Результат интеллектуальной деятельности: СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к технологии упрочнения и повышения износостойкости лопаток компрессоров газотурбинных двигателей нового поколения.
Известен способ обработки поверхности лопаток газотурбинного двигателя (патент RU 2296181, МПК С23С 14/35, С23С 14/16, опубл. 27.03.2007), включающий в себя предварительную обработку лопатки путем обработки электрокорундом и химической очистки ее поверхности, создание разрежения в вакуумной камере в интервале от (5×10-2) до (10-1) Па, нагрев вакуумной камеры в интервале температур от 100°С до 600°С, ионную очистку аргоном, а затем кислородом в течение 5-15 мин. Нанесение покрытия на лопатку проводят методом магнетронного распыления материала. Магнетронное распыление осуществляют со скоростью не менее 6 мкм/час. В качестве материала распыления используют серебро. Недостатком данного способа является то, что нанесение покрытия из серебра происходит при температурах выше 200°С, что неприемлемо для алюминия и его сплавов, кроме того, серебряное покрытие обладает плохой твердостью и износостойкостью.
Известен способ защиты поверхности алюминия от коррозии (патент RU 25228774, МПК С23С 14/16, С23С 14/35, опубл. 20.07.2014), включающий размещение изделия в зоне обработки, создание вакуума в зоне обработки, очистку поверхности пучком ионов и осаждение металлического покрытия с одновременной подачей на изделие отрицательного напряжения смещения. Очистку поверхности осуществляют пучком ионов инертного газа с энергией в диапазоне 1-5 кэВ. Осаждение покрытия осуществляют в два этапа. Вначале на поверхность осаждают промежуточный слой покрытия из меди толщиной от 0,5 мкм до 3 мкм в магнетронном разряде постоянного тока, горящем в среде инертного газа, с твердым катодом из меди при мощности разряда 1-2,5 кВт. Затем расплавляют катод из меди при мощности разряда 3-6 кВт с повышением температуры катода до величины, обеспечивающей достаточное давление паров меди для поддержания магнетронного разряда, прекращают подачу инертного газа и осаждают основной слой покрытия из меди толщиной 2-10 мкм в магнетронном разряде, горящем в парах меди. Слои покрытия осаждают на изделии при отрицательном напряжении смещения до 300 В и температуре поверхности 100-300°С. Недостатком известного способа является то, что полученное защитное покрытие из меди не является износостойким и не обладает достаточной твердостью.
Наиболее близким по технической сущности и выбранным в качестве прототипа является способ нанесения износостойких покрытий на лопатки компрессора ГТД (патент RU 2430992, МПК С23С 14/48, С23С 14/06, опубл. 10.10.2011), включающий в себя осаждение чередующихся слоев металлов и их нитридов с очисткой поверхности лопаток ионами аргона и ионной имплантацией в процессе осаждения. Предварительно лопатки полируют и очищают в ультразвуковой ванне. Очистку ионами аргона осуществляют газовой плазмой, образованной путем подачи на лопатки короткоимпульсного высокочастотного высоковольтного отрицательного потенциала смещения. После чего меняют плазму аргона на плазму азота и осуществляют ионную имплантацию азота при тех же параметрах потенциала смещения. Далее прерывают формирование плазмы азота, формируют плазму титана, очищают ее от микрочастиц и подают на лопатки потенциал смещения с теми же высокочастотными параметрами, обеспечивая имплантацию ионов титана в поверхностный слой и разогрев лопаток при достижении лопатками температуры, необходимой для осаждения покрытия. После этого снижением потенциала смещения наносят на лопатки подслой титана. Затем осаждают чередующиеся слои из нитрида титана и нитрида титан-алюминия, при этом слой нитрида титана осаждают при формировании плазмы азота, а слой нитрида титан-алюминия - титан-алюминиевой плазмы. Недостатком способа является нагрев лопаток до высоких температур 400-500°С, что неприемлемо для алюминия и его сплавов.
Технической задачей, на решение которой направлено изобретение, является создание способа ионно-плазменного нанесения многослойного покрытия на изделия из алюминиевых сплавов, позволяющего обрабатывать их при низкой температуре до 200°С и обеспечивающего повышение твердости и износостойкости изделий для использования в областях разработок лопаток компрессоров газотурбинных двигателей.
