Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ БЛИСКОВ
Вид РИД
Изобретение
Изобретение относится к авиационной промышленности, в частности к устройствам для изготовления блисков, применяемых преимущественно в роторах газотурбинных двигателей.
Известно, что при изготовлении блиска, представляющего собой моноблочный лопаточный диск со множеством лопаток, присоединенных к диску радиально, сначала формируют лопатку, имеющую выступ для соединения с диском, затем соединяют выступ лопатки с выступом диска посредством линейной сварки трением при помощи различных устройств.
Известно устройство для линейной сварки трением, содержащее установленную неподвижно на столе сварочной машины опору, на которую с неизменяемым наклоном установлен механизм поворота диска блиска вокруг его оси и его удержания в неподвижном положении при сварке (http://www.cyrilbath.com/linear-ficton-welding/lfw-machine-design.html).
Недостатком устройства является то, что оно не обеспечивает возможность сварки блисков других типоразмеров.
Известно устройство для сварки трением, содержащее механизм, который устанавливается на стол сварочной машины. Механизм способен вращаться относительно стола и изменять угол относительно одной из горизонтальных осей опорной поверхности, на которую устанавливается механизм поворота и удержания диска блиска, что позволяет изменять положение диска блиска в зависимости от угла конусности наружной поверхности диска и изменять положение под линейную сварку трением следующей лопатки (патент US 5148957, МПК В23К 20/12, опубл. 22.09.1992).
Недостатки известного устройства заключаются в следующем. При такой конструкции механизма не обеспечивается возможность регулирования положения диска блиска относительно направления осцилляции при линейной сварке трением по углу разворота свариваемого сечения лопаток относительно оси диска. Кроме того, очень сложно производить настройку пространственного положения диска блиска с точностью до сотых долей миллиметра при изготовлении диска другого типоразмера.
Наиболее близким к заявляемому является устройство для линейной сварки трением, содержащее станину, установленную в определенное положение относительно стола сварочной машины, неподвижно установленный на станине узел вращения диска блиска в виде револьверной головки, содержащей основание для установки диска блиска, крышку для прижатия диска блиска к основанию, стержень с резьбовым соединением на концевой части, гайку для закрепления крышки на стержне, гидропривод, причем на верхней поверхности основания неподвижно установлен фиксатор для удержания от разворота диска блиска относительно основания, при этом основание выполнено с возможностью поворота на фиксированный угол при смене позиции для сварки лопаток с диском блиска (патент ЕР 1000695, МПК В23К 20/12, опубл. 17.05.2000).
Недостатком устройства является то, что при сварке блисков с другой конусностью наружной поверхности диска или с другим углом разворота свариваемого сечения лопаток относительно оси диска необходимо заменять не только револьверную головку, но и станину, на которую она установлена, а также проводить трудоемкую настройку пространственного положения устройства относительно стола сварочной машины с точностью до сотых долей миллиметра. Это значительно увеличивает трудоемкость подготовки производства блисков при сварке блиска другого типоразмера.
Задачей изобретения является расширение функциональных возможностей устройства и сокращение трудоемкости подготовки производства блисков разных типоразмеров.
Технический результат - сокращение трудоемкости подготовки производства блисков разных типоразмеров за счет того, что для сварки блисков с различной конусностью наружной поверхности диска и/или с другим углом разворота свариваемого сечения лопаток относительно оси диска не требуется замены целого устройства, а требуется только замена револьверной головки; упрощение конструкции устройства, которое достигается тем, что контроль положения диска блиска при смене положения диска блиска под приварку следующей лопатки осуществляется без применения дополнительного оборудования.
