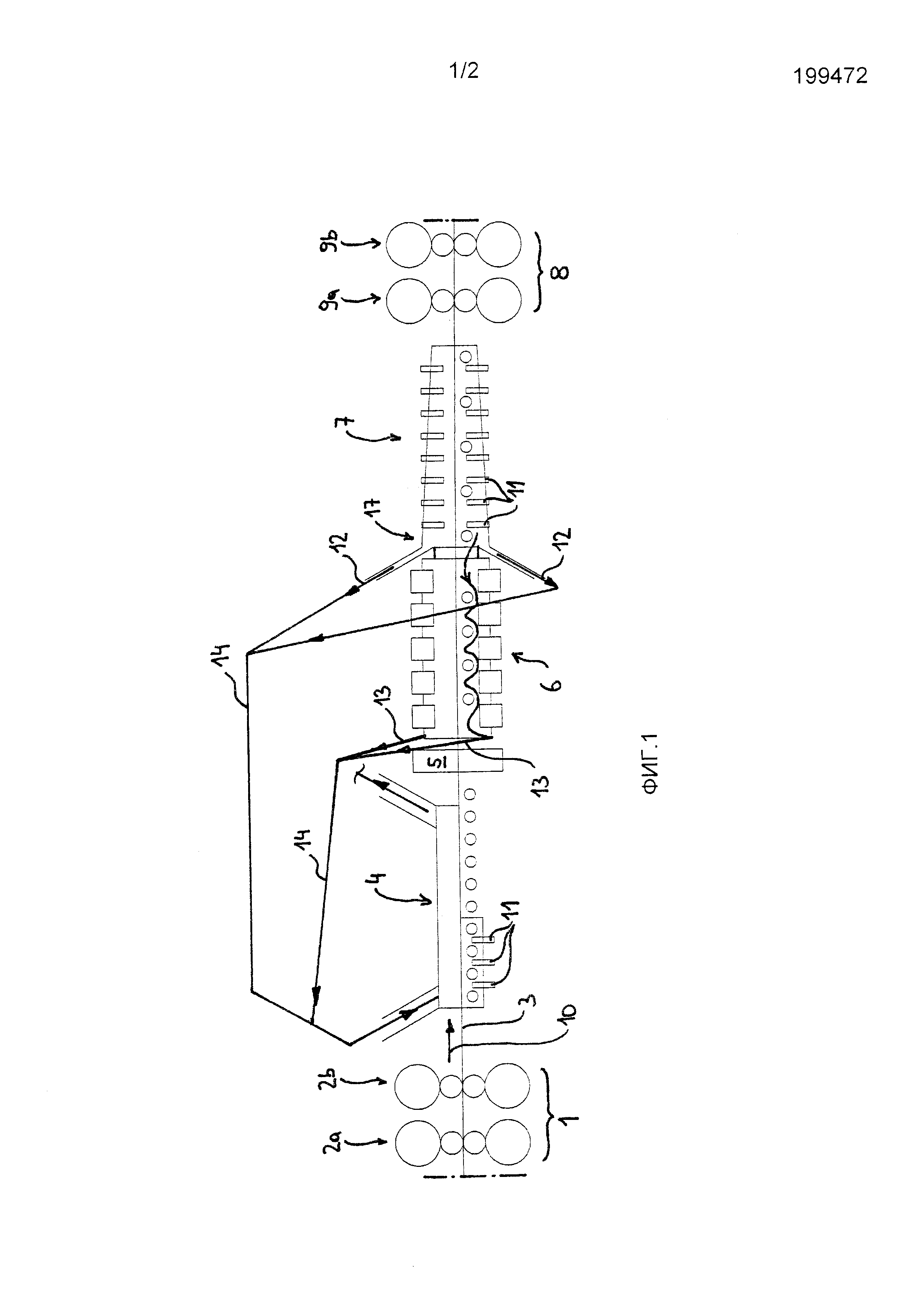
фиг. 1 - установка, согласно изобретению, с индукционной печью;
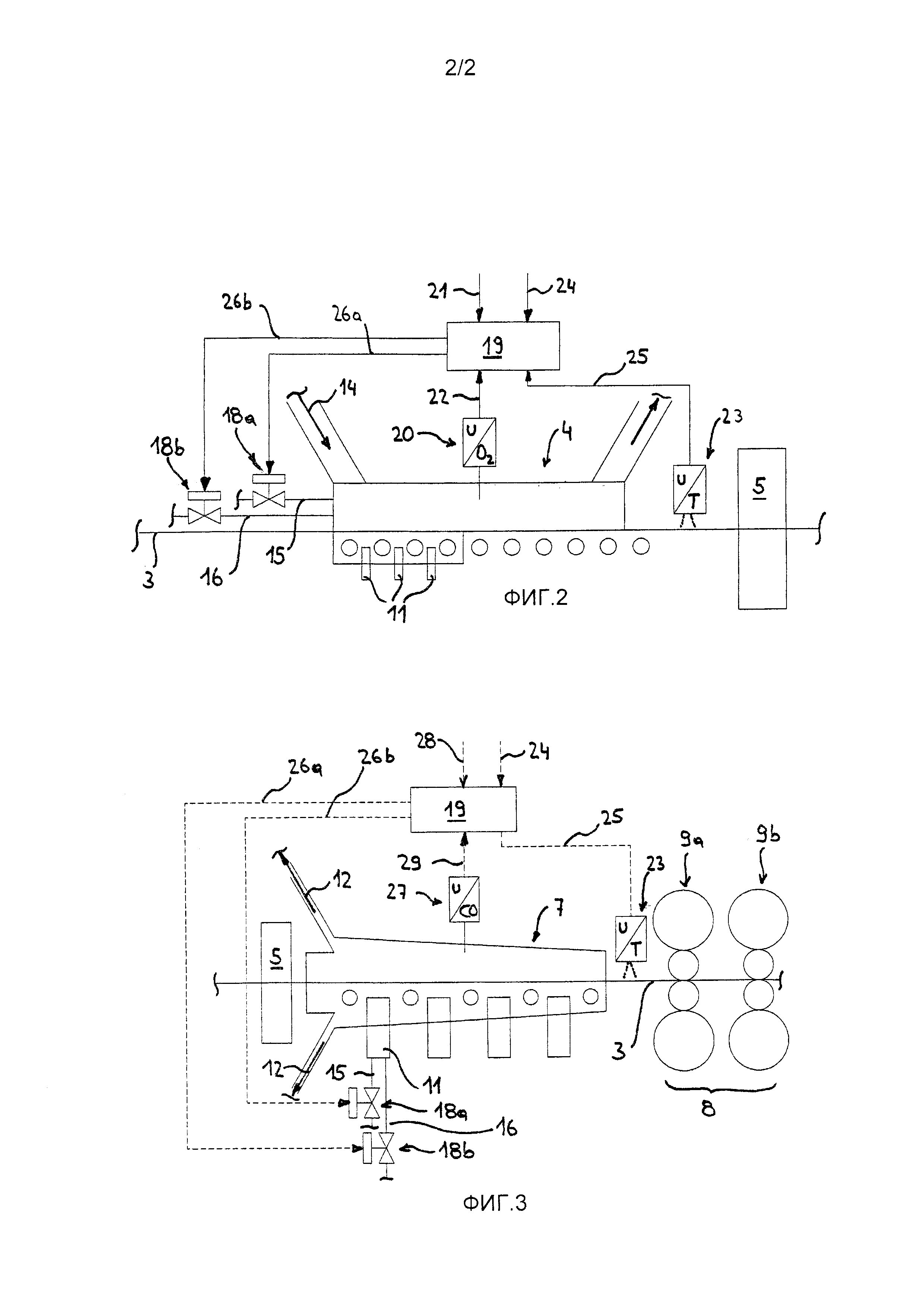
фиг. 2 - схема регулирования печи предварительного нагревания;
фиг. 3 - схема регулирования нагревательной печи.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
На фиг. 1 показана установка для подготовки прокатываемого изделия. Выполненное в виде промежуточной ленты 3 прокатываемое изделие после предварительной прокатки в двухклетьевом прокатном стане 1 подается в направлении 10 транспортировки в печь 4 предварительного нагревания, где оно с помощью кислородных горелок 11 нагревается до температуры 1050°С. При этом кислородные горелки 11 сжигают топочный газ метан с добавлением технически чистого кислорода. Кроме того, в печи 4 предварительного нагревания дожигается первая часть 12 и вторая часть 13 отходящего газа расположенной далее нагревательной печи 7. После предварительного нагревания прокатываемое изделие 3 подвергается в устройстве 5, которое выполнено в виде ротационного устройства, снятию окалины, при этом прокатываемое изделие охлаждается до температуры 980°С. Непосредственно после этого прокатываемое изделие подается в индукционную печь 6 и нагревается там с помощью 5 индукционных модулей. Затем прокатываемое изделие 3 нагревается в нагревательной печи 7 до температуры прокатки 1150°С, так что прокатываемое изделие при последнем проходе через клеть 9b имеет аустенитную структуру. В нагревательной печи 7 прокатываемое изделие нагревается с помощью 9 рядов кислородных горелок в нижней части печи и 9 рядов кислородных горелок в верхней части печи, при этом снова сжигается метан с добавлением технически чистого кислорода. При этом подаваемое в кислородные горелки 11 количество кислорода устанавливают так, что метан сгорает в нагревательной печи 7 в условиях ниже стехиометрических. Возникающее при принятой ширине ленты общее количество отходящего газа 12, равное 10000 м3/час, измеряется в верхней зоне печи и собирается в нижней зоне печи, при этом имеет примерно 10 об.% СО и 2 об.