Технический результат - повышение твердости и износостойкости изделий из алюминиевых сплавов.
Задача решается, а технический результат достигается способом ионно-плазменного нанесения многослойного покрытия на изделия из алюминиевых сплавов, включающим предварительную полировку и очистку поверхности изделия в ультразвуковой ванне, очистку ионами аргона с последующей ионной имплантацией азота в поверхностный слой изделия и осаждением слоев нитрида титана. В отличие от прототипа очистку ионами аргона осуществляют пучком ионов аргона при напряжении анода 2,0-3,0 кВ и токе 0,5А в течение 5-6 мин, ионную имплантацию азота проводят пучком ионов азота при ускоряющемся напряжении 2,0-3,0 кВ и токе 0,5А в течение 10-12 мин, причем формируют промежуточный слой нитрида алюминия наноразмерной величины, а покрытие из нитрида титана наносят в вакуумной камере методом магнетронного распыления катода-мишени из титана в атмосфере смеси аргона и азота с использованием импульно-частотного источника питания с частотой следования импульсов не ниже 10 кГц, при этом температуру изделия поддерживают в диапазоне 90-200°С, а давление в рабочей камере составляет 0,37 Па, причем время нанесения покрытия составляет 20-60 минут, после чего образцы охлаждают в среде аргона при давлении 5×104 Па до достижения температуры 25°С.
Технический результат достигается благодаря следующему.
Обработка пучком ионов аргона позволяет очистить поверхность образца от оксидов и активировать химические связи. Обработка поверхности изделия пучком ионов азота приводит к эффективному образованию промежуточного слоя нитрида алюминия наноразмерной толщины, повышающего адгезию основного покрытия к подложке.
Нанесение покрытия в магнетронном разряде при низкой температуре (до 200°С) приводит к эффективному образованию многослойного покрытия из нитрида титана, обладающего улучшенными прочностными характеристиками, повышенной твердостью и хорошей адгезией.
Режимы обработки выбраны исходя из следующего.