Задача решается, а технический результат достигается устройством для закрепления диска блиска в сварочной машине при соединении с лопатками путем линейной сварки трением, содержащим станину, установленную в заданном положении относительно стола сварочной машины, неподвижно закрепленный на станине узел вращения диска блиска в виде револьверной головки, содержащей основание и стержень с резьбовым соединением на концевой части для установки диска блиска, крышку для прижатия диска блиска к основанию, гайку для закрепления крышки на упомянутом стержне и гидропривод, причем на верхней поверхности основания установлен неподвижный фиксатор для удержания от разворота диска блиска относительно основания, а основание выполнено с возможностью поворота на фиксированный угол при смене позиции для приварки каждой следующей лопатки к диску блиска. В отличие от прототипа револьверная головка выполнена сменной и установлена с помощью втулки в сменном корпусе, смонтированном на станине по ее фланговой и опорной поверхностям с помощью направляющих штифтов, запрессованных в выполненные в станине отверстия, и закрепленном на ней с помощью болтовых соединений, при этом опорная поверхность корпуса головки выполнена с образованием углов наклона α и β относительно горизонтальной плоскости, обеспечивающих направление усилия осадки сварочной машины по нормали к плоскости сечения привариваемого диска блиска с учетом угла наклона его конусной поверхности и разворот свариваемого сечения лопаток относительно оси диска блиска с учетом направления осцилляции сварочной машины, а гидропривод установлен в корпусе с возможностью передачи усилия для прижатия и удержания диска блиска в процессе сварки, а также для подъема основания при смене положения диска блиска под приварку каждой следующей лопатки, при этом упомянутый стержень с резьбовым соединением на его концевой части является тягой гидропривода, а в основании револьверной головки выполнены отверстия, число которых соответствует числу привариваемых лопаток, для зацепления лопатки с подвижным фиксатором, размещенным с возможностью его осевого перемещения в