Результат интеллектуальной деятельности: СВАРОЧНЫЕ УСТАНОВКИ И СПОСОБ СВАРКИ С ОПРЕДЕЛЕНИЕМ ПРАВИЛЬНОГО СОЕДИНЕНИЯ И ПОЛЯРНОСТИ СВАРОЧНОГО ЭЛЕКТРОДА
Вид РИД
Изобретение
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка является обычной заявкой на патент, поданной на основании предварительной заявки на патент США №61/616303, озаглавленной «System and Method for Determining Attachment and Polarity of a Welding Electrode (Система и способ для определения соединения и полярности сварочного электрода)» и зарегистрированной 27 марта 2012 г., описание которой включено в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение, в основном, относится к сварочным установкам и, в частности, к системам и способам повышения удобства эксплуатации сварочных установок.
Для различных целей реализовано большое разнообразие сварочных установок и режимов управления сваркой. Например, процессы с плавящимся электродом в инертном газе обеспечивают формирование непрерывного сварного шва путем подачи сварочной проволоки, защищенной инертным газом от сварочной горелки. Электропитание подается на сварочную проволоку, и цепь замыкается через изделие для поддержания дуги, которая расплавляет проволоку для получения необходимого сварного шва.
Надлежащая работа сварочных установок может основываться на умении сварщика получать сварочной установкой приемлемые сварные соединения. К сожалению, неправильное сварное соединение может приводить к некачественному сварному шву с соответствующей переделкой, тем самым, снижая эффективность и удобство эксплуатации сварочной установки.