% Н2 и температуру примерно 1000°С и подается с помощью трубопровода 14 возврата отходящего газа в печь 4 предварительного нагревания. Поскольку входной конец нагревательной печи 7 соединен с выходным концом индукционной печи 6 через направляющую 17 для отходящего газа, то вторая часть 13 отходящего газа, равная примерно 5000 м3/час, проходит против направления 10 транспортировки прокатываемого изделия через индукционную печь 6. После прохождения через индукционную печь вторая часть 13 отходящего газа имеет еще температуру вблизи 1000°С и подается также через другой трубопровод 14 возврата отходящего газа в печь 4 предварительного нагревания. В печи 4 предварительного нагревания первая часть 12 и вторая часть 13 отходящего газа, в целом примерно 15000 м3/час, дожигаются, при этом в печь предварительного нагревания дополнительно подается метан в качестве топочного газа, а именно, примерно 1000 м3/час, и кислород, а именно примерно 2000 м3/час. При этом действительно подаваемое количество кислорода устанавливается с возможностью регулирования так, что прокатываемое изделие 3 в печи 4 предварительного нагревания находится под воздействием окислительной атмосферы. За счет предварительного нагревания прокатываемого изделия 3 в печи 4 предварительного нагревания до температуры 1050°С в окислительной атмосфере ускоряется нарастание окалины на промежуточной ленте 3. С помощью практических опытов было установлено, что быстро нарастающая окалина может быть удалена в устройстве 5 для снятия окалины тщательно и с небольшим уменьшением температуры прокатываемого изделия. В целом, кислородные горелки 11 в печи 4 предварительного нагревания и в нагревательной печи 7 создают приблизительно 10 МВт тепловой энергии. Дополнительно к этому, за счет дожигания отходящего газа 12, 13 в печи 4 предварительного нагревания прокатываемое изделие нагревается с помощью дополнительной тепловой мощности примерно 2 МВт. Наконец, прокатываемое изделие очень динамично нагревается в индукционной печи 6 с помощью регулируемой нагревательной мощности примерно 5-10 МВт. Естественно, что указанные количества газа приведены специально для показанного на фиг. 1 примера выполнения и поэтому могут сильно изменяться.