отверстии, выполненном во втулке. Согласно изобретению на стержне револьверной головки установлен подшипник, на который опирается основание при смене положения диска блиска для приварки каждой следующей лопатки.
Технический результат достигается благодаря следующему.
Выполнение узла вращения диска блиска в виде сменной головки дает возможность сократить трудоемкость подготовки производства блисков разных типоразмеров в связи с тем, что сменная головка выполняется индивидуально для сварки каждого отдельного блиска, имеющего разную конусность наружной поверхности диска и различный угол разворота свариваемого сечения лопаток относительно оси диска, при этом станина остается неизменной. Требуется базирование только головки относительно станины, а не полностью самой станины с головкой относительно стола сварочной машины. Изготовление сменной головки гораздо менее трудоемкий процесс, чем изготовление всего устройства для сварки блиска. За счет выполнения подвижного фиксатора можно без применения дополнительного оборудования контролировать положение диска блиска при смене его положения под приварку следующей лопатки.
Сущность изобретения поясняется чертежами, где:
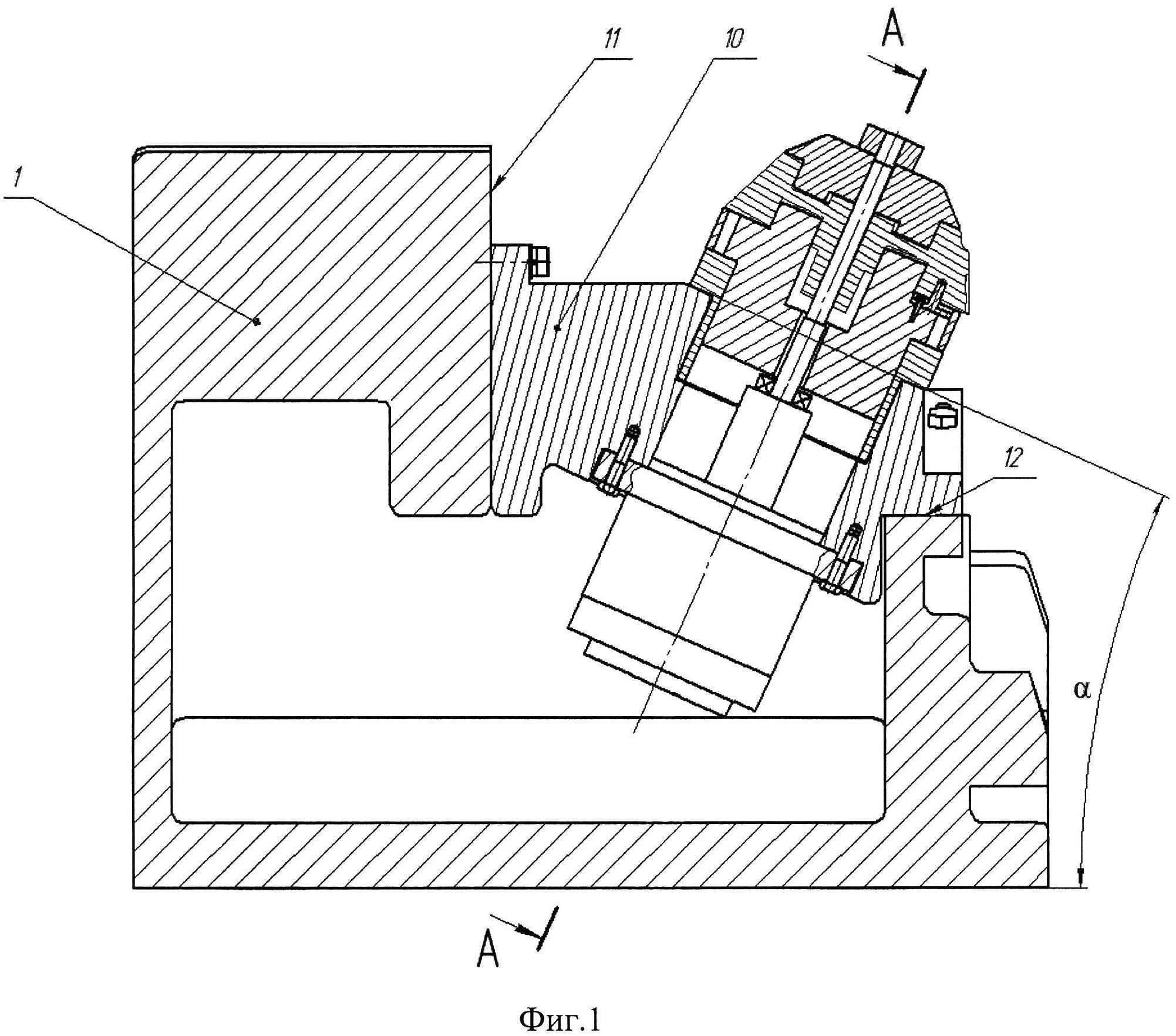
на фиг.1 показано заявляемое устройство для линейной сварки трением с углом наклона α опорной поверхности корпуса головки относительно горизонтальной плоскости, обеспечивающим направление усилия осадки сварочной машины по нормали к плоскости свариваемого сечения диска блиска с учетом угла наклона конусной поверхности диска блиска;
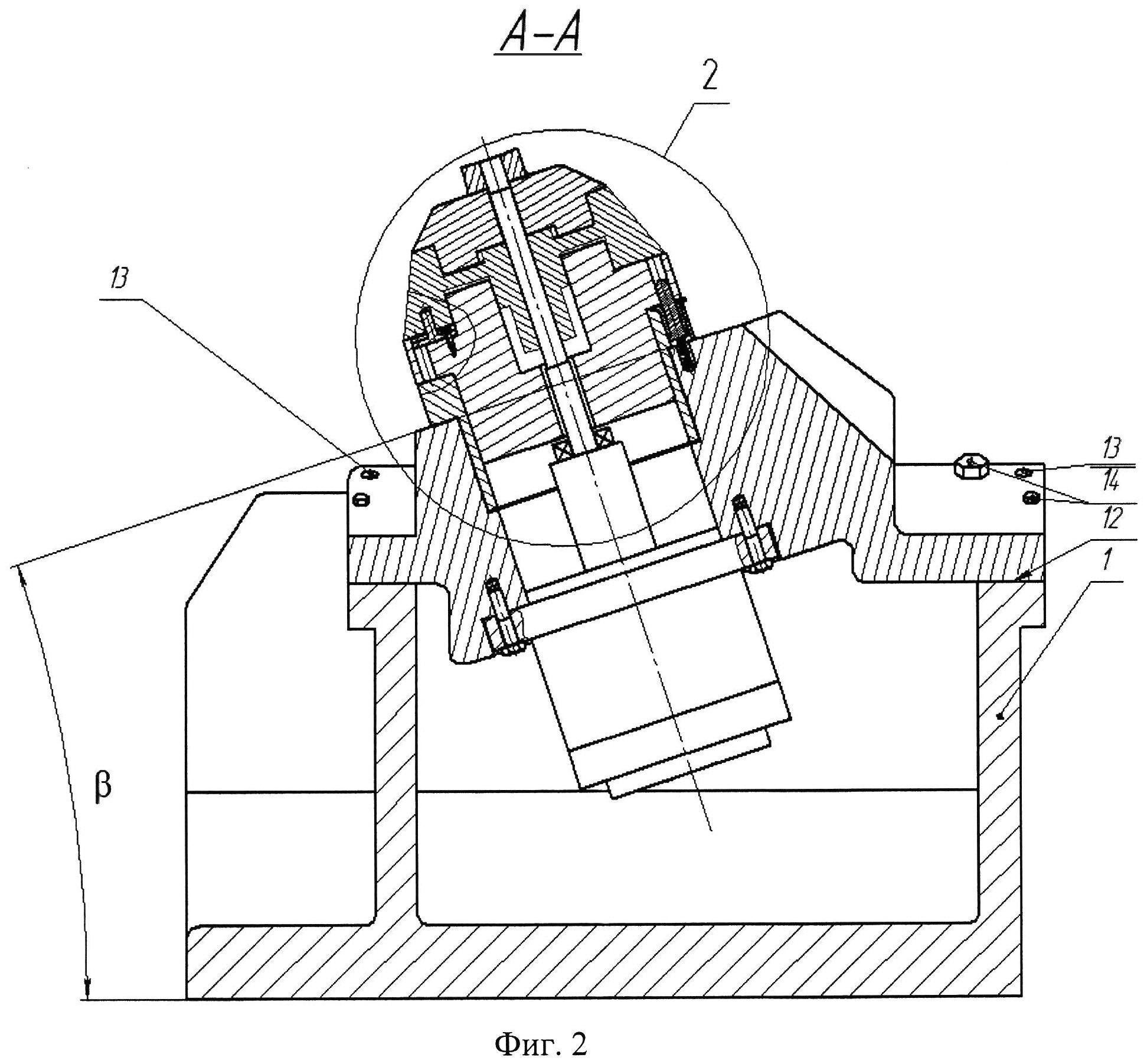
на фиг.2 - то же с углом наклона β опорной поверхности корпуса головки относительно горизонтальной плоскости, обеспечивающим разворот свариваемого сечения лопаток относительно оси диска блиска с учетом направления осцилляции сварочной машины;
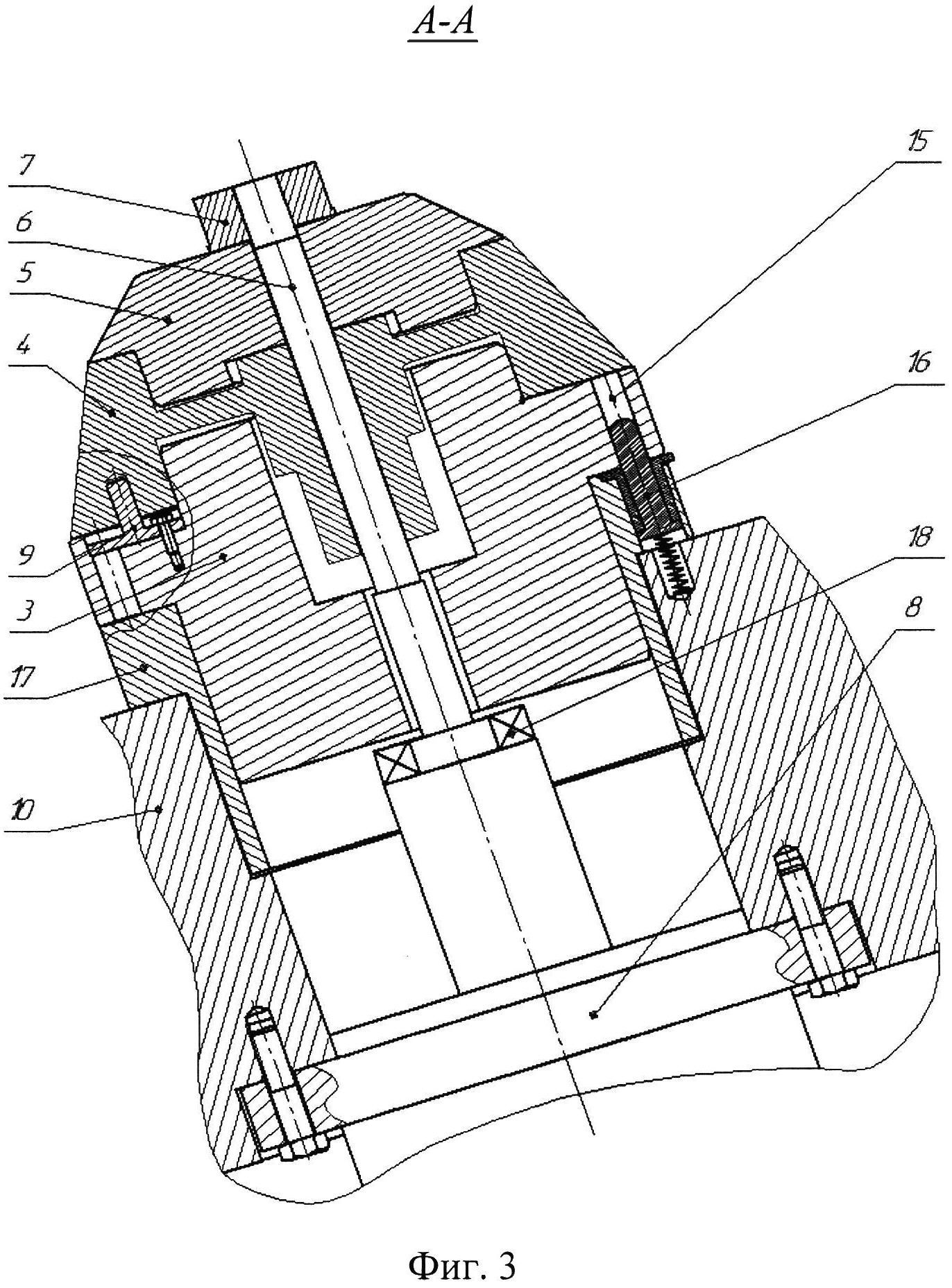
на фиг.3 - револьверная сменная головка в разрезе;
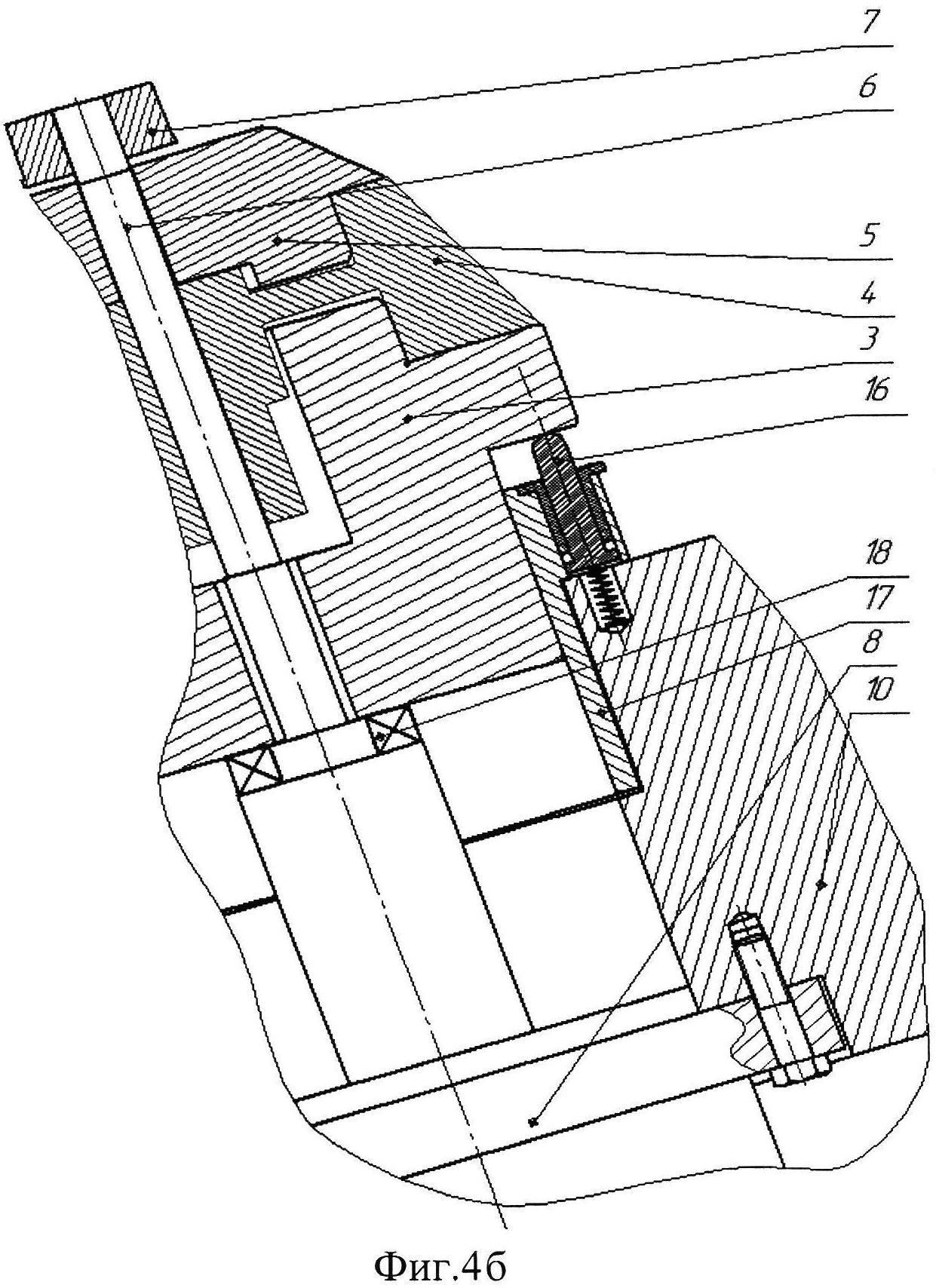
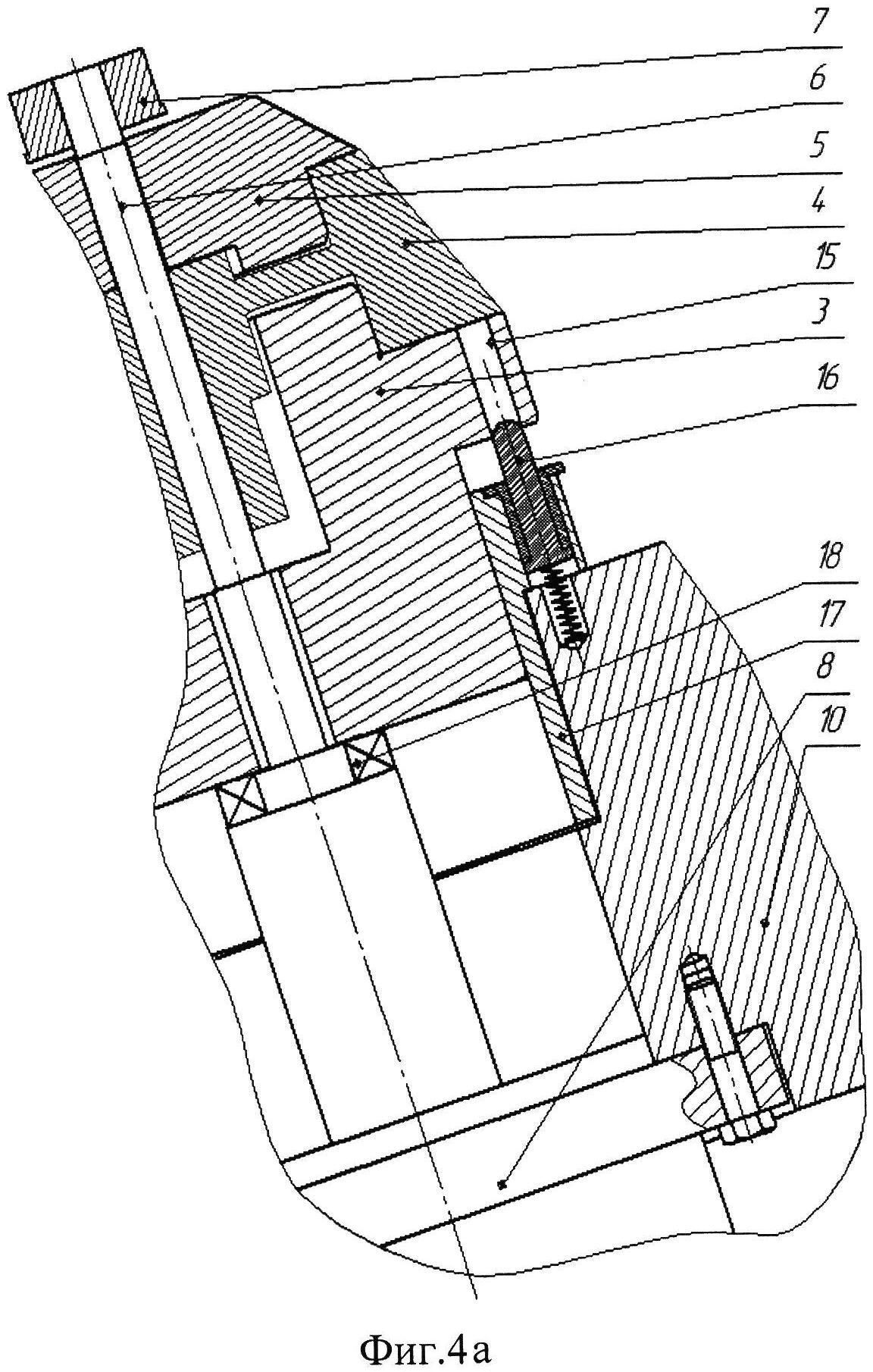