КРАТКОЕ ОПИСАНИЕ
В одном варианте осуществления сварочная установка содержит источник питания, выполненный с возможностью генерирования электропитания и подачи этого электропитания на сварочный электрод. Источник питания содержит положительный контакт и отрицательный контакт. Сварочная установка также содержит схему управления, выполненную с возможностью определения правильности соединения сварочного электрода с положительным и отрицательным контактами источника питания.
Еще в одном варианте осуществления способ включает в себя подачу испытательного напряжения на положительном и отрицательном контактах источника питания. Способ также включает в себя обнаружение напряжений на положительном и отрицательном контактах. Способ дополнительно включает в себя определение неправильного соединения сварочного электрода с положительным контактом или отрицательным контактом путем сравнения обнаруженных напряжений.
Еще в одном варианте осуществления сварочная установка содержит источник питания, выполненный с возможностью генерирования электропитания и подачи этого электропитания на сварочный электрод. Источник питания содержит положительный контакт и отрицательный контакт. Источник питания также содержит схему управления, выполненную с возможностью определения правильности соединения сварочного электрода с положительным и отрицательным контактами. Источник питания дополнительно включает в себя интерфейс, содержащий устройство отображения. Схема управления выполнена с возможностью отображения предупреждения в случае неправильного соединения сварочного электрода с положительным и отрицательным контактами.
ЧЕРТЕЖИ
Указанные и иные признаки, аспекты и преимущества настоящего изобретения станут более понятными после ознакомления с нижеследующим подробным описанием со ссылкой на прилагаемые чертежи, на которых одинаковые позиции соответствуют одинаковым деталям для всех чертежей и на которых:
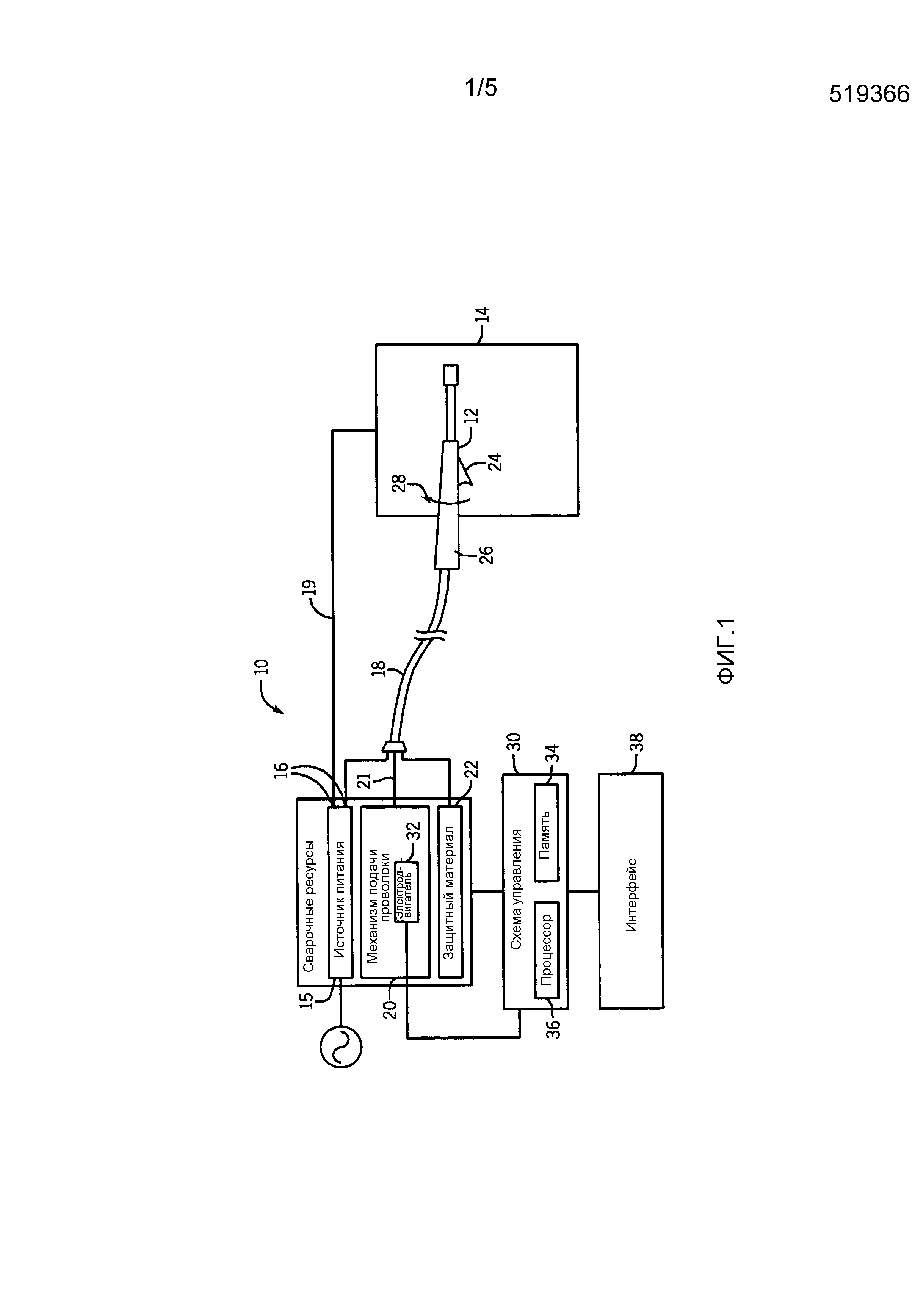
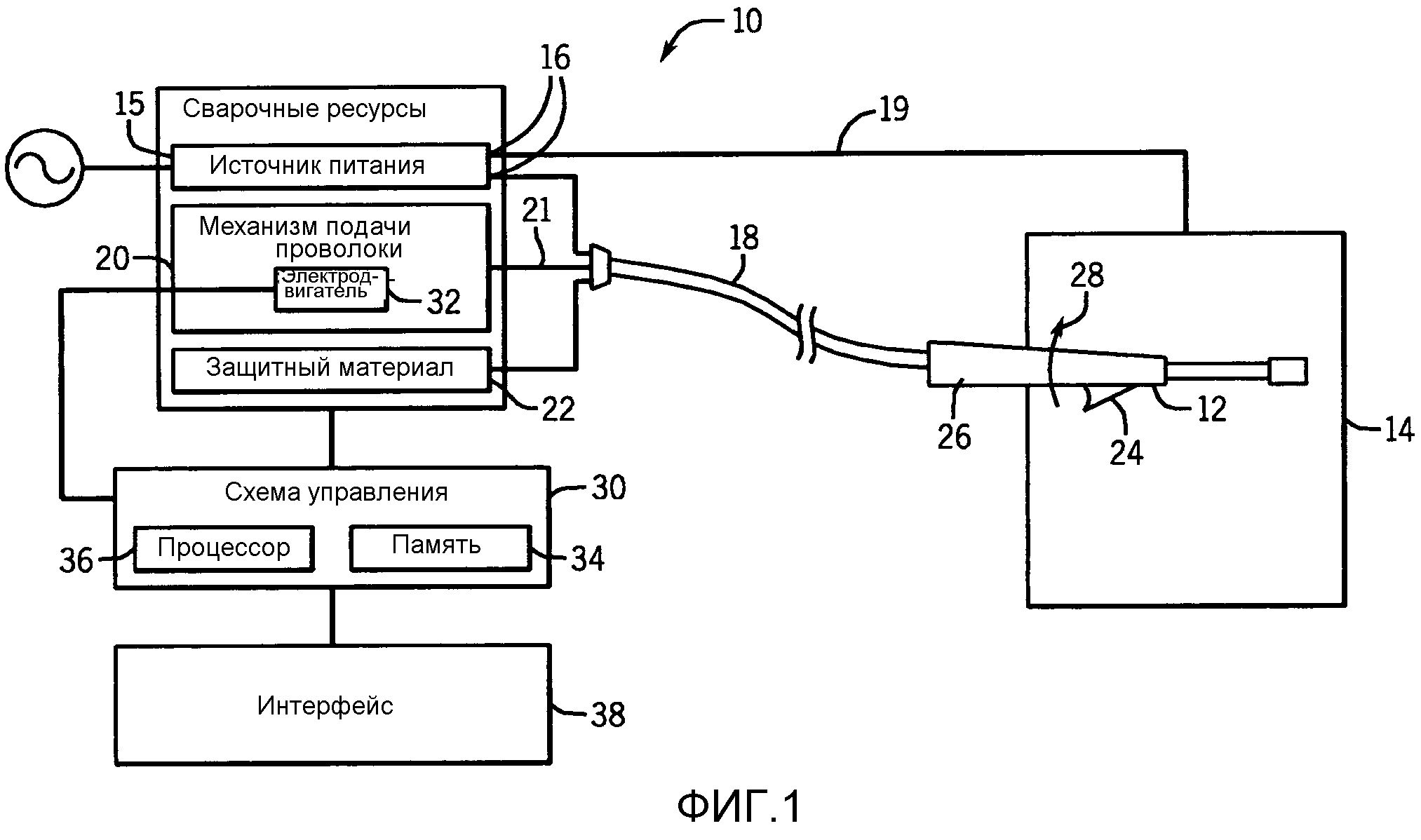
фиг. 1 представляет собой схематическое изображение варианта осуществления сварочной установки, у которой интерфейс выполнен с возможностью отображения информации о сварочной установке;
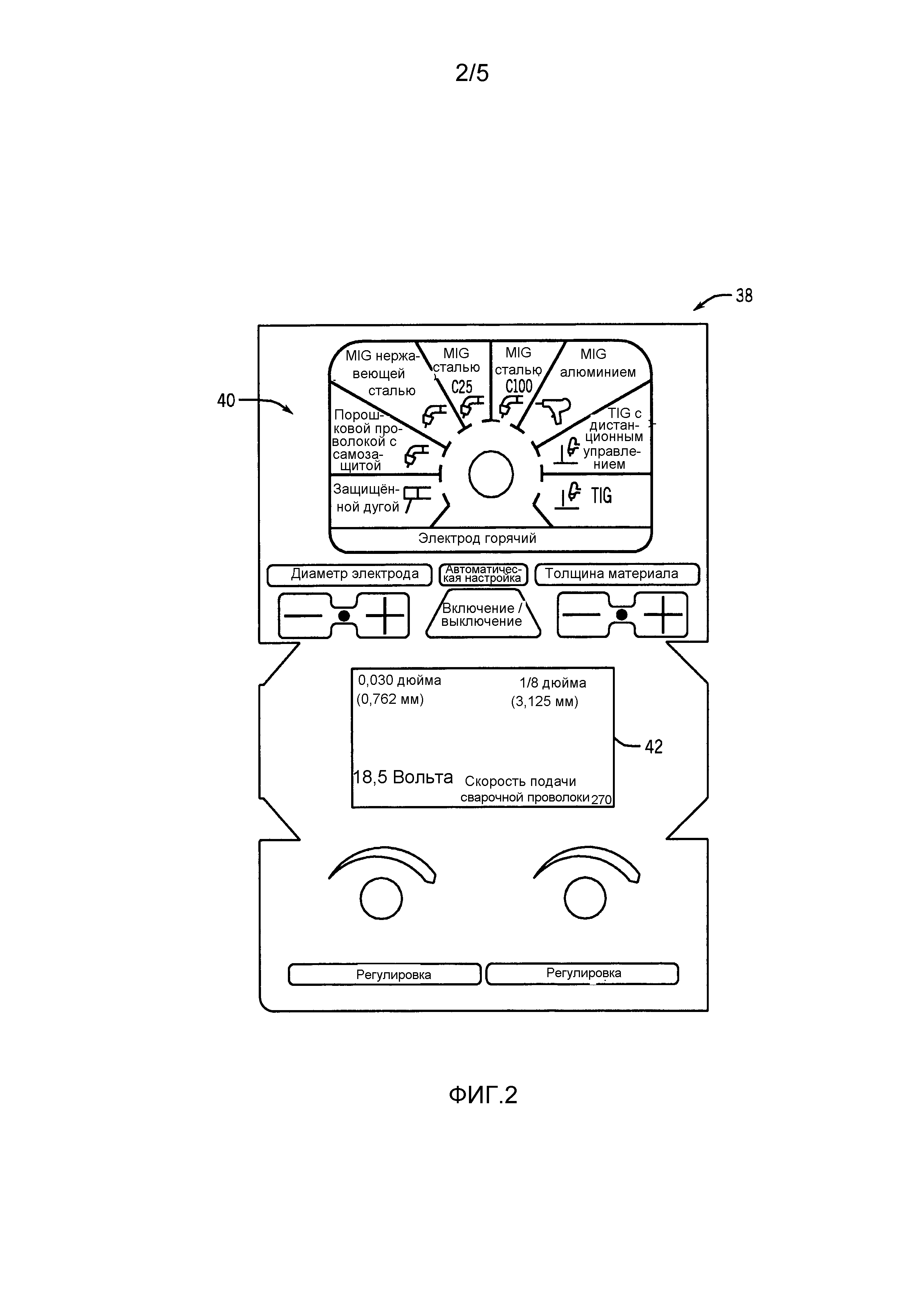
фиг. 2 представляет собой вид спереди варианта осуществления пользовательского интерфейса, изображенного на фиг. 1 и выполненного с возможностью отображения параметров сварки;
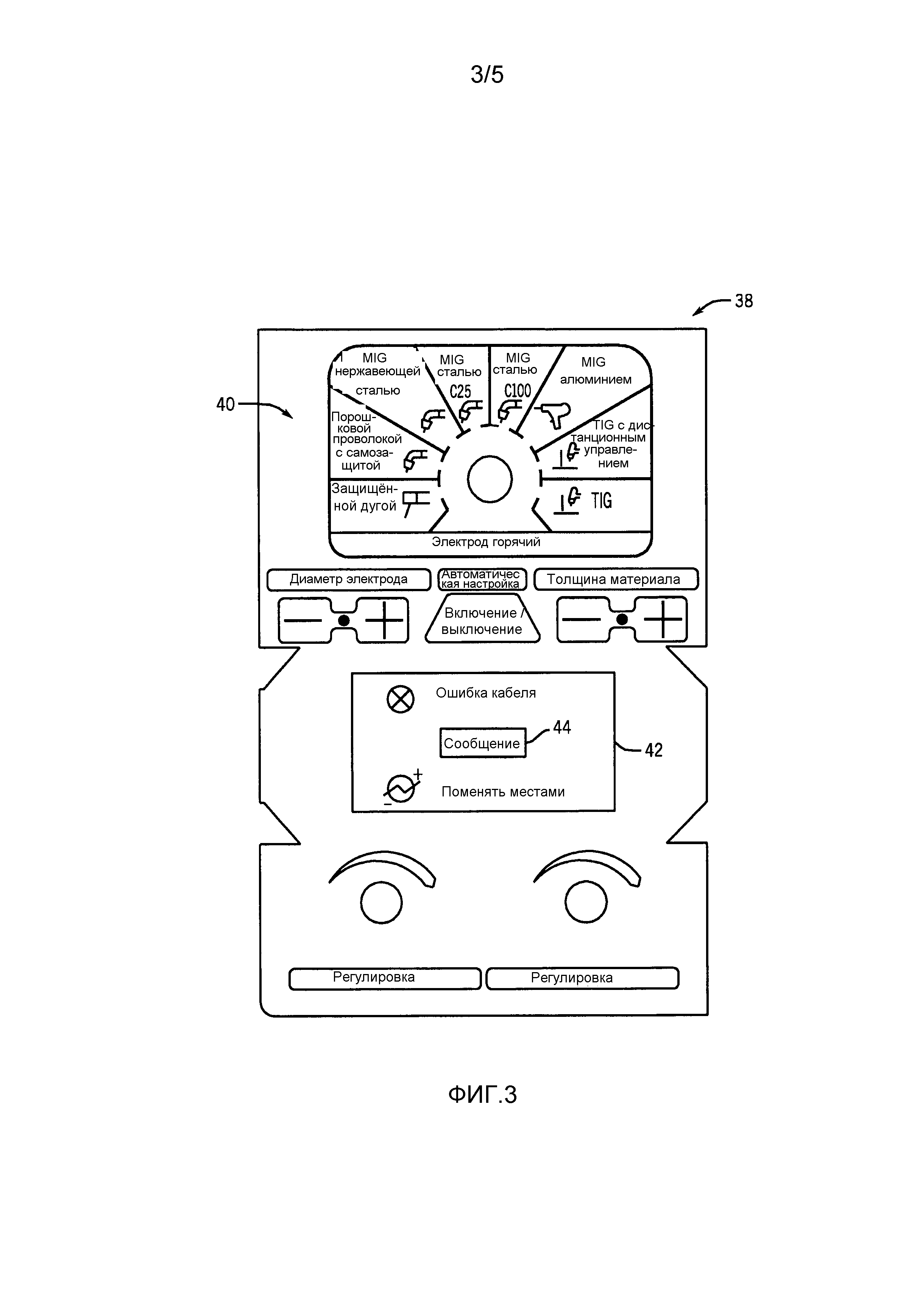
фиг. 3 представляет собой вид спереди варианта осуществления пользовательского интерфейса, изображенного на фиг. 1 и выполненного с возможностью отображения информации о состоянии в отношении соединений электродов;
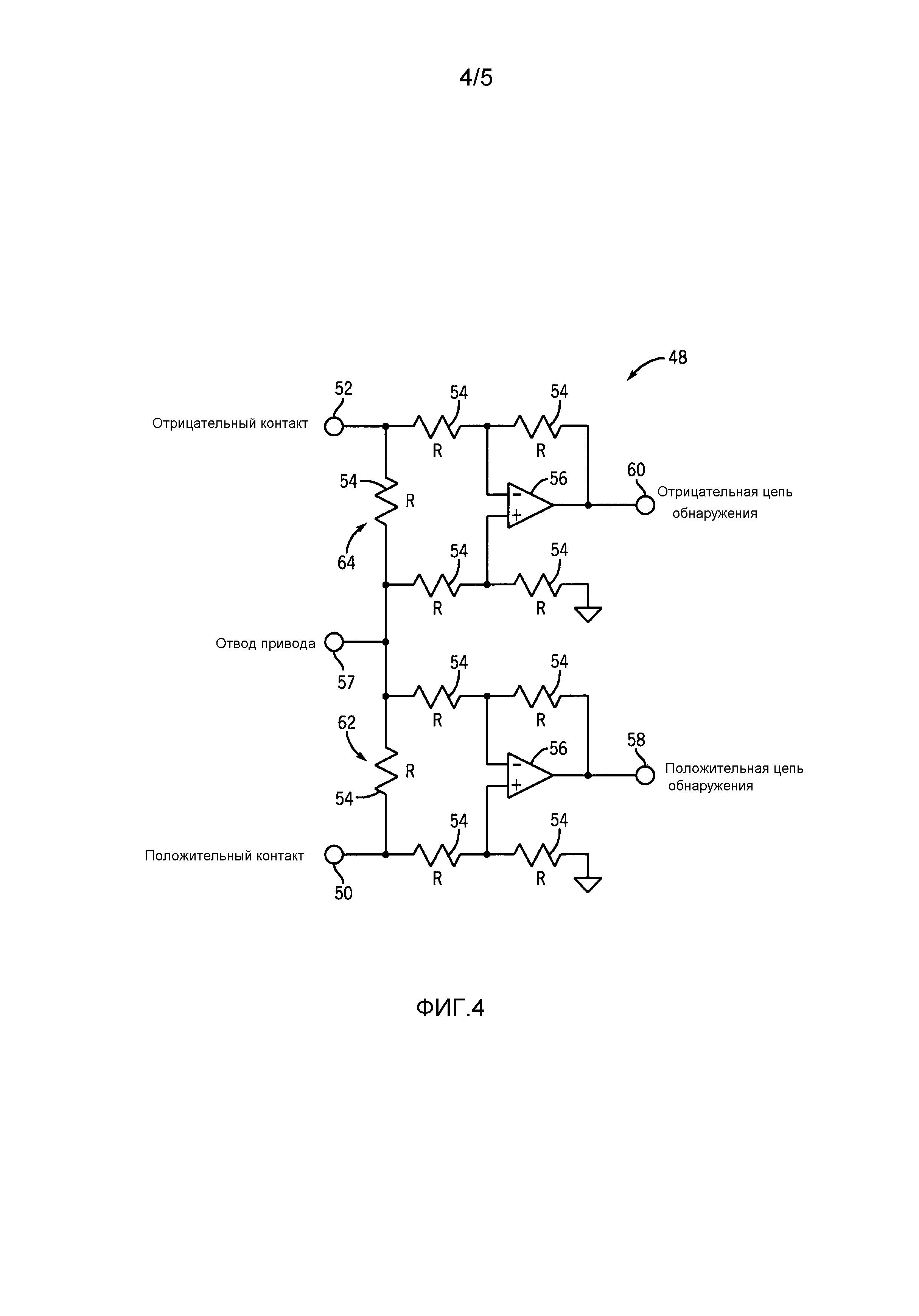
фиг. 4 представляет собой схематическое изображение, иллюстрирующее схему обнаружения напряжений для определения соединения и полярности сварочного электрода; и
