Результат интеллектуальной деятельности: СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ
Вид РИД
Изобретение
Изобретение относится к области механизированной дуговой сварки в среде защитных газов на переменном токе промышленной частоты с технологическим оборудованием, обеспечивающим импульсную подачу сварочной проволоки в зону горения дуги, при сварке металлоконструкций в различных пространственных положениях.
Известен способ управления размером капли расплавленного металла при сварке с импульсной подачей сварочной проволоки [RU 2238827 C1, МПК 7 В23К 9/095, опубл. 27.10.2004).
В способе управления размером капли расплавленного металла при сварке с импульсной подачей сварочной проволоки, включающем выдачу сигнала в систему управления механизмом импульсной подачи сварочной проволоки с источником управляющего сигнала в автоматическом режиме, в качестве источника управляющего сигнала используют блок регистрации сварочного тока, а импульс подачи сварочной проволоки производят в момент уравнивания минимального сварочного тока с заданным. Это способ позволяет стабилизировать величину капли электродного металла и делает сварку нечувствительной к изменению напряжения источника питания.
Недостатками способа являются узкий диапазон регулировки сварочного тока и, соответственно, снижение номенклатуры толщин свариваемых изделий.
Известен способ управления механизмом импульсной подачи сварочной проволоки [RU 2198079 С2, МПК 7 В23К 9/095, В23К 9/12, опубл. 10.02.2003], включающий выдачу сигнала в систему управления механизмом импульсной подачи сварочной проволоки с источником управляющего сигнала в автоматическом режиме, при этом систему управления выполняют адаптивной, а в качестве источника управляющего сигнала используют датчик напряжения сварочной дуги, а импульс подачи сварочной проволоки производят в момент образования капли расплавленного металла, размер которой регулируют длиной сварочной дуги, и частоту следования импульсов подачи проволоки задают скоростью ее плавления.
Этот способ не гарантирует стабильных размеров капли электродного металла из-за различных возмущений, возникающих в процессе сварки и влияющих на величину напряжения источника питания, что вносит свои коррективы в "точку" отсчета начала подачи импульса, а это сказывается на качестве сварного шва.
Известен способ комбинированного управления переносом электродного металла при дуговой механизированной сварке в защитных газах, взятый за прототип [Патон Б.Е., Лебедев В.А., Микитин Я.И. Способ комбинированного управления процессом переноса электродного металла при механизированной дуговой сварке // Автоматическая сварка. - 2006. - №8. - С. 27-32].
Сущность этого способа заключается в наложении совмещенных по времени электрических импульсов тока дуги на механические импульсы подачи сварочной проволоки, причем питание дуги осуществляют от источника с жесткой внешней характеристикой, а импульсы сварочного тока, подаваемые синхронно с импульсами подачи сварочной проволоки, формируют в виде отрезков полусинусоиды на спадающей ее части от сварочного трансформатора. Частота импульсов привязана к частоте сети и равна 50 и 100 Гц. Налагаемые импульсы в зависимости от параметров импульсов тока и сдвига по фазе относительно начала полупериода напряжения сети, от которого запитываются и электромагниты импульсной подачи проволоки, обеспечивают переход капли в сварочную ванну как во время короткого замыкания, так и без него.
Недостатками данного способа являются: отсутствие управляемой синхронизации цикла короткого замыкания с циклами переменного тока источника питания, что сказывается на стабильности процесса переноса электродного металла; способ не позволяет использовать автоматическое управление процессом сварки по каналам обратных связей, в связи с чем синхронизация работы механизма импульсной подачи сварочной проволоки с электрическими импульсами тока сварочной дуги осуществляется за счет питания механизма импульсной подачи от источника питания электрической дуги, что может привести к дестабилизации процесса сварки по причине инерционности механической системы подачи проволоки, использование импульсов тока в виде отрезков полусинусоиды на ее спадающей части существенно снижает коэффициент мощности системы питания.
Задача изобретения - улучшение механических свойств сварных соединений за счет увеличения скорости и стабильности управляемого переноса электродного металла, снижение тепловложения в свариваемое изделие.