на фиг.4 револьверная сменная головка в разрезе: а) с положением подвижного фиксатора при его попадании в соответствующее отверстие основания перед зажатием диска между основанием и крышкой, б) с положением фиксатора при повороте основания.
Предложенное устройство для линейной сварки трением (фиг.1, 2, 3, 4) содержит станину 1, неподвижно установленный на станине узел вращения диска блиска в виде револьверной головки 2, содержащей основание 3 с базирующим выступом для установки диска блиска 4, крышку 5 для прижатия диска блиска к основанию, стержень 6 с резьбовым соединением на концевой части, гайку 7 для закрепления крышки на стержне, гидропривод 8, причем на верхней поверхности основания установлен неподвижный фиксатор 9 для удержания от разворота диска блиска относительно основания. Кроме того, револьверная головка 2 содержит корпус 10, который установлен в станине по ее фланговой 11 и опорной 12 поверхностям и направляющим штифтам 13 (фиг.2), запрессованным в отверстия (не показано), выполненные в станине, и закреплен на станине с помощью болтовых соединений 14.
Опорная поверхность корпуса 10 головки образует углы наклона α и β (фиг.1 и фиг.2) относительно горизонтальной плоскости, обеспечивающие направление усилия осадки сварочной машины по нормали к плоскости свариваемого сечения диска блиска с учетом угла наклона конусной поверхности диска блиска и разворот свариваемого сечения лопаток относительно оси диска блиска с учетом направления осцилляции сварочной машины, а гидропривод 8 (фиг.3) установлен в корпусе 10 револьверной головки с возможностью передачи усилия для прижатия и удержания диска блиска в процессе сварки, а также для поднятия основания при смене положения диска блиска под приварку следующей лопатки, при этом стержень 6 с резьбовым соединением на его концевой части является тягой гидропривода 8. В основании 3 выполнены отверстия 15, число которых соответствует числу привариваемых лопаток, для зацепления с подвижным фиксатором 16, установленным с возможностью осевого перемещения относительно втулки 17 при помощи пружины. На стержень 6 установлен подшипник 18, на который опирается основание 3 при смене положения диска блиска под приварку следующей лопатки.