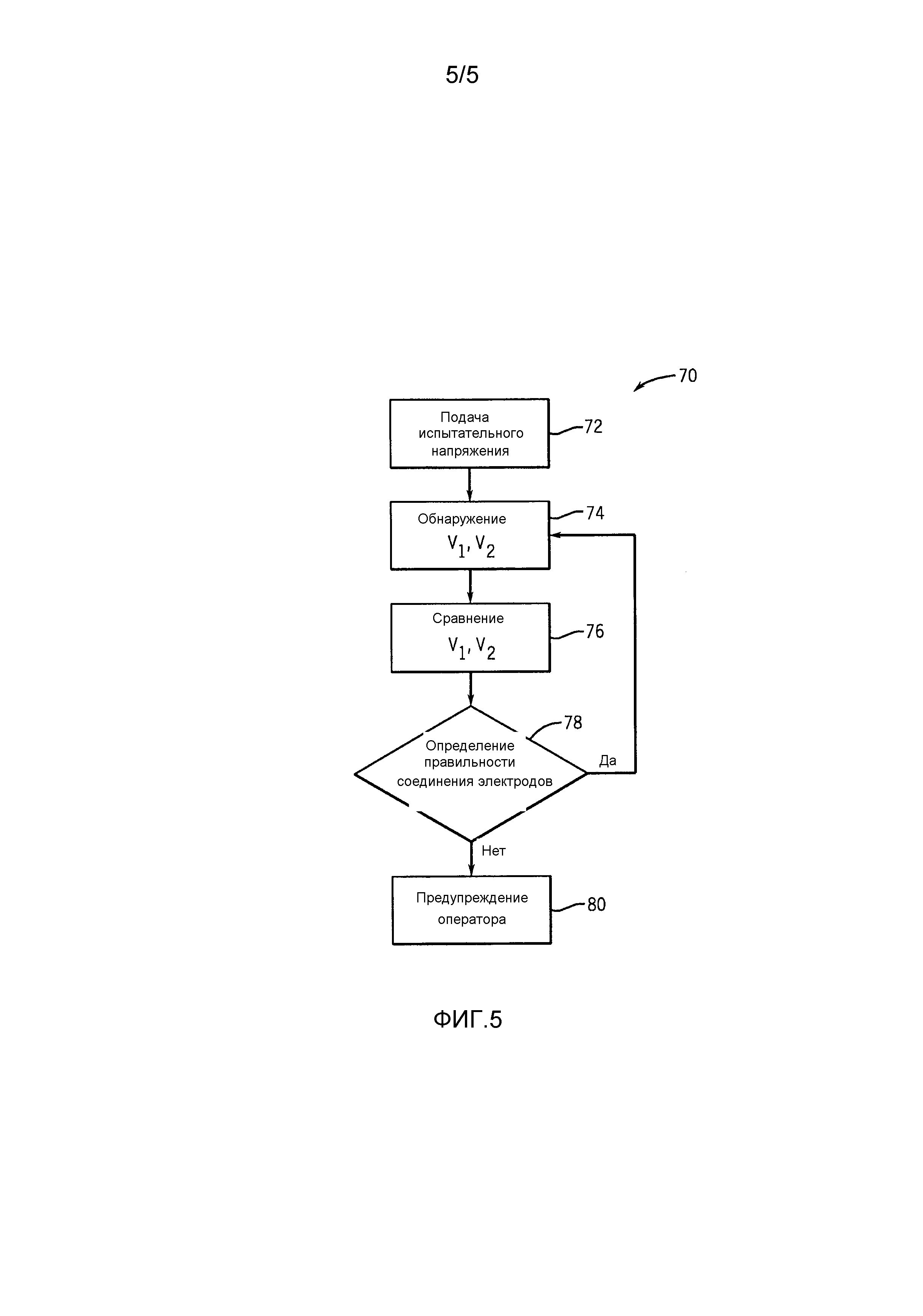
фиг. 5 представляет собой блок-схему, иллюстрирующую вариант осуществления способа определения соединения и полярности сварочного электрода.
ПОДРОБНОЕ ОПИСАНИЕ
Настоящее изобретение относится к системам и способам для определения соединения и полярности сварочных электродов. Как правило, на эффективность сварки может влиять соединение сварочных электродов с источником питания. Если сварочные электроды соединены неправильно (например, если один из сварочных электродов не соединен либо если полярность сварочных электродов изменена на обратную), это может неблагоприятно повлиять на сварку. В связи с этим, операторский интерфейс может предупреждать оператора о неправильном соединении, и оператор может принять соответствующие меры (например, соединив отсоединенный сварочный электрод или исправив полярность сварочных электродов) для повышения эффективности сварки.
Фиг. 1 иллюстрирует пример сварочной установки 10, которая содержит сварочную горелку 12 и изделие 14. Источник 15 питания содержит множество контактов 16, которые позволяют размещать один или более сварочных электродов с целью формирования электрической цепи для обеспечения сварки. Как показано на чертеже, источник 15 питания выдает электропитание в сварочную горелку 12 через кабель 18 сварочной горелки. Кабель 18 сварочной горелки соединен с одним из контактов 16. Кроме того, кабель 