Предложенный способ управления процессом механизированной сварки в среде защитных газов с подачей сварочной проволоки так же, как в прототипе, включает импульсную подачу сварочной проволоки с одновременной импульсной подачей сварочного тока.
Согласно изобретению сварку ведут в среде защитных газов с питанием электрической дуги переменным током с одновременным применением двух источников импульсов - механического и электрического. Сварку ведут на переменном токе промышленной частоты, синхронизированном с циклами импульсной подачи сварочной проволоки с управлением процессом за счет каналов обратной связи. Плавление сварочной проволоки осуществляют в цикле нарастания тока дуги по синусоидальному закону, согласованному с циклом паузы подачи проволоки. Перенос электродного металла происходит с коротким замыканием дугового промежутка в цикле спада и смены полярности тока дуги за счет импульса подачи сварочной проволоки. Зажигание дуги осуществляют принудительным движением проволоки от сварного шва в цикле нарастания тока дуги.
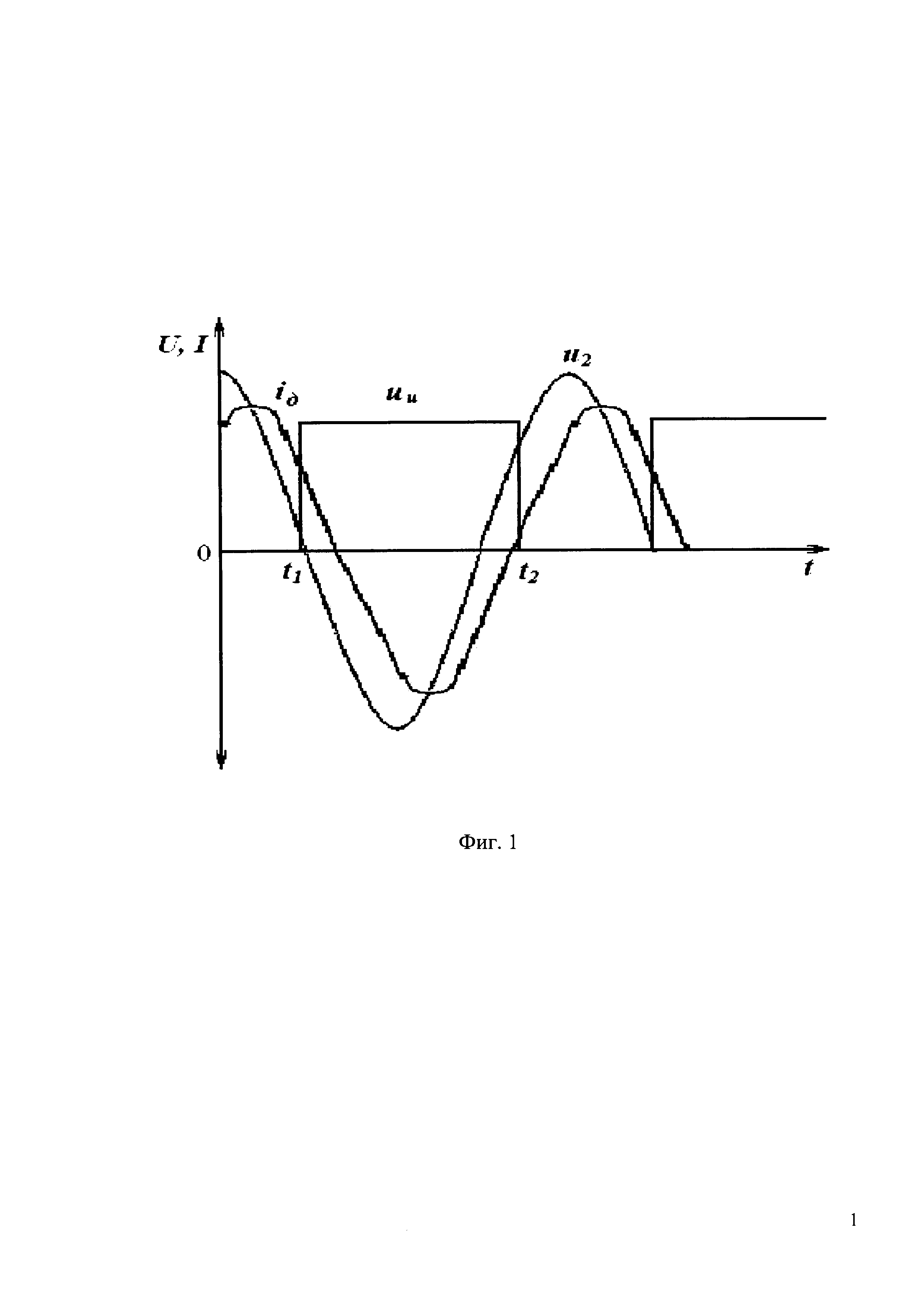
Сущность заявленного способа поясняется фиг. 1, на которой приведены диаграммы тока, напряжения и время включения импульсов подачи сварочной проволоки, где iд - ток дуги, А; uu - напряжение импульса подачи сварочной проволоки, В; u2 - напряжение сварочного трансформатора, В; t1, t2 - время циклов, с.
