Результат интеллектуальной деятельности: СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ
Вид РИД
Изобретение
Изобретение относится к области металлургии и может быть использовано при калибровке валков преимущественно чистового калибра трамвайных желобчатых рельсов или других аналогичных профилей с применением двух горизонтальных и двух вертикальных валков.
Профиль трамвайного рельса по ГОСТ Р 55941-2014 состоит из подошвы, шейки, головки и губы, которая совместно с боковой поверхностью головки образует желоб, где размещается реборда колеса, катящегося по поверхности катания головки рельса.
Известен способ прокатки и валковый узел универсального четырехвалкового калибра [1], в котором за пределами калибра со стороны меньшего развития горизонтальных сил от деформации металла как верхнего, так и нижнего горизонтов фланцев между горизонтальными и вертикальными валками предусмотрены опорные конусы.
Недостатками данного способа прокатки и узла универсального четырехвалкового калибра являются нерациональное использование энергии привода, которая тратится неэффективно на преодоление сил трения в двух опорных конусах, вызванная неравномерность усилий в горизонтальном направлении, интенсивный износ валков по трущимся поверхностям конусов без смазки и при этом калибр выполнен с горизонтальной осью прокатки. При этом способе прокатки образование желоба головки рельса осуществляется за два прохода - в предчистовом и чистовом калибре.
Известен способ прокатки и трехвалковый калибр для прокатки трамвайных рельсов [2]. Данный калибр используется преимущественно в предчистовом или промежуточном проходах, образованный парой горизонтальных валков, формирующих боковые поверхности, головку и подошву рельса, и по отношению к которым калибр расположен наклонно в сторону головки рельса, а также одним вертикальным валком, снабженным гребнем для разрезки головки, что с целью продления срока службы калибра и узла валков путем уменьшения осевых усилий на валки при прокатке, калибр врезан в горизонтальные валки с углом наклона к осям валков, равным 3°15′ (полуразности углов наклона боковых поверхностей желоба к оси прокатываемого рельса), а разрезной гребень вертикального валка выполнен с одинаковыми уклонами его боковых поверхностей.
К недостаткам указанного способа прокатки и конструкции трехвалкового калибра для прокатки трамвайных рельсов следует отнести то, что данный калибр выполнен наклонным лишь для того, чтобы исключить осевые усилия, действующие на вертикальный разрезной валок, уравняв углы наклона боковых поверхностей разрезного валка относительно горизонтали, хотя от наклона калибра и появляются незначительные осевые усилия на горизонтальные валки, уменьшающие усилия со стороны головки, но они не могут уравновесить верхний горизонтальный валок, а избыточные силы со стороны разрезного валка превосходят силы со стороны подошвы и в данном случае энергия привода также расходуется неэффективно на трение, т.к удержание валков осуществляется по поверхностям опорных конусов. Калибр не уравновешен по усилиям прокатки в горизонтальном направлении. Также калибр выполнен трехвалковым и формирование наружной поверхности подошвы осуществляется верхним горизонтальным валком, а именно путем сил трения-скольжения, что в свою очередь вызывает интенсивный износ закрытого ручья калибра. При этом способе прокатки образование желоба осуществляется за два прохода - в предчистовом и чистовом калибре.
Способ прокатки и универсальный четырехвалковый калибр [3], принятый за прототип, для прокатки трамвайных желобчатых рельсов с целью повышения точности профиля при предотвращении его скручивания при прокатке, калибр врезан в валки развернутым в направлении смещения желоба к линии прокатки горизонтальных валков на угол наклона внутренней поверхности фланца, противорасположенного желобу, уменьшенного на величину, принятую по условиям восстановления калибра переточкой валков.