На фиг. 2 показана схема регулирования для выполнения способа, согласно изобретению, в печи 4 предварительного нагревания. Как показано на фиг. 1, прокатываемое изделие 3 предварительно нагревают в печи 4 предварительного нагревания с помощью горелок 11, затем подвергают снятию окалины в устройстве 5 для снятия окалины и с помощью не изображенной нагревательной печи нагревают в восстановительной атмосфере до температуры прокатки. Возникающий при сгорании при условиях ниже стехиометрических в нагревательной печи 7 отходящий газ подается с помощью трубопровода 14 возврата отходящего газа в печь 4 предварительного нагревания и дожигается там с добавлением кислорода и топочного газа, который согласно фиг. 2 является метаном. Фактическая температура 23 прокатываемого изделия после предварительного нагревания и перед снятием окалины постоянно измеряется с помощью устройства 23 измерения температуры и подается в регулятор 19. Кроме того, постоянно измеряется фактическая концентрация 22 кислорода в нагревательной печи 4 с помощью прибора 20 измерения концентрации кислорода и также подается в регулятор 19. Регулятор определяет с учетом заданной концентрации 21 кислорода и заданной температуры 24 две регулирующие переменные 26а, 26b, которые подаются в соответствующий регулировочный клапан 18а, 18b. Регулировочный клапан 18а изменяет количество кислорода, которое подается в печь 4 предварительного нагревания через кислородный трубопровод 15. Аналогичным образом, регулировочный клапан 18b изменяет количество топочного газа, которое подается в печь 4 предварительного нагревания через трубопровод 16 для топочного газа. За счет этого регулирования обеспечивается, что с прокатываемого изделия 3 окалина снимается при подходящей температуре, обычно больше 1000°С, соответственно, предпочтительно около 1050°С, и что нарастанием окалины на прокатываемом материале 3 можно целенаправленно управлять в окислительной атмосфере печи 4 предварительного нагревания, так что возникает быстро нарастающая окалина, которая может быть удалена в устройстве 5 для снятия окалины тщательно и при небольшом уменьшении температуры. Естественно, регулирование можно осуществлять с помощью нескольких регуляторов, например одного регулятора температуры и одного регулятора для регулирования концентрации кислорода в печи предварительного нагревания.