Температура образца в процессе обработки составляет 90-200°С и достигается подбором режимов работы магнетрона, а также выбором расстояния между каруселью с закрепленными на ней образцами и мишенью-катодом. При температурах ниже 90°С не наблюдается образование нитрида титана. При температурах выше 200°С происходит разупрочнение материала изделия из алюминиевого сплава. При этом толщина полученного покрытия TiN составляет 1-5 мкм при толщине нижнего подслоя, состоящего из Ti2N, около 400 нм. При толщине покрытия меньше 1 мкм снижается износостойкость и твердость покрытия. При толщине более 5 мкм покрытие обладает неудовлетворительной адгезией.
Сущность изобретения поясняется чертежами, где:
на фиг. 1 показана схема установки, на которой проводят нанесение покрытия;
на фиг. 2а - поперечное сечение покрытия;
на фиг. 2б - механический излом покрытия;
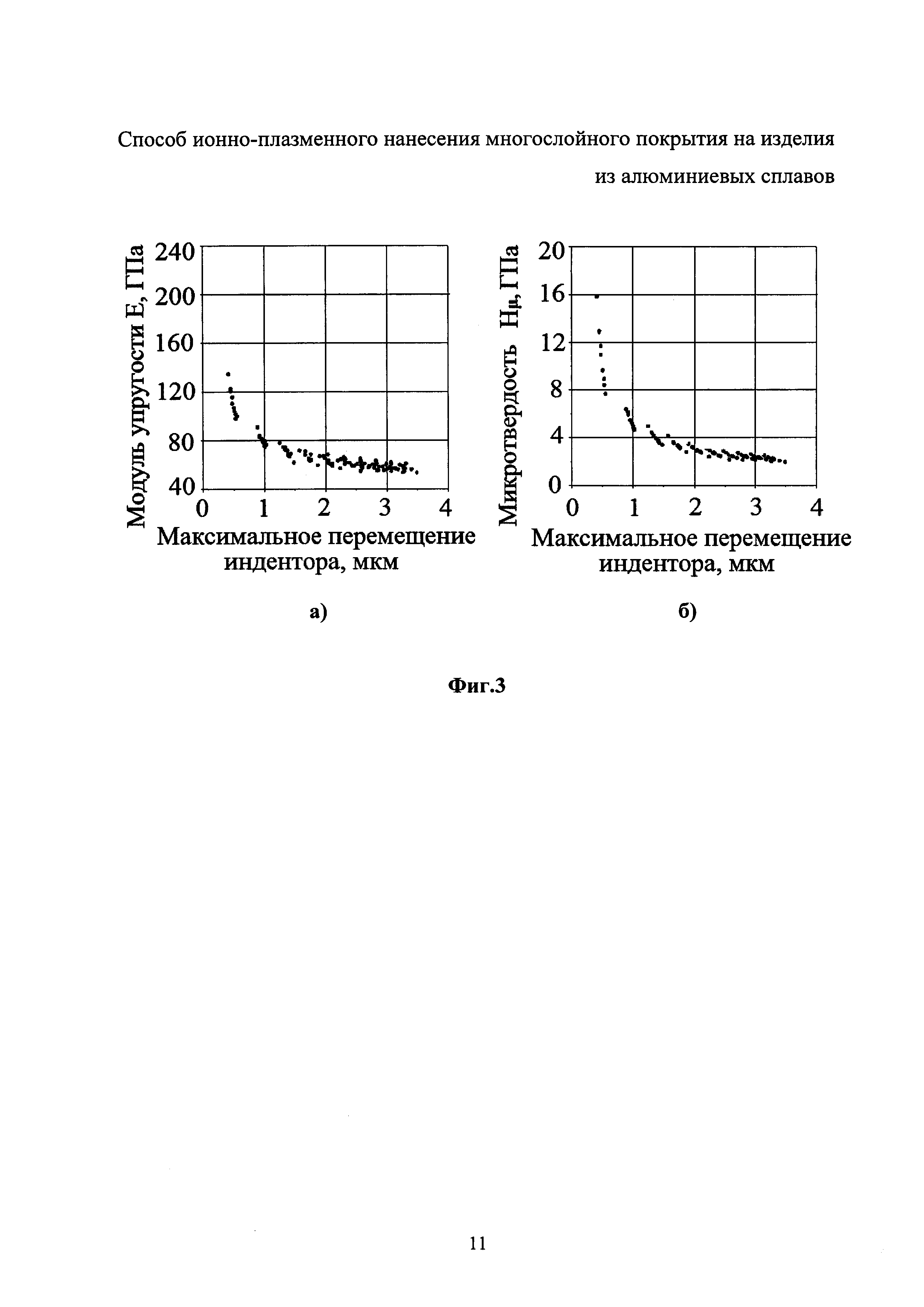
на фиг. 3а показано распределение упругости по толщине покрытия;
на фиг. 3б показано распределение микротвердости по толщине покрытия.
На фиг. 1 обозначено: холодный катод 1, карусельный механизм 2, держатель образцов 3, магнетрон 4, вакуумная камера 5, датчики измерения вакуума 6, регуляторы - расходомеры 7 трехканальной системы газонапуска.
Способ осуществляют следующим образом.
Предварительно полируют и очищают поверхность изделия в ультразвуковой ванне. Затем производят очистку пучком ионов аргона при напряжении анода 2,0-3,0 кВ и токе 0,5 А в течение 5-6 мин, затем ионную имплантацию азота в поверхностный слой изделия пучком ионов азота при ускоряющемся напряжении 2,0-3,0 кВ и токе 0,5А в течение 10-12 мин, причем формируют промежуточный слой нитрида алюминия наноразмерной величины. Далее осаждают слои нитрида титана, причем покрытие из нитрида титана наносят в вакуумной камере 5 методом магнетронного распыления катода-мишени из титана в атмосфере смеси аргона и азота с использованием импульно-частотного источника питания с частотой следования импульсов не ниже 10 кГц, при этом температура изделия в диапазоне 90-200°С, а давление в рабочей камере составляет 0,37 Па, причем время нанесения покрытия составляет 20-60 минут, после чего образцы охлаждают в среде аргона при давлении 5×104 Па до достижения температуры 25°С.