Недостатками прототипа способа прокатки и универсального четырехвалкового калибра является то, что ошибочно принято мнение, что уменьшение скручивания профиля достигается за счет применения конусного вертикального валка. На скручивание профиля при выходе из калибра влияет величина вытяжки в левой и правой частях калибра, а никак не форма валка, формирующего подошву. Хотя и авторы пишут о высвобождении осевых усилий на горизонтальных валках, противодействии силам со стороны разрезного валка, но калибр не является уравновешенным по усилиям, это лишь дает положительные тенденции, а вертикальные валки со стороны головки и подошвы профиля выполнены одного равного диаметра. Также наклоном калибра, не изменяя диаметра разрезного валка, конусного валка и величин обжатия по элементам профиля невозможно уравновесить систему четырехвалкового калибра. В данном случае также происходит смещение горизонтальных валков в тех же направлениях, что и при схеме прокатки с горизонтальной осью. Также выбор угла наклона определялся исходя из разности углов между внутренней поверхностью фланца подошвы, противоположного желобу, и поверхностью подошвы и угла между этой внутренней поверхностью фланца и вертикалью, что не может уравновесить горизонтальные составляющие усилия прокатки на приводные валки со стороны разрезного валка. Калибр не уравновешен по усилиям прокатки в горизонтальном направлении, заготовка (раскат) не сбалансирована по вытяжкам элементов профиля. Также в предлагаемом способе прокатки и четырехвалковом калибре происходит окончательное оформление желоба, т.е. профиль головки, как видно из [3, 1 ил.], получают за несколько проходов.
Задачей, на решение которой направлено изобретение, является новый способ прокатки, в котором оформление и получение желоба головки рельса осуществляется за один проход в чистовом калибре, при этом сохраняются исходные энергосиловые параметры прокатки; уравновесить чистовой четырехвалковый калибр в горизонтальном направлении, в котором происходит полная разрезка головки профиля, при этом исключив потери на трения в местах удержания горизонтальных валков в их опорных узлах; высвобождение резервных горизонтальных усилий; увеличение стойкости калибра.
Технический результат достигается тем, что для осуществления данного способа прокатки предлагается уравновешенный четырехвалковый калибр для прокатки трамвайных рельсов, который включает два горизонтальных приводных калибровочных валка, формирующих стенку, накладочное пространство, боковые поверхности головки и губу рельса, два вертикальных неприводных валка, формирующих соответственно подошву и поверхность катания головки с желобом. Калибр врезан в валки наклонно к осям горизонтальных валков в сторону головки с максимальным углом наклона, исключающим поднутрение фланцев профиля и обеспечивающий минимальный выпуск калибра, равный 1° элемента профиля, максимально приближенного к вертикали. Также со стороны головки установлен разрезной валок меньшего диаметра, а со стороны подошвы валок, средний диаметр которого превышает диаметр разрезного валка в 1,8 раза (фиг. 1, фиг. 2). Вместе с тем, благодаря наклонному положению оси калибра к оси горизонтальных валков, появляется осевая составляющая усилия прокатки на верхний горизонтальный валок, действующая противоположно усилию со стороны разрезного валка и уменьшая его, а также горизонтальная составляющая на нижний горизонтальный валок, действующая противоположно усилию со стороны конического валка (подошва рельса) и уменьшая его, что является благоприятной схемой распределения горизонтальных усилий в калибре, который позволяет осуществить предлагаемый способ прокатки. В предлагаемом способе прокатки исходная заготовка для чистового калибра подобрана таким образом, чтобы обеспечивались равенство вытяжек в левой и правой части калибра, равенство усилий прокатки со стороны головки и подошвы, используя предлагаемую конструкцию калибра, при этом калибр полностью сбалансирован по усилиям в горизонтальном направлении. Вместе с тем обеспечение равенства усилий в горизонтальном направлении достигается и величинами обжатии по подошве и головке профиля.