19 изделия соединен с одним из контактов 16 (например, с находящимся напротив контактом, с которым не соединен кабель 18 сварочной горелки) и изделием 14. Кабель 18 сварочной горелки и кабель 19 изделия образуют замкнутую цепь между источником 15 питания, сварочной горелкой 12 и изделием 14. Такая электрическая цепь может выделять относительно большое количество тепла, заставляя изделие 14 переходить в расплавленное состояние, посредством этого обеспечивая сварку. Однако, если кабели 18, 19 неправильно соединены с контактами 16 источника 15 питания, сварка может оказаться относительно неэффективной.
Для создания электрической дуги пример сварочной установки 10 содержит механизм 20 подачи проволоки, который подает расходуемую сварочную проволоку 21 по кабелю 18 сварочной горелки на сварочную горелку. Сварочная горелка 12 подает электрический ток на сварочную проволоку 21 посредством токоподводящего наконечника (не показан), расположенного в горловине сварочной горелки 12, приводя к дуге между сварочной проволокой 21 и изделием 14. Следует понимать, что могут также быть реализованы иные конструкции системы и входные цепи. Например, сварочная проволока может подаваться из контейнера для бестарного хранения (например, барабана), либо из одной или более катушек вне механизма подачи проволоки. Аналогичным образом, проволока может подаваться из «приводной горелки», в которой проволока установлена на сварочной горелке или вблизи нее.