Пример конкретного осуществления способа.
Были использованы образцы из алюминиевого сплава Д16Т в виде дисков диаметром 50 мм и толщиной 4 мм. Одна сторона каждого образца полировалась на шлифовально-полировальном станке «Полилаб Π12» до достижения шероховатости Ra 0,16. Затем осуществлялась очистка образцов в ультразвуковой ванне «S5 Elmasonic» в смеси бензина и изопропилового спирта, а также промывка в этиловом спирте.
Нанесение защитных покрытий проводили на установке для ионно-плазменной обработки (фиг. 1), которая содержит следующее оборудование:
- планарный несбалансированный магнетрон 4, мощность до 10 кВт;
- ионный источник с холодным катодом 1, 3 кВ, 3 кВт;
- регуляторы - расходомеры 7 трехканальной системы газонапуска типа РРГ-10;
- систему автоматизации процесса откачки, сбора и обработки информации (на чертеже не показано).
В качестве материала катода для защитного покрытия был выбран титан в силу его высокой твердости и коррозионной стойкости.
Образцы размещали в вакуумной камере 5 на карусельном механизме 2 с помощью держателя образцов 3 на расстоянии 80 мм от катода. Камера откачивалась криогенным насосом до остаточного давления 1×10-4 Па. Газовый ионный источник с холодным катодом 1 имел сечение ионного пучка (в зоне обработки) на расстоянии 100 мм от источника 60×500 мм. Мощность источника питания 5 кВт, максимальное напряжение 3 кВ. Предварительную обработку изделий осуществляли пучком ионов аргона при напряжении анода 2,5 кВ и током 0,5 мА в течение 5 мин с целью очистки поверхности и удаления окислов. Далее проводили обработку изделий пучком ионов азота при ускоряющемся напряжении 2,5 кВ и токе 0,5 А в течение 10 мин, в результате которой на поверхности образцов образовывался промежуточный слой нитрида алюминия наноразмерной величины. Нанесение покрытия из нитрида титана осуществляли катодным распылением в магнетронном разряде титанового катода-мишени при напряжении разряда 500 В и токе разряда до 5А в газовой среде азота. Магнетрон 4 работал в импульсно-частотном режиме с частотой следования импульсов 30 кГц и коэффициентом заполнения 50%. Длительность процесса нанесения покрытия составляла 30 минут, при этом толщина покрытия составляла 1,35 мкм. Температура образцов в процессе обработки не превышала 120°С. Контроль температуры осуществляли термопарой хромель-константан. Рабочий вакуум измеряли с помощью датчиков измерения вакуума 6 установки, и он составлял при работе ионного источника (6÷8)×10-2 Па при работе магнетрона 0,3÷0,4 Па.
После нанесения покрытия образцы охлаждали в среде аргона при давлении 5×104 Па до достижения ими температуры 25°С.
На фиг. 2а показано поперечное сечение полученного покрытия, на фиг. 2б - механический излом. Фотографии сделаны на растровом электронном микроскопе во вторичных электронах. На фотографиях видно, что покрытие имеет два слоя. Верхний слой имеет столбчатую структуру. Нижний слой плотный и не имеет выраженной структуры. Из анализа шлифов и изломов следует, что толщина покрытия на образце составляет около 1,35 мкм (толщина верхнего слоя около 1 мкм и нижнего подслоя 350 нм).
Проведенный на дифрактометре D8 DISCOVER рентгеноструктурный анализ покрытия указывает на наличие трех фаз (таблица 1) и отсутствие интерметаллидных фаз, которые могли бы образоваться при взаимодействии титана с алюминием.