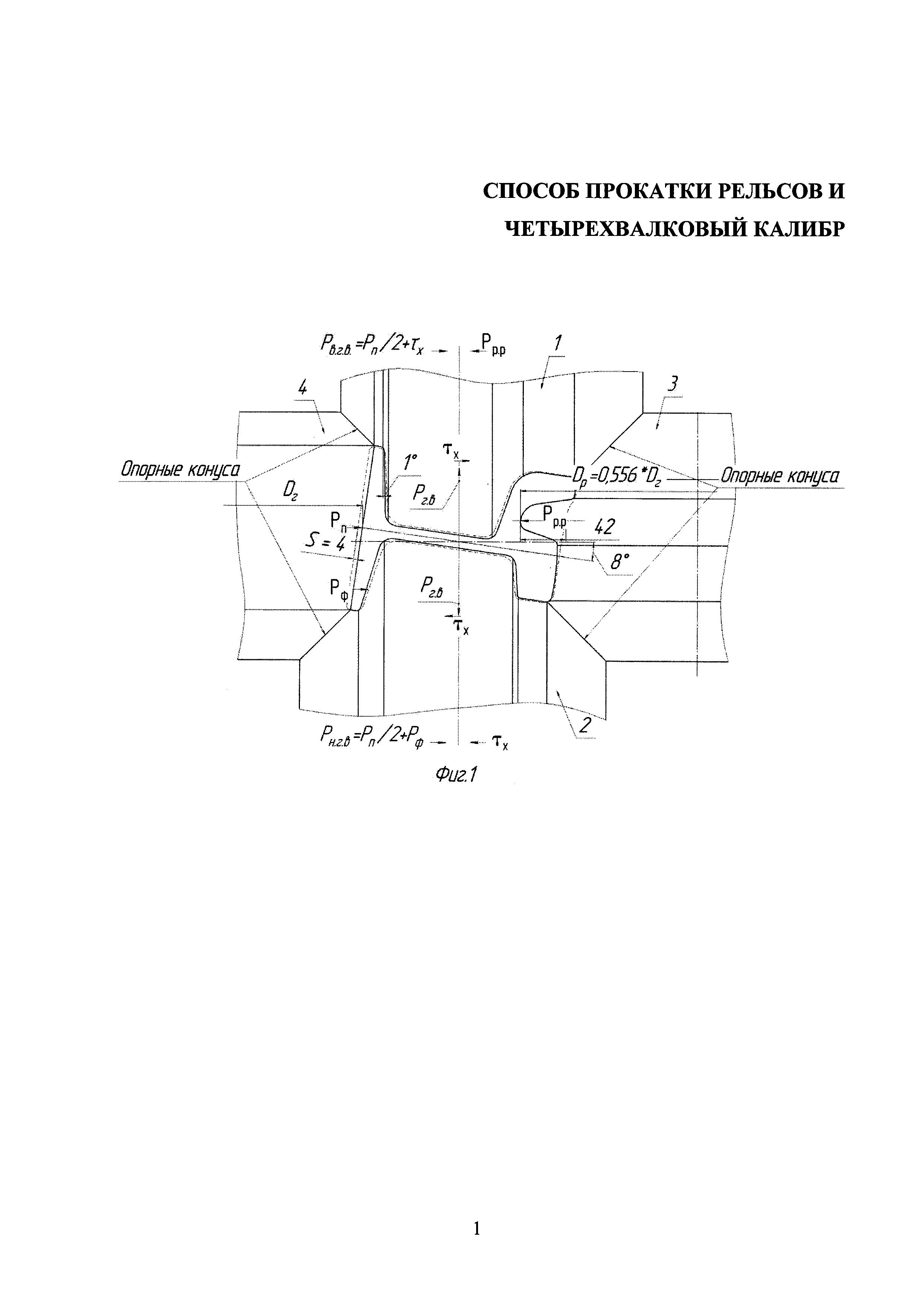
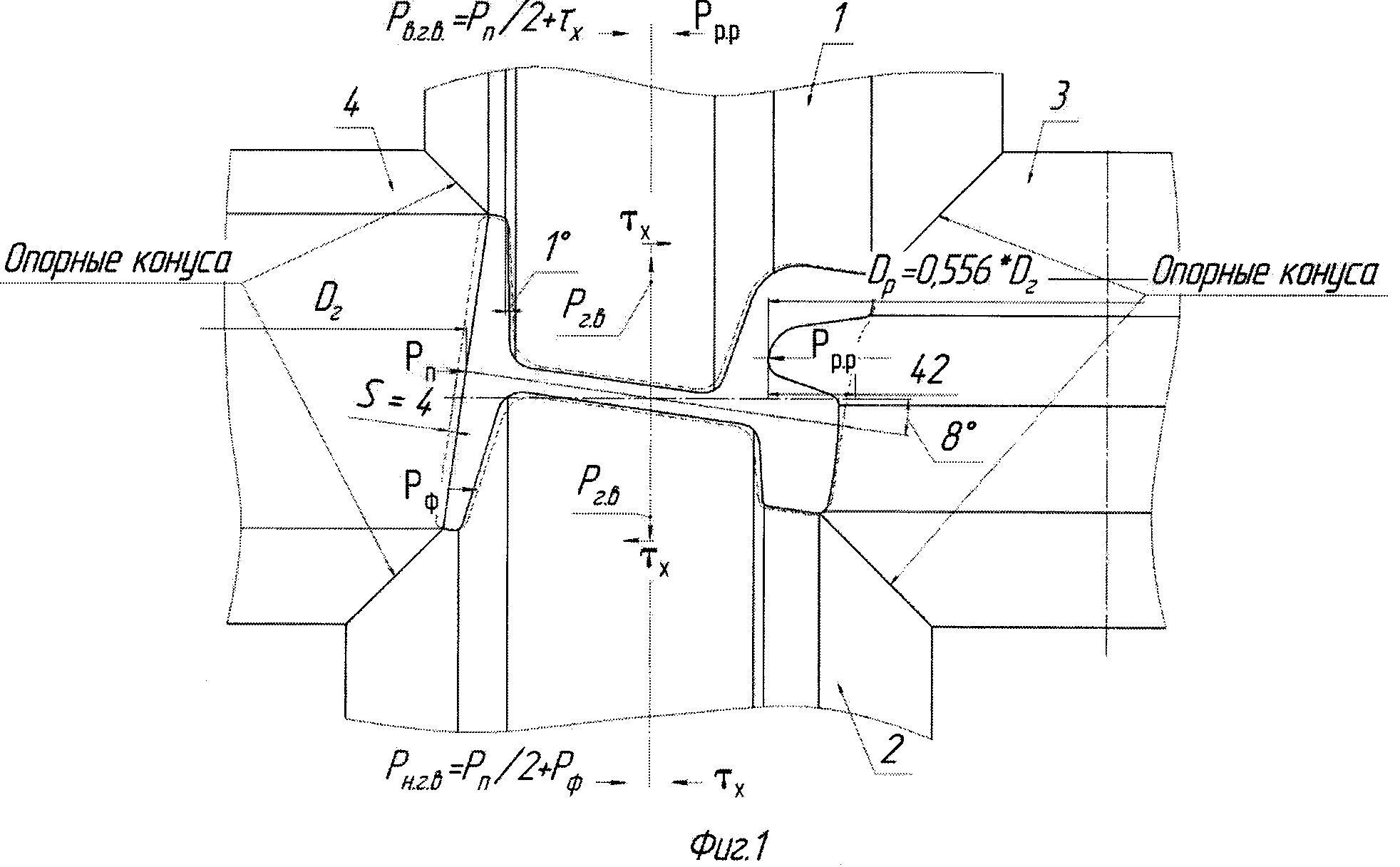
На чертежах представлен предлагаемый узел уравновешенного четырехвалкового калибра в качестве чистового для предлагаемого способа прокатки трамвайных рельсов. На фиг. 1 показано распределение усилий в четырехвалковом калибре, на фиг. 2 показан общий вид предлагаемого уравновешенного четырехвалкового калибра.
Как показано на фиг. 1 и фиг. 2 четырехвалковый калибр содержит два горизонтальных приводных валка - поз. 1 верхний горизонтальный валок и поз. 2 нижний горизонтальный валок; два вертикальных неприводных валка - поз. 3 разрезной валок и поз. 4 гладкий валок. Горизонтальные и вертикальные валки образуют четырехвалковый калибр. Задаваемый в калибр раскат из предыдущего калибра показан пунктирной линией. Калибр выполнен наклонным на 8° к горизонтальной оси валков в сторону головки рельса, при этом исключается поднутрение верхнего фланца подошвы профиля, обеспечивающее минимальный выпуск калибра, равный 1°. Со стороны головки установлен разрезной валок меньшего диаметра (поз. 3), а со стороны подошвы - вертикальный валок, средний диаметр которого превышает диаметр разрезного валка в 1,8 раза (поз. 4). Сопряжение горизонтальных и вертикальных валков выполнено по четырем опорным конусам.