Устройство работает следующим образом.
В начальном положении стержень 6 и, соответственно, основание 3 установлены гидроприводом 8 в верхнее положение, со стержня сняты крышка 5 и гайка 7. На основание 3 по диаметру базирующего выступа и неподвижному фиксатору 9 устанавливается диск блиска 4.
На стержень 6 надевается крышка 5, которая базируется по диаметру диска блиска, и закручивается гайка 7, которая стопорится относительно стержня. Далее путем вращения основания 3 с зафиксированными на нем деталями устанавливается необходимое для сварки положение диска блиска 4, которое отслеживается по попаданию подвижного фиксатора 16 скругленным концом в отверстие вращаемого основания 3 (фиг.4а и 4б). После чего гидроприводом 8 осуществляют прижатие диска блиска 4 к вращаемому основанию 3 и прижатие вращаемого основания к втулке 17 через закрепленную на стержне 6 с помощью гайки крышку (фиг.3). При этом подвижный фиксатор 16 входит в зацепление по цилиндрической поверхности с отверстием вращаемого основания 3. В таком положении производится приварка лопатки к диску.
Для того чтобы переставить положение диска блиска 4 под приварку следующей лопатки, необходимо гидроприводом 8 привести вращаемое основание 3 и остальные связанные с ним детали в верхнее положение и произвести поворот вращаемого основания до следующего положения диска блиска, необходимого для сварки, и повторить вышеописанные действия.
После приварки всех лопаток вращаемое основание 3 и связанные с ним детали гидроприводом 8 приводятся в исходное положение, откручивается гайка 7 и снимается крышка 5, и блиск снимается с устройства.
Корпус 10 сменной головки выполняется индивидуально для каждого блиска, чтобы образовать опорную поверхность с необходимыми углами α и β (фиг.1 и 2) относительно двух горизонтальных осей координат.
За одну установку диска блиска к нему приваривают все лопатки.
Таким образом, заявленное изобретение позволяет расширить функциональные возможности устройства и сократить трудоемкость подготовки производства блисков разных типоразмеров.
Высокоскоростная магнитоэлектрическая машина с вертикальным валом
Ультрамелкозернистые алюминиевые сплавы для электротехнических изделий и способы их получения (варианты)
Способ ультразвукового контроля сварных соединений лопаток с диском
Способ изготовления антифрикционного слоя вкладышей подшипников скольжения
Износостойкий композиционный материал с эвтектическим инфильтрантом
Способ получения ультрамелкозернистой заготовки лопатки гтд из титановых сплавов
Образец для испытания диффузионного соединения листовых заготовок на сдвиг, способ его изготовления и испытания
Способ определения экологического состояния водоемов
Способ изготовления моноблочного лопаточного диска
Способ линейной сварки трением лопаток с диском для получения блиска
Высокоскоростная магнитоэлектрическая машина с вертикальным валом
Ультрамелкозернистые алюминиевые сплавы для электротехнических изделий и способы их получения (варианты)
Способ ультразвукового контроля сварных соединений лопаток с диском
Способ изготовления антифрикционного слоя вкладышей подшипников скольжения
Износостойкий композиционный материал с эвтектическим инфильтрантом
Способ получения ультрамелкозернистой заготовки лопатки гтд из титановых сплавов
Способ получения износостойкого покрытия на основе интерметаллида системы ti-al
Образец для испытания диффузионного соединения листовых заготовок на сдвиг, способ его изготовления и испытания
Способ определения экологического состояния водоемов
Матрица для высадки многогранных деталей