Для защиты зоны сварки во время сварки от загрязняющих веществ, повышения характеристик дуги и улучшения результирующего сварного шва примерная сварочная система 10 содержит источник 22 газа, который подает инертный защитный газ в сварочную горелку 12 посредством кабеля 18 сварочной горелки. Например, инертным газом может являться углекислый газ, азот или аргон. Однако необходимо отметить, что для защиты расположения сварного шва может использоваться множество защитных материалов, включая различные жидкости и твердые частицы. Кроме того, некоторые сварочные электроды предназначены для работы без защитного материала.
Подача этих сварочных ресурсов (например, сварочного тока, сварочной проволоки 21 и защитного газа) может быть запущена приведением в действие курка 24, закрепленного на рукоятке 26 сварочной горелки 12. За счет нажатия курка 24 (стрелка 28) приводится в действие переключатель, расположенный в курке 24, приводя к передаче электрического сигнала, который дает команду на подачу сварочных ресурсов в кабель 18 сварочной горелки. Например, нажатие курка 24 может отправлять в схему 30 управления сигнал, который, в свою очередь, приводит в действие электродвигатель 32, подающий сварочную проволоку 21 в кабель 18 сварочной горелки, открывает клапан для обеспечения потока защитного материала и подает в источник 15 питания команду на выдачу необходимого уровня электропитания в сварочный электрод. В некоторых вариантах осуществления схема 30 управления содержит компоненты 34 памяти для хранения команд программирования, программных продуктов, хронологических данных и т.д. Схема 30 управления также содержит устройство обработки, такое как процессор 36, помимо прочих типов устройств для управления сварочной установкой 10. В частности, процессор 36 может реализовывать программные команды для определения соединения и/или полярности кабеля 18 сварочной горелки, кабеля 19 изделия или и того и другого.
Оператор может взаимодействовать с пользовательским интерфейсом 38 для регулирования рабочих параметров сварочной установки 10. С этой целью пользовательский интерфейс 38 может включать в себя устройства ввода, такие как клавишная панель, стилус, нажимные кнопки, номеронабиратели или любой тип преобразователя, который преобразует физическое взаимодействие с пользовательским интерфейсом 38 в электрический входной сигнал. В некоторых вариантах осуществления пользовательский интерфейс 38 может также включать в себя дисплейный экран для отображения графических данных, кнопок, пиктограмм, текста, окон и подобных признаков, относящихся к информации о сварочной установке 10. Например, пользовательский интерфейс 38 может отображать графические индикаторы параметров сварки, сообщения, указывающие на состояние сварочной установки 10, или комбинацию перечисленного. Как отмечалось выше, пользовательский интерфейс 38 может предупреждать оператора о неправильном соединении сварочных электродов с источником 15 питания. Например, кабель 18 сварочной горелки может быть непреднамеренно отсоединен от источника 15 питания. В качестве дополнения или альтернативы, полярности в кабеле 18 сварочной горелки и кабеле 19 изделия могут быть изменены на обратные. В связи с этим, пользовательский интерфейс 38 может отображать сообщение для предупреждения оператора о неправильном соединении и может предлагать оператору меры по устранению неисправностей, как описывается ниже.
Фиг. 2 иллюстрирует вид спереди варианта осуществления пользовательского интерфейса 38, выполненного с возможностью отображения различных параметров сварки сварочной установки 10. Как показано на чертеже, пользовательский интерфейс 38 содержит переключатель 40 процессов сварки, который может позволять оператору выбирать из одного или более процессов сварки. Например, переключатель 40 процессов сварки может позволять оператору выбирать из таких процессов сварки, как процесс сварки защищенной дугой, процесс сварки порошковой проволокой, процесс сварки плавящимся электродом в инертном газе (MIG), процесс сварки вольфрамовым электродом в инертном газе (TIG) и т.д. Кроме того, переключатель процессов сварки может позволять оператору выбирать материал сварочного электрода. Например, желая реализовать процесс сварки MIG, оператор может дополнительно выбирать электрод из нержавеющей стали или алюминия для реализации процесса MIG.
Пользовательский интерфейс 38 может содержать дисплейный экран 42. Дисплейный экран 42 может представлять собой любое устройство отображения, способное отображать визуальные графические объекты и/или буквенно-цифровые тексты, относящиеся к настройке параметров сварки, рабочие состояния сварочной установки 10 и т.д. Например, дисплейный экран 42 может представлять собой жидкокристаллический дисплей (LCD), органический светодиод (OLED) или любой иной подходящий дисплейный экран. Как показано на чертеже, дисплейный экран 42 может отображать различные параметры сварочной установки 10, включая диаметр сварочной проволоки (например, 0,030 дюйма (0,762 мм)) толщину материала (например, 1/8 дюйма (3,125 мм)), сварочное напряжение источника питания (например, 18,5 Вольта) и скорость подачи проволоки (например, 270 дюймов в минуту (685,8 см в минуту)). В качестве дополнения или альтернативы дисплейный экран 42 может отображать сообщения, относящиеся к состоянию соединения сварочных электродов (например, кабеля 18 сварочной горелки и/или кабеля 19 изделия), как рассматривается ниже на фиг. 3.
Фиг. 3 представляет собой вид спереди пользовательского интерфейса 38, выполненного с возможностью отображения информации о состоянии в отношении соединений кабеля 18 сварочной горелки и/или кабеля 19 изделия. В частности, пользовательский интерфейс 38 может отображать графические объекты и/или буквенно-цифровые тексты, относящиеся к состоянию сварочной установки 10. Например, пользовательский интерфейс 38 может отображать сообщение 44, указывающее на неправильное соединение сварочного электрода. В некоторых вариантах осуществления схема 30 управления может обнаруживать, что кабель 18 сварочной горелки отсоединен от одного из контактов 16 источника 15 питания. Сообщение 44 на пользовательском интерфейсе 38 может предупреждать оператора об отсоединенном сварочном электроде. Кроме того, сообщение 44 может содержать предлагаемые меры по исправлению соединений сварочного электрода. Кроме того, пользовательский интерфейс 38 может быть выполнен с возможностью выборочной смены отображения параметров сварки (фиг. 2) и информации о состоянии электрода (фиг. 3).