Для обеспечения уравновешивания калибра по усилиям в горизонтальном направлении, компенсации осевых усилий, действующих на горизонтальные валки, при прокатке трамвайных желобчатых рельсов по предлагаемому способу прокатки, в котором образование желоба осуществляется за один проход, четырехвалковый калибр выполнен наклонным к оси горизонтальных валков, также со стороны головки рельса разрезной валок выполнен меньшего диаметра, а со стороны подошвы валок в 1,8 раза большего диаметра (фиг. 2). Калибр врезан в валки наклонно к осям горизонтальных валков в сторону головки. Максимальный угол наклона калибра соответствует положению раската на боку, исключающему поднутрение фланцев профиля и обеспечивающего минимальный выпуск калибра, равный 1°, элемента профиля, максимально приближенного к вертикали - это верхний фланец подошвы профиля. Как показано на фиг. 1, максимальный угол наклона 8° позволяет высвободить осевую составляющую на верхний горизонтальный валок (поз. 1) Рг.в.τх в сторону, противоположную усилию от образования желоба, а на нижний горизонтальный валок (поз. 2) - осевую, составляющую Рг.в.τх, препятствующую смещению нижнего валка от недостатка усилий со стороны головки. Предлагаемая увеличенная величина обжатия в прокатываемой заготовке по подошве рельса до S=4 мм позволит получить большие горизонтальные усилия Рп, уменьшающие усилия со стороны головки рельса Рф, и, используя уменьшенный диаметр Dp разрезного валка, позволяет сократить площадь очага деформации, в результате чего усилие прокатки, необходимое для разрезки губы головки трамвайного рельса Рр.р, уменьшается на 27%, что позволяет выполнить условия равновесия: для верхнего горизонтального валка Рв.г.в. составляет Рп/2+τх=Рр.р; для нижнего горизонтального валка Рн.г.в. составляет Рп/2+Рф=τх. Вышеприведенные технические решения позволяют выполнить разрезку желоба по предлагаемому новому способу прокатки за один проход в чистовом калибре, получить новый способ прокатки и сбалансированный четырехвалковый калибр по горизонтальным усилиям и вытяжкам по элементам профиля. Изобретение позволяет с сохранением исходных мощностей привода клети обеспечить рациональное использование резервных сил, возникающих при прокатке, увеличить величину обжатия со стороны головки и подошвы, тем самым сократив на один пропуск прокатку трамвайного рельса и улучшить условия захвата раската. Изобретение позволяет, используя новый способ прокатки и оптимально сбалансированный четырехвалковый калибр по усилиям в горизонтальном направлении и по вытяжкам профиля на выходе из чистового калибра, получить увеличение производительности прокатного стана.
Конкретный пример подготовки и реализации способа прокатки и уравновешенного четырехвалкового калибра.