Способ сварки заключается в следующем. Плавление сварочной проволоки и первоначальное формирование капли электродного металла осуществляется в момент отсутствия подачи сварочной проволоки в момент времени, когда полярность дуги переменного тока промышленной частоты - обратная. Во время паузы в подаче сварочной проволоки при горении дуги на обратной полярности, когда анод горячее катода, увеличивается скорость плавления и при этом формируется капля электродного металла. Далее происходит импульс подачи сварочной проволоки Uu в момент t1, когда синусоида напряжения дуги достигает нулевого значения, а ток дуги, сдвинутый по фазе, плавно снижаясь, стремится к нулю и, соответственно, перенос жидкой капли электродного металла через дуговой промежуток происходит при минимальном давлении на нее сил сварочной дуги. Процесс перехода капли в сварочную ванну происходит с коротким замыканием дугового промежутка во время перехода тока дуги с обратной полярности на прямую и в период окончания цикла импульса подачи проволоки t2. При этом ток дуги имеет небольшое значение, что уменьшает силу газодинамического удара при разрыве перемычки и способствует более плавному переходу электродного металла в изделие. Стабилизация поджига дуги и снижение времени разрыва жидкой перемычки электродного металла между сварочной проволокой и сварочной ванной происходит за счет управляемого по каналам обратной связи поступательного движения сварочной проволоки вверх от изделия.
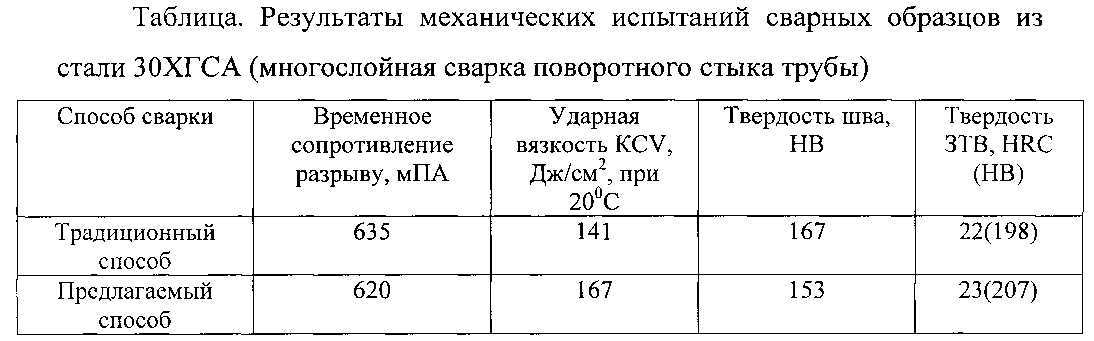
Лабораторные испытания показали возможность использования предлагаемого способа в промышленных условиях. При исследовании механических свойств сварных соединений из стали 30ХГСА, выполненных в среде углекислого газа сварочной проволокой Св-08Г2С, выявлено, что при использовании предлагаемого способа происходит увеличение ударной вязкости.