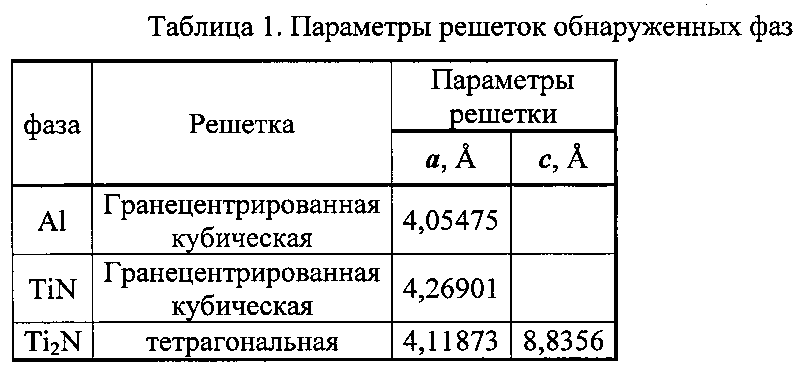
В покрытии сосуществуют две фазы TiN и Ti2N (соответственно, верхний слой и нижний подслой), причем преобладает TiN. Параметр решетки Al подложки ближе к одному из параметров решетки Ti2N. Поэтому на алюминиевой подложке вероятно начинают расти кристаллы Ti2N, ориентированные таким образом, чтобы максимально согласовать соответствующие плоскости решеток Al и Ti2N. Интенсивность линий TiN растет с увеличением толщины покрытия. Это также указывает на то, что два слоя, которые наблюдались на снимках излома покрытия (фиг. 2б), представляют собой Ti2N (нижний подслой) и TiN (верхний слой).
Механические свойства покрытий были исследованы с помощью цифрового наноиндентометра DNT-1/5 (фиг. 3а) и б)). Видно, что твердость поверхности превышает 1000 HV0,1, при этом твердость подслоя Ti2N составляет примерно 400 HV0,1.
Таким образом, способ ионно-плазменного нанесения многослойного покрытия на изделия из алюминиевых сплавов позволяет обрабатывать их при низкой температуре до 200°С и обеспечивает повышение твердости и износостойкости изделий для использования в областях разработок лопаток компрессоров газотурбинных двигателей.
Реализация способа позволит создать экологически чистую технологию создания упрочняющих защитных покрытий на изделия из алюминиевых сплавов. Созданные покрытия могут быть использованы в машиностроении и авиационной промышленности для упрочнения и повышения износостойкости лопаток компрессоров газотурбинных двигателей нового поколения.
Способ ионно-плазменного нанесения многослойного покрытия на изделие из алюминиевого сплава, включающий предварительную полировку и очистку поверхности изделия в ультразвуковой ванне, очистку ионами аргона с последующей ионной имплантацией азота в поверхностный слой изделия и осаждением слоев нитрида титана, отличающийся тем, что очистку ионами аргона осуществляют пучком ионов аргона при напряжении анода 2,0-3,0 кВ и токе 0,5А в течение 5-6 мин, ионную имплантацию азота проводят пучком ионов азота