В некоторых вариантах осуществления схема 30 управления может обнаруживать, что полярности электродов сварочной горелки изменены на обратные. Сообщение 44 может предлагать оператору поменять местами сварочные электроды на контактах 16, что может привести к правильной полярности. Можно понять, что полярность сварочных электродов отчасти может зависеть от процесса сварки и/или иных параметров, выбираемых с помощью переключателя 40 процессов сварки. Например, для процесса сварки MIG кабель 18 сварочной горелки обычно может соединяться с положительным выходным контактом 50 (фиг. 4) источника 15 питания, а кабель 19 изделия может соединяться с отрицательным выходным контактом 52 (фиг. 4) источника 15 питания. В противоположность этому, для процесса сварки порошковой проволокой кабель 18 сварочной горелки обычно может соединяться с отрицательным выходным контактом 52, а кабель 19 изделия может соединяться с положительным выходным контактом 50. Далее, для процесса сварки защищенной дугой или процесса сварки TIG кабель 18 сварочной горелки может не соединяться ни с одним из контактов 16 на источнике 15 питания. Информация о заданных по умолчанию или стандартных соединениях, относящихся к различным процессам сварки, может храниться в компонентах 34 памяти схемы 30 управления.
Реакция сварочной установки 10 на обнаружение неправильного соединения может быть различной в зависимости от типа процесса сварки. Например, для процесса сварки MIG кабель 18 сварочной горелки обычно может соединяться с положительным выходным контактом 50, а кабель 19 изделия может соединяться с отрицательным выходным контактом. В случае, если один из сварочных электродов отсоединен, дисплейный экран 42 может предупреждать оператора об отсоединенном электроде, а схема 30 управления может запрещать работу сварочной установки 10 (например, запрещать в сварочной установке 10 производство и выход сварки). Однако, если полярность сварочных электродов является обратной, дисплейный экран 42 может предупреждать оператора об обратной полярности, но может продолжать разрешать работу сварочной установки 10. Специалисту может быть ясно, что имеются области применения, в которых желательна обратная полярность электродов.
В процессе сварки порошковой проволокой кабель 18 сварочной горелки обычно может соединяться с отрицательным выходным контактом 52, а кабель 19 изделия может соединяться с положительным выходным контактом 50. Если один из сварочных электродов отсоединен, дисплейный экран 42 может предупреждать оператора об отсоединенном электроде, а схема 30 управления может запрещать работу сварочной установки 10. Однако, если полярность сварочных электродов является обратной, дисплейный экран 42 может предупреждать оператора об обратной полярности, но может продолжать разрешать работу сварочной установки 10.
В процессе сварки TIG кабель 18 сварочной горелки может не соединяться с положительным выходным контактом 50 или отрицательным выходным контактом 52. Если кабель 18 сварочной горелки соединен с любым из контактов 50, 52, дисплейный экран 42 может предупреждать оператора, что электрод не должен быть присоединен, при этом схема 30 управления может запрещать работу сварочной установки 10.
Реакция сварочной установки 10 на обнаружение неправильного соединения электродов приведена лишь в качестве примера и не является ограничительной. В действительности различные варианты осуществления схемы 30 управления могут обнаруживать неправильное соединение электродов различным образом и могут также реагировать на эти обнаружения различным образом. Обнаружение и исправление неправильных соединений сварочных электродов могут повысить эффективность сварки, как рассматривается ниже на фиг. 4.
Фиг. 4 представляет собой вариант осуществления схемы 48 обнаружения, которая может обнаруживать, когда сварочные электроды соединены неправильно. В некоторых вариантах осуществления схема 48 обнаружения может входить в состав схемы 30 управления. Как в целом рассматривалось выше, неправильно соединенный электрод может предполагать отсоединенный сварочный электрод, обратную полярность сварочных электродов, сварочный электрод, который не должен быть соединен, или комбинацию перечисленного. Как показано на чертеже, схема 48 обнаружения соединена с положительным выходным контактом 50 и отрицательным выходным контактом 52. Кроме того, схема 48 обнаружения может содержать один или более резисторов 54 и один или более операционных усилителей 56. Сопротивление каждого из резисторов может варьироваться в соответствии со специфической для конструкции реализацией. Отвод 57 привода может быть подвижно соединен со схемой 48 обнаружения таким образом, что отвод 57 привода может быть соединен с положительным выходным контактом 50 или отрицательным выходным контактом 52. Цепь резисторов 54 и операционных усилителей 56 может обеспечивать обнаружение напряжения в положительной цепи 58 обнаружения или отрицательной цепи 60 обнаружения.
Например, испытательное напряжение или ограниченное коммутируемым током напряжение (например, 30 В) может подаваться на положительный выходной контакт 50 и отрицательный выходной контакт 52 источника 15 питания. Если отвод 57 привода не соединен ни с одним из контактов 50, 52, напряжения, обнаруживаемые положительной цепью 58 обнаружения и отрицательной цепью 60 обнаружения, могут быть приблизительно одинаковыми. Однако, если отвод 57 привода соединен с любым из контактов 50, 52, напряжения, обнаруживаемые на цепях 58, 60, могут быть неодинаковыми. Например, в процессе сварки MIG кабель 18 сварочной горелки может соединяться с положительным выходным контактом 50, а кабель 19 изделия может соединяться с отрицательным выходным контактом 52.
Ограниченное коммутируемым током напряжение (например, 30 В) подается на выходные контакты 50, 52 источника 15 питания сварки. Резистор-делитель 62 напряжения установлен между положительным выходным контактом 50 источника 15 питания сварки и корпусом механизма подачи проволоки. Еще один резистор-делитель 64 напряжения установлен между отрицательным выходным контактом 52 источника 15 питания сварки и корпусом механизма подачи проволоки.