Металлографические исследования сварных соединений показали снижение зоны термического влияния до 15% по сравнению с процессом механизированной сварки в среде защитных газов на постоянном токе за счет циклов нарастания и спада тока дуги со сменой его полярности. Видеосъемка и осциллографирование процесса сварки показали стабилизацию процесса переноса электродного металла за счет отсутствия осевых отклонений дуги и снижение разбрызгивания электродного металла до 4%.
Использование всех отличительных признаков позволяет:
а) осуществить синхронизацию работы механизма импульсной подачи сварочной проволоки с импульсами тока за счет каналов обратной связи;
б) согласовать перенос электродного металла с циклами смены полярности тока промышленной частоты за счет импульсной подачи сварочной проволоки при токе, близком к нулю, и минимальном давлении сил дуги при снижении тока дуги по синусоидальному закону за счет импульса подачи проволоки;
в) осуществлять переход электродного металла во время смены полярности тока с коротким замыканием дугового промежутка;
Предложенный способ позволяет:
- стабилизировать перенос электродного металла в сварочную ванну за счет управления процессом по каналам обратной связи автоматизированной системой управления. Перенос осуществляется с промышленной частотой 50 Гц,
- снизить размер переносимой капли электродного металла вследствие снижения тока дуги по синусоидальному закону и, как следствие, отсутствия давления дуги во время переноса капли, что позволяет получать мелкокапельный перенос, снижение теплоемкости электродного металла и выгорания легирующих элементов, что приводит к увеличению ударной вязкости сварного соединения,
- уменьшить время перехода капли электродного металла в сварочную ванну в связи с тем, что короткое замыкание и одновременный переход капли электродного металла в сварочную ванну осуществляется в момент перехода тока через ноль и смены его полярности с обратной на прямую, что приводит к снижению силы газодинамического удара до минимума. Это способствует снижению потерь электродного металла на разбрызгивание до 4%,
- увеличить коэффициент мощности системы питания за счет использования импульсов тока в виде полного отрезка полусинусоиды;
- уменьшить ширину зоны термического влияния сварного соединения до 15% за счет цикличного и плавного, по синусоидальному закону, изменения тока дуги и его полярности и, как следствие, цикличной эмиссии электронов с катода, что приводит к получению более равновесной, мелкозернистой микроструктуры сварного соединения,