В рельсобалочном цехе предприятия при прокатке трамвайных желобчатых рельсов типа РТ62 по ГОСТ Р 55941-2014 по новому способу прокатки достигается за счет наклонного расположения калибра к оси горизонтальных валков с максимальным углом наклона, исключающим поднутрение фланца, наиболее приближенного к вертикали с обеспечением выпуска калибра 1°. При разложении усилия прокатки по правилу параллелограмма, которое действует вертикально по поверхности шейки, есть нормальная составляющая усилия прокатки, направленная перпендикулярно к поверхности, формирующей шейку, и касательное усилие, направленное в сторону наклона калибра по площадке, и проекцией касательного усилия от усилия прокатки будет осевая составляющая, которая противодействует усилию со стороны разрезного валка. В предлагаемом способе прокатки разрезка желоба осуществляется за один проход (глубина желоба в чистовом профиле 40 мм, ширина желоба 36 мм), с целью уменьшения усилия на разрезной валок применяется валок уменьшенного диаметра, но усилия со стороны разрезного валка все равно велики, поэтому со стороны подошвы применяется валок большего в 1,8 раза диаметра, чем разрезной валок, для того чтобы выровнять горизонтальные усилия, увеличено обжатие по наружной поверхности подошвы до 4 мм. Прокатка происходит при температуре 950-1050°С, при такой температуре происходит рекристаллизация и напряжения релаксируют, следовательно, большие обжатия в чистовом калибре никак не сказываются на качестве готового рельса. Максимально возможный угол наклона калибра, с выполнением всех вышеперечисленных требований, который позволит получить большие осевые усилия для уравновешивания горизонтальных валков, составляет 8° к оси горизонтальных валков. Причем при данном угле наклона улучшаются условия работы разрезного валка. В применяемых технологиях прокатки трамвайных желобчатых рельсов используется горизонтальная ось калибра, угол наклона между осью желоба и хордой дуги в верхнем горизонте 35,1°, в нижнем 21,8° (разница 37,9%). В предлагаемом калибре при наклоне калибра на 8°, угол между горизонталью проходящей через вершину желоба и хордой дуги желоба 30,47° и 29,8° (разница 2,2%), что является более оптимальным. Наиболее приближенным к вертикали является внутренняя часть подошвы верхней части калибра, в которой угол наклона составил 1,13° (1,98%). Предлагаемое наклонное положение калибра в валках позволяет высвободить горизонтальную составляющую касательных усилий τх от усилия прокатки горизонтальных валков, которая для верхнего горизонтального валка уменьшает силу Рр.р - от разрезки головки, а для нижнего валка будет компенсировать его смещение в сторону головки. Также с целью выравнивания усилий между вертикальными валками предлагается уменьшить диаметр разрезного валка в 1,8 раза относительно валка, формирующего подошву, что составит ⌀325 и ⌀585 соответственно, с целью увеличения давления со стороны конического валка.
Наклон калибра составляет 8° к горизонтали. Цилиндрический валок видоизменился в конический со средним диаметром ⌀585 мм, благодаря тому, что калибр наклонен незначительно к вертикальной оси - 82°, то составляющая усилия от цилиндрического валка в осевом направлении будет иметь незначительную величину. По предлагаемому способу прокатки, используя предлагаемый четырехвалковый калибр, образование желоба головки рельса осуществляется за один проход в чистовом калибре.
Использование предлагаемого способа прокатки и уравновешенного четырехвалкового калибра при прокатке трамвайных желобчатых рельсов обеспечивает по сравнению с существующими следующие преимущества:
1. Стабильная геометрия профиля по длине раската, за счет отсутствия осевых усилий на горизонтальные валки.
2. Увеличение стойкости калибра из-за отсутствия выработки по буртам на горизонтальных валках.
3. Повышение времени непрерывной работы прокатного стана в связи с уменьшением количества перевалок клетей, связанных с выработками калибров из-за осевых усилий на горизонтальные валки.
4. Повышение универсальности прокатного стана при производстве сложных профилей с асимметрией не только в горизонтальной, но и в вертикальной плоскостях.
5. Повышение производительности прокатного стана за счет уменьшения количества пропусков по клетям, а именно исключение пропуска, в котором осуществлялась предварительная разрезка головки профиля, после чего в следующем чистовом калибре осуществлялась окончательная разрезка. В предлагаемом способе прокатки разрезка головки рельса осуществляется за один проход в чистовом калибре.
Порошковая проволока
Порошковая проволока
Упорный подшипник жидкостного трения с регистрацией режимов его работы
Способ термообработки окатышей
Порошковая проволока
Порошковая проволока
Рельсовая сталь
Способ изготовления стержневого проката винтового профиля
Сталь
Сталь
Способ калибровки косорасположенных калибров с чередующимся направлением наклонов в валках клети дуо для прокатки железнодорожных рельсов
Способ изготовления прокатных изделий углового профиля