На фиг. 3 показана схема регулирования для выполнения способа, согласно изобретению, для нагревательной печи 7. При этом прокатываемое изделие 3 со снятой окалиной непосредственно после устройства 5 для снятия окалины подают в нагревательную печь 7. В нагревательной печи 7 прокатываемое изделие 3 нагревается с помощью кислородных горелок 11, при этом в каждую горелку подается технически чистый кислород через трубопровод 15 для кислорода и топочный газ метан через трубопровод 16 для топочного газа. Для ясности немного точнее показана лишь первая горелка 11. Для нагревания прокатываемого изделия 3 до температуры прокатки, с одной стороны, и, с другой стороны, для удерживания прокатываемого изделия 3 в нагревательной печи 7 в заданной восстановительной атмосфере, измеряется, с одной стороны, фактическая температура 25 прокатываемого изделия 3 непосредственно перед горячей прокаткой в чистовом прокатном стане 8 с помощью устройства 23 измерения температуры и подается в регулятор 19. С другой стороны, измеряется фактическая концентрация 29 окиси углерода в нагревательной печи 7 с помощью прибора 27 для измерения концентрации окиси углерода и подается также в регулятор 19. Регулятор 19 определяет с учетом заданной температуры 24 и заданной концентрации 28 окиси углерода две регулирующие переменные 26а и 26b, которые изменяют подачу кислорода соответственно топочного газа в горелки 11 в нагревательной печи 7 с помощью регулировочных клапанов 18а, 18b.
Естественно, возможно также объединение отдельных регулировочных контуров, согласно фиг. 2 и 3, друг с другом и реализация, например, с помощью одного единственного цифрового регулятора.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
1 Предварительный прокатный стан
2а, 2b Клети предварительного прокатного стана
3 Промежуточная лента
4 Печь предварительного нагревания
5 Устройство для снятия окалины
6 Индукционная печь
7 Нагревательная печь
8 Чистовой прокатный стан
9а, 9b Клети чистового прокатного стана
10 Направление транспортировки
11 Кислородная горелка
12 Первая часть отходящего газа
13 Вторая часть отходящего газа
14 Трубопровод возврата отходящего газа
15 Кислородный трубопровод
16 Трубопровод топочного газа
17 Направляющая отходящего газа
18а, 18b Регулировочный клапан
19 Регулятор
20 Прибор для измерения концентрации кислорода
21 Заданная концентрация кислорода
22 Фактическая концентрация кислорода
23 Устройство измерения температуры
24 Заданная температура
25 Фактическая температура
26а, 26b Регулирующая переменная
27 Прибор для измерения концентрации окиси углерода
28 Заданная концентрация окиси углерода
29 Фактическая концентрация окиси углерода
Устройство для подъема и опускания ковша, установка с таким устройством и способ
Пневматическая загрузка руды
Устройство и способ изготовления длинных металлических изделий
Металлургическая емкость
Способ быстрого переоборудования одноручьевой слябовой установки непрерывной разливки в многоручьевую сортовую установку непрерывной разливки и наоборот
Способ получения жидкого чугуна
Устройство и способ регулировки зазора между лезвиями у барабанных ножниц для поперечной резки металлической полосы
Барабан, система и способ для работы с длинными катаными изделиями, поступающими с разных участков прокатного стана
Способ перемешивания ванны металла и печная установка
Устройство и способ охлаждения рабочего валка
Способ и устройство для ввода тонкодисперсного материала в псевдоожиженный слой восстановительного агрегата с псевдоожиженным слоем
Система гранулирования шлака и способ работы
Охлаждаемый ролик роликовой проводки
Способ и устройство для комбинированной литейно-прокатной установки
Охлаждаемый многоопорный направляющий ролик ручья
Тянущий ролик наматывающего устройства прокатного стана и способ его изготовления
Способ и устройство для изготовления брикетов
Устройство и способ изготовления длинных металлических изделий