- снизить энергопотребление процесса сварки за счет использования для питания электрической дуги сварочных трансформаторов переменного тока.
Способ управления процессом механизированной сварки в среде защитных газов с подачей сварочной проволоки, включающий импульсную подачу сварочной проволоки с одновременной импульсной подачей сварочного тока, отличающийся тем, что импульсную подачу сварочного тока синхронизируют с циклами импульсной подачи сварочной проволоки, при этом плавление сварочной проволоки осуществляют в цикле нарастания тока дуги по синусоидальному закону, который согласуют с циклом паузы подачи сварочной проволоки, перенос металла сварочной проволоки осуществляют в момент короткого замыкания дугового промежутка в цикле спада сварочного тока и смены полярности тока дуги, а зажигание дуги осуществляют путем принудительного движения сварочной проволоки от сварного шва в цикле нарастания тока дуги, при этом сварку ведут на переменном токе промышленной частоты.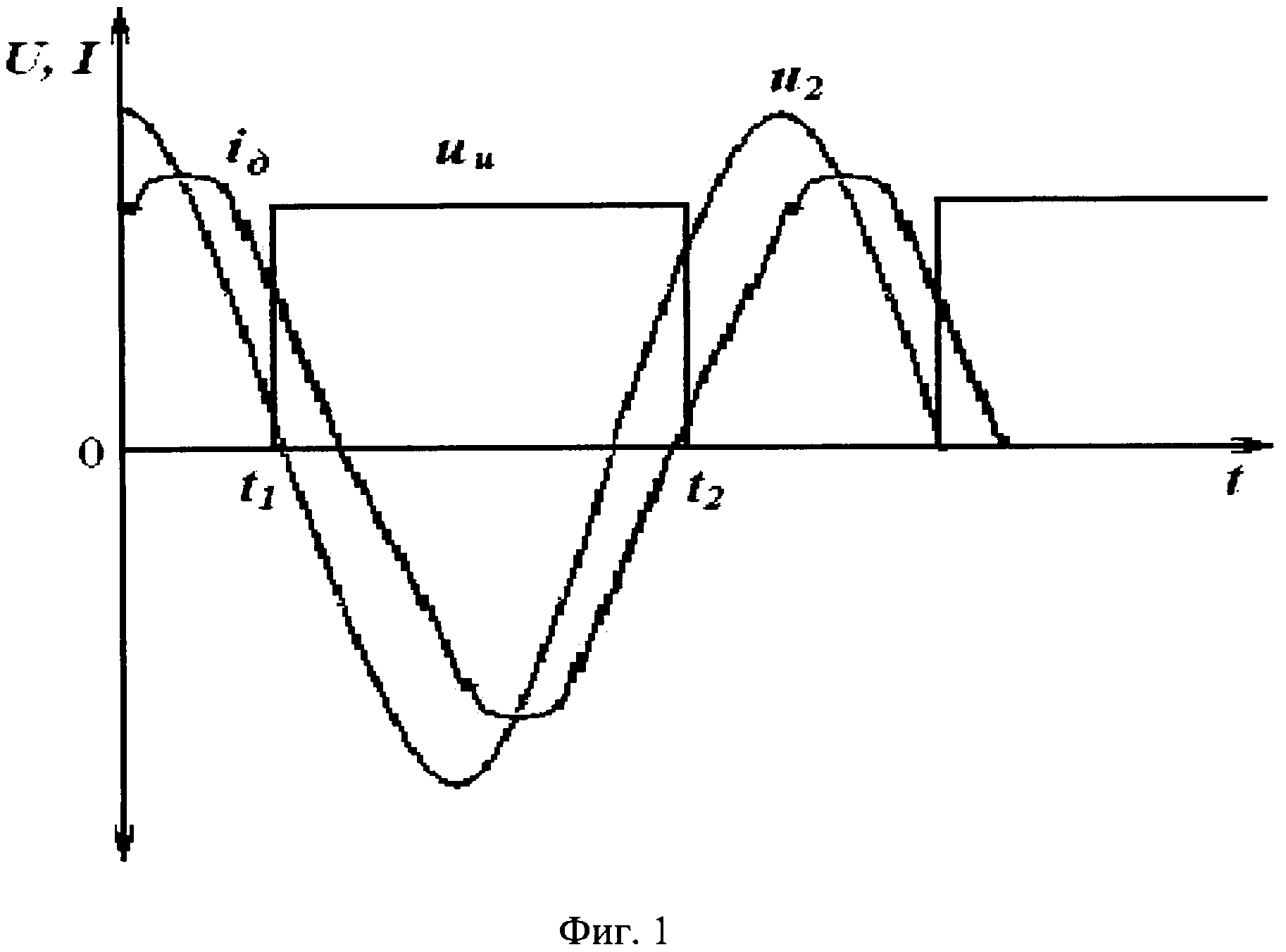
Способ обработки полых цилиндров
Способ глубокой утилизации тепла дымовых газов
Электродное устройство
Способ диагностики электрических микронеоднородностей в полупроводниковых гетероструктурах на основе ingan/gan
Устройство для моделирования вставки постоянного тока в энергетических системах
Аппарат для извлечения примеси из газа
Способ и фармацевтическая композиция для лечения вирусного лейкоза крупного рогатого скота
Способ амперометрического определения молочной кислоты на платиновом электроде
Способ получения металлического бериллия
Способ механизированной сварки плавящимся электродом в среде защитных газов
Электродное устройство
Способ диагностики электрических микронеоднородностей в полупроводниковых гетероструктурах на основе ingan/gan
Устройство для моделирования вставки постоянного тока в энергетических системах
Аппарат для извлечения примеси из газа
Способ и фармацевтическая композиция для лечения вирусного лейкоза крупного рогатого скота
Способ амперометрического определения молочной кислоты на платиновом электроде
Способ получения металлического бериллия
Способ механизированной сварки плавящимся электродом в среде защитных газов
Способ определения суммарного содержания серусодержащих соединений в биологических объектах
Способ определения суммарного содержания серусодержащих соединений в биологических объектах