В тех случаях, когда кабель корпуса механизма подачи проволоки (например, кабель 18 сварочной горелки) соединен с положительным выходным контактом 50 источника 15 питания сварки, напряжение на них становится низким, в идеальном случае - нулевым. В тех случаях, когда кабель 18 корпуса механизма подачи проволоки соединен с отрицательным выходным контактом 52 источника 15 питания сварки, напряжение на них становится низким, в идеальном случае - нулевым. В тех случаях, когда кабель 18 корпуса механизма подачи проволоки не соединен ни с одним из выходных контактов 50, 52 источника 15 питания сварки, напряжение на корпусе механизма подачи проволоки относительно любого из выходных контактов 50, 52 источника 15 питания сварки не становится низким, в идеальном случае - становится равным половине ограниченного коммутируемым током напряжения (например, 15 В) на выходных контактах 50, 52 источника 15 питания сварки.
В процессе сварки MIG в большинстве режимов сварки кабель 18 корпуса механизма подачи проволоки должен соединяться с положительным выходным контактом 50 источника 15 питания сварки, а кабель 19 изделия может соединяться с отрицательным выходным контактом 52 источника 15 питания сварки. Если кабель 18 корпуса механизма подачи проволоки не соединен ни с одним из выходных контактов 50, 52, источник 15 питания сварки запрещает работу, и оператор предупреждается (например, посредством интерфейса 38) до тех пор, пока соединение не будет исправлено. Если кабель 18 корпуса механизма подачи проволоки соединен с неправильным выходным контактом 50, 52 источника питания сварки, оператор предупреждается, но источник 15 питания сварки не запрещает работу, поскольку имеются несколько редких случаев, в которых это желательно.
В процессе сварки порошковой проволокой в большинстве режимов сварки кабель 18 корпуса механизма подачи проволоки должен соединяться с отрицательным выходным контактом 52 источника 15 питания сварки, а кабель 19 изделия должен соединяться с положительным выходным контактом 50 источника 15 питания сварки. Если кабель 18 корпуса механизма подачи проволоки не соединен ни с одним из выходных контактов 50, 52, источник 15 питания сварки запрещает работу, и оператор предупреждается (например, посредством интерфейса 38) до тех пор, пока соединение не будет исправлено. Если кабель 18 корпуса механизма подачи проволоки соединен с неправильным выходным контактом 50, 52 источника питания сварки, оператор предупреждается, но источник питания сварки не запрещает работу, поскольку имеются несколько редких случаев, в которых это желательно.
Либо в процессе сварки защищенной дугой, либо в процессе сварки TIG кабель 18 корпуса механизма подачи проволоки не должен быть соединен ни с одним из выходных контактов 50, 52 источника питания сварки. Если кабель 18 корпуса механизма подачи проволоки соединен с одним из выходных контактов 50, 52 источника питания сварки, источника питания сварки запрещает работу, и оператор предупреждается до тех пор, пока кабель 18 корпуса механизма подачи проволоки не будет снят с выходного контакта 50, 52 источника питания сварки.
Фиг. 5 представляет собой блок-схему варианта осуществления процесса 70, который может использоваться для предупреждения оператора о неправильно соединенном сварочном электроде. Схема 30 управления может подавать (блок 72) испытательное напряжение на положительный выходной контакт 50 и отрицательный выходной контакт 52. Схема 30 управления может обнаруживать (блок 74) напряжения в положительной и отрицательной цепях 58, 60 обнаружения. Затем схема 30 управления может сравнивать (блок 76) обнаруженные напряжения, чтобы определить (блок 78), являются ли один или более сварочных электродов неправильно соединенными. Если схема 30 управления определила (блок 78), что один или более сварочных электродов неправильно соединены, схема 30 управления может предупреждать (блок 80) оператора о неправильном соединении с помощью пользовательского интерфейса 38. Например, схема 30 управления может отправлять в пользовательский интерфейс 38 электрический сигнал, чтобы выдать пользовательскому интерфейсу команду на отображение сообщения 44, относящегося к неправильному соединению. В некоторых вариантах осуществления процесс 70 может быть запущен нажатием кнопки на пользовательском интерфейсе 38. В качестве дополнения или альтернативы, процесс 70 может выполняться непрерывно для повышения вероятности того, что сварочные электроды соединены правильно, тем самым, повышая удобство эксплуатации и эффективность сварки.
В некоторых вариантах осуществления могут использоваться цвета (например, на дисплейном устройстве 42 интерфейса 38) для обеспечения руководства по правильным соединениям электродов и изделия. Например, кабель 18 корпуса механизма подачи проволоки может быть окрашен в красный цвет, а кабель 19 изделия может быть окрашен в синий цвет. При выборе процесса для MIG положительный выходной контакт 50 должен отображаться красным, а отрицательный выходной контакт 52 - синим. Аналогичным образом, при выборе процесса для TIG положительный выходной контакт 50 должен отображаться синим, а отрицательный выходной контакт 52 - красным.Хотя в настоящем документе проиллюстрированы и описаны лишь определенные признаки изобретения, специалистам могут приходить на ум различные модификации и изменения. Поэтому следует понимать, что прилагаемая формула изобретения охватывает все такие модификации и изменения, находящиеся в пределах сущности изобретения.
Машина и способ для маркировки изделий
Модульная система для подачи клея-расплава или других термопластичных материалов
Система и способ ремонта труб
Микросферы как загуститель для органических пероксидов
Узел прокладок со сдвоенным трафаретом совместно с устройством для распределения термоплавких адгезивов
Испытательная система с компенсацией изменяющихся системных параметров в реальном времени
Интегрированная система и способ для трехосевого сканирования на месте и обнаружения дефектов в объекте при статическом и циклическом испытании
Держатель для планшетного компьютера/смартфона с проводным подключением в виде пульта управления оборудованием
Машина и способ для маркировки изделий