при ускоряющем напряжении 2,0-3,0 кВ и токе 0,5А в течение 10-12 мин c формированием промежуточного слоя нитрида алюминия наноразмерной величины, а покрытие из нитрида титана наносят в вакуумной камере методом магнетронного распыления катода-мишени из титана в атмосфере смеси аргона и азота с использованием импульно-частотного источника питания с частотой следования импульсов не ниже 10 кГц, при этом температуру изделия поддерживают в диапазоне 90-200°С, а давление в рабочей камере составляет 0,37 Па, причем время нанесения покрытия составляет 20-60 минут, после чего образцы охлаждают в среде аргона при давлении 5×10 Па до достижения температуры 25°С.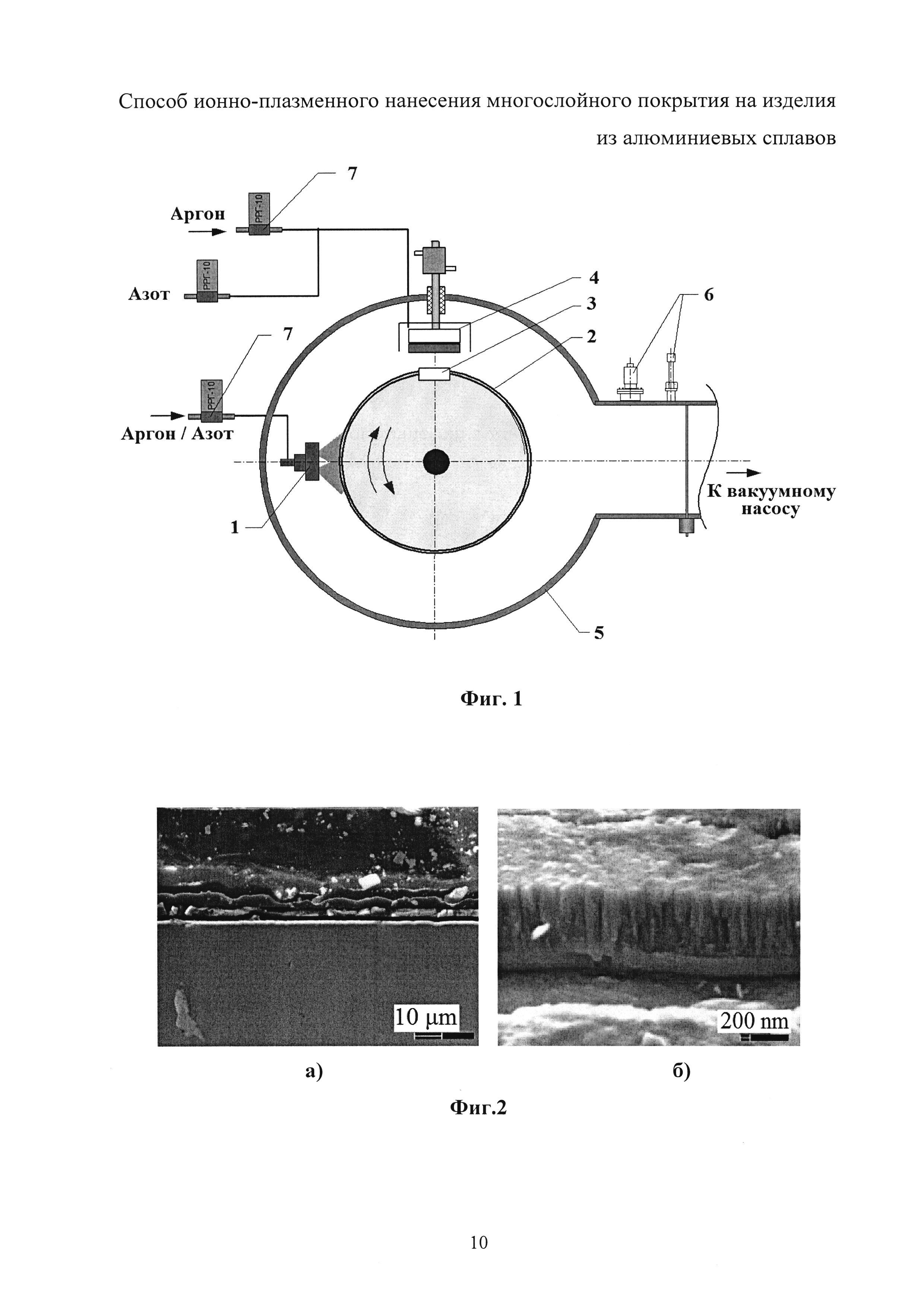
Способ модификации поверхности изделий из титановых сплавов в вакууме
Способ модификации поверхности изделий из титановых сплавов в тлеющем разряде
Термоэлектрический генератор автомобиля
Устройство для линейной сварки трением блисков
Экзоскелет с электропневматической системой управления
Устройство и способ полета в воздухе с возможностью вертикального взлета и посадки
Способ комбинированной ионно-плазменной обработки изделий из алюминиевых сплавов
Способ утилизации тепловой энергии, вырабатываемой электрической станцией
Способ нагрева сетевой воды на тепловой электрической станции
Универсальный электрошариковый первичный преобразователь расхода электропроводной жидкости
Способ изготовления лопаток газотурбинного двигателя
Ротор высокоскоростного генератора
Способ лихеноиндикации степени загрязненности атмосферного воздуха
Матрица для высадки деталей сложного профиля
Способ повышения показателя чувствительности магниторезистивных датчиков
Способ определения коэффициента извилистости русла реки
Способ контроля местоположения и состояния контейнера с грузом
Роторная система магнитоэлектрической машины
Способ электролитно-плазменного удаления полимерных покрытий с поверхности пластинчатого торсина несущего винта вертолета
Способ разгрузки подшипников электромеханических преобразователей энергии

